球墨铸铁铸造过程中冷却曲线的测定与分析技术球墨铸铁自从上世纪40年代发明以来,因其具有良好的综合力学性能和低廉的生产制造成本,因而得到了广泛的应用。对于球墨铸铁,其生产过程中熔炼合格优质的铁液,良好的孕育和球化处理是生产球铁的关键,因此近几年发明了许多测定铁液炉前状态的分析测试设备,如炉前的化学成分分析、光谱分析及金相分析等,通过这些检测手段便可以获得并预测球铁的大部分参数。但是,这些测试方法检测周期长,很难在铁液凝固前快速检测球墨铸铁的球化和孕育效果,因此在实际生产过程中使用不便。而热分析方法在球墨铸铁生产中具有简单、直观的效果,因此具有实际意义。
铸造热分析方法是利用冷却曲线记录金属及其合金在凝固过程中相变效应的一种能量分析方法,其原理是利用热分析仪记录铁液在特定样杯中的冷却曲线,然后根据冷却曲线上特征值的变化来定量地计算铁液的化学成分和力学性能,定性地评价铸铁中石墨的形态。因此,热分析技术的应用与发展对球墨铸铁的生产优化控制具有重大的意义。
一、球铁的冷却曲线及其特征值简介
1、冷却曲线的特征值
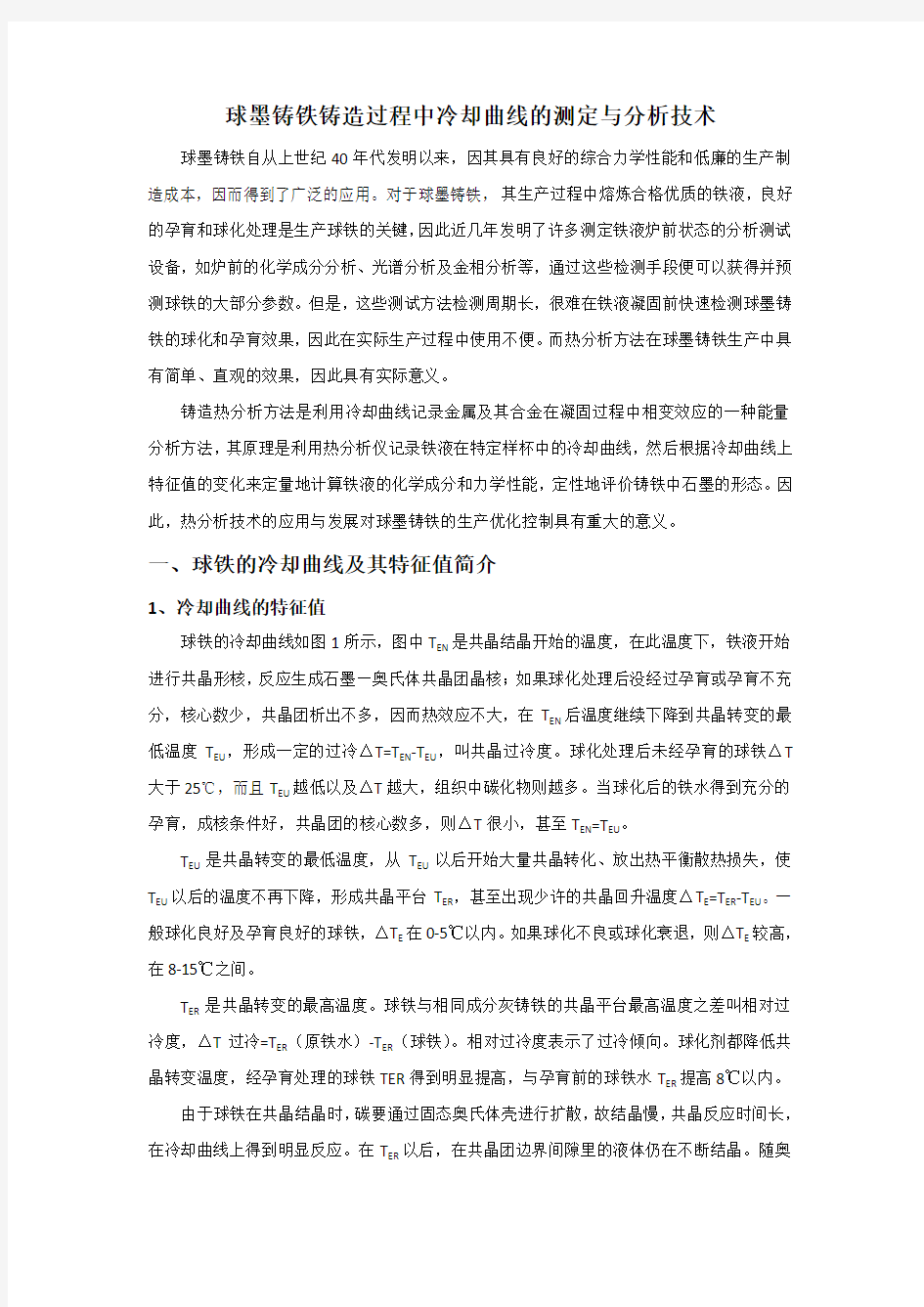
球铁的冷却曲线如图1所示,图中T EN是共晶结晶开始的温度,在此温度下,铁液开始进行共晶形核,反应生成石墨—奥氏体共晶团晶核;如果球化处理后没经过孕育或孕育不充分,核心数少,共晶团析出不多,因而热效应不大,在T EN后温度继续下降到共晶转变的最低温度T EU,形成一定的过冷△T=T EN-T EU,叫共晶过冷度。球化处理后未经孕育的球铁△T 大于25℃,而且T EU越低以及△T越大,组织中碳化物则越多。当球化后的铁水得到充分的孕育,成核条件好,共晶团的核心数多,则△T很小,甚至T EN=T EU。
T EU是共晶转变的最低温度,从T EU以后开始大量共晶转化、放出热平衡散热损失,使T EU以后的温度不再下降,形成共晶平台T ER,甚至出现少许的共晶回升温度△T E=T ER-T EU。一般球化良好及孕育良好的球铁,△T E在0-5℃以内。如果球化不良或球化衰退,则△T E较高,在8-15℃之间。
T ER是共晶转变的最高温度。球铁与相同成分灰铸铁的共晶平台最高温度之差叫相对过冷度,△T过冷=T ER(原铁水)-T ER(球铁)。相对过冷度表示了过冷倾向。球化剂都降低共晶转变温度,经孕育处理的球铁TER得到明显提高,与孕育前的球铁水T ER提高8℃以内。
由于球铁在共晶结晶时,碳要通过固态奥氏体壳进行扩散,故结晶慢,共晶反应时间长,在冷却曲线上得到明显反应。在T ER以后,在共晶团边界间隙里的液体仍在不断结晶。随奥
氏体壳的不断加厚,碳的扩散更为困难,一直拖到T S 才结晶完毕,所以冷却曲线的膝部缓慢圆滑。灰铸铁则在共晶平台处曲线陡然下降。
2、冷却曲线在化学成分的测定与控制上的应用
1961年,英国学者Homphreys J.G 首先发表了液相线温度T L 与CE 之间的数量关系:T L =1669-124[?(C)+?(Si)/4+?(P)/2]=1669-124CE 。由此诞生了热分析方法。后来通过进一步发现,通过液相线温度TL 和共晶温度TE 可以定量计算碳和硅的含量,在20世纪70年代中期,根据冷却曲线来测定铁液CE 、C 、Si 含量的技术已基本成熟。国内也有许多研究人员对热分析方法进行了广泛研究,如将热分析与光谱分析两种测试方法结合起来,可对铁液炉前成分进行准确快速检测,从而进行快速调整配料,指导生产。2000年,孙业瓒等开发了可视化的检测铁液熔炼质量的热分析系统。随后,朱彬等根据小波分析检测信号突变点的原理提取了冷却曲线的特征值,并编写了真个系统的炉前数据采集和炉前分析管理软件,使球墨铸铁热分析炉前化学成分测定与控制技术得到了进一步的发展。
3、冷却曲线在球墨铸铁石墨形态和球化率预测上的应用
球墨铸铁生产中对石墨形态的控制和球化率的预测具有重要的实际意义,根据以往的研究结果指出:同时考虑共晶最高温度T ER ,以及T ER 与共晶转变最低温度T EU 之间的差值ΔT ,可以评判热分析试样中的石墨形态和球状石墨的球化级别,当ΔT<5k 时,球化良好,当ΔT>12k 时,球化不良,ΔT=6-12k 时球化中等。20世纪80年代,微热分析法得到了发展,通过热分析曲线及其微分曲线的分析,可以确定金属液相变临界点的温度和结晶过程中的冷却速度,从而使冷却曲线与铸铁的结晶过程对应了起来。
4、冷却曲线在力学性能预测上的应用
从冷却曲线上判断力学性能的第一个判据是液相线温度T L ,因为如前所述,T L 与CE 具有一定的数量关系,而一般来说,铸铁的牌号越高,其碳当量值越低。第二个判据是共晶最图1 球墨铸铁热分析法记录的冷却曲线形式
高温度T ER与最低结晶温度T EU的差值ΔT,因为理论和实验均指出,当ΔT越大时,合金中的晶粒数目越少,晶粒越粗大,性能越差;反之,晶核数越多,晶粒越细小,性能越好。目前,可以通过冷却曲线和微分曲线来获取过冷度、浇注温度、最大冷却速度、液相线温度和固相线温度,打印抗拉强度和硬度等参数,此外还可以计算晶粒度、结晶潜热、固相分数,确定凝固特点等间接预测铸铁的力学性能。近30年来,人工神经网络开始在球铁铸件质量控制上应用,可以对熔体的成分和性能进行综合检测和预报,具有重大意义。
二、球铁冷却曲线的获得
测试系统一般是由激励装置、传感器、信号调理、信号处理和显示记录等几大部分组成的,如图2所示。对于球铁的铸造生产过程中冷却曲线是通过热分析仪来获得的,而热分析仪也具有这样的测试系统的组成,其原理如图3所示。
图3 热分析仪的测量系统
1、传感器
在热分析测试系统中,被测对象为从电炉中获取的铁液样品,铁液置于特制的标准样杯(如图4所示)中,这种样杯的样杯壳一般是树脂砂制成,在样杯里面含有热电转换元件(热电偶),亦即传感器。
传感器是一种以一定的精度和规律把规定的被测量量转换为与之有确定关系、便于应用的某种物理量的器件或装置,通常由敏感元件和转换元件组成。其中,敏感元件是指传感器中能直接感受被测量的部分;转换元件是指传感器中能将敏感元件感受的被测量转换成适于传输和测量的电信号部分。在样杯中,即含有这样的敏感元件和转换元件,其中的敏感元件是负责感受高温的,转换元件是将温度参数的变化转换成电信号的变化,这二者都包含在热电传感器中。传感器的典型组成如图5所示。
传感器的基本参数指标有量程、灵敏度、精度和动态性能;环境参数指标有温度、抗冲振和其他环境参数;可靠性指标有工作寿命、无障碍时长等。选择传感器的步骤主要有:
①确定测试信号、测试形式和传感器类型;
②分析测试环境和干扰因素;
③确定传感器的量程;
④确定测量方式;
⑤确定体积及安装方式及价格等。
考虑完上述问题之后,再考虑传感器的灵敏度、响应特性、稳定性和精度等。
图4 铸造热分析测试系统中的样杯
图5 传感器的典型组成
2、信号调理
信号调理的目的是把信号变成便于数字处理的形式,以便减少数字处理的困难。它包括:
①电压幅值的放大和衰减,以便于采样。在热分析仪中,所采集的电压需经过放大器放大。
②用低通滤波器过滤信号中的高频噪声。
③隔离直流分量。
④如果原信号为调制信号,应解调。
信号调理中常见的环节有电桥、信号放大、滤波、信号调制与解调等。
①电桥。它是一种将传感器转换成的电路或磁路参数的变化转变为电桥的输出电压或电流的变化,分别称为电压桥和电流桥。电压桥按激励电压的种类不同分为直流电桥和交流电桥;电流桥也称为功率桥。其中直流电桥的桥臂只能为电阻,而交流电桥的桥臂可以是电阻,也可以是电容、电感及其组合。
②信号放大与衰减。信号放大器的主要特性有放大倍数和共模抑制比。放大倍数G =u0/u1 ,其中u0为放大器输出端的电压,u1为放大器输入端的电压。
③滤波器。它是一种选频装置,它只允许一定频带范围的信号通过,同时极大地衰减其他频率的成分。它起到了消除噪声和消除干扰信号等作用,在信号检测、自动控制、信号处理领域得到了广泛的应用。
④信号调制与解调。调制是使信息载体的某些特征随信息变化的过程,作用是把被测量信号植入载体使之便于传输和处理。解调是调制的逆过程,作用是从载波中恢复所传送的信息。根据载波受控参数的不同,可分为幅值调制、频率调制和相位调制,对应的波形分别称为调幅波、调频波和调相波。
3、A/D转换
模—数转换包括在时间上等间隔的采样及保持和幅值上的量化及编码。通过A-D转换把连续信号变成离散的时间序列。一般需要经过3个步骤:采样保持、量化和编码。采样是在模—数转换过程中以一定时间间隔对连续信号进行取值的过程。如果采样间隔TS太大,即采样频率f s太低,那么由于平移距离1/T S过小,移至各采样脉冲对应的序列点的频谱X(f)/T S就会有一部分相互交叠,新合成的X(f)* G(f)图形与X(f)/T S不一致。由于在时域上不恰当地选择采样时间间隔而引起高低频之间彼此混淆的现象称为混叠。为了避免混叠以便采样后仍能准确地恢复原信号,采样频率f s必须大于信号最高频率f c的两倍,即f s>2f c。在实际中,一般选为2.56倍。量化是在模—数转换过程中,对时域上每个间隔采样分层取
值的过程。它是采用有限字数长的一组二进制码逼近离散的模拟信号的幅值,而位数的多少决定了数字量偏移连续量误差的大小。
4、信号分析与处理
信号的分析和处理过程即是把无效的信号进行识别和剔除,从而分离出有用信息的过程,其主要目的是剔除信号中的噪声和干扰,提高信噪比;消除测量系统误差,修正畸变的波形;强化、突出有用信息,削弱信号中的无用部分;将信号加工、处理、变换,以便更容易识别和分析信号的特征,解释被测对象所表现的各种物理现象。信号分析可分为时域分析、幅值域分析、相关分析等;信号处理包含功率谱分析、系统响应分析、相干分析、倒谱分析及时频分析等。
信号的时域分析中主要统计的参数有:均值、方差、均方值、概率密度函数、相关函数和功率谱密度函数等。
信号的频域分析是指把时间域的各种动态信号通过傅里叶变换转换到频率域进行分析,描述反应了信号频率结构和各频率成分的幅值大小。一般泛指:频谱分析,包括幅值谱和相位谱;功率谱分析,包括自谱和互谱;频率响应函数分析,系统输出信号频谱与输入信号频谱之比;相干函数分析,系统输入信号与输出信号之间谱的相关程度;倒频谱分析。
时频域分析是指用时间和频率的联合函数来表示非平稳信号,并对其进行分析和处理的一种方法。
5、显示记录
经过A/D转换形成的离散的二进制数值信号,可以被计算机识别,经过计算机的接收,转换成相应的曲线,在显示器上显示,共我们识别和分析。
总之,热分析测试系统作为炉前球墨铸铁铁液质量控制的重要手段,不仅可以实现原铁液共晶度、过冷度、球化剂加入量、球化包和球化剂的掩埋、球化铁液量、残余镁量、球化铁液的反白口倾向、石墨化膨胀和缩松概率等的在线控制,而且测量简单快捷、铁液成分调整方便、化学成分测量精度较高。它的应用不仅可将球铁生产中的很多不利因素提前加以控制,将不可见的球铁铁液冶金质量简单、清晰得量化,为温度生产高质量的球铁件提供了科学的指导,而且减少了废品的损失和加工费用,在球墨铸铁铁液在线控制方面具有广阔的应用前景。
课程综述 08自动化(2)班 0805070124 随着大三分专业被分到自动化这个专业后,首先接触的课程就是自动化检测技术。作为一门动手能力要求比较高的课程,这门课也配套了相应的实验课程。回味这学期的自动检测技术这门课的学习,按照自己的学习计划学习起来还是比较从容的。自动检测技术是自动化科学技术的一个重要分支科学,是在仪器仪表的使用、研制、生产、的基础上发展起来的一门综合性技术。自动检测就是在测量和检验过程中完全不需要或仅需要很少的人工干预而自动进行并完成的。实现自动检测可以提高自动化水平和程度,减少人为干扰因素和人为差错,可以提高生产过程或设备的可靠性及运行效率。 对于自动检测技术这门课,我觉得很重要的就是学习计划,不管做什么事都应该有一个计划,大到自己的学习生涯规划,小到自己的一天什么时刻该做什么,这样你才能做到有的放矢。作为一门自动化专业重要的课程,学好这门课是必须的。关于学习计划,我觉得每天课后的复习工作是很重要,这有助于我们对新知识的理解和吸收。大学里要充分利用各种资源,比如说图书馆、学术论坛、网络资源等。网络这种全新的学习形式具有开放性、互动性、网络性、虚拟性的特点,为我们的自主学习,教师的教学提供了许多便利条件。目前,互联网上学习资源中,管理方面的资源极为丰富;收费、互助、免费应有尽有。当然如何有效利用这些资源,是我们必须重视的问题,不适当的选择,会浪费精力,浪费时间,我们要选择适合自己的资源进行学习,这样才能做到事半功倍。还有就是一个老师每次布置的小设计论文,每次的设计论文感觉都是对自己所学到的知识的一些升华,在原有知识的基础上进行设计,利用课本知识缩学到的东西应用到实际的设计当中去。这是一项很好的作业,让我们在学到基础知识的前提下,能够活用。 自动检测的任务:自动检测的任务主要有两种,一是将被测参数直接测量并显示出来,以告诉人们或其他系统有关被测对象的变化情况,即通常而言的自动检测或自动测试;二是用作自动控制系统的前端系统,以便根据参数的变化情况做出相应的控制决策,实施自动控制。自动检测技术主要的研究内容:自动检测技术的主要研究内容包括测量原理、测量方法、测量系统、及数据处理。测量系统:确定了被测量的测量原理和测量方法后,就要设计或选用装置组成测量系统。目前的测量系统从信息的传输形式看,主要有模拟式和数字式两种。模拟式测量系统:模拟量测试系统是由传感器,信号调理器,显示、记录装置和(或)输出装置组成。数字式测量系统:数字式测量系统目前主要是带微机的测量系统,是由传感器、信号调理器、输入接口、中央处理器组件、输出接口和显示记录等外围设备组成。检测技术的特点:实时性强、精确度高、可靠性高、通道多、功能强。 关于自动化专业而言,自动化检测技术对学生动手能力要求比较高,所以有关和自动检测技术的实验课也是尤为重要的一项。实验课的课前准备工作必须充
现代化检测技术的应用与发展 The application and development of modern testing technology 【摘要】 自动检测技术是现代化领域中发展前景十分广阔的一门新兴技术,是将生产、科研、生活等方面的相关信息通过选择合适的检测方法与装置进行检查测量,以发现事物的规律性。随着社会经济的发展,自动检测技术不断进步,在机械制造、化工、电力、汽车、航空航天以及军事等领域有着不可或缺的作用,是自动化技术的四个支柱之一。 【关键词】自动检测传感器数据处理信号转换 【正文】 一、关于自动检测技术的基础知识 自动检测技术是以研究自动检测系统中的信息提取、信息转换以及信息处理的理论和技术为主要内容的一门应用技术学科。其任务是寻找与自然信息具有对应关系的各种表现形式的信号,以及寻求最佳的采集、转换、处理、传输、存储、显示等方法和相应的设备。 信息采集是指从自然界诸多被检查与测量的量中提取所需要的信息。 信息转换是指将所提取出的有用信息向电量、幅值、功率等形式转换。 信息处理的任务是根据输出环节的需要,将转换后的电信号进行数字运算(求均值、极值等)以及模拟量、数字量转换等处理。 信息传输的任务是在排除干扰的的情况下经济地、准确无误地吧信息进行传输。 二、自动检测技术的核心—自动检测系统 自动检测系统是自动测量、自动计量、自动保护、自动诊断、自动信号等诸多系统的总称,其原理图如下所示: 图1.自动检测系统框图 自动系统一般由传感器、信号处理器、显示器、数据处理装置和执行机构等五部分构成。下面介绍每个部分的功能: ①传感器:传感器(sensor)是指一个能将被测的非电量转换成电量的敏感元 件,是连接北侧对象和检测系统的接口。通过它人们可以利用计算机实现自
method 线性系统理论Linear system theory 362秋 机器人控制与自主系统Robotic contr ol and autono mous system 543春 计算机控制理论与应用Computer con trol system th eory and its application 543春 自动测试理论Automatic me asurement the ory 543春 运筹学Operation res earch 543秋 系统工程理论与应用System engin eering theory and its appli cations 543春 复杂系统建模与仿真Modeling and simulation o f complex sy stems 543秋 非 学位课现代控制理论 专题 Special topic of modern co ntrol theory 362 鲁棒控制系统Robust contro l systems 362春 最优控制Optimal contr ol 362春 自适应控制Adaptive Con trol 362春
最优估计与系统辨识Optimal estim ate and syste m identificati on 362春 过程控制Process contr ol 362秋 非线性控制系统Nonlinear con trol systems 362春 离散事件动态系统Discrete event dynamic syst ems 362春 PETRI网Petri net362秋 人工智能原理及应用Artificial intel ligence theory and its appli cations 362春 智能化方法与技术Intelligent me thod and tech nology 362 模糊理论与应用Fuzzy theory and applicatio ns 362春 模糊逻辑控制系统Fuzzy logic c ontrol system 362春 人工神经网络Artificial neur al network 362秋 遗传算法与进化算法Genetic and e volutional alg orithm 362春 实时控制系统Real-time con trol systems 362秋 机器人视觉Robotic visio362春
第三章新型传感器 【8】光电效应有哪几种?与之对应的光电元件各有哪些? 答:根据光电效应现象的不同特征,可将光电效应分为外光电效应、内光电效应和光生伏打效应三类。 光电器件有:光电管、光电倍增管、光敏电阻(内光电效应)、光敏二极管(内光电效应)、光敏三极管(内光电效应)、光电池(光生伏打效应)和光电耦合器。 【9】光电传感器有哪几部分组成?被测量可以影响光电传感器的哪些部分? 答:光电传感器通常由光源、光学通路和光电元件三部分组成。如图所示。图中Ф1是光源发出的光信号,Ф2是光电器件接受的光信号,被测量可以是x1或者x2,它们能够分别造成光源本身或光学通路的变化,从而影响传感器输出的电信号I。光电传感器设计灵活,形式多样,在越来越多的领域内得到广泛的应用。 【12】超声波传感器如何对工件进行探伤? 答:从超声波的行进方向来看,可分为两种基本类型:投射型和反射型。 超声波探伤是一种无损检测技术,最常用的是脉冲反射法。测试前,先将探头插入探伤仪的连接插座上。探伤仪面板上有一个荧光屏,通过荧光屏可知工件中是否存在缺陷、缺陷的大小及位置。工作时探头放于被测工件上,并在工件上来回移动进行检测。探头发出的超声波,以一定速度向工件内部传播,如工件中没有缺陷,则超声波传到工件底部便产生反射,在荧光屏上只出现始脉冲T 和底脉冲B。如工件中有缺陷,一部分声脉冲在缺陷处产生反射,另一部分继续传播到工件底部反射,在荧光屏上出现三个脉冲,多了一个脉冲F。通过缺陷脉冲在萤光屏上的位置可确定缺陷在工件中的位置,也可以通过脉冲的幅度高低来判别缺陷的大小。 【增】简述智能传感器的构成方法与实现途径。 答:智能传感器可以对信号进行检测、分析、处理、存储和通信,具备了人类的记忆、分析、思考和交流的能力,即具备了人类的智能,所以称为智能传感器。智能传感器主要由传感器、微处理器及相关电路组成。 目前传感技术的发展是沿着三条途径实现智能传感器的: (1)非集成实现:将传统的经典传感器(采用非集成工艺制作的传感器,仅具有获取信号的功能)、信号调理电路、带数据总线接口的微处理器组合为一体而构成的一个智能传感器系统。 (2)集成化实现:采用微机械加工技术和大规模集成电路工艺技术,利用硅作为基本材料来制作敏感元件、信号调理电路、微处理器单元的,并把它们集成在一块芯片上面构成的,故又可以成为集成智能传感器。主要有两种发展趋势,一种是多功能化与阵列化,加上强大的软件信息处理;另一种是发展谐振式传感器,加上软件信息处理功能。 (3)混合实现:根据需要与可能,将系统中各集成化环节,如敏感单元、信号调理电路、微处理器单元、数据总线接口,以不同的组合方式集成在两块或三块芯片上,并装在一个外壳
制造过程审核检查表受检查单位: 序号检查内一.人为因素容 受检查过程名称: 检查结果NC S A NS R 1数量满足要求。 2了解生产和质量的目标和指标。 3经过单位培训合格。 4通过资格评定并持有上岗证。 5熟悉工艺要求及操作要领。 6严格执行操作规程。 7熟悉设备保养内容。 8熟悉检测内容及频次。 9熟悉使用检测设备或工具。 10能鉴别产品的缺陷或发现异常。 11按要求进行标识和记录。 二.方法因素 1生产工艺文件为最新版本。 2操作说明能保证工人在操作中不会造成质量问题。 3确定了追溯性原则并遵照执行。 4质量信息传递方式已确定并渠道畅通。 5不合格品的程序已制定并遵照执行。 6周转卡符合要求。 三.设备因素 1工艺卡规定的工装设备齐全。 2设备的编码和标记齐全。 3工装设备进行了规范的调试和检定。 4工具更换的频次已说明并得到遵守。 5设备工具及切削液在使用中不会造成质量问题。 6工装设备损坏产品的危险得到了控制。 7工装设备的预防性维护已制定措施并遵照执行。 8工装设备的故障修复已制定措施并遵照执行。 9防错系统已运行。 10工装、模具维修后经过验证。 四.环境因素 1通道、地面、工位设施的布置符合要求。 2工装设备、零件及材料进行了定置管理。 3不同型号和状态的零部件进行了标识和隔离。 4环境温度、湿度、清洁度、光照度符合要求。 5防止磕碰、划伤及锈蚀的措施有效。 五.材料因素 1上线的材料及辅料经检验和试验合格。 2避免了材料及辅料混漏的可能。
制造过程确认检查表(续) 序号检查内容检查结果NC S A NS R 3对上线的材料、辅料或产品进行标识。 4材料及辅料应在有效期内。 5紧急放行的产品和材料有明显的标识和记录。 六.检测因素 1检查工艺卡或监控计划为有效版本。 2检查记录卡或控制图为有效版本。 检查工艺卡或监控计划已明确特性参数的中间 3 值、公差和控制限。 4首件检查并确认。 5检查工艺卡或监控计划中的检测设备齐全。 6检测设备准确度符合质量特性的检测要求。 7检测设备在校准有效期内。 8检测设备失效时,对检测结果进行了有效性评价。 9按规定的项目和频次检验。 10检查记录和控制图按规定项目和频次得到记录。 11特殊工序的参数得到连续的监控。 12对不合格品进行了追溯。 13记录的不合格品得到了处理。 14工序能力达到了要求。 小计 总计 总平均得分值:Tq=〔( 2×审核项目数-扣分值)/ ( 2×审核项目数)〕× 100% = 结论: 审核员:年月日 审核组长:年月日 批准:年月日 说明: 1.总平均得分值Tq:大于或等于90%为过程控制目标。当低于该目标、审核结果远小于以前的结果或出现趋势下降时。应采取必要的有效措施。 序号符号说明扣分值 1 NC 本工序不适用,可以不查。 2 S 满意,达到要求,合格。0 3 A 可接受,质量风险不大,待改进。 1 4 NS 不满意,不可以接受存在较大的质量风险。 2 5 R 不存在,没有措施,风险大。 3
1.按仪表工业规定,仪表精准度可划分为若干级别,精度数字越小,其精度越高。 2.传感器普通由敏感元件和转换元件构成。 3.仪表精度不但与绝对误差关于,还与仪表测量范畴关于。 4. 金属电阻应变式传感器是一种运用金属电阻应变片将应变转换成电阻变化传感器。 5.半导体应变片原理是半导体材料电阻率随作用应力而变化现象称为半导体材料压阻效应。 6. 电感式传感器 分为自感式和互感式两种传感器,互感式传感器又分为差动变压器和电涡流式传感器。 7. 采用差动变间隙式构造电感传感器是为了改进传感器敏捷度和线性度。 8.平板电容传感器电容量 d S C ε=,柱形电容器电容量 d D L C ln 2πε=。 9. 压电晶体压电效应产生是由于晶格构造在机械力作用下发生变形所引起。 10.重要压电晶体有两种:石英和水溶性压电晶体。 11.磁电式传感器基于电磁感应原理。 12.半导体热敏电阻分为:正温度系数PTC 、负温度系数NTC 、临界温度系数CTR 三种。临界温度系数热敏电阻通惯用于开关元件。 13.负温度系数热敏电阻电阻-温度特性是: 14.热敏电阻伏安特性是:在稳态下,通过热敏电阻电流I 与其两端之间电压U 关系,称为热敏电阻伏-安特性。 15. 热电偶测量温度原理是基于热电效应 。 16.热电阻测量线路采用直流电桥线路,重要考虑其引线电阻和接触电阻影响,常采用三线接法和四线接法(普通为实验室用)。 17. 热电偶连接补偿导线时,一定要注旨在一定温度范畴内,补偿导线与配对热电偶具备相似或相近热电特性。 18.光电转速计重要有反射式和直射式两种基本类型。 19.光纤传感器普通由光源、敏感元件、光纤、光敏元件(光电接受)和信号解决系统构成。 20.光纤传感器按工作原理分为功能型光纤传感器和传光型光纤传感器。
实验目录 实验一金属箔式应变片——单臂性能实验实验二金属箔式应变片——半桥性能实验实验三金属箔式应变片——全桥性能实验实验四金属箔式应变片——电子秤实验 实验五差动变压器的性能测定 实验六电容式传感器的位移特性实验 实验七直流激励时霍尔传感器位移特性实验实验八热敏电阻的特性研究 实验九光电二极管和光敏电阻的特性研究 附录1 实验箱温度控制简要原理 附录2 温度控制器使用说明
实验一 金属箔式应变片——单臂电桥性能实验 一、 实验目的: 了解金属箔式应变片的应变效应,单臂电桥工作原理和性能。 二、 基本原理: 金属丝在外力作用下发生机械形变时,其电阻值会发生变化,这就是金属的电阻应变 效应。 金属的电阻表达式为: S l R ρ= (1) 当金属电阻丝受到轴向拉力F 作用时,将伸长l ?,横截面积相应减小S ?,电阻率因晶格变化等因素的影响而改变ρ?,故引起电阻值变化R ?。对式(1)全微分,并用相对变化量来表示,则有:ρ ρ?+?-?=?S S l l R R (2) 式中的l l ?为电阻丝的轴向应变,用ε表示,常用单位με(1με=1×mm mm 610-)。若径向应变为r r ?,电阻丝的纵向伸长和横向收缩的关系用泊松比μ表示为)(l l r r ?-=?μ,因为S S ?=2(r r ?),则(2)式可以写成: l l k l l l l l l R R ?=???++=?++?=?02121)()(ρρμρρμ (3) 式(3)为“应变效应”的表达式。0k 称金属电阻的灵敏系数,从式(3)可见,0k 受两个因素影响,一个是(1+μ2),它是材料的几何尺寸变化引起的,另一个是)(ρερ?,是材料的电阻率ρ随应变引起的(称“压阻效应”)。对于金属材料而言,以前者为主,则μ210+≈k ,对半导体,0k 值主要是由电阻率相对变化所决定。实验也表明,在金属丝拉伸比例极限内,电阻相对变化与轴向应变成比例。通常金属丝的灵敏系数0k =2左右。 用应变片测量受力时,将应变片粘贴于被测对象表面上。在外力作用下,被测对象表 面产生微小机械变形时,应变片敏感栅也随同变形,其电阻值发生相应变化。通过转换电路转换为相应的电压或电流的变化,根据(3)式,可以得到被测对象的应变值ε,而根据应力应变关系εσE = (4) 式中 σ——测试的应力; E ——材料弹性模量。 可以测得应力值σ。通过弹性敏感元件,将位移、力、力矩、加速度、压力等物理量转换为应变,因此可以用应变片测量上述各量,从而做成各种应变式传感器。电阻应变片可分
Notes on completion of the table: Field 1) a. col.2) to col. 6): are completed by the client prior to the audit and submitted to the certification body with the …Readiness Evaluation work sheet“. For every CRP (customer -related process) identified a work sheet has to be created. Field 1) should also include organisational or physical location of the CRP and inform of possible contact persons in the audit. Column 7) and column 8) are filled in by the auditor Column 8) NR = needs research, OFI = opportunity for improvement; nc = minor nonconformity; NC = major nonconformity
Notes on completion of the table: Field 1) a. col.2) to col. 6): are completed by the client prior to the audit and submitted to the certification body with the …Readiness Evaluation work sheet“. For every CRP (customer-related process) identified a work sheet has to be created. Field 1) should also include organisational or physical location of the CRP and inform of possible contact persons in the audit. Column 7) and column 8) are filled in by the auditor Column 8) NR = needs research, OFI = opportunity for improvement; nc = minor nonconformity; NC = major nonconformity
自动化监测技术在工程监测中的应用 彭炎华、杨昌斌 (广州市吉华勘测股份有限公司) 摘要:自动化监测技术是集现代电子技术、通讯技术、计算机技术和工程测试技术为一体的高科技工程安全监测手段,可同时完成对远程监测数据的采集、传输、处理和分析。本文第一部分介绍自动化监测技术原理;第二部分简要介绍了广州市吉华勘测股份有限公司研发的自动化监测系统的思路及工程应用;第三部分探讨了自动化监测技术发展愿景。 关键词:自动化监测灾害预警 一、前言 1、自动化监测技术简介 工程监测预警是工程顺利进行的重要环节,做好监测,防微杜渐,可避免事故的发生。传统的监测手段具有间断性、周期性,无法实时监控工程的安全状态,因此解决任意时间、任意条件下的监测问题才能保证工程处于受控状态,实现真正的安全生产。 自动化监测技术是自动化科学技术的一个重要分支科学,是在仪器仪表的使用、研制、生产的基础上发展起来的一门综合性技术。信息和互联网技术,尤其是传统工程监测的数字化、网络化、智能化和平台集成化,给技术、产品和应用方面带来了巨大变革,为我们推进工程灾害的自动化监测技术发展创造了良好的条件。 自动化监测就是在测量和检测过程中完全不需要或仅需要很少的人工干预而自动进行并完成的。实现自动化监测可以提高自动化水平和程度,减少人为干扰因素和人为差错,可以提高生产过程或仪器设备的可靠性及运行效率。同时,自动化监测技术可以实现在任意时间、任意条件下开展监测工作,实行24小时安全生产监控。 2、自动化监测技术原理 利用电子技术和通讯技术能解决自动化监测的难题。自动测试、自动传输数据、报警数据自动发送,这样就可直观且实时不间断地掌握工程的实际动态,能为在有安全隐患情况下进行处理提供依据,赢得宝贵时间,也为管理者进行决策提供有力支持,提高工程效益,实现安全生产。在工程建设中,应力应变、相对位移、沉降、温度等参数的监测都可应用传感器技术。 工程传感器分为振弦式、电阻式、陶瓷式、光纤式、电感调频式等多种方式。目前在工程监测中应用较广泛的为振弦式传感器。振弦式传感器的工作原理是(见图1),将传感器两端沿变形方向固定在被测物体的两点上,被测物体的变形传递给两端座间的钢弦2,当测试电流通过感应线圈6时激发钢弦2作单向振动,从而切割磁力线,于是在感应线圈6上有与钢弦振荡频率相同的交流频率信号输出,经过放大、滤波、平滑等处理过程,可以测量出钢弦的振荡频率,再与标定值相对应,即可变换为所需测量的物理量,温度传感器4可以测量
自动检测技术的应用与发展 摘要 在当今经济全球化高速发展的时代,随着工业自动化技术的迅猛发展,自动检测技术被广泛地应用在工业自动化、化工、军事、航天、通讯、医疗、电子等行业,是自动化科学技术的一个格外重要的分支科学。众所周知,自动检测技术是在仪器仪表的使用、研制、生产的基础上发展起来的一门综合性技术。 自动检测系统广泛应用于各类产品的设计、生产、使用、维护等各个阶段,对提高产品性能及生产率、降低生产成本及整个生产周期成本起着重要作用。本文首先介绍自动检测系统的概念,其次通过自动检测系统的各个组成部分,详述系统的工作原理,介绍了自动检测系统组建的概念、结构以及在组建中所使用的关键技术。以此为铺垫,进而深入探讨自动检测技术在各领域间的应用与推广。 关键词:自动检测系统应用发展 第一章自动检测系统的概念与组成 自动检测技术是一种尽量减少所需人工的检测技术,是一种依赖仪器仪表,涉及物理学、电子学等多种学科的综合性技术。与传统检测技术相比,这一技术可以减少人们对检测结果有意或无意的干扰,减轻人员的工作压力,从而保证了被检测对象的可靠性,因此自动检测技术已经成为社会发展不可或缺的重要部分。自动检测技术主要有
两项职责,一方面,通过自动检测技术可以直接得出被检测对象的数值及其变化趋势等内容;另一方面,将自动检测技术直接测得的被检测对象的信息纳入考虑范围,从而制定相关决策。检测和检验是制造过程中最基本的活动之一。通过检测和检验活动提供产品及其制造过程的质量信息,按照这些信息对产品的制造过程进行修正,使废次品与反修品率降至最低,保证产品质量形成过程的稳定性及产出产品的一致性。 传统的检测和检验主要依赖人,并且主要靠手工的方式来完成。传统的检验和检测是在加工制造过程之后进行,一旦检出废次品,其损失已发生。基于人工检测的信息,经常包含人的误差影响,按这样的信息控制制造过程,不仅要在过程后才可以实施,而且也会引入误差。自动检测是以多种先进的传感技术为基础的,且易于同计算机系统结合,在合适的软件支持下,自动地完成数据采集、处理、特征提取和识别,以及多种分析与计算。而达到对系统性能的测试和故障诊断的目的。 1.1检测与检验的概念 检测是指为确定产品、零件、组件、部件或原材料是否满足设计规定的质量标准和技术要求目标值而进行的测试、测量等质量检测活动,检测有3个目标: ①实际测定产品的规定质量我及其指标的量值。 ②根据测得值的偏离状况,判定产品的质量水平,确定废次品。 ③认定测量方法的正确性和对测量活动简化是否会影响对规
生产现场的巡检方法 巡检是一个老生常谈的问题,许多企业采用了各种各样的方法来加强巡检质量,这些方法有利有弊,值得总结借鉴。我们知道,任何设备事故的发生,都有一个从量变到质变的过程,都要经历从设备正常、事故隐患出现、再到事故发生这三个阶段。从设备正常到出现事故隐患的渐变过程,是个量变的集聚过程,在这个过程中,设备的量变都由具体特征表现出来。例如高压管道爆裂,必定有个泄漏、变形的过程,表现是漏气、外形改变、振动,同时发出异常声响,气慢慢地越漏越大,响声越来越响,管壁变薄、鼓包,这是个量变的过程,此时如果巡检人员视而不见,不以为然,或发现、处理不及时,管道就会爆破,事故就可能发生。总之,只有充分调动员工巡检过程中的积极性和主观能动性,及时发现设备在量变过程中出现的这些必然反映出来的特征,在设备事故发生质变前进行处理,积极预防质变,才能有效防止事故的发生。 一、巡检的目的 1.发现缺陷 每台设备经过长时间运行,或多或少都会出现故障,操作巡检人员就是设备的保健医生,缺陷发现及时,并能及时处理,就能够保证设备的正常使用和寿命。 巡检不仅仅是检查运行设备,备用设备的状态是十分重要的。 2.判断工况 每台设备都有适合的工况范围,比如压力、温度、液位、流量等,及时检查能够确认设备工作在允许的状态,防止假数据造成干扰。 3.保障安全 设备的好坏是决定装置安全生产的关键因素。掌握设备设施运行状况及周围环境的变化状况,能及时发现设备设施运行的异常情况,及时发现设备设施缺陷和危及安全生产的隐患,并能针对异常情况及时采取有效的处置措施,以保证设备的安全运行和系统的平稳运行,避免事故的发生。
1.生产装置的巡回检查制度建立,并完善和建立相应的记录; 2.在巡检过程中,当班人员应做到五到位,即“听、摸、查、看、闻”; 3.管道、设备、阀门、法兰的跑、冒、滴、漏在巡检过程中发现一个要有相应的解决办法,并做好记录; 4.巡检人员在设备巡检过程中,严格按照安全规程,用高度的责任感和"望、闻、问、切"的巡检方法,可以及时发现、及时消除事故隐患。 望:就要作到眼勤。在巡检设备时,巡检人员要眼观八路,充分利用自己的眼睛,从设备的外观发现跑、冒、滴、漏,通过设备甚至零部件的位置、颜色的变化,发现设备是否处在正常状态。防止事故苗头在你眼皮底下跑掉。 闻:要做到耳、鼻勤。巡检人员要耳听四方,充分利用自己的鼻子和耳朵,发现设备的气味变化,声音是否异常,从而找出异常状态下的设备,进行针对性的处理。 问:要做到嘴勤。巡检人员要多问,其一是多问自己几个为什么,问也是个用脑的过程,不用脑就会视而不见。其二是在交接班过程中,对前班工作和未能完成的工作,要问清楚,要进行详细的了解,做到心中有数。交班的人员要交待清楚每个细节,防止事故出现在交接班的间隔中。 切:要做到手勤。巡检人员对设备只要能用手或通过专门的巡检工具接触的,就应通过手或专用工具来感觉设备运行中的温度变化、震动情况。在操作设备前,要空手摹拟操作动作与程序。手勤切忌乱摸乱碰,引起误操作。 "望、闻、问、切"巡检四法,是通过巡检人员的眼、鼻、耳、嘴、手的功能,对运行设备的形状、位置、颜色、气味、声音、温度、震动等一系列方面,进行全方位监控,从上述各方面的变化,发现异常现象,做出正确判断。"望、闻、问、切"四法,是一个系统判断的方法,不应相互隔断,时常是综合使用。巡检人员只要充分做到五勤,调动人的感观功能,合理利用"望、闻、问、切"的巡检四法,就可以发现事故前的设备量变,及时处理,保证设备的安全运行。
自动化09级自动检测技术复习题 一、判断题 1. 传感器标定时,标准器应有足够的精度,其允许的基本误差不应超过被校传感器允许基本误差的1/3~1/5,并具有计量部门周期检定的合格证书。X 2. 系统误差是有规律性的,因此可以通过实验的方法或引入修正值的方法计算修正,也可以重新调整测量仪表的有关部件予以消除。 3. 存在随机误差的测量结果中,虽然单个测量值误差的出现是随机的,既不能用实验的方法消除,也不能修正,但是就误差的整体而言,多数都服从正态分布规律。 3.传感器所能测量的最大被测量(输入量)的数值称为测量上限,最小被测量称为测量下限,上限与下限之间的区间,则称为测量范围。传感器所能测量的最大被测量(输入量)的数值称为测量上限,最小被测量称为测量下限,上限与下限之间的差值,则称为量程。检测技术是以研究自动检测系统中的信息提取、信息转换及信息处理的理论和技术为主要内容的一门应用技术学科。 4. 对于数字仪表而言,指示数字的最后一位数字所代表的值就是它的分辨力。当被测量的变化小于分辨力时,仪表的最后一位数字保持不变。 5. 为了减少读数误差。读数时要正视量具的读数装置,不要造成斜视误差。测量同一个点有2~3个接近的数值时,应取算术平均值作为测量结果。 6. 灵敏度是传感器在稳态下输入(出)增量与输出增量的比值。X 7. 莫尔条纹的作用是能连续实现变倍并在很大程度上消除由于刻线不均匀引起的误差。 8. 光电池是利用内光电效应制成的光电元器件。X 9. 一般可用霍尔传感器测量磁场强度、电流、角位移、功率、转速、开关信号等参数。 10. 原始的压电陶瓷是一个非压电体,不具有压电效应。为了使压电陶瓷具有压电效应,就必须进行极化处理。 11. 互感传感器本身就是变压器,有一次绕组和二次绕组。一次侧接入激励电源后,二次侧将因互感而产生电压输出。当绕组间互感随被测量变化时,输出电压将产生相应的变化。 12. 镍铬—考铜电偶的分度号为K。 13. 变面积式电容传感器的输出特性是非线性的,这一类传感器多用于检测直线位移、角位移、尺寸等参量。 14. 压电效应即在电介质的极化方向施加交变电场,它会产生机械变形。当去掉外加电场,电介质变形随之消失的现象。 15. 常用的接近开关有电涡流式、电容式、磁性干簧开关、霍尔式、光电式、微波式、超声波式等。 16. 脉冲细分技术能在不增加脉冲细分技术能在不增加光栅刻线数及价格的情况下提高光栅的分辨力。20. 电涡流接近开关可以利用电涡流效应检测出塑料零件的靠近程度。 17. 10分度的游标卡尺的读数可精确到0. 1mm。20分度的游标卡尺的读数可精确到0. 05mm。50分度的 游标卡尺可精确到0.02mm。√ 18. 石英晶体的压电系数比压电陶瓷的大得多,所以采用石英晶一般体采用石英晶体制作标准力传感器。 19. 采用高分子压电薄膜振动感应片,可制成玻璃破碎报警装置。 20. 由于光纤传感器是利用光波传输信息,而光纤又是电绝缘、耐腐蚀的传输媒质,并且安全可靠,这使它可以方便有效地用于各种大型机电,石油化工、矿井等强电磁干扰和易燃易爆等恶劣环境中。 21. 电位器式位移传感器结构简单、价格低廉,输出信号大,一般不需放大,动态响应好。 22. 传感型光纤式传感器利用外界因素改变光纤中光的特征参量,从而对外界因素进行计量和数据传输的,它具有传光、传感合一的特点,信息的获取和传输都在光纤之中。 23. 由于光电开关输出回路和输入回路是电隔离的(即电绝缘),所以它可以在许多场合得到应用。
1. 按仪表工业规定,仪表的精确度可划分为若干等级,精度数字越小,其精度越高。 2. 传感器通常由敏感元件和转换元件组成。 3. 仪表的精度不仅与绝对误差有关,还与仪表的测量范围有关。 4. 金属电阻应变式传感器是一种利用金属电阻应变片将应变转换成电阻变化的传感器。 5. 半导体应变片原理是半导体材料的电阻率随作用应力而变化的现象称为半导体材料的压阻效应。 6. 电感式传感器 分为自感式和互感式两种传感器,互感式传感器又分为差动变压器和电涡流式传感器。 7. 采用差动变间隙式结构的电感传感器是为了改善传感器的灵敏度和线性度。 9. 压电晶体压电效应的产生是由于晶格结构在机械力的作用下发生变形所引起的。 10. 主要的压电晶体有两种:石英和水溶性压电晶体。 11. 磁电式传感器基于电磁感应原理。 12. 半导体热敏电阻分为:正温度系数 PTC 负温度系数NTC 临界温度系数 CTR 三种。 临界温度系数的热 敏电阻通常用于开关元件。 13.负温度系数热敏电阻的电阻 -温度特性是: 14. 热敏电阻的伏安特性是:在稳态下,通过热敏电阻的电流 电阻的伏-安特性。 15. 热电偶测量温度的原理是基于热电效应 16. 热电阻测量线路采用直流电桥线路,主要考虑其引线电阻和接触电阻影响,常采用三线接法和四线接 法(一般为实验室用)。 17. 热电偶连接补偿导线时,一定要注意在一定的温度范围内,补偿导线与配对的热电偶具有相同或相近 的热电特性。 18. 光电转速计主要有反射式和直射式两种基本类型。 19. 光纤传感器一般由光源、敏感元件、光纤、光敏元件(光电接收)和信号处理系统组成。 20. 光纤传感器按工作原理分为功能型光纤传感器和传光型光纤传感器。 21. 莫尔条纹:光栅常数相同的两块光栅相互叠合在一起时,若两光栅刻线之间保持很小的夹角 光效应,在近于垂直栅线方向出现若干明暗相间的条纹,即莫尔条纹。 22. 角数字编码器又称码盘,它是测量轴角位置和位移的方法之一,它具有很高的精确度、分辨率和可靠 性。 8. 平板电容传感器电容量 S d ,柱形电容器电容量 I 与其两端之间的电压 U 的关系,称为热敏 ,由于遮
一、判断题 1. 传感器标定时,标准器应有足够的精度,其允许的基本误差不应超过被校传感器允许基本误差的1/3~1/5,并具有计量部门周期检定的合格证书。 2. 系统误差是有规律性的,因此可以通过实验的方法或引入修正值的方法计算修正,也可以重新调整测量仪表的有关部件予以消除。 3. 存在随机误差的测量结果中,虽然单个测量值误差的出现是随机的,既不能用实验的方法消除,也不能修正,但是就误差的整体而言,多数都服从正态分布规律。 3.传感器所能测量的最大被测量(输入量)的数值称为测量上限,最小被测量称为测量下限,上限与下限之间的区间,则称为测量范围。传感器所能测量的最大被测量(输入量)的数值称为测量上限,最小被测量称为测量下限,上限与下限之间的差值,则称为量程。检测技术是以研究自动检测系统中的信息提取、信息转换及信息处理的理论和技术为主要内容的一门应用技术学科。 4. 对于数字仪表而言,指示数字的最后一位数字所代表的值就是它的分辨力。当被测量的变化小于分辨力时,仪表的最后一位数字保持不变。 5. 为了减少读数误差。读数时要正视量具的读数装置,不要造成斜视误差。测量同一个点有2~3个接近的数值时,应取算术平均值作为测量结果。 6. 灵敏度是传感器在稳态下输入增量与输出增量的比值。 7. 莫尔条纹的作用是能连续实现变倍并在很大程度上消除由于刻线不均匀引起的误差。 8. 光电池是利用内光电效应制成的光电元器件。 9. 一般可用霍尔传感器测量磁场强度、电流、角位移、功率、转速、开关信号等参数。 10. 原始的压电陶瓷是一个非压电体,不具有压电效应。为了使压电陶瓷具有压电效应,就必须进行极化处理。 11. 互感传感器本身就是变压器,有一次绕组和二次绕组。一次侧接入激励电源后,二次侧将因互感而产生电压输出。当绕组间互感随被测量变化时,输出电压将产生相应的变化。 12. 镍铬—考铜电偶的分度号为K。 13. 变面积式电容传感器的输出特性是非线性的,这一类传感器多用于检测直线位移、角位移、尺寸等参量。 14. 压电效应即在电介质的极化方向施加交变电场,它会产生机械变形。当去掉外加电场,电介质变形随之消失的现象。 15. 常用的接近开关有电涡流式、电容式、磁性干簧开关、霍尔式、光电式、微波式、超声波式等。 16. 脉冲细分技术能在不增加脉冲细分技术能在不增加光栅刻线数及价格的情况下提高光栅的分辨力。20. 电涡流接近开关可以利用电涡流效应检测出塑料零件的靠近程度。 17. 10分度的游标卡尺的读数可精确到0. 1mm。20分度的游标卡尺的读数可精确到0. 05mm。50分度的游标卡尺可精确到0.02mm。 18. 石英晶体的压电系数比压电陶瓷的大得多,所以采用石英晶一般体采用石英晶体制作标准力传感器。 19. 采用高分子压电薄膜振动感应片,可制成玻璃破碎报警装置。 20. 由于光纤传感器是利用光波传输信息,而光纤又是电绝缘、耐腐蚀的传输媒质,并且安全可靠,这使它可以方便有效地用于各种大型机电,石油化工、矿井等强电磁干扰和易燃易爆等恶劣环境中。 21. 电位器式位移传感器结构简单、价格低廉,输出信号大,一般不需放大,动态响应好。 22. 传感型光纤式传感器利用外界因素改变光纤中光的特征参量,从而对外界因素进行计量和数据传输的,它具有传光、传感合一的特点,信息的获取和传输都在光纤之中。 23. 由于光电开关输出回路和输入回路是电隔离的(即电绝缘),所以它可以在许多场合得到应用。 24. 磁尺是检测位移的基准尺,磁头用来读取磁尺上的记录信号。按读取方式不同,磁头分为动态磁头和静态磁头两种。 25. 为了减少读数误差。读数时要正视量具的读数装置,不要造成斜视误差。测量同一个点有2~3个接近的数值时,应取算术平均值作为测量结果。
生产过程巡检记录表 ----------------------------精品word文档值得下载值得拥有--------- ------------------------------------- 生产管理现场巡查指南 编号:B/JD.HD501 年月日检查人: 巡查检查实际情况描述(合格或不合格描述) 检查内容检查标准岗位项目 及处理 1、标识是否正确(检查原料标识卡填写内容); 1、原料标识卡填写内容与实际 相符; 2、换牌是否及时(保证在用与先进先出); 2、原料标识牌与实际相符且符合先 进先出; 原料3、领用记录是否正确、完整(核对库存数); 3、领用记录清晰、准 确,库存数与实际相符; 标识 4、是否按先进先出原则使用(看入库时间); 4、原 料按先进先出原则使用; 5、是否有不明物(有无未标识的物品)。 5、仓库内无不明(未标识)物品。 1、码放是否规则(检查分区货位、检查码放整齐度、1、原料分区码放,原 料堆无倾斜; 检查是否存在交叉污染的可能); 2、粒料、粉料原料分开码放; 2、防潮情况(查地面湿度和底层包质量;查屋面漏雨 3、仓库不漏雨、不上潮; 原料情况;根据天气查门窗关闭情况); 4、阴雨天门窗关闭; 存储 3、保质期(查入库时间和保质时间;根据库存量和使5、原料在保质期 内使用完;
用量作存放质量评估); 6、原料帐物相符; 4、抽查原料实际库存与阿佳希报表的符合性。 7、各品种原料库存量不低于安全库存量。 5、原料库存量(在安全库存量内) 1、办公室物品摆放(按办公区6S标准核查); 1、办公室符合集团办公区6S 标准; 原料 2、地面、门窗整洁度(按生产区6S标准核查); 2、仓库符合集团生产区6S标准; 库6S 3、仓库墙壁、墙角、屋顶、原料堆上是否有蜘蛛网和 积尘; 1、现场次序(查车辆摆放、装卸顺序的规范性) 1、车辆摆放有序,装卸顺序按到厂时间排列; 2、安全情况(查司机、客户、装卸人员作业的规范性,2、无安全隐患,无安全事故; 装卸查是否有安全隐患); 3、原料码放架板数量符合规定、码放锤直平现场 3、卸车速度和原料码放(查码放数量、码放整齐度,整; 观察到货车辆情况); 4、叉车按程序保养到位,无带病工作; ----------------------------精品word文档值得下载值得拥有---------------------------------------------- ----------------------------------------------------------------------------------------------------------------------------- ----------------------------精品word文档值得下载值得拥有---------------------------------------------- 4、叉车(查保养情况;看工作状况;查方向、灯光、 5、场地散落原料及时分类回收装袋; 喇叭、刹车的完好性); 6、装卸速度满足到货需要。 5、场地(是否及时清扫车厢、地面;散料回收是否混
检测技术与自动化装置 检测技术与自动化装置,是将自动化、电子、计算机、控制工程、信息处理、机械等多种学科、多种技术融合为一体并综合运用的符合技术,广泛应用于交通、电力、冶金、化工、建材等各领域自动化装备及生产自动化过程。检测技术与自动化装置的研究与应用,不仅具有重要的理论意义,符合当前及今后相当长时期内我国科技发展的战略,而且紧密结合国民经济的实际情况,对促进企业技术进步、传统工业技术改造和铁路技术装备的现代化有着重要的意义。 学科概况 本学科是隶属于控制学科与工程学科下的一个二级学科。本学科研究以自动化、电子、计算机、控制工程、信息处理为研究对象,以现代控制理论、传感技术与应用、计算机控制等为技术基础,以检测技术、测控系统设计、人工智能、工业计算机集散控制系统等技术为专业基础,同时与自动化、计算机、控制工程、电子与信息、机械等学科相互渗透,主要从事以检测技术与自动化装置研究领域为主体的、与控制、信息科学、机械等领域相关的理论与技术方面的研究。研究本学科及相关科学领域基础理论的分析、建模与仿真、应用技术及系统设计和自动化新技术、新产品研究开发等。掌握本科学领域坚实的理论基础和系统的专门知识是检测技术与自动化装置学科及其工程应用的重要基础和核心内容之一。随着国民经济各行业及科学技术的迅速发展,以及本学科专业理论和技术水平的提高,检测技术与自动化装置学科的研究内容越来越丰富,应用范围也越来越广阔。检测技术与自动化装置的应用基础是扎实的理论基础以及科研和工程实践过程中不断积累的新技术使用技能和知识;随着自动化系统规模和新技术应用范围的不断扩大,加上学科基础理论和光、机、电结合新技术的迅速发展,越来越促进了检测技术与自动化装置学科的迅速发展。本学科是一门以应用为主、理论和实践紧密结合的综合性学科,它的应用已经编及工业、交通、航空航天、电力、冶金及国防等各个领域。 培养目标 1、较好地掌握马克思主义基本原理、毛泽东思想、邓小平理论和“三个代表”重要思想,树立正确的世界观、人生现和价值观,坚持四项基本原则,热爱祖国,遵纪守法,品德优良,乐于奉献,积极为社会主义现代化建设服务。 2、在本学科领域内,较好地掌握坚实宽广的基础理论和系统深入的专门知识,并熟悉相关学科的基础理论和知识,具有较强的独立从事科学研究工作的能力;在科学或专门技术上能够做出有新意的成果;具有严谨求实的学风;至少掌握一门外国语。 3、具有健康的身体素质和健康的心理素质。 研究方向