机械加工生产计划问题
摘要
机械加工生产计划问题是通过分析各个变量对生产总利润的影响,利用数学知识,联系实际问题做出相应的解答和处理。根据表中数据和所给的条件,问题一我们建立了线性规划模型,对其进行分析解答,用lingo软件编程求解,得出在题设条件下最优的生产、库存、销售计划方案;问题二利用问题一的结果对产品的市场销售量上限进行灵敏性分析,得出在不改变原计划的前提下,销售量上限可以提高的最大幅度,从而得到获得最大利润的方法;问题三设备能力增加,利用每种设备生产时间的松弛变量进行分析,从而确定出购置新设备的优先顺序;问题四对模型一中每个月可以使用设备的台数,根据其松弛变量有微小变动时对总利润影响的大小,从而设计出每台设备在每个月的检修计划;问题五在问题四的基础上建立了最优设备检修计划模型,能使各设备的检修台数满足题中要求而使利润为最大。
关键词:线性整数规划最优生产方案设备检修模型
一、问题重述
机械加工厂生产7种产品(产品1到产品7)。该厂有以下设备:四台磨床、两台立式钻床、三台水平钻床、一台镗床和一台刨床。每种产品的利润(元/件,在这里,利润定义为销售价格与原料成本之差)以及生产单位产品需要的各种设备的工时(小时)如下表。表中短线表示这种产品不需要相应的设备加工。
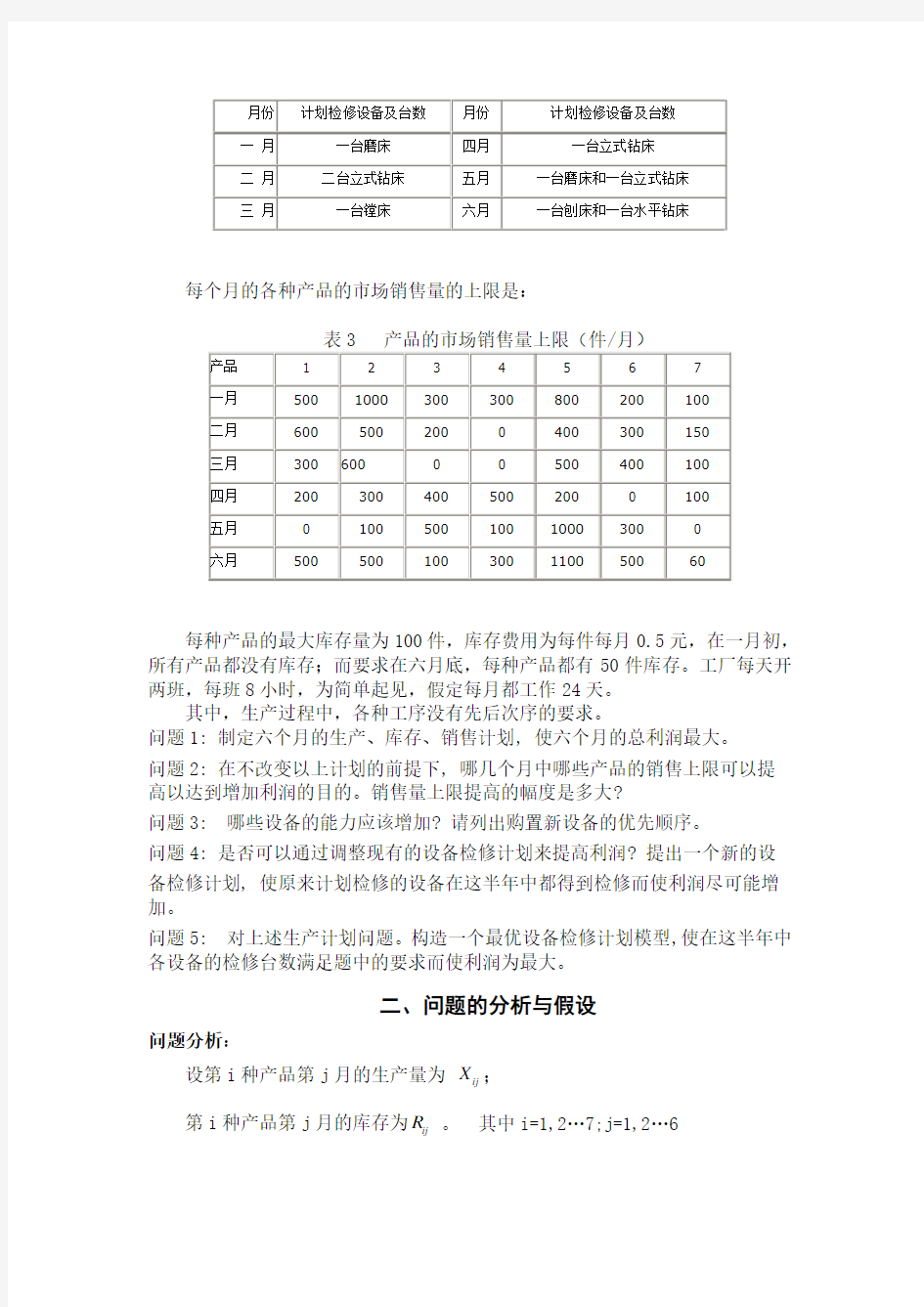
从一月份至六月份,每个月中需要检修的设备是(在检修的月份,被检修的设备全月不能用于生产):
表2 设备检修计划
每个月的各种产品的市场销售量的上限是:
每种产品的最大库存量为100件,库存费用为每件每月0.5元,在一月初,所有产品都没有库存;而要求在六月底,每种产品都有50件库存。工厂每天开两班,每班8小时,为简单起见,假定每月都工作24天。
其中,生产过程中,各种工序没有先后次序的要求。
问题1: 制定六个月的生产、库存、销售计划, 使六个月的总利润最大。
问题2: 在不改变以上计划的前提下, 哪几个月中哪些产品的销售上限可以提
高以达到增加利润的目的。销售量上限提高的幅度是多大?
问题3: 哪些设备的能力应该增加? 请列出购置新设备的优先顺序。
问题4: 是否可以通过调整现有的设备检修计划来提高利润? 提出一个新的设
备检修计划, 使原来计划检修的设备在这半年中都得到检修而使利润尽可能增加。
问题5: 对上述生产计划问题。构造一个最优设备检修计划模型,使在这半年中各设备的检修台数满足题中的要求而使利润为最大。
二、问题的分析与假设
问题分析:
X;
设第i种产品第j月的生产量为
ij
R。其中i=1,2...7;j=1,2 (6)
第i种产品第j月的库存为
ij
设
j
P 为第j 种产品单位产品的利润,则
j P =(10.00,6.00,3.00,4.00,1.00,9.00,3.00);
将该厂的设备按磨床,立式钻床,水平钻床,镗床,刨床这种顺序依次排列,则第k 种设备加工第i 种产品需要的工作时间(小时/件)为ki T ,ki T 为一个5×7
的矩阵:ki T =0.50 0.70 0.00 0.00 0.30 0.20 0.50 0.10 2.00 0.00 0.30 0.00 0.60 0.00
0.20 6.00 0.80 0.00 0.00 0.00 0.60
0.05 0.03 0.00 0.07 0.10 0.00 0.08 0.00 0.00 0.01 0.00 0.05 0.00 0.05
。
由于从一月份到六月份中每个月都有需要检修的设备,而且在检修的月份,被检修的设备全月不能用于生产,根据设备的检修计划表,再结合该机械加工厂中各种设备的台数,得出第k 种设备在第j 个月中可以使用台数的矩阵kj N ,其
中kj N 为一个5×6的矩阵:kj N =3 4 4 4 3 4 2 6 2 1 1 2
3 3 3 3 3 21 1 0 1 1 1 1 1 1 1 1 0
。
由于在每个月中每种产品都有市场销售量上限,根据产品市场销量上限可得出第i 种产品第j 月份的市场销售上限矩阵ij SC ,其中ij SC 为一个7×6的矩阵:
ij SC =500 600 300 200 0 5001000 500 600 300 100 500300 200 0 400 500 100
300 0 0 500 100 300800 400 500 200 1000 1100200 300 400 0 300 500100 150 100 100 0 60
。
1. 每种产品的最大库存量为100件,并且在6月底每种产品都有50件库存,所以可以得到库存的约束条件:
R ij 100 (1) 6i R =50 (2)
2. 每个月每种产品都有市场销售上限,根据产品生产数量与产品库存量之间的
关系,可以得出:
a .一月份:因为所有产品在月初都没有库存,所以在一月份每种产品的销售量等于该产品的生产量减去该产品的库存量;而且销售量不大于该月的销售上限,即
111i i i X R SC -≤, (i=1,2…7) (3)
b .二月份到六月份:由于产品在上个月有库存量的关系,所以,这五个月中每个月产品的销售量等于该月每种产品的生产量加上上个月的该产品的库存量再减去当月该产品库存量,并且产品的销售量不大于其当月的销售上限,即
(1)ij i j ij ij X R R SC -+-≤,
(i=2,3…7;j=1,2…6)。 (4) 3.该机械加工厂每天开两班,每班8小时,据题假定每月工作24天,则每个月
功设备加工产品的工作时间为24×2×8=384小时,得到第k 种设备在第j 个月中最大加工产品时间为384kj N ,所以是时间的限制为T kj
384ki
ji ki T
X N ?≤?∑; (5)
问题假设:
1、成本不会因为设备修检而发生改变;
2、产品的生产不会受修检方案的影响;
3、产品的生产、库存、销售均为整数;
4、生产过程中,各种工序没有先后次序的要求;
三、符号表示
1、i P :第i 种产品的单位产品利润;
2、ij X :第i 种产品在第j 个月的生产量;
3、ij R :第i 种产品在第j 个月的库存;
4、ij SC :第i 种产品在第j 个月的市场销售上限;
5、kj N :第k 台机器在第j 个月内能使用的台数;
6、ki T :第k 台机器生产第i 种产品所用的时间。
四、模型的建立与求解
问题1 制定六个月的生产、库存、销售计划,使六个月的总利润最大。
通过上面的问题分析,建立线性规划模型:
目标函数为六个月的总利润Y :
Y=()76
11
500.5ij j ij i j X P R ==??-?-???∑∑
约束条件为:
R ij ≤100 ; 6i R =50; 111i i i X R SC -≤;
(1)ij i j ij ij X R R SC -+-≤; 其中i=1,2...7;j=1,2 (6)
384ki
ji ki T
X N ?≤?∑;
其中 ij X ,ij R ,kj N 均为整数;
利用lingo 软件求解,程序如下:
model:
!机械产品生产计划 SETS:
months/mon1..mon6/; products/pro1..pro7/:P; machines/ma1..ma5/;
links(products,months):X,R,SC; number(machines,months):N; links1(machines,products):T; ENDSETS !目标函数;
max=@sum(products(i):(@sum(months(j):X(i,j))-50)*P(i))-@sum(links(i,j ):R(i,j)*0.5); !销量;
@for(links(i,j)|j#EQ#1:X(i,1)-R(i,1)<=SC(i,1));
@for(links(i,j)|j#GT#1:X(i,j)+R(i,j-1)-R(i,j)<=SC(i,j));
!库存;
@for(links(i,j):R(i,j)<=100);
@for(links(i,j)|j#EQ#6:R(i,6)=50);
!时间;
@for(number(k,j):@sum(products(i):T(k,i)*X(i,j))<=(N(k,j)*384));
DATA:
P=10 6 3 4 1 9 3;
SC=500 600 300 200 0 500
1000 500 600 300 100 500
300 200 0 400 500 100
300 0 0 500 100 300
800 400 500 200 1000 1100
200 300 400 0 300 500
100 150 100 100 0 60;
T= 0.50, 0.70, 0.00, 0.00, 0.30, 0.20, 0.50
0.10, 2.00, 0.00, 0.30, 0.00, 0.60, 0.00
0.20, 6.00, 0.80, 0.00, 0.00, 0.00, 0.60
0.05, 0.03, 0.00, 0.07, 0.10, 0.00, 0.08
0.00, 0.00, 0.01, 0.00, 0.05, 0.00, 0.05;
N=3 4 4 4 3 4
2 0 2 1 1 2
3 3 3 3 3 2
1 1 0 1 1 1
1 1 1 1 1 0;
ENDDATA
!整数约束;
@for(links(i,j):@gin(X(i,j)));
@for(links(i,j):@gin(R(i,j)));
@for(number(i,j):@gin(N(i,j)));
End
程序运行结果见附录,对运行结果的分析得到结果为:目标函数值(即六个
月的最大利润值[单位:元])为41464.00;根据结果制订了如下表所示的生产,
库存,销售计划:
问题2在不改变以上计划的前提下,哪几个月中哪些产品的销售量上限可以提高以达到增加利润的目的。销售量上限提高的幅度是多大?
因为以上规划都是在整数条件下,而我们无法在lingo中做灵敏度分析,所以我们在模型一的基础上删去整数约束条件进而用灵敏度分析来解决此问题。此时得到的最大利润为41468.0,与原来的最大利润相差为4,远远小于其最大利润,可以近似认为相等。因此,下面我们将在lingo中进行灵敏度分析,只要选择LINGO|Range就能得出关于系数变化范围的数据如附录2
我们可以从灵敏性分析的数据中得出,在何种范围内变化可以保证最优解不变,从而达到利润的最大。
下面截取对销售量上限的变化范围的灵敏性分析数据如下
Righthand Side Ranges
Row Current Allowable Allowable
RHS Increase Decrease
2 500.0000 873.9860 600.0000
3 1000.000 INFINITY 878.0000
4 300.0000 915.0000 300.0000
5 300.0000 646.6667 300.0000
6 800.0000 1388.66
7 800.0000
7 200.0000 323.3333 300.0000
8 100.0000 968.8372 100.0000
9 600.0000 INFINITY 500.0000
10 300.0000 INFINITY 300.0000
11 200.0000 2140.000 200.0000
12 0.0 60.00000 0.0
13 550.0000 1760.000 550.0000
14 500.0000 INFINITY 500.0000
15 600.0000 INFINITY 600.0000
16 300.0000 INFINITY 193.0000
17 100.0000 2.000000 98.00000
18 550.0000 INFINITY 438.3333
19 200.0000 1052.500 200.0000
20 0.0 1440.000 0.0
21 400.0000 112.5000 400.0000
22 500.0000 15.00000 112.5000
23 150.0000 INFINITY 50.00000
24 0.0 100.0000 0.0
25 0.0 100.0000 0.0
26 500.0000 713.3333 100.0000
27 100.0000 100.0000 100.0000
28 350.0000 195.5556 350.0000
29 400.0000 3140.000 500.0000
30 500.0000 INFINITY 400.0000
31 200.0000 3077.900 200.0000
32 1000.000 2168.667 1100.000
33 1150.000 INFINITY 1050.000
34 300.0000 INFINITY 200.0000
35 400.0000 830.0000 450.0000
36 0.0 50.00000 50.00000
37 300.0000 50.00000 50.00000
38 550.0000 97.77778 550.0000
39 150.0000 1403.333 250.0000
40 100.0000 INFINITY 0.0
41 100.0000 150.0000 100.0000
42 0.0 20.00000 100.0000
43 110.0000 INFINITY 10.00000
由以上数据可知:在不改变六个月的生产、库存的计划的前提下,产品的市场销售量上限可以提高的幅度从Allowable Increase 一列中得出,如:第四个月的第三种产品的销售上限可由原来的400再提高112,销售上限变为512。在增幅中出现的数值向零取整,如:第六个月第六种产品销售上限增幅为97.77778向零取整后变为97。我们可以从这些数据总结出每种产品每个月价格可以提高的最大的幅度表(单位为:元)如下:
问题3、哪些设备的能力应该增加?请列出购置新设备的优先顺序。
设备能力问题可以转化为每种设备在相同时间所得到的总利润大小问题,即把问题转化为设备工作时间松弛量分析问题。
通过分析得出,各个设备在增加一个小时的工时内所得到的总利润为六个月内产生的利润之和。(所有数值均近似取整)
截取的程序运行结果如下:
Row Slack or Surplus Dual Price
93 416.6000 0.000000
94 1261.000 0.000000
95 1446.000 0.000000
96 1251.100 0.000000
97 650.6000 0.000000
98 1074.233 0.000000
99 194.0000 0.000000
100 0.000000 100.0000
101 498.0000 0.000000
102 0.000000 3.000000
103 0.000000 1.666667
104 58.66667 0.000000
105 0.000000 1.000000
106 842.0000 0.000000
107 1152.000 0.000000
108 90.00000 0.000000
109 0.000000 0.3611111
110 0.000000 1.000000
111 241.3400 0.000000
112 314.0000 0.000000
113 0.000000 200.0000
114 307.7900 0.000000
115 255.9400 0.000000
116 328.7100 0.000000
117 336.0000 0.000000
118 344.5000 0.000000
119 384.0000 0.000000
120 365.0000 0.000000
121 318.0000 0.000000
122 0.000000 220.0000
从以上数据分析可知:当时间增加一小时时,磨床在六个月内所增加的利润为0;立钻在第二个月增加工时1小时所增加的利润为100,在第四个月增加工时1小时所增加的利润为3,在第五个月增加工时1小时所增加的利润为1.67,所以其增加的总利润为104.67;水平钻在第一个月增加工时1小时所增加的利润为1,在第五个月增加工时1小时所增加的利润为0.36,在第六个月增加工时1小时所增加的利润为1,其增加的总利润为2.36;镗床在第三个月增加工时1小时所增加的利润为200;刨床在第六个月增加工时1小时所增加的利润为220。
通过比较,按照增加相同工时所增加的总利润顺序可得,购置新设备的优先顺序从大到小为:刨床——>镗床——>立钻——>水平钻,而磨床则无须购买了。
问题4、能否可以通过调整现有设备的修检计划来提高利润?提出一个新的设备检修计划,使原来计划检修的设备在这半年中都得到检修而使利润尽可能增加。
由问题(3)分析的数据可知,磨床在每个月中松弛变量都不为0,约束条件为非紧约束,则相应的增加一个小时,其总利润不变;立式钻床在第二个月中松弛变量为0,约束条件为紧约束,每多工作一小时总利润增加100,远远大于其他月份的总利润,则其他月份的获利可不考虑。则在二月份可减少立式钻床的检修;水平钻床每多工作一小时,其总利润增加幅度不大,可不考虑;镗床在第三月份每多工作一小时总利润增加200,其他月份均为0,则镗床在第三月份可考虑不检修;刨床在第六月份每多工作一小时总利润增加220,在其他月份都为0,则刨床在第六月份可不考虑检修;根据题意,为了到达最大利润可考虑不同的计划。
得到每种设备在每个月的计划检修表如下:
(注释:1表示设备在相应的月份可以检修,0表示最好不要检修。)
根据以上分析,我们设定的检修计划为:
业生产计划管理系统的设计与实现 摘要 信息化的浪潮滚滚而来,高科技领域的信息化已经深入部署,以信息化带动工业化,以工业化促进信息化的时代号角,引领传统的企业也将建立企业信息化管理作为企业的核心竞争力。 本论文首先阐述了企业生产管理的大背景,介绍了企业ERP管理系统的现状。其次分析企业的业务流程,阐述了企业生产管理的功能需求和对软硬件的性能需求。然后具体分析了生产管理系统中各个功能模块和数据设计,最后提出如何构建一个满足企业生产管理需求的生产计划管理系统和具体实现。 关键字:企业、生产管理、生产管理系统、生产计划管理
The Design and Realization of Costume Enterprise Production Planning Management System ABSTRACT With the tide rolling of informationization, the information in the field of high tech domain has already further deployed. And the times has already clarioned that the informationization should promote the industrialization and the industrialization should stimulate the informationization as well. Responding to that, the traditional clothing industry will establish the information management as a core competitive power in the enterprise. Beginning with some information about the grand background of the production management system of the costume enterprise, this paper makes a brief introduction about the status quo of the ERP system in this field. The following module is an analysis of the business procedure of costume enterprises, together with a comment of the function demand on production management of costume enterprise and quality demand on software and hardware of the enterprise. Then there is a detailed analysis of the
机械加工生产计划问题 摘要 本文主要是利用全局最优和局部最优思想,建立优化模型,并借助于Lingo软件求出结果。在第一问中,我们求得了最终的生产、库存、销售计划,并以表格的形式附在第一问的模型求解里,求得的总利润为41464元。第二问我们利用了灵敏度分析法来求解,并在考虑到每月的最大生产量和现在的市场销售上限,综合考虑,得到了具体的每个月份每种产品需要提高销售量上限及其提高幅度。第三问我们在第一问算出的结果上,考虑到影响因子(各机床设备)对每月每种产品的生产能力的影响程度的大小,综合分析,最终得到了需要购置的设备及其优先顺序。第四问我们主要考虑的是局部最优问题,即考虑到每月的设备能力都尽可能的能满足各产品当月的生产能力,在此基础上得到了一个新的设备检修计划,经计算,此时的总利润为 49646元,比第一问的结果多出8182元,符合题意要求。第五问是在第四问分析的基础上,综合考虑各条件的情况下,编出新的程序,并借助于Lingo软件求的最终总利润为52500.5元。最后本文还对体中的模型进行了优缺点分析,并对模型进行了进一步讨论。 关键词:灵敏度分析;线性规划;计划;设备工时;影响因子 一、问题重述
机械加工厂生产7种产品(产品1到产品7)。该厂拥有以下设备:四台磨床、两台立式钻床、三台水平钻床、一台镗床和一台刨床。这五种设备共同完成七种产品从一月份到六月份的生产,并且这期间设备需要有检修计划,每个月各种产品的销售是有上限的,每种产品的库存量有限,工作时间有限,根据这些情况 (1) 制定六个月的生产、库存、销售计划,使六个月的总利润最大? (2) 在不改变以上计划的前提下,哪几个月中哪种产品的销售上限可以提高已达到增 加利润的目的。销售上限提高的幅度是多大? (3) 哪些设备的能力应该增加?请列出购置新设备的优先顺序。 (4) 是否可以通过调整现有设备的检修计划来提高利润?提出一个新的检修计划,是 原来计划检修的设备在这半年中都得到检修而使利润尽可能增加。 (5) 对上述生产计划问题,构造一个最优设备检修计划模型,使在这半年中各设备的 检修台数满足题中的要求而使利润为最大。 二、问题假设 1. 每天每台机器从工人工作的同时开始工作,即机器工作时间和工人工时相等,并且当月所有不需要检修的机器在工作中不会出现故障,影响生产。 2. 每月所能生产的产品必须在当月完成,即当月生产无半成品。 3. 产品库存费用按月结算,并在月底结算。 4. 如果产品在上月有剩余,则该产品的库存量在下一月的销售中优先售完。 5. 当月生产的产品量在不超过销售量上限时,该产品均能销售出去。 6.不考虑检修设备所需要的维修费用和设备在运行中所花费的用电等费用。。 三、符号表示 (1,2,7;1,2,,6)ij x i j == 表示第i 种产品在第j 月的生产件数 (1,2,7;1,2,,6)ij c i j == 第i 种产品在第j 月的库存件数 (1,2,7;1,2,,6)ij n i j == 第i 种产品在第j 月的销售量 (1,2,,6)j m j = 每月销售产品的净利润 (1,2,,7)pi i = 每种产品的单位利润 (1,2,6)j d j = 每月需要检修的机器数量
河北机电职业技术学院 机械制造技术 课程设计说明书 设计题目设计杠杆零件的机械加工工艺工艺程 班级 学号 设计者 指导老师 目录
一,分析零件的作用————————————————二,零件的工艺分析————————————————三,确定生产类型—————————————————四,确定毛坯及毛坯图———————————————五,机械加工工艺过程设计—————————————(一)选择定位路线————————————————- (二)制定工艺路线————————————————六,机械加工余量工序尺寸及毛坯尺寸确定——————七,工时计算———————————————————八,机械加工工艺过程卡片—————————————九,机械加工工序卡————————————————十,参考文献——————————————————— 课程设计任务书 ———机械制造技术工艺设计任务书
设计题目:杠杆的机械加工工艺规程 设计内容:1,产品零件图 1张 2,产品毛坯图 1张 3,机械加工工艺过程卡 1份 4,机械加工工序卡 1套 5,说明书 1份 6,设计心得体会 1份 序言 机械加工与制造课程设计时我们读完大学的全部基础课,技术基础课以及大部分专业课之后进行的,这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论
联系实际的实训。因此,它在我们的大学学习生活中占重要的位置。就我个人而言,我希望通过这次课程设计对自己将从事的工作进行一次适应性的训练,从中锻炼自己分析问题,解决问题的能力。 由于能力有限,设计中必然会存在许多不足和错误之处,恳请各位老师给予批评和指正! 一、零件的分析 (一)零件的作用 题目所给定的零件是连杆,它是连接活塞和曲轴的中间部件,主要作用是将活塞的直线往复运动转变成曲轴的回转运动。 (二)零件的工艺分析 杠杆的加工共有两组,它们相互间有一定的尺寸和位置要
浅议切削用量对加工精度的影响 机械零件的加工必须要保证零件达到图样的要求,满足其加工精度。而尺寸精度、形位精度和表面粗糙度是检验零件加工精度最主要的三个方面。三者任何一项达不到要求都会造成零件质量的下降或报废等问题。其中形状和位置精度可以通过设备,夹具,刀具,工艺等来加以保证,而尺寸精度和表面粗糙度的控制就成了很多人较为伤脑筋的难点!他们往往控制了表面粗糙度,尺寸精度却超差了,而控制了尺寸精度后,表面粗糙度又下降了。本人通过多年的实践总结及潜心研究,知道了造成零件加工误差的因素很多,以下是机械零件在切削加工时造成尺寸误差的原因分析,也是我综合较多书本资料后再结合自己的理解汇总叙述的(仅以车削加工为说明对象)。 1、尺寸计算错误或刻度盘操作错误 这里包含看错图纸;图纸尺寸链计算错误;机床刻度盘松动(不能与手柄作同步运动);操作刻度盘时,未消除其传动间隙等几个方面。 2、量具误差或测量技术误差 这里包含使用量具前未校准量具和没有正确学会使用量具造成的:
比方说常用量具游标卡尺的使用,其尺身上锁紧螺钉的松紧度是影响测量误差的关键因素;使用千分尺时,测量力的手感也很关键;测量时的量点位置是否正确和阅读数值时的视线是否正对刻线等等也会有误差。 以上两方面的误差是初学者容易产生的,下面的几方面的误差因隐蔽性较大,所以不容易引起切削加工人员注意,有时即使我们注意了,也不容易把握它的度。 3、刀具角度误差和刀具磨损钝了产生误差 刀具角度对切削加工的多方面影响都很大,刀具角度要根据其本身材料结合工件材料和加工性质等多方面综合选择的。刀具角度的改变对切削刃口的锋利程度,切削力的大小,切屑厚薄和切屑变形的大小,表面粗糙度的优劣影响都比较明显,对刀尖强度和散热性能的影响也较突出,但是其对尺寸精度的影响是比较隐蔽的,如刀具磨损钝了产生尺寸误差和刀尖装得是否对准机床的旋转中心,对尺寸和表面粗糙度的影响也是比较大的,在数控机床加工中,书上曾经特别提到过车刀要严格对准中心这一点。 4、加工系统的刚性不足导致误差; 加工系统的刚性包含机床、工件和刀具三个方面。机床的功率与切削
生产计划与控制研究报告 摘要 企业生产运作管理战略是企业为求得生存和发展,对生产经营活动的发展方向和和重大问题所做的长远的和全局性的规划。企业生产管理的战略是企业的职能战略,对企业的发展具有深远的影响,它决定出产出什么,如何组合不同的产出品种,为此需要投入什么,如何优化配置所需要投入的资源要素,如何设计生产组织方式,如何确定竞争优势等,重视企业生产运作管理战略,对于提高企业的竞争力具有重要的意义。 一、背景 进入二十一世纪,中国的经济体制正在从计划向市场体制转变,随着市场的进一步扩大,企业的生产任务非常繁重,时间要求非常紧,能否满足用户急需和产品配套是对企业的最大挑战。而作为企业管理的首要职能,并以适应快速变化的市场需求、降低企业成本为最终目的,以实现提升企业竞争实力为最终目标的生产经营计划管理工作也被摆在了非常重要的位置。改革、夯实现行生产计划管理机制,强化、创新生产计划管理新思路、新模式,已成为企业生产计划管理的关键。以科技创新为动力,转变发展观念,创新发展模式,提升生产力,构建和谐企业,实现更快更好地发展已成为企事业单位当前的重要任务。 二、生产计划管理的概念 生产计划管理是对企业日常生产活动的计划、组织和控制,是和产品制造密切有关的各项管理工作的总称。生产类型的确定,生产过程的组织,生产能力的核定,生产计划和生产作业计划的制定与执行,日常生产的生产准备。在制品和半成品管理、生产调度、生产进度控制以及生产作业核算等等,以实现企业生产活动预期目标。 三、现状与问题 1.投产时间滞后、生产加工周期无法保证。目前,各企业生产部门投产的依据是以与订购单位的签定合同为准,但由于种种现实原因,合同的签订过程是一个相对复杂的过程,签订时间也总是相对滞后,这种起点滞后的状态造成了我们正常生产加工周期无法保证的局面。从投产开始,由于时间已经不能正常保证,再加之基础数据的缺乏、过程控制监管不到位,大家虽然加班加点,疲劳作战,但仍然错误难免,给计划部门造成了非常被动的局面。 2.生产计划管理流程不规范、奖惩不分明。长期以来的计划经济体制,使企业追求大而全、小而全,企业包袱越背越重,变成一头“笨象”,造成生产成本高、劳动生产率低下。再加之因为没有完善的管理流程制度,将直接影响事态变化的不同,这种随意的处理问题方式,没有说服力、不能做到严格按流程办事。同样的问题,因为参与人之间个性和思维方式的不同,将会出现不同的处理结果。 3.信息不共享,数据到处找;库存堆得高,资金占不少。面对企业里各方面的信息,由于没有一个共同的语言环境和平台,造成计划投产部门、生产厂、工艺编制中心、物资供应中心、及相关专业科室各自为政。同样的产品、同样的数据信息,却因为信息不能共享、软件互不兼容等问题而需要多个部门重复输入。这种工作现状导致各个部门之间的工作衔接非常困难,再加之数据信息质量参差不齐、数据准确性不能保证,造成了人力、精力包括财力等诸多方面的浪费。
一、机械加工行业现状 机械制造业在生产管理上的主要特点是:离散为主、流程为辅、装配为重点。机械制造业的基本加工过程是把原材料分割,大部分属于多种原材料平行加工,逐一经过车、铣、刨、磨或钣金成型等加工工艺,成为零件,然后组装制成为产品的装配式复杂多步骤生产。生产管理特点如下: ?生产方式:专用设备生产以按订单生产为主,按订单设计、按订单装配和按库存生产为辅;通用设备生产以按订单生产和按库存生产相结合,按订单设计、按订单装配为辅。?生产批量:根据机械产品结构和生产批量的不同,可分为单件小批量生产,多品种、中小批量生产和大量流水生产3种类型。传统上装配车间多属于中小批量生产类型,零部件生产车间则多属于多品种中小批量生产类型或大批量生产类型。 ?产品配置复杂,BOM层次多,边设计边生产,且首件生产周期长,工过程艺变更对生产计划影响较大。制造工艺复杂,加工工艺路线具有很大的不确定性,一种零部件或产品可以有多种工艺并存,生产过程所需机器设备和工装夹具种类繁多。 ?订单多数按项目型接单制造方式,整个生产运营过程,按项目号、产品型号、零部件进行单件跟踪和成套控制。 ?生产计划:产品结构复杂,制造工艺复杂,产品中各部件制造周期长短不一和产品加工工艺路线的不确定性,造成管理对象动态多变,因此为了保证产品成套、按期交货,又要尽可能减少在制品积压,导致生产物资管理工作十分复杂,需要从每一产品的交货期倒推,周密安排各部件、零件、毛坯的投入/产出数量和时间;生产计划的制订与车间任务工作繁重,影响生产过程的不确定因素多,导致制订生产、采购计划困难。 ?产品零部件加工采用自制和委外加工结合模式,中间部分工序由于工艺特性需要委外加
金属的切削加工 摘要:金属切削加工过程中刀具与工件之间相互作用和各自的变化规律是一门学科。在设计机床和刀具﹑制订机器零件的切削工艺及其定额﹑合理地使用刀具和机床以及控制切削过程时﹐都要利用金属切削原理的研究成果﹐使机器零件的加工达到经济﹑优质和高效率的目的。金属的切削加工主要内容包括金属切削中切削力和切削功、切削热和切削温度、刀具的磨损机理和刀具寿命、切削振动和加工表面质量、切屑的形成和变形等。 关键词:刀具机床切削原理切削加工切削热与切削温度 切削原理 工件与刀具之间相互滑移即表示金属切削的剪切变形经过这种变形以后,切屑从刀具前面上流过时又在刀、屑界面处产生进一步的摩擦变形。通常,切屑的厚度比切削厚度大,而切屑的长度比切削长度短,这种现象就叫切屑变形。金属被刀具前面所挤压而产生的剪切变形是金属切削过程的特征。由于工件材料刀具和切削条件不同,切屑的变形程度也不同,因此可以得到各种类型的切屑。 机械加工设备 机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。按被加工的工件处于的温度状态,分为冷加工和热加工。一般在常温下加工,并且不引起工件的化学或物相变化,称冷加工。一般在高于或低于常温状态的加工,会引起工件的化学或物相变化,称热加工。冷加工按加工方式的差别可分为切削加工和压力加工。热加工常见有热处理,煅造,铸造和焊接。 各种设备繁多,笼统的称:热处理设备、锻造设备、铸造设备、焊接设备、金属切削机床、压力机等等。金属切削机床大的类别有:车、钻、镗、磨、齿轮加工、铣、刨、拉、专用机床等等,一般以车床和铣床应用较广泛。 刀具种类及材料 金属切削过程是通过刀具切削工件切削层而进行的。在切削过程中,刀具的刀刃在一次走刀中从工件待加工表面切下的金属层,被称为切削层。切削层的截面尺寸被称为切削层参数。此外,在切削层中需介绍一重要概念-背吃刀量ap,对于外圆车削,它指已加工表面与待加工表面间的垂直距离。 金属切削刀具一般有45度车刀,90度车刀,镗刀,铰刀,拉刀,铣刀等,一般情况的加工车刀和铣刀应用较多,所以以下内容多以车刀为主。
机械加工误差的综合分析 ------统计分析法的应用一、实验目的
运用统计分析法研究一批零件在加工过程中尺寸的变化规律,分析加工误差的性质和产生原因,提出消除或降低加工误差的途径和方法,通过本实验使同学能够掌握综合分析机械加工误差的基本方法。 二、实验用仪器、设备 1.M1040A型无心磨床一台; 2.分辨率为0.001mm的电感测微仪一台; 3.块规一付(尺寸大小根据试件尺寸而定); 4.千分尺一只; 5.试件一批约120件, 6.计算机和数据采集系统一套。 三、实验容 在无心磨床上连续磨削一批试件(120件),按加工顺序在比较仪上测量尺寸,并记录之,然后画尺寸点图和X---R图。并从点图上取尺寸比较稳定(即尽量排除掉变值系统性误差的影响)的一段时间连续加工的零件120件,由此计算出X、σ,并做出尺寸分布图,分析加工过程中产生误差的性质,工序所能达到的加工精度;工艺过程的稳定性和工艺能力;提出消除或降低加工误差的措施。
四、实验步骤 1. 按被磨削工件的基本尺寸选用块规,并用气油擦洗干净后推粘在一起; 2. 用块规调整比较仪,使比较仪的指针指示到零,调整时按大调---微调---水平调整步骤进行(注意大调和水平调整一般都予先调好),调整好后将个锁紧旋钮旋紧,将块规放入盒中。 3. 修正无心磨床的砂轮,注意应事先把金刚头退后离开砂轮。将冷却液喷向砂轮,然后在按操作规程进刀,修整好砂轮后退刀,将冷却液喷头转向工件位置。 4. 检查磨床的挡片,支片位置是否合理(如果调整不好,将会引起较大的形变误差)。对于挡片可通过在机床不运转情况下,用手将工件沿着支片紧贴挡片前后推动,同时调整前后螺钉,直至工件能顺利、光滑推过为宜。 5. 按给定尺寸(Φd-0.02)调整机床,试磨五件工件,使得平均尺寸应保证在公差带中心稍偏下为宜,然后用贯穿法连续磨削一批零件,同时用比较仪,按磨削顺序测量零件尺寸并记录之。 6. 清理机床,收拾所用量具、工具等。 7. 整理实验数据,打印做实验报告。 五、实验结果及数据处理 该实验选用M1040A型无心磨床和块规一付 (1)实验原始数据
简答题 1、预测工作的步骤有哪些? 答: 1.明确预测的对象与有关的预测要求; 2.确定预测期的长短; 3.选择预测方法; 4.收集与分析数据资料; 5.进行预测; 6.对预测过程进行监控。 2、简述什么是综合计划 答:综合计划:是对劳动力水平、工作时间、库存及积压订单进行权衡的计划活动。目标是以最少的成本实现企业的生产能力和产品市场需求之间的平衡. 3、简述什么是德尔菲法 答:德尔菲法:挑选专家;开始第一轮函询调查。即向专家寄去一些背景材料,并提出所需预测的具体项目。由专家回答问题,通过对专家的各种回答进行综合整理,把主要相同的结论统一起来,剔除次要及分散的事件。然后将整理结果反馈给各位专家,进行第二轮函询。各位专家对整理结果加以评价,修正原来的预测值,对预测目标重新进行预测。 4、制定生产作业计划的基本要求是什么? 答: 1.确保实现已确定的交货期 2.减少作业人员和设备的等待时间 3.使作业加工对象的流程时间最短 4.减少在制品的数量和停放时间 5.标准化基本原理是什么? 答:统一、简化、最优。同类产品统一参数,统一计量单位,采用优先数列;简化规格品种;进行优化设计,取得最好经济效益。 6、生产调度工作的原则是什么 答: 1.计划性:以生产作业计划为依据 2.统一性:给调度部门权力,保证调度指示和命令的统一性,防止出现多头指挥的现象。 3.预防性:调度工作要以预防为主。 7、简述企业计划的种类和内容 答:企业的计划按计划期的长短可分为长期计划、年度计划和作业计划。 按业务内容分为生产计划、质量计划、人力资源计划、采购计划、财务计划、销售计划等。按范围可分为企业计划、车间计划、工段计划、班组计划及机台计划。 8、合理组织生产过程有哪些基本要求? 答:合理组织生产过程的基本要求是 (1)生产过程的连续性。 (2)生产过程的比例性。 (3)生产过程的节奏性。 (4)生产过程的柔性。 9、生产作业计划工作的内容有哪些?
浅析影响机械加工精度的因素 二零零九年六月十二日 浅析影响机械加工精度的因素 摘要在机械加工过程中,往往有很多因素影响工件的最终加工质量,如何使工件的加工达到质量要求,如何减少各种因素对加工精度的影响,就成为加工前必须考虑的事情,也就是要对影响机械加工精度的因素进行分析。本文结合自己几年的车间实践经验,就影响机械加工精度的因素作一阐述。 关键词加工精度误差 在机械加工过程中,往往有很多因素影响工件的最终加工质量,如何使工件的加工达到质量要求,如何减少各种因素对加工精度的影响,就成为加工前必须考虑的事情,也就是要对影响机械加工精度的因素进行分析。 一、概述 1. 加工精度与加工误差:加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数的符合程度。 2.加工经济精度:由于在加工过程中有很多因素影响加工精度,所以同一种加工方法在不同的工作条件下所能达到的精度是不同的。某种加工方法的加工经济精度不应理解为某一个确定值,而应理解为一个范围,在这个范围内都可以说是经济的。 3. 原始误差:工艺系统的原始误差主要有工艺系统的几何误差、定位误差、工艺系统的受力变形引起的加工误差、工艺系统的受热变形引起的加工误差、工件内应力重新分布引起的变形以及原理误差、调整误差、测量误差等。 4.研究机械加工精度的方法:分析计算法和统计分析法。 二、工艺系统集合误差 1.机床的几何误差加工中刀具相对于工件的成形运动一般都是通过机床完成的,因此,工件的加工精度在很大程度上取决于机床的精度。机床制造误差对工件加工精度影响较大的有:主轴回转误差、导轨误差和传动链误差。机床的磨损将使机床工作精度下降。1) 主轴回转误差,机床主轴是装夹工件或刀具的基准,并将运动和动力传给工件或刀具,主轴回转误差将直接影响被加工工件的精度。2) 导轨误差,导轨是机床上确定各机床部件相对位置关系的基准,也是机床运动的基准。除了导轨本身的制造误差外,导轨的不均匀磨损和安装质量,也使造成导轨误差的重要因素。导轨磨损是机床精度下降的主要原因之一。3) 传动链误差,传动链误差是指传动链始末两端传动元件间相对运动的误差。一般用传动链末端元件的转角误差来衡量。 2.刀具的几何误差刀具误差对加工精度的影响随刀具种类的不同而不同。采用定尺寸刀具成形刀具展成刀具加工时,刀具的制造误差会直接影响工件的加工精度;而对一般刀具(如车刀等),其制造误差对工件加工精度无直接影响。 3.夹具的几何误差夹具的作用时使工件相当于刀具和机床具有正确的位置,因此夹具的制造误差对工件的加工精度(特别是位置精度)有很大影响。 三、定位误差 1.基准不重合误差:定位基准与设计基准不重合时所产生的基准不重合误差,只有在采用调整法加工时才会产生,在试切法加工中不会产生。 2.定位副制造不准确误差:工件在夹具中的正确位置是由夹具上的定位元件来确定的。基准不重合误差的方向和定位副制造不准确误差的方向可能不相同,定位误差取为基准不重合误差和定位副制造不准确误差的矢量和。
机械加工定位误差分析及菱形销设计 如前所述,为保证工件的加工精度,工件加工前必须正确的定位。所谓正确的定位,除应限制必要 的自由度、正确地选择定位基准和定位元件之外,还应使选择的定位方式所产生的误差在工件允许的误 差范围以内。本节即是定量地分析计算定位方式所产生的定位误差,以确定所选择的定位方式是否合理。 使用夹具时造成工件加工误差的因素包括如下四个方面: ( 1 )与工件在夹具上定位有关的误差,称为定位误差Δ D ; ( 2 )与夹具在机床上安装有关的误差,称为安装误差Δ A ; ( 3 )与刀具同夹具定位元件有关的误差,称为调整误差Δ T ; ( 4 )与加工过程有关的误差,称为过程误差Δ G 。其中包括机床和刀具误差、变形误差和测量 误差等。 为了保证工件的加工要求,上述误差合成后不应超出工件的加工公差δ K ,即 Δ D + Δ A + Δ T + Δ G ≤δ K 本节先分析与工件在夹具中定位有关的误差,即定位误差有关的内容。 由定位引起的同一批工件的设计基准在加工尺寸方向上的最大变动量,称为定位误差。当定位误差,一般认为选定的定位方式可行。 Δ D ≤ 1/3 δ K 一、定位误差产生的原因及计算 造成定位误差的原因有两个:一个是由于定位基准与设计基准不重合,称为基准不重合误差(基准 不符误差);二是由于定位副制造误差而引起定位基准的位移,称为基准位移误差。
(一)基准不重合误差及计算 由于定位基准与设计基准不重合而造成的定位误差称为基准不重合误差,以Δ B 来表示。 图 3 -61a 所示为零件简图,在工件上铣缺口,加工尺寸为 A 、 B 。图3-61b 为加工示意图,工件以底面和 E 面定位, C 为确定刀具与夹具相互位置的对刀尺寸,在一批工件 的加工过程中 C 的位置是不变的。 加工尺寸 A 的设计基准是 F ,定位基准是 E ,两者不重合。当一批工件逐个在夹具上 定位时,受尺寸S ±δ S /2 的影响,工序基准 F 的位置是变动的, F 的变动影响 A 的大小,给 A 造成误差,这个误差就是基准不重合误差。 显然基准不重合误差的大小应等于定位基准与设计基准不重合而造成的加工尺寸的变动 范围,由图3-61b 可知: Δ B =A max-A min =S max-S min= δ S S 是定位基准 E 与设计基准 F 间的距离尺寸。当设计基准的变动方向与加工尺寸的方向相同时, 基准不重合误差就等于定位基准与设计基准间尺寸的公差,如图3-61 ,当S 的公差为δ S ,即 Δ B = δ S (3-2 ) 当设计基准的变动方向与加工尺寸方向有一夹角(其夹角为β)时,基准不重合误差等于定位基准
工程机械行业生产计划管理 [摘要]本文根据工程机械行业的现状,结合TOS约束理论和工程机械行业的生产特点,分析工程机械行业计划管理的特点和现状,重点对TOS约束下的工程机械行业生产计划、能力平衡、生产排程、配送管理等进行分析和阐述,提出工程机械行业的生产计划管理模式和方案。 [关键词]工程机械;生产计划;TOS约束;能力平衡;生产排程
第一章绪论 1.1工程机械行业生产计划管理的背景 中国工程机械行业经过几十年的努力已经具有相当的规模,积累了大量的技术和经验。随着世界经济一体化的形成,由于中国潜在的巨大市场和丰富的劳动力资源,国外的技术、资金、产品大量涌入中国,中国工程机械企业面临前所未有的国内外激烈的竞争局面。竞争要求企业产品更新换代快、产品质量高、价格低、交货及时、服务好。而这些市场竞争的特性又与企业管理的模式、管理方法、管理手段、组织结构、业务流程密切相关[1]。如何缩短差距,提升管理水平,进一步提升中国工程机械企业的竞争力,成为摆在中国工程机械行业面前的重要课题。 企业研发、生产、供应链、营销、服务和财务管理等活动,构成了一个企业管理活动的价值链。在计划、组织、领导、控制四大管理职能之中,计划职能是管理的首要职能,生产计划则是企业计划管理中的重点,因为生产计划管理可以创造出企业最优的生产力。但是,由于行业不同,生产计划具有明显的行业特性。比如,制药、薄膜、化工企业的生产管理模式与工程机械企业就有巨大差异。工程机械企业的生产模式是典型的离散制造模式,其生产计划具有明显的行业特性。 面对如此复杂的离散制造管理,在纯人工管理条件下,生产计划的管理模式落后,成本计算不准确,信息分散、不及时、不准确、不共享,业务流程不合理,业务流程的管理和控制不规范,随意性大,缺乏标准化、规范化、制度化、程序化、数据化的管理,管理的优劣因人而异,当企业发展到一定的规模时,上述特点使生产管理非常困难,生产计划与控制根本无法有效指导生产 1.2工程机械行业生产计划管理特点和现状 工程机械行业的生产计划是生产管理活动的中枢,是生产系统运行管理最基本的日常工作,正确与有效的生产计划管理是提高生产有效性与经济性的根本保证[2]。对生产进行计划管理是企业实现内部科学、系统、有效管理最重要的环节,对降低制造成本起着关键作用,是企业实现精益生产的基础。 工程机械行业经常无法准时交货,更多的交货期满足都是依赖库存出货,企业往往开足马力拼命生产备足库存,订单波动、产能不均、计划失控成为很多工厂的顽疾,计划形同虚设;但客户的计划常常变更,即便库存很高,也常常无法满足客户需要,太多的紧急出货,常常缺料;产序失调,招致人、机、设备、物料配合不佳,质量无法保证,退货量太高,太多的跟催,太多订单无法整批出货经常不能如期交货,最终客户流失,企业损失惨重,其根本原因是计划管理没有完全到位。 现行生产计划管理中存在诸多问题,很多企业的生产计划是一个静态的、分散的、不连续的、按台套的计划,不能进行合理的通用件合并,缺乏科学的计划政策、批量政策、储备政策、提前期等生产计划参数。由于计划方式落后,造成很多企业的生产周期长,库存在制品储备高,流动资金占用大,不能准时交货,多数企业执行月计划,滚动计划,计划较粗,上下工序缺乏精确的衔接,由于在制品、库存、物料定额数据不及时,不准确,计划的准确性差;由于计划管理不周,造成生产不均衡,零件成套率差,不能按时交货,生产调度工作量大,天天抢缺件,这些是大多数工程机械企业普遍存在的问题[3]。 考察了很多工程机械制造企业,发现一个有趣的现象,不论企业上erp还是没上erp,车间里、装配线上、加工线上的作业计划、生产过程的调度和管理仍然是在用最初最原始的那种老方式——多数时候是人的经验,有时候是感觉在起作用,加上少量的以excel 为工具的报表运算,虽老虽笨但是有效。erp功能再强、管得再宽似乎也管不到这里。结果,表面风风火火的erp与企业最关键的运转过程发生了断层,从这个断层衍生出来的一大堆问题成为众家erp难解之死结[4]。最关键的是,企业生产调度是对企业最底层的生产资源——人员、设备、场地、配送等,按照它们的能力进行合理安排。但是上层的erp无论干什么事情都不去考虑这些资源和它们的能力,或者假设生产能力无限,或
1零件加工工艺方面的机械数控加工编程技术为了提升零件的精 密度,提高机械零件加工的效果和质量,人们将先进的生产设备和科学技术应用到机械设备中,从而保障机械设备的运行达到预期的使用 效果。其中应用数控加工技术编程技术可以优化机械零部件的 加工工艺,有利于研究分析与刀具设备相关的工艺信息,有利于人们用相关软件编程程序对复杂的机械零部件加工处理的时候对整个机 械加工程序优化处理,保障其质量。11刀具的选择在进行零部件加工时,数控铣削加工工艺发挥着十分重要的作用,因为它会影响机械零部件的加工成本,影响整个机械加工的质量。作为数控铣削加工工艺的主要设备,刀具的选择就十分的重要。目前常用的刀具包括锥度铣刀、刀铣刀、以及圆角立铣等,不同的刀具在不 同的应用过程中有着不同的使用效果,所以在选择刀具的时候,必须有一定的原则。首先,在选择刀具类型时应该考察其被加工型 面形状。再次,选取刀具时应采用从小到大的原则并考虑型面 曲率的大小。最后,尽可能选择圆角铣刀进行粗加工。111考虑被加工型面形状为了保障被加工面的加工质量,在加工机械零部件时,有时也会对凹形进行精细加工处理,一般情况下,处理工具是 球头刀。然而,在加工凸形面时,人们一般都是用平端立铣刀 作为加工工具。但是也有用圆角立铣刀工具进行加工的情况, 就是如果人们明确要求凸形面的加工质量。112考虑从小到大的原则在进行机械零部件加工处理时,不能只使用一把刀具,因为机械型腔存在许多不同的曲面类型。为了顺利完成整个机械加工
处理过程,就必须在处理时采用从小到大的原则。这样可以在对机械零件进行加工时有效避免明显的质量问题,还可以提升机械零件的加工效益。113考虑型面曲率的大小为了保障机械零件的 加工的精度,在进行机械零件精加工时,就应该用半径较小的刀具进行处理,尤其在进行拐角加工时,施工人员选择刀具时是根据型面曲 率大小进行选择,并且必须严格按照规范要求进行控制。114考虑圆角铣刀进行粗加工一方面,选用圆角铣刀进行粗加工,相比平端立铣刀留下较为均匀的精加工余量,而相比球头刀有更好的切削条件。另一方面,在切削过程中,圆角铣刀可以在工件与刀刃接 触的90度以内的范围的切削变化比较连续。12刀具的切入与切出由于机械加工型腔十分复杂,所以在机械加工数控铣削中,为了完成机械零部件的加工,需要经常更换不同的刀具。在精加工过程中,加工表面质量的差异往往受到切出和切入时的切削方式的变 化的影响。因此,应该加强对刀具切出切入方式的选择。在粗加工过程中,每次加工完成后留下的余量的几何形状不会相同,如果在下次尽进刀时选择不正确的切入方式,就非常容易造成裁刀事故。软件提供的切入切出方式包括圆弧切入切出工件、刀具以斜线切入工件、刀具通过预加工工艺孔切入工件、以螺旋轨迹下降方式刀具切入工件以及刀具垂直切入切出工。切削方式最常用的,最简单的方式便是刀具垂直切入切出,可用于机械型腔侧壁的精加工以及从工 件外部切入的凸模类工件的精加工和粗加工。凹模粗加工最常用的下刀方式是将预加工工艺孔切入工件;较软材料的粗加工常用刀
浅析机械加工误差以及措施 随着现代机械加工技术的发展,产品质量越来越高,产品与标准尺寸的误差越来越小,机械生产加工过程中所产生的各种不可避免的误差变成了衡量机械加工技术质量的重要标准。那么生产过程中的误差究竟意味着什么,为什么会产生这些误差呢?现代机械加工技术手段又对误差有怎样的解决办法呢?笔者就以上几方面问题进行了简单的分析阐述。 标签:机械加工;生产误差;技术措施 1 机械加工精度 机械加工产品实际的形状、大小尺寸、位置以及其他相关数据跟规定的几何参数的统一度,被称之为机械加工精度。计划参数与实际数据之间的不同我们把它叫做机械加工生产误差,误差是机械加工精度的一个侧面映像,如果加工误差较大,那么机械加工精度相对而言比较低,反之则很高。加工精度主要从如下几个方面检查考量,首先要检测机械加工产品的大小与标准尺寸之间的测量差;其次要观察比对机械加工产品的形状是否与标准几何图形存在差异,最后还要检测机械加工产品表面的位置精度。由于机械化生产是大批量的生产加工过程,即使由同一个机床所生产出来的产品也会不尽相同,机器的磨损,生产过程中产生的热量导致机械产品的塑性形变不在控制范围之内,机械加工切割工具的磨损,磨削过程中产生的振动都会对机械产品在大小,位置和形状上有所不同,这些加工误差是不可避免的,但是,我们一定要将生产误差严格控制在允许误差范围之内,以防不合格、劣质产品的产生,要在保障产品质量的同时不断的提高生产效率,节约能源,使经济效益达到最大化。 2 误差产生的因素 第一、机床的几何误差。现代化数控机床掌控着整个机械加工产品的生产过程,产品的加工精度也就不可避免的承受着机床生产误差所带来的影响,随着机床日日夜夜的使用,机床自身会受到不同程度的损耗,机床的工作精细程度也就会随之减弱,另外,机床的轴承运转部件主要负责固定需要加工的机械生产零件以及切割磨削要用的基本工具,当轴承运转时产生误差就会直接将这种误差传递给切割工具或者是产品,切割过程中产生的磨损或者工具选择不当,都会给机械加工生产过程中带来误差;机床上的各种加工工具能够有序的进行运转,导轨起到了决定性的作用,根据导轨的安装使用,我们才可以精准的确定其他机械设备的位置,自然地导轨固有的质量性能是产生误差的重要原因,但是也不可排除在使用过程中的损耗所造成的误差甚至在导轨安装过程中所出现人为的问题;传动设备的不停运转,对零部件传输过程中所产生的运动以及受力都可能产生误差,尤其值得注意的是传动设备通常都是通过传动链条收尾部分的机械部分误差来判断的。 第二、切割工具的几何误差。切割工具是机械加工生产机床中的重要组成部
生产计划的编制和应用 摘要:一个生产物流作业计划依赖于制造过程的构成。根据制造过程、制造的生产工艺、规模、专业化和协作化水平,制定生产过程的物流计划,并进行有效控制,使整个生产物流过程达到连续性、平行性、节奏性、比例性和适应性。随着科学技术的不断发展,以及贸易阻力的不断减少,各企业之间的竞争日益加剧,因此,如何缩短生命周期,提高生产效率和物料需求,杜绝浪费,降低成本成为了一个重要的课题。 关键词:生产计划;编制过程;主生产计划;物料需求;作业计划; 一、生产计划 生产计划是一个系统,它包括预测职能、需求管理、中期生产其计划、生产作业计划、材料计划和能力计划等相关计划职能,并以生产控制信息的迅速反馈链接构成一个复杂系统。制造业企业的生产计划一般来说可以分三个层次:综合计划,主生产计划和物料需求计划。我想要介绍的是烟草企业的生产计划和物料清单。草行业是混合型生产的企业。卷烟生产的制丝阶段属于流程制造型生产方式,通过设计烟叶配方、香精香料配方和生产工艺流程,进行烟丝加工;而卷接包阶段则具有离散型装配的特征,针对离散过程的装配要求进行选择主要材料和规格等级,以及采用流水型组织方式按工序调度和生产。在检测过程方面,对于以流程生产为主的制丝生产阶段主要采用过程参数检测,而对于自动化程度很高的流水制造为主的卷接包生产阶段一般只检验半成品和产成品。所以,在计划、组织、调度和控制方面要对这两方面特征综合考虑。 二、主生产计划及编制过程 主生产计划要确定每一具体的最终产品在每一具体时间段内生产数量。而烟草行业,是非常特殊的一个行业,国卷烟市场在“统一领导、垂直管理、专卖专营”的政策中管理和控制,卷烟制造企业生产总量由国家烟草专卖局控制,企业无权对总产量自行调整,更不能自行增加产量。所以,企业不能实施通常的“产量速度效益型”战略,而应以“质量、品种、结构效益型”战略为主,注重加强品牌培育和核心竞争力,积极推进产品结构的调整和优化,降低生产和经营成本,主动适应市场来提高
目录 第一章前言 第二章设计方案简介 第三章工艺设计 第四章设计计算 第五章主要设备结构图形 第六章设备清单成本及经济效益分析 第七章设计评述 参考文献…………………………………… 第一章前言 罗汉果为葫芦科(Cucurbita-ceae)植物罗汉果(Momordica grosvenori Swingle)的干燥果实,其药食两用已有300多年的历史,是广西特色农产品之一。罗汉果应用广泛,其烘烤干果可作为保健饮品、医药的原料,鲜果可用于提取罗汉果甜苷作为高档食品、饮料、药品等产品的替代甜味剂。甜茶(Rubus suavissimus S. Lee)为蔷薇科悬钩子属多年生落叶灌木,主产广西。营养成分丰富并含有黄酮、甜茶素、茶多酚等多种生物活性成分,其中黄酮类化合物含量高达3. 2%。近年来研究发现黄酮类化合物具有抗氧化、预防心血管疾病、防癌等功效。
第二章设计方案简介 1材料与仪器 1.1主要材料。罗汉果,甜茶 1.2主要仪器。托盘天平,电子恒温水浴锅,过滤机,离心机糖度计。 2实验方法 2.1工艺流程 罗汉果→挑选→粉碎→浸提→过滤→罗汉果果汁 ↓ 甜茶→挑选→粉碎→浸提→过滤→甜茶提取物→调配→ ↑ 柠檬酸、蔗糖、等 灌装→杀菌→冷却→检验→成品 2.2 破碎、浸提。将罗汉果用组织捣碎机破碎,得到粗果浆。选取最佳的浸提条件对其进行浸提。将浸提液用滤布过滤,得浸提液①,将残渣在最佳的浸提条件下进行浸提,同样过滤得浸提液②。合并浸提液①、②,然后通过板框过滤机用滤纸过滤,得罗汉果汁。 2.2.1 浸提条件的确定。 2.2.1.1最佳浸提温度的确定(表1) a称量称取适量的罗汉果粗果浆待用 b 浸提将罗汉果果浆分别放入装有10倍水,浸提温度分别为70℃,80℃,90℃,100℃的广口锥形瓶中进行浸提,浸提时间为30 min c 过滤将适当冷却的罗汉果浸提液通过板框过滤机用滤纸进行过滤,用适量的蒸馏水进行冲洗,再过滤 d 定容将过滤后的滤液定容到原来加入水的体积 e 检验用阿贝折射仪测定滤液中固形物的含量,三次度数取平均值以减小误差,通过比较加水倍数×固形物含量的大小来确定最优的浸提温度 2.2.1.2最佳浸提时间的确定(表2) a 称量称取适量的罗汉果粗果浆待用 b 浸提将罗汉果分别放入装有10倍水,浸提温度为最佳温度的广口锥形瓶中进行浸提,浸提时间分别为20 min,30min,40min,50min c 过滤将浸提完成后适当冷却的罗汉果浸提物通过板框过滤机用滤纸进行过滤,用适量的水进行
机械加工工艺分析与改进设计 作者:陈军 摘要:我们必须仔细了解零件结构,认真分析零件图,培养我们独立识图能力,增强我们对零件图的认识和了解,通过对零件图的绘制,不仅能增强我们的绘图能力和运用autoCAD软件的能力。 制订工艺规程、确定加工余量、工艺尺寸计算、工时定额计算、定位误差分析 等。在整个设计中也是非常重要的,通过这些设计,不仅让我们更为全面地了解零件的加工过程、加工尺寸的确定,而且让我们知道工艺路线和加工余量的确定,必须与工厂实际的机床相适应。这对以前学习过的知识的复习,也是以后工作的一个铺垫。 在这个设计过程中,我们还必须考虑工件的安装和夹紧.安装的正确与否直接影响工件加工精度,安装是否方便和迅速,又会影响辅助时间的长短,从而影响生产率,夹具是加工工件时,为完成某道工序,用来正确迅速安装工件的装置.它对保证加工精度、提高生产率和减轻工人劳动量有很大作用。这是整个设计的重点,也是一个难点。 关键词:工艺编程、工艺分析、夹具设计
目录 摘要 (1) 目录 (2) 绪论 (3) 第一章:机械加工工艺分析 (3) 1.1件结构的工艺性分析及毛坯的选择 (3) 1.2定位基准的选择 (4) 1.3 加工工序的设计 (4) 1.4工艺路线的拟定 (5) 第二章:制动杆零件的加工工艺分析 (5) 2.1毛坯的制造形式 (5) 2.2基准面的选择 (5) 2.3制订工艺路线 (6) 2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (8) 2.5确定切削用量及基本工时 (9) 第三章:30*40专用夹具的设计 (11) 3.1专用夹具的设计要求 (11) 3.2夹具设计 (12) 总结 (16) 参考资料 (16)