
表格编号
Tab.No.
文件编号Doc.No.MP-JG-A-ZZCFZL 版本号Rev.B FM-JS-026
编制Created By 唐新林页码Page 第1页/共1页审核Check By 杨元国标准工时Cycle Time 95/120/139平衡柱铸
铝转子工序名称Process 批准Appr.By 任和中编制日期Created Date 2015.10.14
序号
SN 工具名称Resource 数量Quality 型号Spec.内六角扳手1套2游标卡尺1把记号笔/反光纸1只序号
SN
检查项目Check Items 工具/方法Method 1
标准转子动不平衡量标准转子校准记录表2
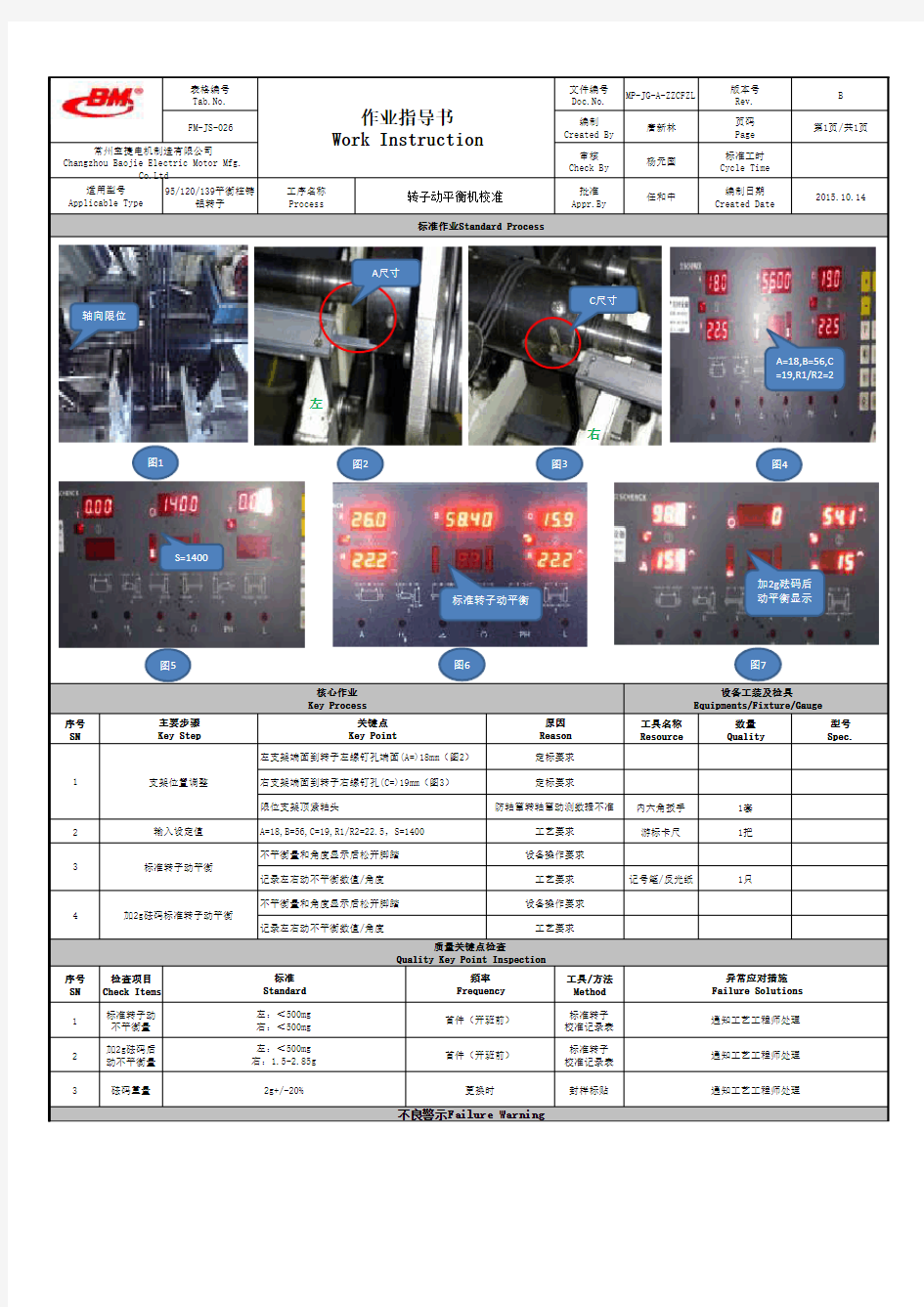
加2g砝码后动不平衡量标准转子校准记录表3砝码重量封样标贴1右支架端面到转子右螺钉孔(C=)19mm(图3)定标要求
定标要求
A=18,B=56,C=19,R1/R2=22.5,S=1400记录左右动不平衡数值/角度输入设定值设备操作要求
通知工艺工程师处理2g+/-20%更换时通知工艺工程师处理
左支架端面到转子左螺钉孔端面(A=)18mm(图2)记录左右动不平衡数值/角度
工艺要求不平衡量和角度显示后松开脚踏标准转子动平衡质量关键点检查
Quality Key Point Inspection
不良警示Failure Warning
标准Standard 频率Frequency 异常应对措施Failure Solutions 左:<500mg 右:<500mg 首件(开班前)左:<500mg 右:1.5-2.85g 首件(开班前)通知工艺工程师处理不平衡量和角度显示后松开脚踏加2g砝码标准转子动平衡设备操作要求
34工艺要求
防轴窜转轴窜动测数据不准
工艺要求
限位支架顶紧轴头支架位置调整核心作业
Key Process
设备工装及检具Equipments/Fixture/Gauge 原因Reason
关键点Key Point 主要步骤Key Step 作业指导书Work Instruction 常州宝捷电机制造有限公司
Changzhou Baojie Electric Motor Mfg.
Co.Ltd
适用型号Applicable Type 转子动平衡机校准
标准作业Standard Process 左
右
图1图2图3图4
图5
图6图7轴向限位
A 尺寸
C 尺寸
A=18,B=56,C
=19,R1/R2=2
S=1400
标准转子动平衡
加2g 砝码后
动平衡显示