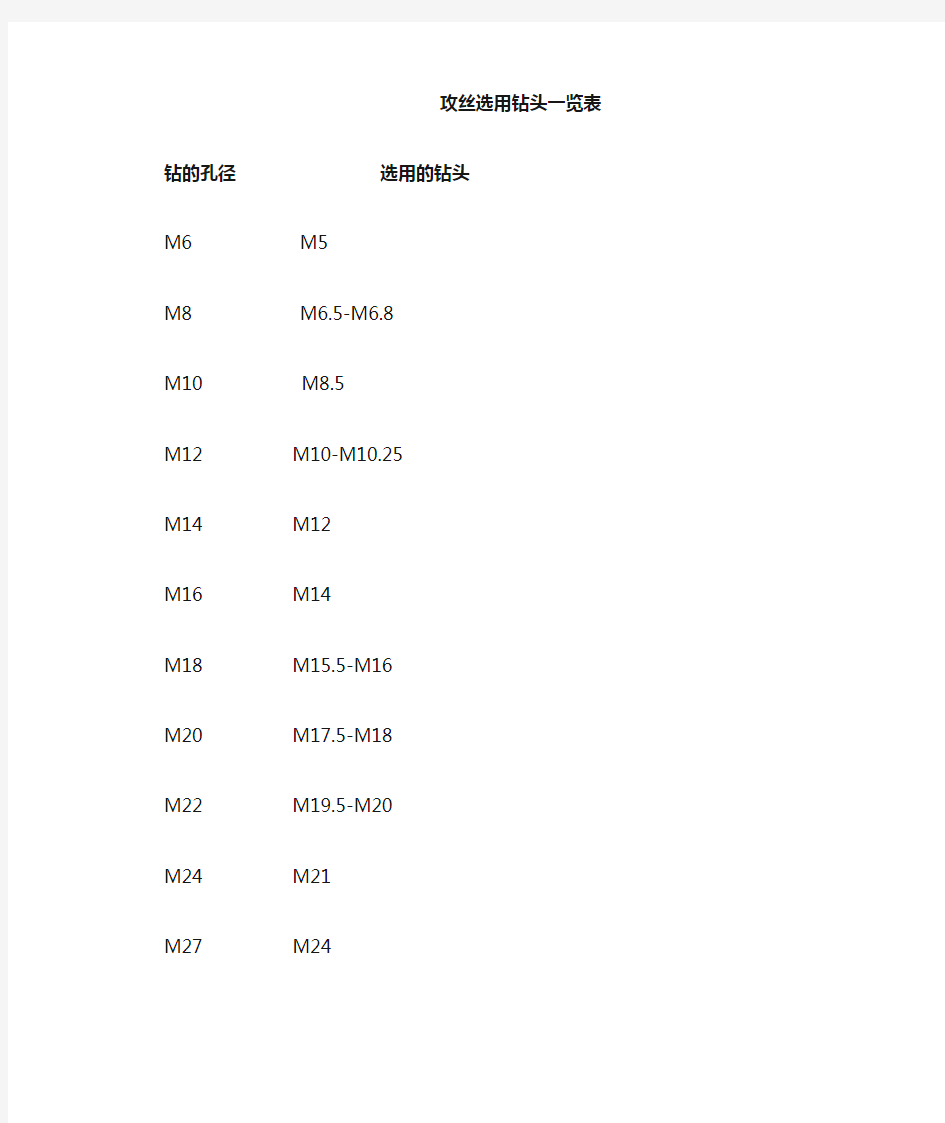

攻丝选用钻头一览表
钻的孔径选用的钻头
M6 M5
M8 M6.5-M6.8 M10 M8.5
M12 M10-M10.25 M14 M12
M16 M14
M18 M15.5-M16 M20 M17.5-M18 M22 M19.5-M20 M24 M21
M27 M24
M30 M26.5-M27
M Metrisches ISO Regelgewinde / Metric ISO thread / Filetage métrique ISO standard / Filettatura metrica ISO / Rosca Métrica ISO Kurzzeichen Thread size Désignation Diametro del ?letto Dimensión rosca (DIN 13) Bohrer-; Nominal size diamètre du foret Diametro nominale ;-Taladro (mm) (acc. to DIN 336) Innengewindekern-; Minor diameter / Diamètre du noyau ?leté / Diametro del nocciolo ;-nucleo de rosca interior (mm) min 6H m a x M 10,750,7290,785* M 1,20,950,9290,985* M 1,41,11,0751,142* M 1,61,251,2211,321 M 1,71,351,3211,421 M 1,81,451,4211,521 M 21,61,5671,679 M 2,21,751,7131,838 M 2,31,851,8131,938 M 2,52,052,0132,138 M 2,62,152,1132,238 M 32,52,4592,599 M 3,52,92,8503,010 M 43,33,2423,422 M 4,53,73,6883,878 M 54,24,1344,334 M 654,9175,153 M 765,9176,153 M 86,86,6476,912 M 97,87,6477,912 M 108,58,3768,676 M 119,59,3769,676 M 1210,210,10610,441 M 141211,83512,210 M 161413,83514,210 M 1815,515,29415,744 M 2017,517,29417,744 M 2219,519,29419,744 M 242120,75221,252 M 272423,75224,252 M 3026,526,21126,771 M 3329,529,21129,771 M 363231,67032,270 M 393534,67035,270 M 4237,537,12937,799 M 4540,540,12940,799 M 484342,58743,297 M 524746,58747,297 M 5650,550,04650,796MF Metrisches ISO Feingewinde / Metric ISO Fine thread / Filetage métrique ?n ISO / Filettatura metrica ISO ?ne / Rosca Métrica ISO Fina Kurzzeichen Thread size Désignation Diametro del ?letto Dimensión rosca (DIN 13) Bohrer-; Nominal size diamètre du foret Diametro nominale ;-Taladro (mm) (acc. to DIN 336) Innengewindekern-; Minor diameter / Diamètre du noyau ?leté / Diametro del nocciolo ;-nucleo de rosca interior (mm) min 6H m a x M 2 x 0,251,751,7291,785 M 2,2 x 0,251,951,9291,985 M 2,3 x 0,252,052,0292,085 M 2,5 x 0,352,152,1212,221 M 3 x 0,252,752,7292,785 M 3 x 0,352,652,6212,721 M 3,5 x 0,353,153,1213,221 M 4 x 0,353,653,6213,721 M 4 x 0,53,53,4593,599 M 4,5 x 0,543,9594,099 M 5 x 0,354,654,6214,721 M 5 x 0,54,54,4594,599 M 5 x 0,754,24,1884,378 M 6 x 0,55,55,4595,599 M 6 x 0,755,255,1885,378 M 7 x 0,56,56,4596,599 M 7 x 0,756,256,1886,378 M 8 x 0,57,57,4597,599 M 8 x 0,757,257,1887,378 M 8 x 176,9177,153 M 9 x 0,758,258,1888,378 M 9 x 187,9178,153 M 10 x 0,59,59,4599,599 M 10 x 0,759,259,1889,378 M 10 x 198,9179,153 M 10 x 1,258,758,6478,912 M 11 x 1109,91710,153 M 12 x 0,511,511,45911,599 M 12 x 11110,91711,153 M 12 x 1,2510,7510,64710,912 M 12 x 1,510,510,37610,676 M 13 x 11211,91712,153 M 14 x 0,7513,213,18813,378 M 14 x 11312,91713,153 M 14 x 1,2512,7512,64712,912 M 14 x 1,512,512,37612,676 M 15 x 11413,91714,153 M 15 x 1,513,513,37613,676 M 16 x 0,7515,215,18815,378 M 16 x 11514,91715,153 M 16 x 1,2514,814,64714,912 M 16 x 1.514,514,37614,676 M 17 x 11615,91716,153 M 18 x 11716,91717,153 M 18 x 1.516,516,37616,676 M 18 x 21615,83516,210 M 20 x 11918,91719,153 M 20 x 1.518,518,37618,676 M 20 x 21817,83518,210 M 22 x 12120,91721,153 M 22 x 1,520,520,37620,676 * 5H max Gewindekernl?cher für Gewindebohrer Tapping drill sizes for taps / Avant-trous de taraudage Prefori per maschi / Dimensiones de la broca previa para machos MARYLAND METRICS Technical Data Chart: A collection of Tapping drill sizes for taps in a multilingual format https://www.doczj.com/doc/d11980271.html,
钻头的种类及规格 1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。 2. 钻头种类 A.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. B.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. C.依用途分类 (1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合. (2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头. (3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工. (4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止 (5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑 (6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头. (7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头. (8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆. (9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种. (10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头. 钻头的保养与维护及钻孔注意事项 1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整; 2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间 3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断; 4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上; 5. 钻孔时,应充分使用切削齐且注意排屑; 6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径; 7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;
马里兰度量技术数据图表:多语言格式丝锥攻丝钻头尺寸集合Gewindekernl?0?2cher für gewindebhrer丝锥攻丝钻头尺寸/Avant trous de taraudage Prefori per maschi/Dimensions de la broca previa para machos M MF Metrisches ISO Regelgewinde/公制ISO螺纹/Filetage MétriqueISO公制ISO Feingewinde/公制ISO细牙螺纹/Filetage métrique?0?3n ISO/standard/Filettatura metrica ISO/Rosca métrica ISO Filettatura metrica ISO?0?3ne/Rosca métrica ISO Fina Kurzzeichen Bohrer-INNEGEWINDEKERN-Kurzzeichen Bohrer-INNEGEWINDEKERN-螺纹尺寸公称尺寸小径/螺纹直径尺寸标称尺寸小径/直径0~3letétre du Désignation Diamètre du foret noyau?0?3leté/Diametro del nocciolo Diametro del?0?3letto Diametro norminale-Nuclear de rosca Internal Diametro del?0?3letto Diametro de roscarosca on rosca-Taladro(mm)dimensis on rosca-Taladro(mm)(DIN 13)(mm)(mm)(按DIN 336)min 6H max(DIN 13)(mm)(按DIN 336)min 6H max 6 h max M 1 0,75 0729 0785*M 2 x 0,25 0,25 x 0,25 1,75 1729 1785 1785 M 1,2 0 0,95 0929 0985*M 2,2 x 0,25 0,25 1,95 1929 1985 1985 M 1,4 1 1,1 1075 1142*M 2,3 x 0,25 2 2,05
螺纹底孔直径 一、螺纹底孔直径计算式 螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表11。 表1 加工米制普通螺纹底孔钻头直径D的计算公式 适用范围 1 D = d – t 式中 d:螺纹的公称直径 t:螺距 (1)螺距t<1; (2)工件材料塑性较大; (3)孔扩张量适中。 2 D = d – (1.04~1.08)t (1)螺距t<1; (2)工件材料塑性较小;(3)孔扩张量较小。 表2 加工英制螺纹底孔钻头直径的计算公式 (mm) 螺纹公称直径 (英寸) 铸铁与青铜 钢与黄铜 3/16"~5/8" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.1 3/4"~1 1/2" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.2注:n—每英寸牙数
·2· 二、螺纹底孔直径表 表3 米制粗牙螺纹攻丝前用的钻头直径(mm) 螺 纹 小 直 径 级 别 公称直径 螺距5H max 6H max 7H max 5H、6H、7H min 钻头 直径 1 1. 2 1.6 2 2.5 3 4 5 6 8 10 12 14 16 18 20 22 24 0.25 0.25 0.35 0.4 0.45 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 2.5 3 0.785 0.985 1.301 1.657 2.112 2.571 3.382 4.294 5.007 6.859 8.612 10.371 12.135 14.135 15.649 17.649 19.649 21.152 1.321 1.679 2.138 2.599 3.422 4.334 5.153 6.912 8.676 10.441 12.210 14.210 15.744 17.744 19.744 21.252 2.639 3.466 4.384 5.217 6.982 8.751 10.531 12.310 14.310 15.854 17.854 19.854 21.382 0.729 0.929 1.221 1.561 2.013 2.459 3.242 4.134 4.917 6.647 8.376 10.106 11.835 13.835 15.294 17.294 19.294 20.754 0.75 0.95 1.25 1.60 2.05 2.50 3.30 4.20 5.00 6.80 8.50 10.2 12.0 14.0 15.5 17.5 19.5 21.0
钻头型号规格表_钻头型号尺寸表【太全了】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。 钻头结构:一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。 钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。
钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘; 所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。 一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体; 所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状 各类钻头规格如下表 钻头规格180度规格小径大径全长小径刃长柄径 M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8 M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12 M10 11.0 17.5 110 30 12 M12 14.0 20.0 115 32 12 1/4 6.85 11.0 90 25 11
钻头规格,钻头规格表,钻头的规格 钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。 钻头结构: 一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个位于一个主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。所述刀刃形成一个点状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、6′),所述排屑槽(6、6′)从尖端延伸到底端。在沿刀杆的任一截面上,排屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共同刃带平面(F-F)成90°延伸,所述刀杆在该平面具有最大的刚性。中心切削刀刃的第二平面(E-E)的取向与刃带平面或刀杆的底端的主刚性方向(F-F)大约成90°角。 钻头是一种在对混凝土等进行的钻孔作业中,能缓和钻孔状态突然改变的情况,使钻孔作业稳定,即使在产生大粒的切屑时,钻孔效率也不致降低的钻头。 钻头大致呈辐射状配置的切刃部,具有至少2个主切刃部、以及在圆周方向上配设于所述主切刃部与主切刃部之间的,至少两个副切刃部,所述主切刃部具备作为其切刃的主切刃,主切刃内端位于旋转中心,外端则位于切刃部的旋转轨迹的外缘; 所述副切刃部具有作为其切刃的副切刃,该副切刃内端位于向外径侧偏离旋转中心的部位,外端则位于向旋转中心侧偏离切刃部的旋转轨迹的外缘的位置上。 一种钻头,具备配置于钻头前端的多个切刃部、及设于该切刃部基端一侧且于基端部上形成有柄部的轴状钻头主体; 所述切刃部具有由切削面与后隙面的接合缘向前端侧突设而形成的切刃,所述切刃自钻头旋转中心侧向外径侧配置成大致辐射状; 各类钻头规格如下表 钻头规格180度 规格小径大径全长小径刃长柄径 M3 3.4 6.5 65 13 6.5 M4 4.5 8.0 75 18 8 M5 5.5 9.5 85 22 9.5 M6 6.6 11.0 90 25 11 M8 9.0 14.0 100 28 12
开孔器的规格和型号大全 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 开孔器(切割器)安装在普通电钻上,就能方便地在铜、铁、不锈钢、有机玻璃等各种板材的平面、球面等任意曲面上进行圆孔、方孔、三角孔、直线、曲线的任意切割。灵活、方便、安全,用途广泛。 常见有固定直径和可变直径(飞机式)两种,可变直径开孔器常用于室内外装修。 固定直径开孔器,又有普通型,冲击型、水冷型,其中水冷型常用于墙壁开孔,工效高,开孔比较美观。按照材质分类:双金属开孔器,硬质合金开孔器,金刚石开孔器,不同的材质用来切割的材料也不相同,最常用的是双金属开孔器,较硬的金属材料建议使用硬质合金,玻璃,炭纤维,陶瓷等易裂碎的材质建议采用金刚石开孔器。 灵活、方便、安全,用途广泛。开孔器的配件主要有:支持柄弹簧钻头等,支持柄属于通用部件,不同孔径的开孔器配有2种规格的支持柄,孔径14-32mm之间的是一个规格,大于孔径大于32mm的是一个规格。 孔器规格说明: 开孔器按照材质分类:双金属开孔器,硬质合金开孔器,金刚石开孔器,不同的材质用来切割的材料也不相同,最常用的是双金属开孔器,较硬的金属材料建议使用硬质合金,玻璃,炭纤维,陶瓷等易裂碎的材质建议采用金刚石开孔器。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
丝锥和钻头的参数对照表公制粗牙螺紋 JIS B 0209-1982(單位:mm) 螺纹尺寸钻头直 徑崁合度區分:中2級 下孔徑 崁合度區分:中2級 內螺紋小徑 最小直徑最大直徑 M 1 × 0.250.75 0.78 (80%) 0.729 0.785 1.1 × 0.250.85 0.88 (80%) 0.829 0.885 1.2 × 0.250.95 0.98 (80%) 0.929 0.985 1.4 × 0.3 1.1 1.14 (80%) 1.075 1.142 1.6 × 0.35 1.25 1.32 (75%) 1.221 1.321 1.8 × 0.35 1.45 1.52 (75%) 1.421 1.521 2 × 0.4 1.6 1.65 (80%) 1.567 1.679 2.2 × 0.45 1.75 1.8 3 (75%) 1.713 1.838 2.5 × 0.45 2.1 2.13 (75%) 2.013 2.138 3 × 0.5 2.5 2.59 (75%) 2.459 2.599 3.5 × 0.6 2.9 3.01 (75%) 2.850 3.010 4 × 0.7 3.3 3.39 (80%) 3.242 3.422 4.5 × 0.75 3.8 3.85 (80%) 3.688 3.878 5 × 0.8 4.2 4.31 (80%) 4.134 4.334 6 × 1 5 5.13 (80%) 4.91 7 5.153 7 × 1 6 6.13 (80%) 5.917 6.153 8 × 1.25 6.8 6.85 (85%) 6.647 6.912 9 × 1.257.8 7.85 (85%) 7.647 7.912 10 × 1.58.5 8.62 (85%) 8.376 8.676 11 × 1.59.5 9.62 (85%) 9.376 9.676 12 × 1.7510.3 10.40 (85%) 10.106 10.441 14 × 212 12.2 (85%) 11.835 12.210 16 × 214 14.2 (85%) 13.835 14.210 18 × 2.515.5 15.7 (85%) 15.294 15.744 20 × 2.517.5 17.7 (85%) 17.294 17.744 22 × 2.519.5 19.2 (85%) 19.294 19.744 24 × 321 21.2 (85%) 20.752 21.252 27 × 324 24.2 (85%) 23.752 24.252 30 × 3.526.5 26.6 (90%) 26.211 26.771 33 × 3.529.5 29.6 (90%) 29.211 29.771 36 × 432 32.1 (90%) 31.670 32.270 39 × 435 35.1 (90%) 34.670 35.270 42 × 4.537.5 37.6 (90%) 37.129 37.799 45 × 4.540.5 40.6 (90%) 40.129 40.799 48 × 543 43.1 (90%) 42.587 43.297
钻孔: 钻孔是指用钻头在实体材料上加工出孔的操作。这里讲述了勘探工作里的钻孔工作,以及钻孔需要的辅助工具以及部分应急措施方法。 在地质勘查工作中,利用钻探设备向地下钻成的直径较小深度较大的柱状圆孔,又称钻井。钻探石油和天然气以及地下水的钻孔直径较大些。钻孔直径和深度大小,取决于地质矿产埋藏深度和钻孔的用途。 概述: 用钻头在实体材料上加工孔叫钻孔。各种零件的孔加工,除去一部分由车、镗、铣等机床完成外,很大一部分是由钳工利用钻床和钻孔工具(钻头、扩孔钻、铰刀等)完成的。在钻床上钻孔时,一般情况下,钻头应同时完成两个运动;主运动,即钻头绕轴线的旋转运动(切削运动);辅助运动,即钻头沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头结构上存在的缺点,影响加工质量,加工精度一般在IT10级以下,表面粗糙度为Ra12.5μm左右、属粗加工。 操作特点: ⒈钻头转速高。 ⒉摩擦严重、散热困难、热量多、切削温度高。 ⒊切削量大、排屑困难、易产生振动。 ⒋钻头的刚性和精度都较差,故钻削加工精度低,一般尺寸精度
为IT11~IT10,粗糙度为Ra100~25。 解释: 钻孔各部位的名称如图所示。钻孔起始部位称孔口,侧部称孔壁,底部称孔底。钻孔的直径D简称孔径,孔口直径称开孔口径,孔底直径称终孔直径。从孔口至孔底的距离H称钻孔深度,简称孔深。钻孔的某一段称孔段。 通常指用尖锐的旋转工具在坚硬的物体上钻穿。如:在木板上钻孔。在数处给一块金属板钻孔。用凿岩机(在坚固材料中)钻孔洞。在花岗岩上钻孔。2.指为了装饰、识别或便于分开而(常用机器)打一排小孔或花样。形似独木舟有时钻孔作为垂饰的船形宝石。 用途: 钻孔的功用: ①获取第一手地下地质实物资料,即从钻孔取出岩心、矿心、岩屑或液、气态样品,必要时从孔壁补取侧壁岩样矿样; ②作为地球物理测井的通道,获取岩矿层各种地球物理信息; ③作为人工通道观测地下水层水文地质动态; ④有的钻孔可探采结合,开采地下水、地热、油气等。 钻探工程已广泛用于国民经济许多部门,按用途,钻孔可分为如下几类: ①地质普查或勘探钻孔,用于了解地质构造、找矿或探明矿产储量; ②水文地质钻孔,勘察地下水文地质情况;
国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径- 0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距/攻丝底孔直径 3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。然后根据具体情况调整至合适加工底孔直径,具体参考https://https://www.doczj.com/doc/d11980271.html,/a6516065915291828749/
HSS 硬质合金1.6 1.652.5 2.553.3 3.44.2 4.35.0 5.16.8 6.98.58.710.310.512.012.214.014.215.515.717.517.721.0……26.5……32.0……37.5……40.5……43.0 …… 螺纹底孔直径 螺纹代号钻头直径公制普通粗牙螺纹 M48×5.0 M30×3.5M36×4.0M42×4.5M45×4.5M16×2.0M18×2.5M20×2.5M24×3.0M8×1.25M10×1.5M12×1.75M14×2.0M3×0.5M4×0.7M5×0.8M6×1.0M2×0.4
1919.1HSS 硬质合金22.0……1.75 1.7522.5……2.7 2.723.0……3.5 3.5527……4.5 4.5528……6.3 6.3528.5……77.129……7.37.3533.0……99.134.0……8.88.934.5……9.39.3538……10.510.739……10.810.940……1111.140.5……12.512.741……13.013.142……14.514.743……15.015.143.5……16.516.744.0……1717.145.0……1818.346.0……18.5 18.7 46.5 …… M20×1.5 公制细牙螺纹 M16×1.0M18×1.5M18×1.0M20×2.0M12×1.0M14×1.5M14×1.0M16×1.5M10×1.25M10×0.75M12×1.5M12×1.25M6×0.75M8×1.0M8×0.75M10×1.0M48×3M48×2M48×1.5 M45×3M45×2M45×1.5M48×4M42×3M42×2M42×1.5M45×4M24×2.0M24×1.5M24×1.0M30×3M30×2M30×1.5M20×1.0M36×1.5M42×4M30×1.5M36×3.0M36×2M5×0.5M2×0.25M3×0.35M4×0.5螺纹代号钻头直径
螺纹: 螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。 螺纹底径: 螺纹底径=公称直径—1.08252*螺距。 底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔直径: 丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料:钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度: 攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算:
孔的深度=所需螺纹的深度+0.7d 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 攻螺纹: 攻螺纹是钳工金属切削中的重要内容之一,包括划线、钻孔、攻螺纹等环节。攻螺纹只能加工三角形螺纹,属连接螺纹,用于两件或多件结构件的连接。螺纹的加工质量直接影响到构建的装配质量效果,所以实习教学非常重视攻螺纹各环节的教学。 简介: 工作部分是一段开槽的外螺纹。丝锥的工作部分包括切削部分和校准部分。 手用丝锥一般由两支组成一套,分为头锥和二锥。两支丝锥的外径、中径和内径均相等,只是切削部分的长短和锥角不同。头锥较长,锥角较小,约有6个不完整的齿,以便切入。二锥短些,锥角大些,不完整的齿约为2个。 铰杠是扳转丝锥的工具。常用的是可调节式,以便夹持各种不同尺寸的丝锥。 划孔位线: 划线时,钻孔是攻螺纹的基础。划线准确,孔位尺寸就能得到保证。划线前,首先要看懂图样和工艺要求,明确工作任务。然后,清
马里兰计量数据图:多语言格式攻丝位尺寸集合Gewindekernl?0?2、für Gewindebrer丝锥攻丝钻头尺寸/Avant trous de taraudage Prefori per maschi/Dimensions de la broca previa para machos M MF Metrisches ISO Regelgewinde/公制ISO螺纹/Filetage MétriqueISO公制ISO Feingewinde/公制ISO细螺纹/Filetage Métrique?0?3n ISO/standard/Filettatura metrica ISO/Rosca métrica ISO Filettatura metrica ISO?0?3ne/Rosca métrica ISO Fina Kurzzeichen Bohrer INNEGEWINDEKERN Kurzzeichen Bohrer INNEGEWINDEKERN螺纹尺寸公称尺寸小径/螺纹直径尺寸公称尺寸小径/直径0~3letétre du Désignation diameterètre du foret noyau?0?3leté/Diametro del nocciolo Diametro del?0?3letto Diametro norminale核电站?0?rosca Taladro roscarosca on rosca taladroo (mm)rosca Taladro rosca上的尺寸(mm)(mm)(DIN 13)(mm)(mm)(mm)(根据DIN 336)min 6H max(DIN 13)(mm)(mm)(根据DIN 336))min 6H max 6 h max 6 h max M 1 0,75 0729 0785*M 2 x 0,25 0,25 0,25 x 0,25 1,75 1729 1785 1785 1785 M 1,2 0 0,95 0929 0985*M 2,2 x 0,25 0,25 1,95 1,95 1929 1985 1985 1985 1985年M 1,4 1 1,1,1 1075
螺纹底孔与攻牙后的孔径对照表 以下是常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距 M1 Φ0.75 M2 Φ1.6 M3 Φ2.5 M4 Φ3.3 M5 Φ4.2 M6 Φ5 M8 Φ6.75 M10 Φ8.5 M12 Φ10.25 M14 Φ12 M16 Φ14 M18 Φ15.5 M20 Φ17.5 M22 Φ19.5 M24 Φ21 M27 Φ24 M30 Φ26.5 螺纹钻孔底径计算 一般按下列公式: 1.攻公制螺纹:螺距t<1毫米,dz=d-t t>1毫米,dz=d-(1.04~1.06)t 式中t——螺距(毫米) dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(毫米) 2.攻英制螺纹: 螺纹公称直径铸铁与青铜钢与黄铜 3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2 式中dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(英寸) n——每英寸牙数 首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。 攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起 并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距) (2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距) 塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。记这个最直观 螺纹外径计算方法(2009/09/06 19:48) 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹) 牙深= 0.6495*(25.4/每吋牙数) (牙角60度) 3/4-10UNC-2A (UNC粗牙)(UNF细牙) (1A 2A 3A 外牙公差配合等级) (1B 2B 3B 内牙公差配合等级)