汽车制件表面质量缺陷检测方法
中级质量工程师论文第五篇
摘要:在汽车制造领域中,超过60%的金属制件需要使用冲压工艺加工成形。由于原材料性质、冲压模具状态和操作者人为因素等,可能会导致冲压件表面存在一定的质量缺陷。文章从汽车冲压件起皱、开裂、回弹等典型缺陷切入,深入探讨了制件表面质量缺陷检测方法,并提出了相应的改进措施。
关键词:汽车冲压件;成型缺陷;质量标准;解决措施;
引言
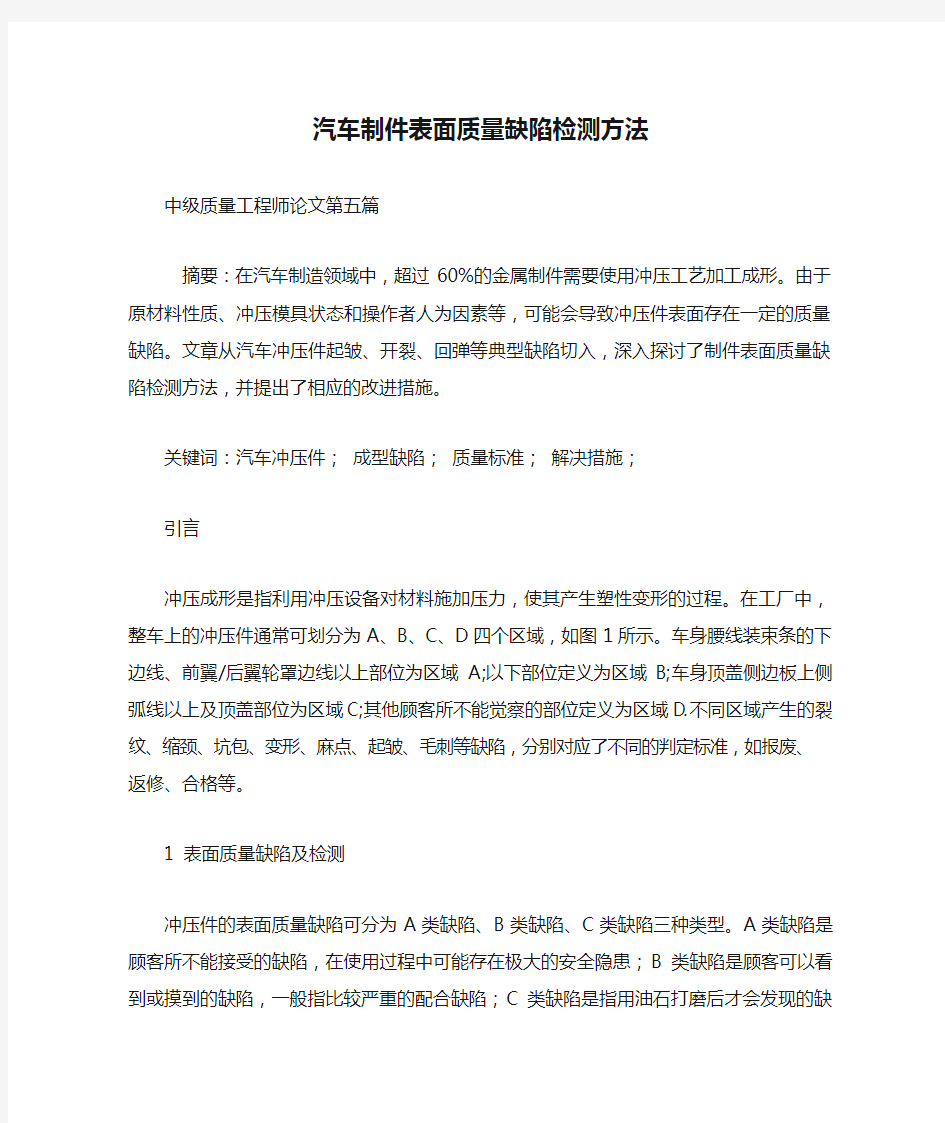
冲压成形是指利用冲压设备对材料施加压力,使其产生塑性变形的过程。在工厂中,整车上的冲压件通常可划分为A、B、C、D四个区域,如图1所示。车身腰线装束条的下边线、前翼/后翼轮罩边线以上部位为区域A;以下部位定义为区域B;车身顶盖侧边板上侧弧线以上及顶盖部位为区域C;其他顾客所不能觉察的部位定义为区域 D.不同区域产生的裂纹、缩颈、坑包、变形、麻点、起皱、毛刺等缺陷,分别对应了不同的判定标准,如报废、返修、合格等。
1 表面质量缺陷及检测
冲压件的表面质量缺陷可分为A类缺陷、B类缺陷、C类缺陷三种类型。A类缺陷是顾客所不能接受的缺陷,在使用过程中可能存在极大的安全隐患;B类缺陷是顾客可以看到或摸到的缺陷,一般指比较严重的配合缺陷;C类缺陷是指用油石打磨后才会发现的缺陷,通过模具结构调整是可以改进的,该缺陷一般不会引起用户的索赔。
冲压件表面质量检测方法可分为外观检测方法和尺寸检测方法两种类型。外观检测可通过观察者表面目视、检查员触摸检查及表面油石打磨冲压件等方式进行。尺寸检测则需通过借助测量工具进行检测,如利用检具,检测冲压件外形和尺寸精度;或使用三坐标测量仪,对冲压件孔的位置进行精密测量。
图1 冲压件在整车上的分区定义
2 冲压缺陷的影响因素
汽车金属制件在冲压成型过程中,可能会存在起皱、断裂、回弹等典型缺陷[1],导致冲压缺陷的因素可归结为以下几点:
2.1 材料性能
理论上,通常应用成型极限曲线(FLD)表示板料成形性能,其
中金属材料的应变硬化指数n和厚向硬度指数r对曲线拟合效果影响显着。在冲压变形中,应变硬化指数n越高,变形裕度越大,材料承载能力越强,但材料加工硬化能力随之增强,且易发生颈缩缺陷。厚向硬度指数r越大,材料拉伸性能越好,整体厚度变形均匀,金属板材一般具有较好的成形性。
2.2 模具参数
不同冲压方法应采用不同类型模具,同时对模具材料要求也有差异。模具表面硬度和粗糙度会对制件拉毛缺陷产生影响。模具工作表面有划伤,模具材料内部含有杂质,都会影响制件表面质量,使其产生拉伤、压痕等缺陷。
凸、凹模之间的间隙,对冲裁件质量有着极其重要的影响。若间隙过小,凸、凹模之间的材料会被二次剪切,断面出现较长的毛刺;若间隙过大,材料的弯曲与拉伸增大,容易形成一定厚度的毛刺,且制件会产生翘曲变形。因此,凸、凹模间隙应均匀合理。
此外,凸、凹模圆角半径,对拉深件质量有着显着影响。若半径过大,板料与模具间的接触面积会减少,即板料处于悬空状态,进而易于产生起皱缺陷;若半径过小,板料挤压作用和摩擦阻力增大,制件表面容易产生断裂缺陷。因而,凸、凹模圆角半径选取不宜过大,
也不能过小。
2.3 工艺条件
影响冲压缺陷的工艺参数主要包括压边力、冲压速度、拉延筋的设置、润滑油的使用以及成型工序的设定等。压边力过小以及压边圈上的润滑油过多,都会增大进料速度,进而引起板料起皱缺陷;压边力太大以及润滑条件不好,会引起凸模与材料相对滑动减弱,导致危险断面变薄破裂;由于大型制件结构的不对称性,板料在成型时材料流入速度不一致,因而需要在压边圈上设置拉延筋以控制不同区域的板料流入速度,使冲压件得到均匀变形;冲压工序的设置不是固定的,针对同一个零件,不同厂家可能会给出不同的工艺方案,但基本坚持一个原则,即在结构不发生干涉的情况下,尽可能采用最少的工序加工生产。另外,随着计算机技术的发展,目前可利用autoform/abaqus 等多种CAE分析软件对冲压工艺过程进行数值模拟[2],优化工艺过程及参数,以降低冲压工艺缺陷,降低生产成本。
3 冲压件质量改进措施
冲压工艺可分为分离工序和成型工序两大类。分离工序包括落料、冲孔、修边等,成型工序包括拉伸、弯曲、翻边等[3].本文将针对各工序中可能会存在的起皱、开裂、回弹缺陷,提出较为详细的预防措
施与解决方案。
3.1 起皱
起皱缺陷产生的根本原因是由于板料受到挤压,当平面方向的主、次应力达到一定程度时,厚度方向失稳。按照皱纹形成原因不同,可将其分为两种类型,第一种是由于进入凹模腔内材料过多而形成的材料堆积起皱;第二种是由于板料厚度方向失稳或拉应力不均匀而产生的失稳起皱。为了抑制该缺陷,具体的解决思路如下:(1)从产品设计角度考虑:尽量减小翻边高度;使造型剧变区域呈顺滑状态连接;对于产品易起皱部位可适当地增加吸料造型;(2)从冲压工艺设计方面出发:增大压边力,控制进料速度;工艺补充增加圆形或方形拉延筋;在合理范围内增加成形工序;(3)对于冲压材料的选择:在满足产品性能的情况下,对于一些易起皱的零件,应选用成形性较好的材料。
3.2 开裂
开裂缺陷形成的根本原因在于材料在拉伸的过程中,应变超过其极限,最直观的表现是制件表面产生肉眼可见的裂纹。通常可以将其分为三种类型:第一种是由于材料抗拉强度不足而产生的破裂,断裂原因一般是由于凸、凹模圆角处局部受力过大造成的;第二种是由于
材料变形量不足而破裂,如尖点部位的开裂;第三种是由于材料内有杂质引起的裂纹。因此,为了预防断裂缺陷,最根本的措施是减少应力集中现象。具体方案如下:(1)选择合理的坯料尺寸和形状;(2)调整拉延筋参数,防止由于胀力过大引起破裂;(3)增加工艺切口,保证材料合理流动,变形均匀;(4)改善润滑条件,减小摩擦力,增大进料速度;(5)减小压边力或采用可变的压边力,以控制进料阻力;(6)采用延展性和成形性较好的材料,减少裂纹。
3.3 回弹
绝大部分冲压制件都会产生回弹缺陷,回弹产生的根本原因可归纳如下,即零件在冲压变形后,材料由于弹性卸载,导致局部或整体发生变形。冲压材料、压力大小和模具状态等都会影响回弹。对于回弹缺陷,解决思路如下[4]:(1)补偿法,即根据弯曲成形后冲压件回弹量的大小,预先在模具上作出等于此工件回弹量的坡度,来补偿工件成型后的回弹,该方法中所需补偿的回弹量大小主要依据人工经验估计或CAE数值模拟分析结果来确定;(2)拉弯法:在板料弯曲的同时施加拉力,以此使得板料内部的应力分布较为均匀,进而减少回弹量;(3)局部加压法:使变形区变为三向受压的应力状态,从根本上改变弹性变形的性质;(4)通过局部加筋及其他增加刚度的方法,以提高冲压件刚度,减少变形。
4 结束语
总而言之,研究汽车冲压件成型工艺缺陷及其抑制措施具有重要的意义。相关人员应对冲压典型缺陷的影响因素有一个全面了解,针对不同类型制件确定合适的冲压工艺方案,同时设置合理的压边力和冲压速度,选取合适的模具材料和凸、凹模尺寸。在模具设计过程中,通过拉延筋的结构设计,进一步提高成形质量,从而顺利完成汽车冲压件的成型加工,减少制件缺陷,提升整体生产效率,节约企业成本。
参考文献
[1] 齐宝军,张海侠。汽车冲压件成型过程中常见缺陷及分析[J].林业机械与木工设备,2014, 42 (11):48-50.
[2] 雷正保。汽车覆盖件冲压成形CAE技术及其工业应用研究[D].中南大学,2003.
[3] 唐文宇,王鹏,李岩,等。冲压工艺的发展现状及冲压模具设计的基本思路[J].中国高新区,2018 (14):148.
[4] 王银巧,胡治钰。大型覆盖件冲压表面缺陷的产生原因及预防措施[J].模具工业,2012, 38 (07):73-76.点击查看>>中级质量工程师论文(精选范文10篇)其他文章李靖.汽车冲压件缺陷分析及质量改进[J].科技创新与应用,2019(25):114-115.
冷轧缺陷 冷轧常见缺陷 冷轧带钢得质量指标中,带钢得尺寸偏差、板形以及表面粗糙度等要求就是很主要得项目,消除产品在这些方面得缺陷就是冷轧生产中质量提高得关键之 一。 一、表面缺陷 大多就是由于热轧带钢坯质量不高,酸洗不良或冷轧轧辊表面有缺陷,冷轧时得工作环境不佳以及操作上得不注意等原因造成得。鉴于表面缺陷所导致得废品比重很大,特别就是要求高得产品,表面缺陷必需严加控制。常见得表面缺陷有: (1)结疤带钢表面呈“舌状”或“鳞状”得金属薄片,外形近似一个闭合得曲线。结疤一般有两种,一就是嵌在表面上不易脱落,另一就是粘合到表面上易脱落。 产生原因就是:由于轧制过程中带钢内部靠近表面层分布得细气泡及夹杂层在轧制中破裂变成结疤,钢锭由于浇注条件不同而产生得结疤;重皮也就是轧制带钢表面产生结疤得主要原因,此外在剧烈磨损了得轧辊或有缺陷(如砂眼)得轧辊上热轧,均能使带钢出现结疤;如果所轧带钢得表面上形成局部凸点等,则在轧制时由于受辗压而产生结疤状得细小凸瘤。 (2)气泡带钢表面上分布有无规则且大小不同得圆形凸包。沿凸包切断后,在大多数情况下均成分层状露出。 产生原因:钢锭凝固时气体析出形成气泡,或酸洗时带钢内部孔隙进入氢原子形成气泡。(3)分层带钢截面上有局部得,明显得金属结构分离层。 产生原因:钢质不良,带钢中存在非金属夹杂,主要就是三氧化二铅与二氧化矽,另外,坯料有缩孔残余或严重得疏松等也能形成分层,从而使酸洗得带钢在有分层得地方形成突起与气泡出露。
(4)裂纹带钢表面完整性比较严重得破裂,它就是以纵向、横向或一定角度得形式出现得裂缝。 产生原因:轧制前带钢不均匀加热或过热,轧制时带钢不均匀延伸,或带钢表面有缺陷清除不彻底,以及带钢上有非金属夹杂及皮下气泡,另外,冷轧时不正确地调整轧辊与不正确得设计辊型,同样会产生裂纹,再有,用落槽得轧辊轧制带钢,张力太大,化学成分不合适等也可能会出现裂纹。 (4)表面夹杂带钢表面上具有轧制方向上伸长得红棕色,淡黄色,灰白色得点状,条状与块状得非金属夹杂物。 产生原因:热轧时坯料在加热过程中,炉渣或耐火材料碎块粒附在坯料上,以及冶炼时造渣不好或盛钢桶不净所致。 (1)麻点带钢表面缺陷中较常见得一种缺陷,其表面存在细小凹坑群与局部得粗糙面。一般其形状不规则,面积也小,但数量多。 产生原因:热轧时压入了氧化铁皮,酸洗未净,又经冷轧造成,或冷轧时粘在轧辊上得氧化铁皮压入带钢表面。轧辊磨损严重同样可造成带钢得麻面。冷轧时,带钢表面不干净及粘有杂质或杂质压入带钢表面后脱落,也会造成带钢得麻点。除此以外,带钢得严重锈蚀及酸洗过度都可成形麻点。 (2)凹坑带钢表面存在得凹面,一般数量少,面积大。 产生原因;轧制时辊面上缺陷或异物(硬杂质)与氧化铁皮被轧入带钢表面脱落后成凹坑。凹坑一般只有在带钢一面,另一面则显凸起。 (3)金属碎末轧入带钢表面粘附着金属碎末,无规则,有大有小,有块状、也有条状,压入深度亦有深浅之别。 产生原因:轧辊表面不干净或金属碎末(如铁屑、钢丝等)落于带钢表面轧入,金属碎末轧入一般也只存在表面,有时可用小刀清除掉,甚至将带钢轻轻弯曲就可掉落。 (4)辊印带钢表面呈凸起或凹陷得印痕,但没有明显得凸凹感觉,印痕部位较亮。
表面缺陷无损检测方法的比较方法 项目 磁粉检测(MT) 漏磁检测(MLF) 渗透检测(PT) 涡流检测(ET) 方法原理 磁力作用 磁力作用 毛细渗透作用 电磁感应作用 能检出的缺陷 表面和近表面缺陷 表面和近表面缺陷 表面开口缺陷 表面及表层缺陷 缺陷部位的显示形式 漏磁场吸附磁粉形成磁痕 漏磁场大小分布 渗透液的渗出
检测线圈输出电压和相位发生变化 显示信息的器材 磁粉 计算机显示屏 渗透液、显像剂 记录仪、示波器或电压表 适用的材料 铁磁性材料 铁磁性材料 非多孔性材料 导电材料 主要检测对象 铸钢件、锻钢件、压延件、管材、棒材、型材、焊接件、机加工件在役使用的上述工件检测铸钢件、锻钢件、压延件、管材、棒材、型材、焊接件、机加工件在役使用的上述工件检测任何非多孔性材料、工件及在役使用过的上述工件检测 管材、线材和工件检测;材料状态检验和分选;镀层、涂层厚度测量 主要检测缺陷 裂纹、发纹、白点、折叠、夹渣物、冷隔 裂纹、发纹、白点、折叠、夹渣物、冷隔 裂纹、白点、疏松、针孔、夹渣物
裂纹、材质变化、厚度变化缺陷显示 直观 直观 直观 不直观 缺陷性质判断 能大致确定 能大致确定 能基本确定 难以判断 灵敏度 高 高 高 较低 检测速度 较快 快 慢
很快 污染 较轻 无污染 较重 无污染 相对优点 可检测出铁磁性材料表面和近表面(开口和不开口)的缺陷。 能直接的观察出缺陷的位置、形状、大小和严重程度。 具有较高的检测灵敏度,可检测微米级宽度的缺陷。 单个工件的检测速度快、工艺简单,成本低、污染轻。 综合使用各种磁化方法,几乎不受工件大小和几何形状的影响。 检测缺陷重复性好。 可检测受腐蚀的在役情况。 a) 易于实现自动化 b) 较高的检测可靠性 c) 可以实现缺陷的初步量化 d) 在管道的检查中,在厚度高达30mm的壁厚范围內,可同时检测內外壁缺陷 e) 高效、无污染,可以获得很高的检测效率. 可检测出任何非松孔性材料表面开口性缺陷。 能直接的观察出缺陷的位置、形状、大小和严重程度。 具有较高的灵敏度。 着色检测时不用设备,可以不用水电,特别适用于现场检验。 检测不受工件几何形状和缺陷方向的影响。 对针孔和疏松缺陷的检测灵敏度较高。 非接触法检测,适用于对管件、棒材和丝材进行自动化检测,速度快。 可用检测材料导电率代替硬度检测。了解材料的热处理状态和进行材料分选。污染很小。 相对局限性
带钢表面缺陷检测 姓名:朱士娟学号:1110121137 摘要 表面质量的好坏是带钢的一项重要指标,随着科学技术的不断发展,后续加工工业对带钢的表面质量要求越来越高。如何检测出带钢表面缺陷并加以控制,引起带钢生产企业的高度关注。随着计算机视觉技术的发展和计算机性能的不断提高,由带钢图像在线检测其表面质量已成为国内外学者研究的热点课题。在本课题中,首先提出了带钢表面监测系统的总体设计方案,从硬件和软件上保汪系统的实时性和精确度。其次设计一种获得噪声图像的方法,分析图像的噪声特性。并在此基础上针对传统中值滤波算法复杂、处理时间长等缺点,提出一种改进的迭代的中值滤波方法,这种方法在有效滤掉噪声的同时尽可能地保存了图像的细节,并比传统的中值滤波方法大大地减少了处理时间。在对图像进行滤波处理后,本文分别提出了BP神经网络法,区域灰度羞绝对值闽值法和基于背景差分的小区域闽值法三种方法,对带钢表面缺陷进行检测。本文选取300幅带钢图片进行实验,结果表明这三种方法的漏检率和错判率均在5%以下,且速度至少能达到10毫秒/每帧,满足实时检测系统低漏检率、低错判率和快速检测的要求。其中BP网络检测方法适应性好,可以通过样本学习适应相应的环境变化,并且不但能检测出已知样本的缺陷,而且对未知缺陷样本的检测效果也很好。区域灰度差绝对值检测方法算法简单,运算速度最快,能实现5毫秒/每帧的检测速度。基于背景差分的小区域闽值法除了算法简单,速度快以外,它还能有效地检测出微小的、对比度低的缺陷,并且背景图像的不断更新能使系统适应带钢表面质量的不断变化,使系统能满足不同生产环境的检测需要。通过本论文的研究和探索,使带钢表面监测系统的实用化更前迸一步,为进一步的带钢表面质量在线控制识别奠定了基础。 关键词带钢,图像处理,滤波,缺陷检测 1检测原理 设轧制带钢速度为ν,在钢板的上下表面各安置一套检测装置(图1),在平行于钢板表面且垂直于速度方向处放置一个高强度线光源,光源经过聚焦光学系统照亮钢板表面。根据表面主要缺陷特点可将缺陷分为亮域缺陷(捕捉和
软件源代码安全缺陷检测技术研究进展综述 摘要:软件安全缺陷检测已经成为软件行业非常重要的一项工作。安全关键软件设计使用的C/C++语言含有大量未定义行为,使用不当可能产生重大安全隐患。本文将根据八篇前沿论文,总结提出八种比较新的软件安全缺陷检测技术和算法。设计和实现了一个可扩展的源代码静态分析工具平台,并通过实验表明,相对于单个工具的检测结果而言,该平台明显降低了漏报率和误报率。 关键字:源代码;安全缺陷;静态检测工具;缺陷描述 Abstract:Software security detection has become a very important work in the software industry. Fatal security vulnerabilities are caused by undefined behaviors of C/C++ language used in Safety-Critical software. This paper will give out eight kinds of new technology about the software security detection based on eight cutting-edge papers. design. Key words: source code; safety defects; static test tools; statistical analysis; defectives description 1引言: 近年来,随着软件事业的发展,人们逐渐的认识到,想要开发出高质量的软件产品,必须对软件的开发过程进行改善。研究表明,相当数量的安全问题是由于软件自身的安全漏洞引起的。软件开发过程中引入的大量缺陷,是产生软件漏洞的重要原因之一。软件源代码安全性缺陷排除是软件过程改进的一项重要措施。当前,与源代码安全缺陷研究相关的组织有CWE、Nist、OWASP等。业界也出现了一批优秀的源代码安全检测工具,但是这些机构、组织或者公司对源代码发中缺表 1 CWE 中缺陷描述字段表 2 SAMATE 中评估实例描述方法陷的描述方法不一,业界没有统一的标准。在实际工作中,经过确认的缺陷需要提取,源代码需要用统一的方法描述。本文根据实际工作的需要,调研国内外相关资料,提出一种源代码缺陷描述方法。 通常意义上的网络安全的最大威胁是程序上的漏洞,程序漏洞检测主要分为运行时检测和静态分析方法。运行时检测方法需要运行被测程序,其检测依赖外部环境和测试用例,具有一定的不确定性。 开发人员在开发过程中会引入一些源代码缺陷,如SQL 注入、缓冲区溢出、跨站脚本攻击等。同时一些应用程序编程接口本身也可能存在安全缺陷。而这些安全缺陷轻则导致应用程序崩溃,重则导致计算机死机,造成的经济和财产损失是无法估量的。目前的防护手段无法解决源代码层面的安全问题。因而创建一套科学、完整的源代码安全缺陷评价体系成为目前亟待解决的问题。 目前与源代码安全缺陷研究相关的组织有CWE等,业界也出现了一批优秀的源代码安全检测工具,但是这些机构和组织对源代码中缺陷的描述方法不一,没有统一的标准。本文借鉴业界对源代码缺陷的描述,结合实际工作需要,提出了一种计算机源代码缺陷的描述方法。 随着社会信息化的不断加深,人们不得不开始面对日益突出的信息安全问题。研究表明,相当数量的安全问题是由于软件自身的安全漏洞引起的。软件开发过程中引入的大量缺陷,是产生软件漏洞的重要原因之一。不同的软件缺陷会产生不同的后果,必须区别对待各类缺陷,分析原因,研究其危害程度,预防方法等。建立一个比较完整的缺陷分类信息,对预防和修复软件安全缺陷具有指导作用。软件缺陷一般按性质分类,目前已有很多不同的软件缺陷分类法,但在当前实际审查使用中,这些缺陷分类存在以下弊端: (1)专门针对代码审查阶段发现缺陷的分类较少。现有的分类法一般包括动态测试发现的缺陷类型和文档缺陷等,
带钢表面缺陷检测系统 (无锡创视新科技有限公司李军) 表面质量是带钢质量的一项重要指标,随着科学技术的不断发展,对带钢表面质量的要求越来越高。在市场的激烈竞争条件下,其质量不仅代表企业的形象,而且还是赢得市场的首要条件。如何有效检测带钢表面缺陷的同时加快检测速度是当前带钢缺陷实时检测技术的一个很重要的课题。传统上,冷轧带钢的表面缺陷检测由检测人员通过人眼目光来完成。但是,这种方法存在着很多不足:(1)检测结果容易受检测人员主观因素影响;(2)这种方法只能用于检测运行速度很慢(在50m/min下)的带钢表面;(3)这种方法很难检测到小的缺陷。然而近年来,微电子技术、计算机技术、自动化技术和光电子技术的飞速发展,人工智能、神经网络理论的深化及实用化,和机器视觉被运用到带钢表面缺陷检测以后,带钢表面缺陷检测终于走向了智能自动化的时代。 一、带钢表面缺陷的分类 带钢表面缺陷往往具有多样性、复杂性的特点。不同生产线产生的表面缺陷往往会有不同的特点,同一生产线在不同工艺参数,或工艺参数相同而生产条件不同情况下产生的表面缺陷也有区别。由于带钢表面缺陷的种类太多,为研究方便,本文特提供带钢表面常见的几种缺陷。 1、压入氧化铁 “压入氧化铁”的典型形状见下图 特征:一般粘附在钢板表面,分布于板面局部和全部。外观呈现不规则形状。 成因:轧制节奏快,轧辊材质性能差等原因造成的轧辊表面氧化膜脱落。 2、结疤 “结疤”的典型形状见下图 特征:呈现叶状、羽状、条状、鱼鳞状、舌端状等形状。 成因:铸锭条件不佳或飞溅造成的表面缺陷和皮下气泡等。 3、擦伤 “擦伤”的典型形状见下图 特征:沿轧制方向呈现深浅不一的擦痕。 成因:辊道表面粗糙、磨损、变形或不转动,使钢板与辊道相擦。 4、辊印 “辊印”的典型形状见下图 特征:具有一定间距的凹凸缺陷。 成因:轧辊表面粘有异物压入带钢表面、轧辊材质不佳造成粘辊、带钢焊缝过高而轧制中抬辊不及时引起粘辊造成的。 5、边裂 “边裂”的典型形状见下图 特征:钢板边缘沿长度方向的一侧或两侧出现破裂,严重者呈现锯齿状。 成因:轧辊调整不好或辊型与版型配合不好,使钢带边部延伸不均。 6、划痕 “划痕”的典型形状见下图
一、目的: 为公司在外观检验的判定更精准、有据可依、有规可循,特制定本规范。 二、范围:
适用于本公司所有五金、塑胶原材料、产成品之外观检验。 三、参考文件: MIL-STD-105E《抽样计划表》 四、定义与术语: 4.1 轻微缺陷(Min):不影响产品使用功能的缺陷,称之为轻微缺陷; 4.2 严重缺陷(Maj):影响产品功能的缺陷,称之为严重缺陷; 4.3 致命缺陷(CR):影响使用者之人身安全或丧失功能的缺陷,称之为致命缺陷; 4.4 A级面:主要外露面。指产品的正面,即产品安装后最容易看到的部位; 4.5 B级面:次要外露面。指产品的侧面、向下外露面、边位、角位、接合位、内弯曲位; 4.6 C级面:不易看到的面。指产品安装后的隐藏位、遮盖位; 4.7 错型(错箱):由于合型时错位,铸件的一部分与别一部分在分型面处相互错开; 4.8 粘模:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时称 为拉伤面; 4.9 分层:铸件上局部存在有明显的金属层次; 4.10 裂纹:铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用上有发展的趋势; 4.11 变形:由于收缩不均或外力导致压铸件几何形状与图纸不符; 4.12 流痕:压铸件表面与金属液流动方向一致的条纹。无发展趋势; 4.14 水纹:铸件表面上呈现的光滑条纹,肉眼可见,但用手感觉不出,颜色不同于基体金属的纹路,用0# 砂布稍擦几下即可去除; 4.15 冷隔:在压铸件表面,明显、不规则、下陷的线形纹路(有穿透与不穿透两种)。形状细小而狭长, 有时交接边缘光滑,有断开的可能; 4.16 龟裂毛刺:由于模具型腔表面产生热疲劳而形成的铸件表面上的网状凸起痕迹和金属刺; 4.17 凹陷:铸件的厚大部分表面有平滑的下凹现象; 4.18 欠铸:铸件表面有浇不足的部位,导致轮廓不蔳; 4.19 飞边、毛刺:在分型面边缘出现金属薄片,或粗糙、锋利的棱角; 4.20 脱皮:铸件表面部分与基体剥离的现象; 4.21 色斑:铸件表面上呈现的不同于基体金属的斑点,一般由涂料碳化物形成。 4.22 砂孔:在压铸件中,由于压铸的特殊性,铝合金是在高温、高速、高压的状态下成型的,所以压铸件 内部是不可避免的存在孔洞,我们统称这些孔洞为砂孔;
1、目的 明确规定本公司生产的食品加工设备及其零部组件的外观检验项目及判定标准,作为来料、过程、出货的外观检验及判定的依据。 2、范围 本外观通用标准(下简称本标准)适用于公司生产的所有型式与规格的食品加工设备及其零部组件,有明确的特殊要求的例外。 注:如本标准与产品图纸、技术要求或相关的行业标准/规范等要求有冲突之处,则以产品的图纸或技术要求或行业标准规范为准。 3、定义 1.1缺陷、缺点与不合格 1.1.1不合格 未满足要求。 1.1.2缺陷 未满足与预期或规定用途有关的要求。 1.1.3缺点 欠缺或不完美的地方。 1.1.4缺陷与不合格的区别 当按照习惯来评价产品的质量特性时,术语“缺陷”是适用的。但是目前,“缺陷”在法律范畴内已有明确的含义,特别是与产品责任问题有关,因此,不应用作一般术语。 1.1.5缺点与不合格的区别 当用“缺点”来评价产品的质量特性时,术语“缺点”是指相对于“完美无缺”的质量特性,产品存在的某些方面的欠缺。 缺点与不合格的主要区别在于产品有缺点的质量特性满足要求的程度。不同产品,不同客户对产品的质量特性达到完美程度的要求是不同的,因此,对“不合格”的标准也是不一样的,产品的某些缺点(主要在外观质量方面)对某些客户来说是不合格项,但对另一些客户来说是可以接受的(满足要求),因此是合格项。 1.1.6不合格分类 A.致命不合格:导致产品危险或潜在危险或对其使用有严重不利影响的不合格; B.严重不合格:能够导致产品发生故障或降低了产品的使用性能或使产品失去了部份预定功能的 不合格;此类不合格还包括,虽然对产品的功能或性能没有影响,或影响不大,但是外观质量太差或客户明确表示不能接受的不合格; C.轻不合格:产品的质量特性与标准稍有偏差或只是外观有轻微缺点,在使用预定功能时不会 实质性地降低产品的使用性能的不合格。 1.2不合格与不合格品 1.2.1不合格品 具有一个或一个以上不合格的单位产品称作不合格品。 1.2.2不合格品分类 A.致命不合格品:有一个或一个以上致命不合格,也可能还有严重不合格和(或)轻不合格的单 位产品; B.严重不合格品:有一个或一个以上严重不合格,也可能还有轻不合格,但不包括致命不合格的 单位产品; C.轻不合格品:有一个或一个以上轻不合格,但不包括严重不合格和致命不合格的单位产品。
对于生产物件的检测,由于科学技术的限制,起初只能采用人工进行检测,这样的方式不仅消耗大量人力,而且浪费时间,效率低下。于是,基于机器视觉技术的表面缺陷检测技术应运而生,我们有必要关注关注,并了解相关注意事项。 当今社会,随着计算机技术,人工智能等科学技术的出现和发展,以及研究的深入,出现了基于机器视觉技术的表面缺陷检测技术。这种技术的出现,大大提高了生产作业的效率,避免了因作业条件、主观判断等影响检测结果的准确性,实现能更好更准确地进行表面缺陷检测,更加快速的识别产品表面瑕疵缺陷。 产品表面缺陷检测属于机器视觉技术的一种,就是利用计算机视觉模拟人类视觉的功能,从具体的实物进行图象的采集处理、计算、进行实际检测、控制和应用。产品的表面缺陷检测是机器视觉检测的一个重要部分,其检测的准确程度直接会影响产品的质量优劣。由于使用人工检测的方法早已不能满足生产和现代工艺生产制造的需求,而利用机器视觉检测很好地克服了这一点,表面缺陷检测系统的广泛应用促进了企业工厂产品高质量的生产与制造业智能自动化的发展。
在进行产品表面检测之前,有几个步骤需要注意。 首先,要利用图像采集系统对图像表面的纹理图像进行采集分析; 其次,对采集过来的图像进行一步步分割处理,使得产品表面缺陷能像能够按照其区域特征进行分类; 再者,在以上分类区域中进一步分析划痕的目标区域,使得范围更加的准确。 通过以上的三步处理之后,产品表面缺陷区域和特征能够进一步确认,这样表面缺陷检测的基本步骤就完成了。 利用机器视觉技术提高了用户生产效率,使得生产更加细致化,分工更加明确,同时,减少了公司的人工成本支出,节省了财力,实现机器智能一体化发展。 南京博克纳自动化系统有限公司总部位于美丽的中国古都南京,是国内专业研制无损检测仪器及设备的高科技企业。公司致力于涡流、漏磁和超声波仪器及各种非标设备的研制,已拥有自主研发的多项国家专利。产品被广泛应用于航天航空、军工、汽车、电力、铁路、冶金机械等行业。产品出口:美国、
Code Actions to be Taken需采取的措施 00 No Action Taken 无不需采取措施 10 Deficiency Rectified 缺陷已纠正 12 All Deficiencies Rectified 所有缺陷已纠正 15 Rectify Deficiencies At Next Port 在下一港口纠正缺陷 16 Rectify Deficiencies Within 14 Days 在14天内纠正缺陷 17 Master Instructed to Rectify Deficiencies Before Departure 要求船长在离港前纠正缺陷 18 Rectify Deficiencies Within 3 Months 在三个月内纠正缺陷 19 Entrance Prohibition for ship without Certification 未经认证的船舶禁止靠港 20 Ship Delayed to Rectify Deficiencies 船舶延期离港以纠正缺陷 25 After Delay Allowed to Sail (*Specify Date) 延期后允许开航(注明日期)30 Ship Detained 滞留船舶 35 Detention Rised (*Specify Date) 解除滞留(注明日期) 36 Ship allowed to sail after follow-up detention 船舶再次滞留后允许开航 40 Next Port Informed 通知下一港口 50 Flag State /Consul Informed 通知船旗国/领事馆 55 Flag State Consulted 咨询船旗国 60 Region State Informed 通知本区域成员国 70 Classification Society Informed 通知船级社 80 Temporary Substitution of Equipment 临时更换设备 82 Alternative equipment or method used 使用替代设备或方法 85 Investigation of Contravention of Discharge Provision (MARPOL) 违反(MARPOL)排放规定的调查 90 Letter of warning issued 签发警告信 95 Re-inspection Connection with Code 90 根据签发的警告信重新检查 96 Letter of Warning Withdrawn 收回警告信 97 Destination Unknown Information 目的港信息未知 99 Other (Specify) 其他(具体说明)
冷轧带钢表面鼓泡缺陷分析 李殿凯,袁晓敏 (安徽工业大学材料科学与工程学院,安徽马鞍山243002) 摘 要:采用扫描电镜对冷轧带钢表面鼓泡处的横、纵断面,鼓泡的破裂面以及鼓泡处拉断表面的形貌进行了观察,并对微区成分作了分析。鼓泡主要是在钢坯皮下由保护渣形成了层状夹杂,导致冷轧原料板出现分层,从而在轧制过程中心部、表面的塑性变形不一致而形成。关键词:冷轧带钢;鼓泡缺陷;夹杂 中图分类号:T G 335.5 文献标识码:A 文章编号:100121447(2007)0420023203 Analysis of surface bubbly defects in cold rolled strip L I Dian 2kai ,YUAN Xiao 2min (School of Materials Science &Engineering ,Anhui U niversity of Technology ,Ma ’ans 2 han 243002,China ) Abstract :In t his paper ,t he microst ruct ure and composition of surface bubbly defect s in cold rolled st rip in cross and vertical section were st udied by SEM and EDAX.The re 2sult s showed t hat t he bubbly defect s were caused by banded inclusion lied in steel slab f rom mould powder and plastic deformation were not consistent from center to t he sur 2face during rolling. K ey w ords :cold rolled st rip ;bubbly defect ;inclusion 作者简介:李殿凯(1973-),男,安徽人,硕士,主要从事钢铁材料电镜检测工作. 带钢表面缺陷是影响其表面面质量的主要因素。这些缺陷包括起泡、翘皮、裂纹等,连铸坏经常由于在轧制过程中出现这类缺陷而导致报废。特别是由于在冶炼过程中由于保护渣材料而导致出现的起泡现象,由于在轧制过程中不易发现,更易出现大量的废品[1]。 1 起泡现象的缺陷特征 通过对生产过程中出现的“起泡”废品的统计,其出现位置具有不固定性。一般大小在4mm 以下,主要呈圆形,并且有起泡相连的现象。 2 鼓泡处微观特征及分析 在带钢起泡缺陷处的横截面方向切开,用扫描电镜对其进行观察。图1为切开面的形貌。可以看到里面有片层状的夹杂存在。将其片层状的夹杂进一步放大,即将图1中的A 点进一步放大,如图2所示,并对其进行能谱分析,结果如图 3所示。结果表明,层状夹杂的成分主要有Al 、Si 、Ca 、Na 、K 、F 、Cl 、S 元素,其中Na 、K 、F 均是保 护渣的特定元素,所以可以认定该层状夹杂主要是由保护渣引起。 图1 起泡缺陷处横截面切开的形貌 再将带钢沿其纵断面切开,对其观察并进行成分分析。图4和图5分别为纵截面切开后的形 ? 32?2007年 8月第35卷第4期钢铁研究 Research on Iron &Steel Aug.2007 Vol.35 No.4
简介 本文首先介绍了静态代码分析的基本概念及主要技术,随后分别介绍了现有4 种主流Java 静态代码分析工具(Checkstyle,FindBugs,PMD,Jtest),最后从功能、特性等方面对它们进行分析和比较,希望能够帮助Java 软件开发人员了解静态代码分析工具,并选择合适的工具应用到软件开发中。 引言 在Java 软件开发过程中,开发团队往往要花费大量的时间和精力发现并修改代码缺陷。Java 静态代码分析(static code analysis)工具能够在代码构建过程中帮助开发人员快速、有效的定位代码缺陷并及时纠正这些问题,从而极大地提高软件可靠性并节省软件开发和测试成本。目前市场上的Java 静态代码分析工具种类繁多且各有千秋,因此本文将分别介绍现有4 种主流Java 静态代码分析工具(Checkstyle,FindBugs,PMD,Jtest),并从功能、特性等方面对它们进行分析和比较,希望能够帮助Java 软件开发人员了解静态代码分析工具,并选择合适的工具应用到软件开发中。
静态代码分析工具简介 什么是静态代码分析 静态代码分析是指无需运行被测代码,仅通过分析或检查源程序的语法、结构、过程、接口等来检查程序的正确性,找出代码隐藏的错误和缺陷,如参数不匹配,有歧义的嵌套语句,错误的递归,非法计算,可能出现的空指针引用等等。 在软件开发过程中,静态代码分析往往先于动态测试之前进行,同时也可以作为制定动态测试用例的参考。统计证明,在整个软件开发生命周期中,30% 至70% 的代码逻辑设计和编码缺陷是可以通过静态代码分析来发现和修复的。 但是,由于静态代码分析往往要求大量的时间消耗和相关知识的积累,因此对于软件开发团队来说,使用静态代码分析工具自动化执行代码检查和分析,能够极大地提高软件可靠性并节省软件开发和测试成本。 静态代码分析工具的优势 1. 帮助程序开发人员自动执行静态代码分析,快速定位代码隐藏错误和缺陷。 2. 帮助代码设计人员更专注于分析和解决代码设计缺陷。 3. 显著减少在代码逐行检查上花费的时间,提高软件可靠性并节省软件开发和测试成本。
带钢表面缺陷检测方法研究 学号:1110121096 班级:11材控2班姓名:倪明 摘要:表面质量的好坏是带钢的一项重要指标,随着科学技术的不断发展,后续加工工业对带钢的表面质量要求越来越高。如何检测出带钢表面缺陷并加以控制,引起带钢生产企业的高度关注。本文通过对带钢表面的缺陷检测的重要性分析,讲述了国内外带钢表面缺陷检测的发展现状,并比较分析了几种检测方法,最终得出本研究的意义。由于带钢表面缺陷种类繁多,建议下一步研究工作重点放在缺陷种类识别与分类部分,以满足带钢表面缺陷的无遗漏检测。 关键词: 带钢表面缺陷缺陷检测 1.1带钢表面缺陷检测的重要性 随着生活水平的提高和生产力的发展,人们对产品质量提出了更高的要求,带钢作为机械、航天、电子等行业的原材料,用户对其表面质量的要求更加严格。影响带钢表面质量的主要因素是带钢在制造过程中由于原材料、轧制设备和加工工艺等多方面的原因,导致其表面出现的擦伤、结疤、划痕、粘结、辊印、针眼、孔洞、表面分层、麻点等不同类型的缺陷。这些缺陷不仅影响产品的外观,更严重的是降低了产品的抗腐蚀性、耐磨性和疲劳强度等性能。原料钢卷的表面缺陷是造成深加工产品废次品的主要原因。由于部分质量缺陷在出厂前不能有效地被检测出来,而在用户使用过程中被发现,造成用户索赔,不仅给企业带来巨大的经济损失,还严重影响了产品的市场形象,降低了用户对产品的信任度。因此,必须加强对带钢表面缺陷的检测和控制,这对于剔除废品、减少原料浪费、提高成材率、改善工人劳动条件都有重要意义。而如何在生产过程中检测出带钢的表面缺陷,从而控制和提高带钢产品的质量,一直是钢铁生产企业非常关注的问题。 1.2 国内外带钢表面缺陷检测方法与装置研究现状 目前带钢表面缺陷检测装置主要分为采用传统检测方法的检测装置、采用自动检测方法的检测装置和采用计算机视觉检测方法的检测装置。 1.2.1传统检测方法 非自动化的传统表面缺陷检测方法可以分为人工目视检测方法和频闪光检测法两种。05年代至06年代,冷轧带钢表面缺陷检测主要采用人工目视检测,检测者凭借肉眼观察缺陷。由于带钢轧制速度很快,人眼无法可靠的捕获缺陷信息。同时,某些高质量的带钢要求其表面缺陷小于0.5mm×0.5mm,这种微小缺陷人的视觉很难发觉,从而产生大量的漏检和误检。人工检测需要在高温、噪音、粉尘、振动的恶劣环境下进行,对人的身体和心理造成极大伤
表面缺陷无损检测方法的比较 方法 项目 磁粉检测(MT)漏磁检测(MLF)渗透检测(PT)涡流检测(ET)方法原理磁力作用磁力作用毛细渗透作用电磁感应作用 能检出的缺陷表面和近表面缺陷表面和近表面缺陷表面开口缺陷表面及表层缺陷 缺陷部位的显示形式漏磁场吸附磁粉形成 磁痕 漏磁场大小分布渗透液的渗出 检测线圈输出电压和 相位发生变化 显示信息的器材磁粉计算机显示屏渗透液、显像剂 记录仪、示波器或电 压表 适用的材料铁磁性材料铁磁性材料非多孔性材料导电材料 主要检测对象铸钢件、锻钢件、压 延件、管材、棒材、 型材、焊接件、机加 工件在役使用的上述 工件检测 铸钢件、锻钢件、压 延件、管材、棒材、 型材、焊接件、机加 工件在役使用的上述 工件检测 任何非多孔性材 料、工件及在役使 用过的上述工件检 测 管材、线材和工件检 测;材料状态检验和 分选;镀层、涂层厚 度测量 主要检测缺陷裂纹、发纹、白点、 折叠、夹渣物、冷隔 裂纹、发纹、白点、 折叠、夹渣物、冷隔 裂纹、白点、疏松、 针孔、夹渣物 裂纹、材质变化、厚 度变化 缺陷显示直观直观直观不直观缺陷性质判断能大致确定能大致确定能基本确定难以判断灵敏度高高高较低 检测速度较快快慢很快 污染较轻无污染较重无污染 相对优点可检测出铁磁性材料 表面和近表面(开口 和不开口)的缺陷。 能直接的观察出缺陷 的位置、形状、大小 和严重程度。 具有较高的检测灵敏 度,可检测微米级宽 度的缺陷。 单个工件的检测速度 快、工艺简单,成本 低、污染轻。 综合使用各种磁化方 法,几乎不受工件大 a) 易于实现自动化 b) 较高的检测可靠 性 c) 可以实现缺陷的 初步量化 d) 在管道的检查中, 在厚度高达30mm的 壁厚范围內,可同时 检测內外壁缺陷 e) 高效、无污染,可以 获得很高的检测效率. 可检测出任何非松 孔性材料表面开口 性缺陷。 能直接的观察出缺 陷的位置、形状、 大小和严重程度。 具有较高的灵敏 度。 着色检测时不用设 备,可以不用水电, 特别适用于现场检 验。 检测不受工件几何 形状和缺陷方向的 非接触法检测,适用 于对管件、棒材和丝 材进行自动化检测, 速度快。 可用检测材料导电率 代替硬度检测。了解 材料的热处理状态和 进行材料分选。 污染很小。
冷轧产品表面缺陷图谱 为方便管理者和操作者识别冷轧产品的表面缺陷、了解缺陷产生的原因及规X冷轧产品的质量缺陷定义,收集和整理了本缺陷图谱手册,以利于提高产品质量。 目录 第一部分:冷轧质量缺陷定义规X 第二部分:质量缺陷实例及分析 第一部分 冷轧质量缺陷定义规X 1.凸棱:分布在钢带的纵向上,目视缺陷部位发亮,用手触摸有凸起的感觉。 2.夹杂:钢板表面有明显的呈白色或黑色的点状、块状、长条状缺 陷,严重时表面起皮。 3.氧化铁皮:钢带表面粘附着一层鱼鳞状、细条状、块状或弥散型 点状的棕色或灰黑色物,可表现为麻点、线痕或大面积的压痕。 4.翘皮:是呈舌状、线状、层状或M状的折叠(不连续,常出现翘 起),常出现在钢带表面边部。 5.欠酸洗:钢带表面残留着未酸洗掉的氧化铁皮,呈横向的黑色条 纹(类似“抬头纹”的横向黑色细纹),形成带状或片状分布在钢
板表面上。用手摸,手上将粘有黑色的污物。 6.过酸洗:钢带表面比正常酸洗后的钢板粗糙,颜色不是银白色, 而是呈现暗黑色或棕黑色。 7.停车斑:停车斑是酸洗线停车时,由于化学物质沾在钢带表面形 成大片斑迹。可分布在钢带的任何位置。 8.震纹:呈不规则波纹状,沿轧制方向可分布在整个钢带宽度上, 在轧制方向上钢带厚度有变化。 9.乳化液斑:是残留在钢带表面的裂化乳化液,随机的分布在钢带 表面,形状不规则,颜色发暗。 10.黑带:钢板表面上的黑色薄膜,呈条状或片状纵向分布,条状 宽窄不同,颜色深浅不一。 11.轧油斑:钢带表面上存在大小不等的黑色或褐色的斑痕,经退 火后一般有明显的轮廓线。 12.孔洞:钢带表面非连续的、贯穿钢带上下表面的缺陷。一般位 于钢带的中部或边部,大多呈串状分布。 13.清洗黑印:钢带经过清洗机组后,沿带钢轧制方向有表面残留 的黑色痕迹。 14.清洗液残留:经过清洗机组后,钢带表面残留的清洗液,呈片 状,退火前不明显,退火后呈现白色斑迹。 15.氧化:冷轧钢带退火后在钢带表面呈现的黄色或蓝色痕迹,罩 式炉退火后在钢带边部呈S形,在连续退火情况下,变色痕迹会均匀的分布在整个钢带表面。
软件安全缺陷检测技术最新研究进展综述 Abstract:Software security detection has become a very important work in the software industry. Fatal security vulnerabilities are caused by undefined behaviors of C/C++ language used in Safety-Critical software. This paper will give out eight kinds of new technology about the software security detection based on eight cutting-edge papers. design. 摘要:软件安全缺陷检测已经成为软件行业非常重要的一项工作。安全关键软件设计使用的C/C++语言含有大量未定义行为,使用不当可能产生重大安全隐患。本文将根据八篇前沿论文,总结提出八种比较新的软件安全缺陷检测技术和算法。 1、基于XML的软件安全检测[1] 软件静态检测是从软件代码和结构中找出安全缺陷的重要手段。从安全规则的角度,提出了基于XML(eXtensible Markup Language)中间模型的静态检测方法。该方法将C/C++源代码解释为XML中间模型,将安全规则转化为缺陷模式,利用Xquery 查询表达式对软件安全缺陷进行定位。基于该方法的原型系统检验结果表明:该方法能够有效地检测出违反安全规则的软件缺陷,并具有安全规则可定制的特点。 航天型号软件等安全关键(Safety-Critical)软件中广泛使用的C/C++语言并不是一种安全编程语言,一个重要的原因在于其标准中存在大量未定义行为和不安全用法,使用不当将产生严重的安全隐患。当前,避免这些安全隐患的通常做法是制定针对C/C++语言编程的安全子集,在编写代码阶段加以限制和规范。同时,研究开发代码静态检测工具,通过对源代码的分析自动检测安全隐患,既能提高检测效率,也可降低检测成本。 目前,国外在C/C++语言安全子集和代码静态检测方面已进行了大量的研究,定义了许多有代表性的安全子集,并设计了基于安全子集的代码静态检测工具,应用在航空、医疗以及运输[2] 等安全关键领域。例如:MISRA(Motor Industry Software Reliability Association)C/C++[3]是欧洲汽车工业软件可靠性联合会针对C/C++语言所制定的安全子集。但是,代码静态检测工具的发展却不尽如人意,例如,ITS4、Split[4-6]等代码检测工具误报率较高,且无法实现规则定制;国内相关领域研究人员在嵌入式C语言安全子集研究上也有突破性进展,例如,《GJB 5369-2005 航天型号软件C 语言安全子集》就是其中的代表,但长久以来一直缺少支持此安全子集的代码静态检测工具。对航天型号软件安全性标准《GJB 5369-2005 航天型号软件C语言安全子集》进行了深入研究,提出了相应的代码静态检测方法。通过对源代码进行语法制导的解析,利用XML(eXtensible Markup Language)在数据存储和数据交换中的优势,将源代码转化成XML中间模型。把安全子集中的每一条规则抽象为缺陷模式,使用Xquery 查询语言将缺陷模式转换成Xquery 表达式,利用Xquery 表达式查询和定位XML 中间模型中与缺陷模式匹配的节点,通过缺陷重定向机制完成缺陷从XML 中间模型到源文件中的精确定位。基于此方法开发的自动化检测工具CSV的实验表明,该方法能够有效地检测出违反安全子集的所有软件缺陷。通过系统提供的规则定制接口,也实现了安全规则的自由配置与扩展,增强了系统的实用性。 2、软件安全性测试方法研究[2] 安全性是软件质量的一个重要属性。传统上国内学者较多关注软件的失效安全性,即软件运行不引起系统事故的能力,强调的是一类安全关键软件的安全性失效可能造成重大人员伤亡、财产损失、环境污染等危险事故。对失效安全性的度量主要有建立在可靠性理论基础
带钢表面缺陷检测方法研究 学号:班级:姓名: 摘要:表面质量的好坏是带钢的一项重要指标,随着科学技术的不断发展,后续加工工业对带钢的表面质量要求越来越高。如何检测出带钢表面缺陷并加以控制,引起带钢生产企业的高度关注。本文通过对带钢表面的缺陷检测的重要性分析,讲述了国内外带钢表面缺陷检测的发展现状,并比较分析了几种检测方法,最终得出本研究的意义。由于带钢表面缺陷种类繁多,建议下一步研究工作重点放在缺陷种类识别与分类部分,以满足带钢表面缺陷的无遗漏检测。 关键词: 带钢表面缺陷缺陷检测 1.1带钢表面缺陷检测的重要性 随着生活水平的提高和生产力的发展,人们对产品质量提出了更高的要求,带钢作为机械、航天、电子等行业的原材料,用户对其表面质量的要求更加严格。影响带钢表面质量的主要因素是带钢在制造过程中由于原材料、轧制设备和加工工艺等多方面的原因,导致其表面出现的擦伤、结疤、划痕、粘结、辊印、针眼、孔洞、表面分层、麻点等不同类型的缺陷。这些缺陷不仅影响产品的外观,更严重的是降低了产品的抗腐蚀性、耐磨性和疲劳强度等性能。原料钢卷的表面缺陷是造成深加工产品废次品的主要原因。由于部分质量缺陷在出厂前不能有效地被检测出来,而在用户使用过程中被发现,造成用户索赔,不仅给企业带来巨大的经济损失,还严重影响了产品的市场形象,降低了用户对产品的信任度。因此,必须加强对带钢表面缺陷的检测和控制,这对于剔除废品、减少原料浪费、提高成材率、改善工人劳动条件都有重要意义。而如何在生产过程中检测出带钢的表面缺陷,从而控制和提高带钢产品的质量,一直是钢铁生产企业非常关注的问题。 1.2 国内外带钢表面缺陷检测方法与装置研究现状 目前带钢表面缺陷检测装置主要分为采用传统检测方法的检测装置、采用自动检测方法的检测装置和采用计算机视觉检测方法的检测装置。 1.2.1传统检测方法 非自动化的传统表面缺陷检测方法可以分为人工目视检测方法和频闪光检测法两种。05年代至06年代,冷轧带钢表面缺陷检测主要采用人工目视检测,检测者凭借肉眼观察缺陷。由于带钢轧制速度很快,人眼无法可靠的捕获缺陷信息。同时,某些高质量的带钢要求其表面缺陷小于0.5mm×0.5mm,这种微小缺陷人的视觉很难发觉,从而产生大量的漏检和误检。人工检测需要在高温、噪音、粉尘、振动的恶劣环境下进行,对人的身体和心理造成极大伤
冷轧带钢酸洗产生的问题和防止手段 所谓带钢,通常是指那种对厚度和宽度有严格限制的产品。带钢在冷状态(常温)条件下,或在再结晶温度以下,经轧制后达到塑性变形的目的,通常称为冷轧带钢,习惯上往往叫做冷带。冷轧窄带钢生产毕竟有其简便、灵活、投资少、收效快等特点。为适应我国国情,必须进一步提高冷轧窄带钢生产的技术水平。普碳钢带经酸洗、水洗和干燥后,其表面应呈灰白色或银白色。但因操作不当、酸洗工艺制度和某些机械设备不良的影响,往往会造成带钢的不同缺陷。这些缺陷主要有:酸洗气泡、过酸洗、欠酸洗、锈蚀、夹杂、划伤和压痕等。这些缺陷占冷轧产品缺陷的2%左右,其中主要是欠酸洗、过酸洗和酸洗气泡等。 (1) 酸洗气泡。酸洗气泡是由于酸与裸露的金属作用生成氢气所造成的。它在冷轧时会发生噼啪的爆炸声,它的外观特征是呈条状的小鼓泡,破裂后呈黑色细裂缝。经过轧制后,气泡裂缝会延伸扩大,致使产品的力学性能(冲击韧性)降低。 酸洗气泡产生的机理是:金属和酸产生化学反应时,生成了部分氢原子,它渗透到金属的结晶格子中,并使其变形,变形后使氢更向金属内扩散,其中一部分氢原子穿过金属并分子化,从酸液中逸出,部分氢原子的分子化在晶格变形产生的“显微空孔”边界上,或金属的夹杂及孔隙中进行,氢在空孔中的压力可达到很大值(几十兆帕),使金属中产生了引起氢脆的内应力。 防止产生气泡的措施是:调整酸液的浓度;控制酸洗时溶液的温度和带钢表面平直状态等。 (2) 过酸洗。金属在酸溶液中停留时间过长,使其在酸溶液作用下,表面逐渐变成粗糙麻面的现象称为过酸洗。 过酸洗的带钢延伸性大大降低,在轧制过程中,很容易断裂和破碎,并且造成粘辊。过酸洗的带钢即使轧制成材也不能作为成品,因为它的力学性能大大降低了。 产生过酸洗的原因是:机组连续作业中断,使酸洗失去连续性,或因带钢断带处理时间过长等。防止措施是尽量密切全机组的操作配合,保证生产正常进行。 (3)欠酸洗。钢带酸洗之后,表面残留局部未洗掉的氧化铁皮时称为欠酸洗。欠酸洗的带钢(或钢板),轻者在轧制之后产品表面呈暗色或花脸状;严重时氧化铁皮被压入呈黑斑。此外,氧化铁皮的延伸性较差,故在轧制后因延伸不均使产品出现浪形或瓢曲等缺陷。有时铁皮可能牢固地贴附在轧辊表面,直接造成轧制废品增多等。 造成欠酸洗的原因是:氧化铁皮厚度不匀,较厚部分的氧化铁皮需要较长酸洗时间,同时其中的Fe0分解成了较难溶解的Fe2O3(Fe3O4);带钢波浪度和镰刀弯较大,在酸洗过程中,起浪部分或弯起部分没有浸泡在酸液中通过,造成漏酸洗;酸洗前机械破鳞不完善,特别是带钢两边端铁皮未被破碎等。 实际生产中欠酸洗多出现在带钢的头尾段和两侧边缘。根据实测数据,欲酸洗掉大块红色铁皮需要3~4倍的酸洗黑色氧化铁皮的时间,此时已洗掉铁皮的带钢将会形成过酸洗。因此处理欠酸洗的方法是:预先平整好板形,对于铁皮较厚,而面积又不大的带钢,可采用先局部酸洗一次,而后再过酸洗线的方法去锈。 (4) 锈蚀。原料酸洗后表面重新出现锈层的现象称为锈蚀。 锈蚀形成的原因是:带钢(钢板)酸洗后表面残留少许的酸溶液,或带钢清洗后没有达到完全干燥而使表面重新生锈。此外,带钢在酸洗后于高温的清洗水中停留时间过长,也会产生锈蚀现象。 带钢锈蚀处的钢板表面在轧制之后呈暗色,它促使成品在库存时再次锈蚀,从而降低成品材的表面质量,严重时使产品报废。 防止锈蚀的措施是严格执行酸洗、清洗操作规程,及时给表面涂油,并应堆放在干燥的