
方案事业部。
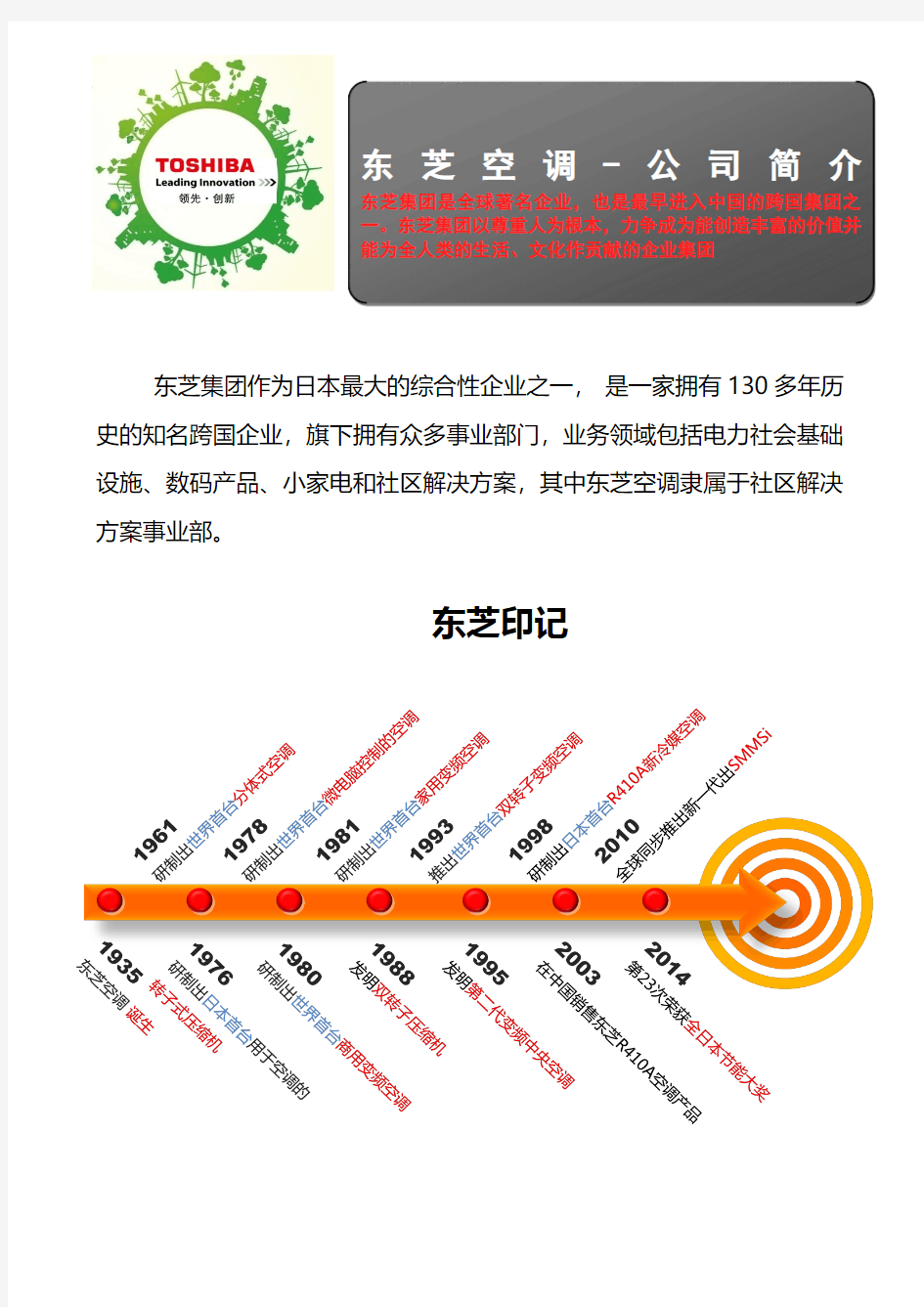
东芝印记
目前东芝在全球有三大生产基地,分别是日本富士工厂、杭州下沙工厂和泰国工厂,同时在欧洲也有销售公司,东芝为全球提供优质的空调产品。
东芝日本工厂
东芝日本原装进口机器整机产自于日本富士工厂,日本富士工厂拥有世界领先的生产研发技术,致力于技术创新的发展方向。
东芝是目前行业内唯一一家仍然坚持在做整机原装进口设备销售的公司。东芝SMMS-I、MINI-SMMS系列的室外机、室内机均有原装进口机型销售。无论是大型公建项目,还是家装项目,致力于为客户提供更高品质的空调产品!
进口产品报关单
进出后货物报关单查询
随着2012年海关审批新政策的出台,我司东芝开利空调销售(上海)有限公司作为A类企业,向海关申报进口时提供电子申报报关单即可,无需提供纸质报关单,海关审核通过后,直接电子放行。可以直接通过海关总署公告在海关总署官网上查询。网址为:https://www.doczj.com/doc/b712350236.html,/ 操作如下:
东芝杭州工厂
杭州国内工厂采用日本成套生产设备仪器,核心技术人员多为日本工厂指派,对国内工厂员工进行产品生产指导,同时对工厂的运作实行严格的监管,保证每一个产品的高质量生产,最主要的是:核心零部件包括压缩机、电脑板等均为进口部件。东芝的国产产品和东芝的原装进口的产品,有相同的品质标准和相同的流水线。
东芝生产工艺
关于生产工艺:东芝空调的蒸发器、冷凝器全部自主生产,采用日本进口自动焊接工艺,实现快速精确焊接;还采用自动弯管工艺,使室内热交换器一次成型,换热效率高,且外形尺寸实现最紧凑。
关于检漏工艺:机器生产完成之后,技术人员需要对机器检漏检查。东芝空调实施严格的检漏检查,整个制造过程中实施多次检漏。
东芝空调的品质管理体系和质量方针
1、在产品设计上,国内制造的机器全部以日本东芝设计/加工技术为基准;
2、利用检漏仪确保铜管的焊接品质;
3、每一位手动焊接操作人员都要在中国接受2个月以上的实际训练,均取得焊接证书;
4、在VRF组装线进行多次气密测试和冷媒泄漏测试;
5、进行全数品质指标跟踪。
调故障 PUM调阅故障的方法:机房INS,将PU基板OBM 开关扳至M 侧,LED1,LED2显示EC。在MODE0里输入6060,在MODE1里输入低位,在MODE3里看PUM总共出现多少次故障。如:在MODE3里出现了0就是没有故障,在6060里01为第一次故障,02为第二次故障。。。。。。3A为第60次故障。PUM出现了多少次故障我们心中有数了,我们就可以直奔主题,如:我们可以看第3次故障,也可以看第30次故障,也可以从第一个故障慢慢来看,真正做到随心所欲。在MODE0里输入6703,在MODE1里输入高位,这里要注意的是所有的PUM故障代码都是高位,在MODE3里查看第一个PUM故障现象。在PUM故障现象中,6703为第一个故障,670B为第二个故障,6713为第三个故障,671B为第四个。。。。。。;在6700中,高位表示月,低位表示年;6701中,高位表示星期;低位表示日;6702中,高位表示分钟,低位表示小时,6703中,高位表示故障代码,低位表示秒。 那麽从6700的高低位到6707的高低位就组成了第一个故障的年,月,日,星期,时,分,秒,故障代 码,CND1,CND2,D3,D4,D5,D6,D7,D8.其中CND1的内容要转换成二进制的值再做分析,就是附加的一些故障状况,CND2未使用,在这里就不一一罗列…….。第二个故障区间从6708开始到670F,第三个故障从6710.。。。。。。从故障的时间,代码,是上行还是下行,是在门区还是非门区,是加速度还是额度速度,在哪个脉冲值出现的故障,第几次的复位…….我们就胸有成竹了,这样就给我们的工作提供了极大的方便。 安全回路 当显示FD时表示安全回路断开,此时安全继电器CC断开、操作板上面的那个指示灯熄灭,首先检查安全回路供电保险管1F1(控制柜后面下排左起第6个)是否熔断;检修需要短接时,请用下列方法: 横接线排上A2—A7短接:轿顶急停开关、轿内急停开关、安全钳开关; 横接线排上A7—A10短接:上下极限开关、缓冲器开关、涨紧轮开关; 横接线排上A10—A11短接:限速器开关 横接线排A11—HDC短接:厅门门联锁 横接线排HDC—NC短接:轿门门联锁 3号—4号短接:厅、轿门门联锁全短接。(3号、4号千万不能与7号短接!!! 否则将烧坏二至三块电脑板!!!) 清理故障 显示器上显示EE表示有故障记录,保养时需要清除,否则将出现故障记录过多而保护死机。此时将主电源关闭,按住主板上4号键不放再送电,一般情况下可复位,若不能复位就要作故障清除,方法如下: 按主板上1号键2下显示00; 按主板上2号键n下使显示器显示0E; 按主板上3号键1下显示E0; 按主板上2号键1下使显示器显示E1; 按主板上3号键1下,再按2号键1下显示E0; 按主板上2号键2下使显示器显示E2; 按主板上3号键1下显示0E;
东芝公司目标管理的优缺点 目标管理是将目标设置的激励理论应用到实践的有效方法。自从管理学大师德鲁克提出之后,已经广泛被欧美、日本等企业所采纳,成为一种常用的企业管理方法。 一、目标管理的特点 目标管理在指导思想上是以梅奥的人际关系理论和麦格雷戈的Y理论为基础的,即认为生产效率的高低取决于士气,而士气又取决于人际关系,在目标明确的条件下,人们是能够对自己负责的,它与传统管理方式相比有鲜明的特点: 1、重视员工的参与管理。 目标管理是一种参与的、民主的、自我控制的管理制度,也是一种把个人需求与组织目标结合起来的管理制度。组织中的上级和下级管理人员一起制定共同的目标,可以是上级提出的,再同下级讨论,共同决定;也可以由下级提出,和上级共同讨论决定,无论哪种方式,必须共同商定。在讨论中上级要尊重下级,平等待人,耐心倾听下级意见,帮助下级发展一致性和支持性目标;目标管理实现过程采取员工自主管理、自我控制的方法进行,上级与下级的关系是平等、尊重、依赖、支持,下级在承诺目标和被授权之后是自觉、自主和自治的。 2、重视目标锁链与目标体系的完整。 目标管理中组织目标、各级目标、个人目标密切结合,形成目标连锁以利于实现总体目标。目标管理通过专门设计的过程,将目标逐级分解,从组织目标到经营单位目标,再到各部门目标,最后到员工个人
的分目标。在目标分解过程中,权、责、利三者已明确,而且相互对称。这些目标方向一致,环环相扣,相互配合,形成协调统一的目标体系。只有每个人员完成了自己的分目标,整个企业的总目标才有完成的希望。 3、重视最终目标的实现。 目标管理的目的就是实现预期目标,所以整个过程以制定目标为起点,以目标完成情况的考核为终结。工作成果是评定目标完成程度的标准,也是人事考核和奖评的依据,成为评价管理工作绩效的唯一标志。至于完成目标的具体过程、途径和方法,上级并不过多干预。所以,在目标管理制度下,监督的成分很少,而控制目标实现的能力却很强。最后根据目标规定的个人主要职责范围、应达到的成果,进行评定,并作为评价、考核个人贡献的标准,以利于调动职工的积极性。 4、工作过程中以员工“自我控制”为主。 在网络、信息时代,在目标实现过程中,部分员工的工作都点已经不再拘泥于车间、办公室或企业,而是在实际需要的场合和环境下进行的,这就决定了对员工的管理方法与以往不同,在目标实现过程中,对员工的管理以“自我管理为主”,比如在工作时间、工作地点甚至工作方式等方面都要实行弹性管理、自我管理、强调自我控制,自我调节。 5、重视调动员工的积极性、主动性和创造性。 目标确认时,在保证员工和部门的分目标要和其他的分目标协调一致,支持本单位和组合目标的实现前提下,又要保证个人分目标的挑战性
东方企业文化 /50/|海外观察|Overseas Observe 提起东芝品牌的内涵,不同的人会有不同的想法。 东芝就是这样一家造梦工厂,这不仅是因为东芝的每款 产品都是如此打动人的心灵,更是因为东芝开创了一种 全新的生活方式,就像东芝品牌永远追求精益求精。从 最初的电饭煲,到电视机,再到电脑直到现在的参与科 研成果,东芝一直是不断在进步,追求最高的科技,满 足人们的生活要求。其实东芝的成功并无玄机,只不过 它从一开始成立就提出了有特色的公司指南。创建一家 “自由豁达的理想工厂”是东芝创始人的最大梦想,也 是他创建这个帝国文化一百多年来,东芝一直遵循自己 的信念与文化,想到了就做,做别人不想做的事,做别 人想不到的事。东芝因为有梦想而令人瞩目,生活因为 东芝而充满梦想。东芝的企业文化特色 东芝的创建人深知科学技术的重要性,该公司创 立宣言确定,“公司的宗旨是迅速地将战时各种非常进 步的技术应用到民国生活中去”,“及时把各大学和研 其实东芝的成功并无玄机,只不过它从一开始成立就提出了有特色的公司指南。创建一家“自由豁达的理想工厂”是东芝创始人的最大梦想,也是他创建这个帝国文化一百多年来,东芝一直遵循自己的信念与文化,想到了就做,做别人不想做的事,做别人想不到的事。东芝因为有梦想而令人瞩目,生活因为东芝而充满梦想东芝公司企业文化研究 文 | 凡真 究所等最有价值的优秀研究成果变成产品和商品”。此外,他们还大力引进国外先进技术,积极和其他企业合作,共同研究进步。从整体的各种环境来讲,东芝是不会去限制员工发展的,当然公司作为一个比较负责任的国际企业,必须要有它最基本的政策,比如一定不能去做做什么,但从业务和运作的角度来看,每个人都是自由地去设计它的业务该怎么样去做,有什么好的创意和设想等,每个人都有非常自由的空间去设计他负责的部分。东芝公司为了充分发挥科技人才的积极性和首创精神,他们推进一种独特的用人制度,即允许并鼓励科技人员根据自己的兴趣、爱好和特长,“毛遂自荐”去申请各种研究为课题和开发项目,允许他们在公司各部门、各科研组之 间自由流动,各部门领导不得加以阻拦。东芝公司认为, 一个人老在一个地方,会因为成功、过于自信而失去创造力,而那些不安于现状、不墨守陈规、敢于在各科研组跳来跳去的人,最具创造精神,能激发竞争,增强科技队伍的活力,很多新产品都是他们开发出来的。东芝 公司的高管层认为,技术知识都可以培养,而创新能力
到东芝公司面试的经验和准备经过 关于到东芝公司面试的经验和准备经过 东芝一: 没想过我会在研究生的队伍之中被筛选出来,看来那些工大研究 生也不怎么样嘛!昨天我可真是不会,完全由我同学帮我搞定!大概是他分数考太高了吧,今天我第一个面试! 为了这个面试准备了不少,昨天晚上几个小时就同学给我讲了些 C#的问题,还是比较简单的,今天面试果然还是问了. 也挺简单的,问了我C语言和C#的区别,什么叫代理,什么是抽象类,幸好这些没什么问题,不过今天最大的失误在日语上,原本语 言是我最大优势,今天有点突然,完全准备英语了,真是挺后悔的`! 头一次穿着西服,打着领带,这么正规的去面试,同学也真是够给面子,把一套新的都借给我了,不过也还不错,穿起来也挺帅的!大公司就是大公司啊,连个面试都在香格里拉,头一次去,果然是相当的豪华!进东芝也真是挺好的啊!
对于与研究生竞争职位,我的优势今天没有怎么体现,一切都很平淡,真不知道会不会给我打电话啊!不想了,去睡觉了! 东芝二: 8月下旬,我意外接到东芝一家分公司女HR经理的电话:“在《职场指南》‘自荐英雄榜’上看到你的资料,希望寄一份更详细的给我。”我连夜将简历用Mail发了过去。几天后女HR经理打来电话问:“今天你怎么没来参加面试啊?”我莫名其妙地反问:“没有收到面试通知啊。”她如梦方醒地说:“可能是助理忘记通知了。你明天上午10点过来面试。”连应聘什么职位都没说就把电话挂了。韩国LG公司也通知我在这天下午2点30分参加面试,上下午应聘2家500强企业,也是巧事。 等待面试时,发现公司员工都用上海话交谈———之前还担心自己不懂日语该怎么办呢! 当我踏进小会议室时,从对面女HR经理的眼神里分明捕捉到了一丝失望———我的穿着打扮一向很随意,面试时从来不穿西装不戴领带,这天气候又比较炎热,只穿了一件旧的休闲T恤,头上的汗还没有擦干净,所以面试官对我的第一印象就不太好。
富士重工(SUBARU) 富士重工业株式会社(Fuji Heavy Industries Ltd,简称FHI)是日本十大汽车公司之一。它的前身是日本军工企业中岛飞行机株式会社,中岛飞行机株式会社在1941-1945这几年间,总共为日本海陆军生产19561架军用飞机,36400台航空发动机。产量远远超过了日本另外两大航空巨头三菱重工(军用飞机12513架,航空发动机41534台)和川崎航空(军用飞机8234架,航空发动机10274台),其研发和生产能力在当时日本航空企业中首屈一指。日本战败后,其更名为富士重工业株式会社,在汽车生产领域中,由于富士重工是由飞机制造业起家,具有丰富的机械制造技术和严格的工艺管理,继承质量唯大的衣钵,因此富士重工的汽车在耐用性、可靠性和操纵性方面具有过人的一面。同时他们非常注重汽车技术的创新。日本最早的微型轿车是富士重工的斯巴鲁360,此车诞生在1958年,正值日本经济全面起飞的前夕,它的出现铺开了轿车走向大众化的道路,在50-60年代是日本百姓广泛使用的交通工具,畅销12年没有改变一次型号,在经常推陈出新的日本汽车业中,确是一个奇迹。在1965年推出前置发动机前驱动(FF)轿车斯芭鲁1000,成为日本最早的前驱动轿车;同时开发出水平对置式发动机,降低了发动机的重心;1984年研制出无级变速器,其结构在世界上独一无二。 日立(HITACHI) 日立的前身是久原矿业日立矿山附属的机械修理厂,1910年小平浪平在久原矿业公司的日立矿业修理工厂生产了第一台5马力电动发动机。从那时起日立制作所正式成立。在1920年,在这个电机修理厂基础上改组成名为日立制作所株式会社,名义上脱离久原矿业公司独立经营,但实际上仍然从属于鲇川财团。在不久爆发的第一次世界大战中,由于日本电机产品的进口受阻,日立电机一下子红火起来。他们在鲇川义介的经营指导与资金支持下,扩大生产规模,因而逐步发展成日本最大的电机厂家之一。在随后发生的日本对外战争中,日立制作所得到了日本军部对军舰、坦克、发动机(收购了东京瓦斯电气公司的飞机部门,成立了日立航空机公司,生产军用飞机引擎及其他零件,至战争结束合共生产飞机引擎11969台。)、发电机、电动机、变压器、雷达等产品的订货,因而得到了更快的发展。当今,HITACHI 日立集团是全球最大的综合跨国集团之一,于20世纪60年代来到中国,成为早期进入中国市场的少量外资企业之一。主要产品是空调、冰箱等电器。 松下电器(PANASONIC) 1918年松下幸之助在大阪创立松下电器制作所,创业时做的是电灯灯座。1927年制作自行车用的车灯。第二次世界大战期间,企业的有些工厂被军队征用,松下制造了日本海军的一些飞机和船只。二战结束后,盟军将参与军事生产的企业关闭,松下公司的资金被冻结,松下幸之助被迫离开公司。1947年在行政管理主任井植俊夫承担了松下公司为战争出力的责任而辞职后,松下幸之助重回企业。1951年松下幸之助到美国,打开了时名松下电器的Panasonic在美国的市场,因此让Panasonic从1950年代到1970年代有突破性成长。Panasonic 的产品线极广,除了家电以外,还生产数位电子产品,如DVD播放机、DV数位摄影机、MP3播放机、数码相机、液晶电视、笔记型电脑等。还扩展到电子零件、电工零件(如插座盖板)、半导体等,间接与直接转投资公司有数百家。 2008年末,Panasonic与日本另一电器大厂三洋电机传出并购消息。2008年12月19日,Panasonic以每股131日圆斥资8067亿日圆折合美金90亿美元收购三洋电机大股东高盛(Goldman Sachs)、大和证券及三井住友金融集团共同持有的4.3亿张三洋电机特别股,换算后为70.5%三洋电机股权。并购三洋电机后的Panasonic,成为日本最大、世界第二大的
东芝公司在专利部成立之初,采用的是中央集权的管理体制。后来由于各个部门的发展,专利业务扩大,专利业务与技术及产品之间的关系也日益密切。于是,东芝公司从1968年开始采用分散管理体制,在各研究所、事业部门分别设置专利部(科、小组)管理专利业务。东芝公司知识产权管理部门由知识产权部、4个研究所和11个部门下分设的知识产权分支组成。目前,知识产权管理人员在本部配置80人,其余均分置在各研究所及部门。 东芝知识产权管理体制最大的特点是分散体制,即从发明提出到申请,由各事业部负责,取得专利权后的运用、纠纷处理、对外谈判及异议等事务则由知识产权部统筹处理。 (1)知识产权部 该部门隶属于总公司下的技术集团,直属总经理。该部下设:①策划部,负责推动全公司的中长期知识产权策略,管理知识产权行政事项。②技术法务部,负责处理知识产权诉讼事项。 ③软件保护部,负责公司软件的登记、运用、转让等事项。④专利一、二部,负责管理公司有关技术的合作及授权。⑤专利申请部,负责国内外专利申请。⑥设计商标部,负责商标的设计、申请及登记。⑦专利信息中心,负责管理专利信息,建立电子申请系统。 (2)研究所、事业本部下配置的知识产权部
该部门负责本研究所、事业本部的知识产权行政事务,产品研究开发时期专利的发掘、调查等业务分散体制的优点是充分授权,由各事业部、研究所决定知识产权的预算,以产品特性决定专利申请数量。同时,为弥补分散体制下各事业部因横向联系不足造成的资源重复等弊端,由知识产权部进行协调工作,召开各种横向委员会、研究会。此外,知识产权部对各研究所、事业本部下的知识产权部门负责人的任免可以提出意见,必要时可以直接指派,这些措施对防止因分散管理造成的弊端具有明显的效果。 看完从东芝公司知识产权管理体制,下面来分析分散型模式特点。 分散管理模式是将知识产权管理完全授权给企业的各个业务部门,各个业务部门拥有知识产权的预算和申请量的决策权。这种管理模式的代表性企业为日本东艺公司。在东芝,其专利审核架构将技术前景调查、策划、研发、试验、评估、生产销售、自主使用和技术转移等融为一体。企业在科技管理部门设置专利管理岗,在其他部门设置商标或著作权管理岗等,在企业法律事务部设置知识产权管理岗,负责知识产权诉讼事宜。分散型管理的特点如下: 1、条件 企业拥有的知识产权相对较少。 2、优点
战略联盟的形成与发展机制 ——日本东芝公司的联盟战略剖析 宋华 摘要:本文以日本东芝公司的战略联盟为研究对象,进而探讨现代战略联盟的本质以及发展特点。 在以生产成本为中心来决定竞争绩效的阶段,对某些重要资源的占有决定了企业的竞争地位及优势,这种优势不仅可以完全决定竞争的结局,而且表现出明显的可持续性。而在网络经济发展的时代,企业间的竞争与以往相比发生了巨大的变化,企业可以通过战略联盟转化在某些经营资源方面的劣势,竞争优势将更多地依赖于对投入要素的合理利用,而资源利用率的提高源于技术上的创新和企业间的信息共享。 导言 东芝公司是日本着名的大型企业,其在全球化战略和联盟方面的成就是十分引人注目的。特别是90年代初,在电器产业普遍受到计算机市场增长放慢、半导体产业投资回报率下降以及R&D费用过高等问题的困扰下,日本厂商由于出口受到限制,加之国内市场的特殊性,其生存发展的环境十分恶劣,企业经营效益大幅度滑坡。而即使在这样的状况下,东芝公司依旧在国际市场和日本国内市场上取得了很大的成功,其中,在高技术市场上表现更为突出,到1998年止,销售额已达到259亿美元,而且其弹性生产法和需求对应型的产品创新机制使东芝公司成为世界市场的先导者之一。 本文将以东芝公司为研究对象,通过对其联盟战略的分析和研究揭示战略联盟的特征和类型。首先我们将简要地从历史的角度审视东芝公司的战略变迁,并对其战略联盟、投资组合和联盟的动态机制进行分析。在文章的最后,我们将总结实证研究的结果,进行理论上的抽象和总结。 九十年代东芝公司的战略转移 东芝公司自从事重型电子设备和家用电器生产开始,就很强调企业的长期发展。80年代以来,公司的产品收益结构发生了重大的调整,与信息通信相关的工业电子产品和设备的市场份额以从1980年的28%上升至1990年的49%,信息通信设备已取代了重型电子产品和家用电器成为东芝公司的主导产品或主要事业领域,这种转变正是东芝战略转移和调整的结果。1982年,东芝开始实施“全球化战略”(WorldwideStrategy),1984年又推出了旨在综合利用信息和系统化电子技术,开发智能型产品和系统的“I”战略(信息—Information、整合—Integration和智能—Intelligence)。“I”战略可以说是东芝公司发展史上的一座里程碑,因为正是“I”战略使东芝在竞争中击败了当时的强劲对手日立,后者在1988年以前一直都是电子产业中最强大的竞争者。 1989年以后,日本由于泡沫经济的破灭,陷入了经济衰退,东芝公司的处境也同样十分困难,虽然1989年东芝的收益达到了前所未有的高水平,但是翌年经营收入减少了13%,1991年又减少了60%。在这样
RV 过电压抑制器 R 电阻 C 电容 AC-1 噪声滤波电感 ACT 时间继电器 AMC1 主接触器 AMC2 预备充电接触器AMCRY 固态继电器 AVR +5V稳压电源 AVR3 -15V稳压电源 BAT1 RAM电池 BAT2 脉冲电源电池 BAT3 脉冲电源电池 B11C 电解电容 BDR 制动器检测继电器 BKD 制动器保护继电器 BFS 油压缓冲器开关BKDRV 过电压抑制器 1BK 强迫制动继电器 2BK 制动继电器 1BKX 制动继电器 B11R 电阻 B1R-1 制动电阻 B1R-2 制动电阻 B2R-1 制动电阻 B2R-2 制动电阻 B2R-3 制动电阻 B3R 电阻 BRF 二极管(电磁制动整流器) BZS 蜂鸣器开关 C 点动按钮 C1A~C7A 电解电容 C1B~C70B 电解电容 CC 控制回路接触器 CC1 控制接触器 CCX 安全继电器
CCY 安全继电器CBZ 轿顶蜂鸣器 C-DC 滤波电容 CGS 轿顶到站钟开关CHAG() 电源装置ATTS 司机方式开关CL 关门继电器 1COM 轿顶插座 3COM 控制柜插座 4COM 插座 5COM 操纵盘插座 6COM 底抗电源插座 7COM 插座 COUNT 电磁计数器 CS-DC 电流互感器 CS-U 电流互感器 D 下方向开关 D1~D8 二极管 D9~D11 二极管 DBDR 二极管 DBC 再开门电容 D51C-1 电容 D51C-2 电容 DCR 关门检测继电器DCC 门回路继电器D57R-1门电阻 DLS 轿门触板开关DMA 门电机转子DMF 门电机励磁绕组DOS 门开放开关 D11R 再开门电阻 D12R 再开门电阻 D13R再开门电阻 D52R-1门电阻 D52R-2门电阻 D52R-3门电阻
又一巨头倒下!别了,日本东芝! 一 “Toshiba,Toshiba,新时代的东芝!” 多么熟悉的声音,走过了多少的风和雨!然而,这句广告语的标的物——东芝公司,却已是物是人非! 今天(2017/11/15),一个重大消息传来:东芝电视,花落中国! 定了!东芝映像解决方案公司股权的95%,正式转让海信!转让完成后,海信电器将享有东芝电视产品、品牌、运营服务等一揽子业务,并拥有东芝电视全球40年品牌授权。 该项股权转让金额暂计为129亿日元,预期将于18年2月底完成交割。 从此以后,东芝电视面对消费者的业务将几乎消失:白色家电卖给了美的,电视转让给了海信。 东芝,一个142年的公司,几乎彻底归零了。 二 说起东芝,中国人不会陌生。 这曾经是一个多牛掰的公司啊。要知道,以做钟表起家的东芝,从生产灯泡开始壮大后,日本第一台国产电冰箱、洗衣机、微波炉、吸尘器、电饭煲等等都是由东芝开始生产的。 特别在显示技术领域,东芝更是引领了日本乃至世界科技潮流。2016年,东芝电视销量仍位居日本市场前三(IHS),因品质过硬,备受市场喜爱追捧。 然而,就是这么一家雇了18万员工、声名赫赫的巨无霸公司,如今却说垮就要垮了。 东芝究竟是怎么混的,居然搞到要倒闭了? 从直接原因看,是战略方向出问题了,不是与时俱进、不断创新,而是墨守成规,一条路走到黑。 东芝经营危机的开端,来自于2006年以54亿美元收购美国西屋电气公司,这比原定价格高了将近3倍。东芝之所以这么大手笔投入,目的是拿到美国先进的核电技术,进而攻占核电站建设市场。 没想到,2011年日本爆发了福岛核电站问题,导致全世界范围内开始讨论核电站的安全问题,很多国家陆续停止了核电站的计划。这一下,东芝核电站部门,反而成了自己的包袱。 然而,和日本大部分企业一样,面临危机,东芝却墨守成规。即使本想赚钱的核能领域开始亏钱,但几位社长还是坚持继续核能事业,知道亏损越来越大,不可弥补。 为了填补核电部门出现的大窟窿,东芝开始砸锅卖铁,填补亏损的空缺。医疗机械子公司卖给了佳能,东芝电梯子公司卖给了投资家,白色家电部门卖给了美的。。。。 今天,随着电视业务卖给了海信,东芝算是画上了一个句号。 窥一斑可见全豹。其实,日本企业倒不缺创新精神,但缺乏主动寻求新领域的突破性思维,对行业方向的前瞻性把握。 日本人的“匠人精神”,继承传统将产品的每一处细节都做到极致,善于将A做成A+、A++,甚至A+++,但市场瞬息万变,需要的可能是B。 “不谋全局者,不足以谋一域”!用战术上的勤奋,掩盖战略上的懒惰,导致最后一败涂地,这或是东芝崩盘给我们的一个大教训!
前言 本使用说明书,就在进行无机房电梯SPACEL-UNI(CV300系列)控制装置(系统)的安装·保养·调整作业所必要的处理方法上进行了说明。 本说明书的内容的适用对象为具有控制系统基本知识的技术以及管理人员。 在实施各种作业时,必须事先熟读该说明书,根据上面记载的指示进行操作。禁止进行说明书上记载内容以外的行为·操作。 请妥善保管好该说明书,谨请彻底管理。 控制系统操作时的注意事项 系统调整程序书:6E1M1836 试运转程序书:6E1M1837 高速调整程序书:6E1M1838 乘感调整程序书:6E1M1839 故障判断?错误代号:6E1M1195 调整维保指示书:6E1M1840
安全上的注意事项 为了防止对管理和使用者及他人造成危害和财产的损害与未然,安全正确地使用商品。在装置的本体以及其使用说明书上,记载有重要的内容。请将以下内容(表示·图记号)充分理解后,再阅读本文,并遵守其记载事项。 [表示的说明] ※:所说的受伤是指不需要住院治疗或定期去医院看病的伤、烧伤、触电等。 [图记号的说明] [本体警告表示标签的确认]
一般禁止·注意事项 为了维护制品·利用者·作业者的安全性,将作业时的注意事项例举于以下。请掌握和遵守其内容。 电梯系统的不适当操作·作业是导致故障,坏损,灾害的起因 。万一实施本说明书上记载的内容之外的行为,禁止的操作等,造成直接或间接的故障的场合,本公司将不负此责任,谨请谅解。 1) 在电梯控制盘上贴有PL 标签(制品安全标签)。 禁止进行违反PL 标签指示的事。必须按照指示进行作业。 2) 没有指示禁止改造电梯控制盘。 将成为装置的误操作·发热·起火等的起因,有时也会给作业者自身带来危险。 3)在交换零部件之际,禁止纯正部件以外的使用(流用)。必须使用指定用品。 4)在电梯控制盘方面,对于使用于调整保养的必要开关部以外的盘内部件,由于电源处于投入状态,因此禁止任意接 触。有触电的危险。 另外,由于充电部(电容器·蓄电池等)的存在,即使断开电源,也有禁止一定时间接触的部位(依据PL 标签的指 示),因此要按照指示进行作业。 5)禁止没有检查资格者(持有建筑基准法上规定的检查资格的人员,或者接受了指导具有同等机能的人员)的人员进 行维修保养·调整作业。 6)禁止带电作业。 有触电至死伤的危险。在配线作业之际,必须将动力用断路器(1S )以及照明用断路器(4S-1,2)打成OFF ,在确 认了没有供电的状态后,在进行施工。 7)禁止将安全回路,门回路作短路使用。(但不包括本体的作业时及安装调整手册所指示的项目) 紧急时各种保护不动作而造成的异常行走是非常危险的。 8)禁止事先不确认轿厢位置,用门非锁定钥匙开放轿门。这会造成在井道上落下而发生人员伤亡事故。 9)在进入轿厢上时,禁止在将安全开关(2KS )OFF ,点检开关(INSS )ON ,及顶部确保SW (PTST )INS 之前乘入。另外, 禁止在乘入时有充分余额的位置上将轿厢停下之前乘入。 如果安全开关不OFF ,恐怕会有电梯突然起动而造成冲突,落下等危险。 如果点检开关不ON ,电梯可能会高速升降,会造成头部受伤。 10)禁止不戴安全帽及穿着安全带进入电梯轿厢,并禁止在轿厢升降中从轿厢上的安全出口中钻出。 有冲突,落下的危险。 11)为便于一般利用者能触到,并在最上层乘场或乘场附近设置的副操纵盘上设置制动器开放装置和电源切断开关等, 在偏离副操纵盘的场合,必须安装副操纵盘的保护罩。 其中也包含防止由于误动作,恶作剧等造成的系统异常的发生。 12)在超出规格书上记载的周围环境条件等状态下,禁止进行作业。 13)在进行其他个别作业施工时,请遵守其他使用说明书上记载的禁止事项·注意事项。 危险
三菱公司二战时生产了4650辆坦克、18000架飞机 杀害了无数中国人 人 三菱、东芝、日立。提到日企,很多人可能会毫不犹豫地举出一长串企业名字。这些企业所生产的汽车、家电、电子、机械设备等方方面面产品,早已经深深地融入了我们的生活,成为我们生活的一部分。 然而,这些我们身边熟知的日本企业,还有一个鲜为人知的身份——军工企业。许多人都不知道自己平时所用的某件日本家电,其实就是日本军工企业生产出来的。下面《国际先驱导报》以三菱重工、东芝和日立几个企业为例,介绍一下这些企业在日本军工领域所发挥的独特作用。 三菱重工:军工老大覆盖海陆空 提起三菱重工,恐怕国人最熟悉的可能是它的汽车和空调。然而,三菱重工在中国市场上的产品远不止如此,几乎涵盖电力、新能源、交通系统、工业设备、机床、叉车、船用设备、医疗设备等各个领域。 其实,三菱重工的另一重身份是日本最大的军工企业,并且这个军工老大的地位几乎无人能撼及。
三菱重工是全线通吃型军工企业,在战斗机、舰船、装甲车、导弹、火炮、火箭等各个领域等,几乎都是当之无愧的老大。在坦克领域,更是日本军工领域的一根独苗。以日本防卫省2010年度军购合同为例,全年合同金额1.17万亿日元,而仅三菱重工就拿走2600亿日元订单,占到22.2%,比第二名的三菱电机高出14个百分点。 日本当今最先进的军工产品几乎全部出自三菱重工之手。主力战斗机“F—15J”和“F—2”由三菱重工生产制造,第一代和第二代宙斯盾驱逐舰、爱国者导弹也由三菱重工许可生产。而“90式”、“10式”坦克更是三菱重工的独家产品。可以说,三菱重工是日本军工产业的顶梁柱。 从造船业起家的三菱重工已有100多年历史,早在二战前及二战期间,三菱重工就是日军武器制造的主力,曾建造世界上最大的战列舰“武藏”号,也曾生产世界上最先进的“零式”战斗机。二战期间,三菱重工共生产坦克4650辆、各类飞机18000架,是旧日本军重型武器的主要供应者。二战后,经过短暂的空白期后,三菱重工逐渐发展成为横跨海陆空天各领域的军工巨头。 在战斗机领域,自卫队的F—16、F—2和即将退役的F—4战斗机,均由三菱重工许可生产,实现了国产化。
东芝电梯CV180常用地址参数 地址功能通常参数 5297: 开门时间2秒钟002A 5298: 轿箱呼出应答时间2秒002A 5299: 乘场呼出应答时间3秒003F 529A: 乘场和轿箱呼出应答时间5秒0068 529B: SME跳开时间15秒0139 以下为部分功能的选用相,当参数为0001时则起用该功能,参数为0000时则无该功能. 541E:荷重补偿 5803:防捣乱 5804:照明、风扇自动关闭 5805:锁梯PAK 5806:自动平层 5808:消防 5809:回基站 5812:满员 5814:2CaY 5815:并联(0001为主机0000为副机) 5AC3:04(紧急) 5AC7:08(保养) 东芝电梯基本操作知识
一、机房控制柜平面图(正面): 二、机房检修操作: 1、将控制柜操作板上8号扭子开关朝上,此时为机房检修状态。(8号扭子开关朝 下为正常状态)
2、再将主板上5号扭子开关(S9)朝上或朝下按住不放,电梯将以检修速度向上 或向下运行。 三、故障清除操作: 显示器上显示EE表示有故障记录,保养时需要清除,否则将出现故障记录过多而保护死机。此时将主电源关闭,按住主板上4号键不放再送电,一般情况下可复位,若不能复位就要作故障清除,方法如下: 1、按主板上1号键2下显示00; 2、按主板上2号键n下使显示器显示0E; 3、按主板上3号键1下显示E0; 4、按主板上2号键1下使显示器显示E1; 5、按主板上3号键1下,再按2号键1下显示E0; 6、按主板上2号键2下使显示器显示E2; 7、按主板上3号键1下显示0E; 8、按主板上4号键强制返回,故障清除操作结束。 注:操作板上9号键是故障记录开关,正常时开关朝上,否则故障记录很快将出现保护死机。 四、短接安全回路操作: 当显示FD时表示安全回路断开,此时安全继电器CC断开、操作板上面的那个指示灯熄灭,首先检查安全回路供电保险管1F1(控制柜后面下排左起第6个)是否熔断;检修需要短接时,请用下列方法: 1、操作板上A2—A7短接:轿顶急停开关、轿内急停开关、 安全钳开关; 2、操作板上A7—A10短接:上下极限开关、缓冲器开关、涨紧开关; 3、操作板上A10—A11短接:限速器开关;
()R 电阻 ()C 电容 ACT 时间继电器 AMC2预备充电接触器 AVR +5V 稳压电源 AVR2 +15V 稳压电源 BAT2脉冲电源电池 B11C 电解电容 BKD 制动器保护继电器 BKDRV 过电压抑制器 2BK 制动继电器 ) C1A~C7A 电解电容 CC 控制回路接触器 CCX 安全继电器 CBZ 轿顶蜂鸣器 CGS 轿顶到站钟开关 ATTS 司机方式开关 1COMS 顶插座 4COMS 座 6COM 底抗电源插座 COUNTS 磁计数器 D 下方向开关 DBDR 二极管 D51C-1 D51C-2 电容 DCC 门回路继电器 DLS 轿门触板开关 DMF 门电机励磁绕组 D11R D12R D13R 再开门电阻 D56R-1 D56R-2 D57R-1 D57R-2 门电阻 11DS 开门加速开关 13DS 开门减速开关 15DS 关门减速开关 东芝电梯符号说明 ()RV 过电压抑制器 AC-1噪声滤波电感 AMC1主接触器 AMCR 州态继电器 AVR1 -5V 稳压电源 AVR3 -15V 稳压电源 BAT1 RAMt 池 BAT3脉冲电源电池 BDR 制动器检测继电器 BFS 油压缓冲器开关 1BK 强迫制 动继电器 1BKX 制动继电器 B11R 电阻 B1R-1制动电阻 B2R-1制动电阻 B2R-3制动电阻 B3R 电阻 BRF 二极管(电磁制动整流器 BZS 蜂鸣器开关 C 点动按钮 C1B-C70B 电解电容 CC1控制接触器 CCY 安全继电器 C-DC 滤波电容 CHAG()电源装置 CL 关门继电器 3COM 空制柜插座 5COMB 纵盘插座 7COMS 座 CS-DC CS-U 电流互感器 D1~D8 D9~D11 二极管 DBC 再开门电容 DCR 关门检测继电器 D57R-1门电阻 DMA 门电机转子 DOS 门开放开关 D52R-1 D52R-2 D52R-3 D54R-2 D51RF 二极管 12DS 开门减速开关 14DS 开门减速开关 B1R-2制动电阻 B2R-2制动电阻
1987年东芝门事件,东芝出售给苏联的高精密9轴加工中心 在1982年,东芝秘密向苏联供给了4台高精度的MBP-110S九轴五联动数控加工中心,这些加工中心搭载了挪威康克斯佩鲁克公司的NC2000操作系统以及软件,可以用来加工复杂的船舶和潜艇螺旋桨。 每台九轴五联动MBP-110S的单价超过400万美元,这可是在80年代初,每一台都接近一架新型三代战斗机的价格。 除MBP-110S外,东芝还在后续几年陆续出口了几十套配套给MBP-110S使用的刀具以及2台MF-4522型五轴磨床用于设备的后续加工,这2台数控磨床同样配备了挪威康克斯佩鲁克的NC2000操作系统。
这就是东芝MBP-110S的真身,其是一台高度复杂的大型龙门桥式数控车铣复合加工中心,
其有两个旋转的工具刀头,下图展示了其如何铣螺旋桨的镍铝青铜/不锈钢毛坯。 苏联得到4台装备了挪威操作系统的东芝九轴大型龙门机床后,将其安装在了列宁格勒的海军上将造船厂。美国人很快发现,苏联人的671RTMK维克多Ⅲ改进型的噪音大大降低了,几乎降低到声呐无法追踪的程度。美国刚开始很奇怪,觉得难以解释。 后来,东芝事件出了巨大的转折点,东芝内部的深喉熊谷独由于内部分赃不匀愤怒地爆料了整起事件,一时间舆论哗然。在美国政府的巨大压力下,日本警视厅对东芝公司进行突击检查,查获了全部有关秘密资料,并逮捕了涉案人员。在以后的几个月里,美国朝野群情激愤,再三谴责日本,并对东芝公司进行了制裁。当时的日本首相中曾根康弘不得不向美国表示道歉,日本方面还花1亿日元在美国的50多家报纸上整版刊登“悔罪广告”。心惊胆颤的挪威政府除了向美国保证今后决不再发生类似事件外,还关闭了康士堡公司驻莫斯科办事处,并停止了该公司正在与东欧国家进行的全部贸易。不久后,挪威又以从事窃取科技情报的间谍活动为由,驱逐了苏联一名外交官和三名贸易代表。 桥式车铣复合加工中心是一种最为巨型的数控加工中心,比如东芝出口给苏联的这个MBP-110S可以加工直径高达40英尺(12米直径)的巨型螺旋桨。其的龙门可以前后平移,刀头也可以进行卧立旋转。其一般可以配套多达几十套刀具,配合操作算法可以加工如核潜艇的七叶大倾斜镍铝青铜材质螺旋桨等各种复杂曲面部件。 龙门式加工中心全世界顶尖的厂商有日本的大隈、美国的MAG和日本的东芝等,中国的
竭诚为您提供优质文档/双击可除 东芝电梯笔试 篇一:东芝电梯基础知识 东芝电梯现在最常见的几个型号分别是: cV150;cV160;cV180;cV190;cV300;cV320;cV330;cV330a。 其中:cV150;cV160;cV180;cV190为有齿轮曳引机。 cV300;cV320;cV330;cV330a为无齿轮永磁同步曳引机。 cV300为无机房,分为a、b、c三个型号。 东芝电梯的obm操作方式: cV150;cV160;cV300;cV320: 1、故障调阅:(还没有通俗易懂的话形容,请各位网友帮忙) 2、故障清除:mode按两下显示“0.0.”跳动按中间键到“0.e.”按stb键显示“e.1”按stb一下显示“0.e.”然后按stb接着显示“e.1”按中间键加到“e.2”按stb键显示“0.e.”按stb键显示“e.1”num键加到“e.3”按stb 键显示“0.e.”mode键就可以看到显示“cl”证明故障清除。 3、井道自学习方法:先将正常转换成检修。mode按两
下显示“0.0.”跳动按中间键到“1.0”按stb键显示“e.2”按stb键一下显示“1.0”,在按中间键按到“0.e.”,按stb 键显示“e.1”,在按中间键按到“e.c”按stb。然后把检修转换成正常。电梯向下,进行井道自学习。 cV180;cV190;cV330;cV330a: 1、故障调阅:mode键(也就是第一个键子)按两下显示“0.0.”此时显示的数字为闪烁的)。按中间键num按到“0.8”此时8在闪烁)然后按stb确定键(也就是最后一个)一直按确定键什么时候显示“x.x.”两点都出现不在闪烁那个就是故障代码 2、故障清除:mode按两下显示“0.0.”跳动按中间键到“0.e.”按stb键显示“e.1”动按stb一下显示“0.e.”然后按stb接着显示“e.1”按中间键加到“e.2”按stb键显示“0.e.”按stb键显示“e.1”num键加到“e.3”按stb 键显示“0.e.”mode键就可以看到显示“cl”证明故障清除。 3、井道自学习方法;先将正常转换成检修。mode按两下显示“0.0.”跳动按中间键到“1.0”按stb键显示“e.2”按stb键一下显示“1.0”,在按中间键按到“0.e.”,按stb 键显示“e.1”,在按中间键按到“e.c”按stb。然后把检修转换成正常。电梯向下,进行井道自学习。 (注:如进行以上操作时,出现错误。请按复位键,重新操作。复位键为单独一行的键子)
日本东芝光耦 深圳市美特光有限公司为日本东芝品牌光耦代理商。TOSHIBA光耦中文名:东芝光耦。东芝在日本东京都的总部大楼东芝(TOSHIBA),是日本最大的半导体制造商,亦是第二大综合电机制造商,隶属于三井集团旗下。 我司供应东芝全系列光耦合器,东芝光耦从功能分有逻辑输出,可控硅输出,光电二极管输出,固态继电器,高速输出,MOSFET输出,晶体管输出等。 高速光耦TLP115A描述: 东芝光耦合器TLP115A是一个小外形耦合器,适合表面贴装。TLP115A由一个高输出功率GAA?As发光二极管,光耦合到一个集成的高增益,高速光屏蔽检测器的输出是一个集电极开路肖特基钳位晶体管。其中分capacirively加上常见的噪音到地面,提供1000V/μs的保证瞬变抗扰度规范。 特点: 输入电流阈值:IF = 5mA (max.) 切换速度:10MBD(典型值) 共模瞬变抗扰度:± 1000V / μs (min.) 最佳性能温度。:0~70°C 隔离电压:2500Vrms (min.) UL认证:UL1577, file no. E67349 运用: 高速,长距离隔离线路接收器 微处理器系统接口
数字隔离的A / D,D / A转换 电脑外设接口 接地回路消除 参数: 东芝高速光耦型号有:TLP550(F), TLP116A(E), 6N137F,TLP2166A(F), 6N136F, TLP2630(F),,TLP118(TPL,E),,TLP715(F),,TLP105(F), TLP108(F),,TLP557(F), 6N139(F), TLP719(TP,F), TLP2200F,6N138F,TLP559(IGM,F), TLP2309(E), TLP2631(F), TLP2098(F), TLP118(E), TLP558(F), TLP2601(F), TLP117(F), TLP718(F), TLP559(F), TLP2530(F), TLP2531(F), TLP2368(E), TLP512(F), TLP2105(F), TLP116(F), TLP2366(E), TLP115A(F), TLP716(F), TLP716(TP,F), TLP719(F), TLP714(F), TLP2118E(F), TLP2108(F),
东芝电梯基本操作知识 一、CV180自学习 打检修 1、按1键按到显示00 2、按2按到10 3、按3显示E2 4、按3 按2调到OE 5、按3显示E1 6、按3 按3显示OE 7、按3 按2调到E2 8、按3显示OE 9、按3 按2调到E3 10、按3显示OE 11、按3 按2调到EC 12、按3显示OE 13、按1显示楼层E2JS 14、检修打正常显示楼层E2PD 二、CV180调故障 1、MODE按2下显示0.0.都在跳动 2、按中间键NUM加到0.8.都在跳动 3、然后按STB 确定键一直按 三、故障清除操作: 显示器上显示EE表示有故障记录,保养时需要清除,否则将出现故障记录过多而保护死机。此时将主电源关闭,按住主板上4号键不放再送电,一般情况下可复位,若不能复位就要作故障清除,方法如下: 1、按主板上1号键2下显示00; 2、按主板上2号键n下使显示器显示0E; 3、按主板上3号键1下显示E0; 4、按主板上2号键1下使显示器显示E1; 5、按主板上3号键1下,再按2号键1下显示E0;
6、按主板上2号键2下使显示器显示E2; 7、按主板上3号键1下显示0E; 8、按主板上4号键强制返回,故障清除操作结束。注:操作板上9号键是故障记录开关,正常时开关朝上,否则故障记录很快将出现保护死机。 四、机房检修操作: 1、将控制柜操作板上8号扭子开关朝上,此时为机房 检修状态。(8号扭子开关朝下为正常状态) 2、再将主板上5号扭子开关(S9)朝上或朝下按住不 放,电梯将以检修速度向上或向下运行。 五、短接安全回路操作: 当显示FD时表示安全回路断开,此时安全继电器CC断开、操作板上面的那个指示灯熄灭,首先检查安全回路供电保险管1F1(控制柜后面下排左起第6个)是否熔断;检修需要短接时,请用下列方法: 1、操作板上A2—A7短接:轿顶急停开关、轿内急停 开关、安全钳开关; 2、操作板上A7—A10短接:上下极限开关、缓冲器 开关、涨紧开关; 3、操作板上A10—A11短接:限速器开关;