奥太脉冲MIG焊接系统
Pulse MIG-500III焊接系统是山东奥太MIG组依托山东大学的技术优势,结合高速列车中铝合金的焊接工艺研究和实践经验,消化吸收欧美等一流Pulse MIG焊接系统的先进技术,针对铝及其合金和不锈钢等有色金属及特种材料焊接而研制的焊接系统。电源为数字化控制的多功能逆变电源。可适用于脉冲MIG/MAG焊接、普通MIG/MAG焊接、提升引弧的TIG焊接、手弧焊焊接和碳弧气刨。焊接系统具备的八项国内领先技术:熔滴一脉一滴过渡、弧长稳定、双脉冲、特殊设计的焊铝程序、全数字光栅反馈送丝系统、全数字外设、内置的专家数据库、100套用户自定义规范参数。
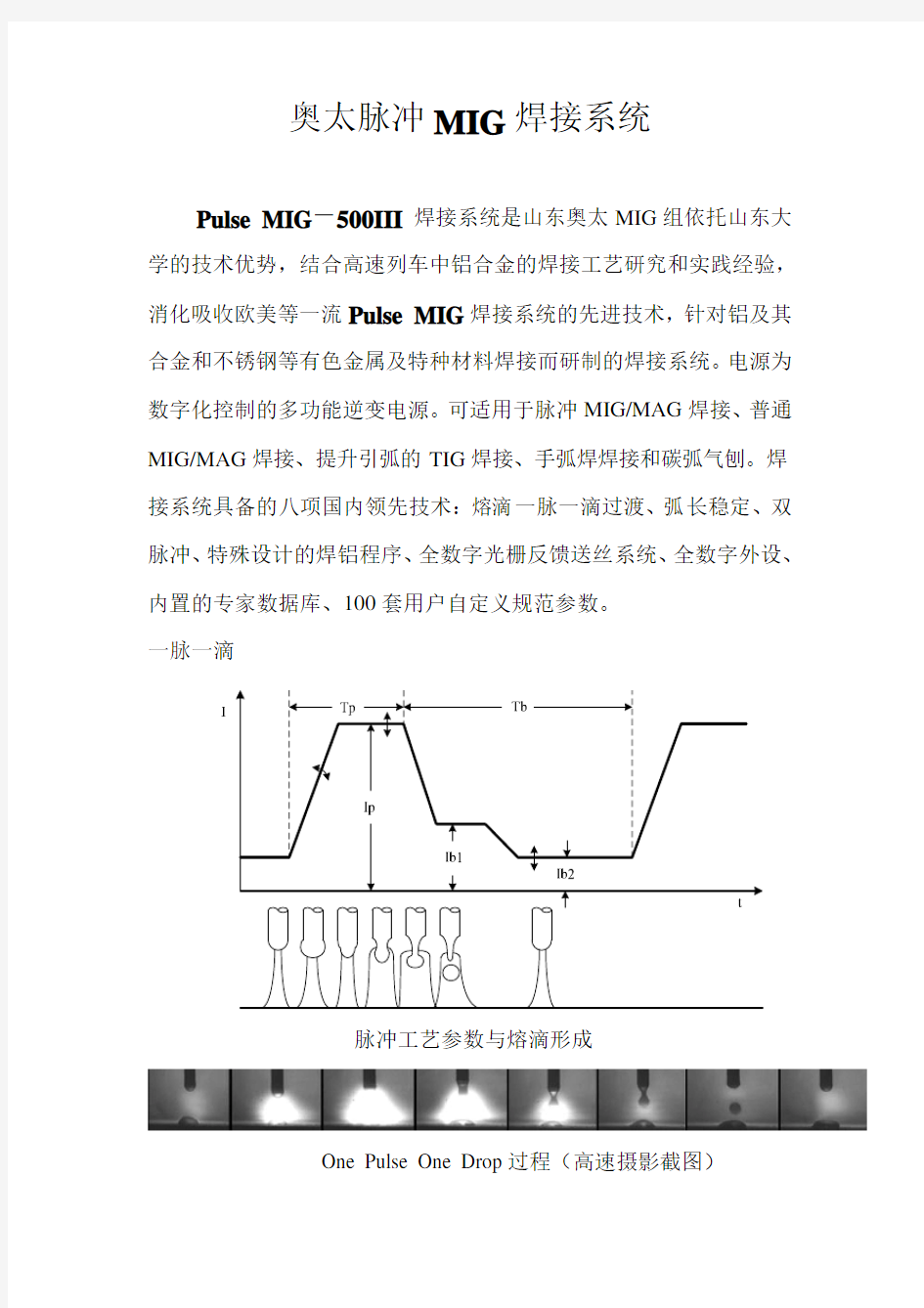
一脉一滴
脉冲工艺参数与熔滴形成
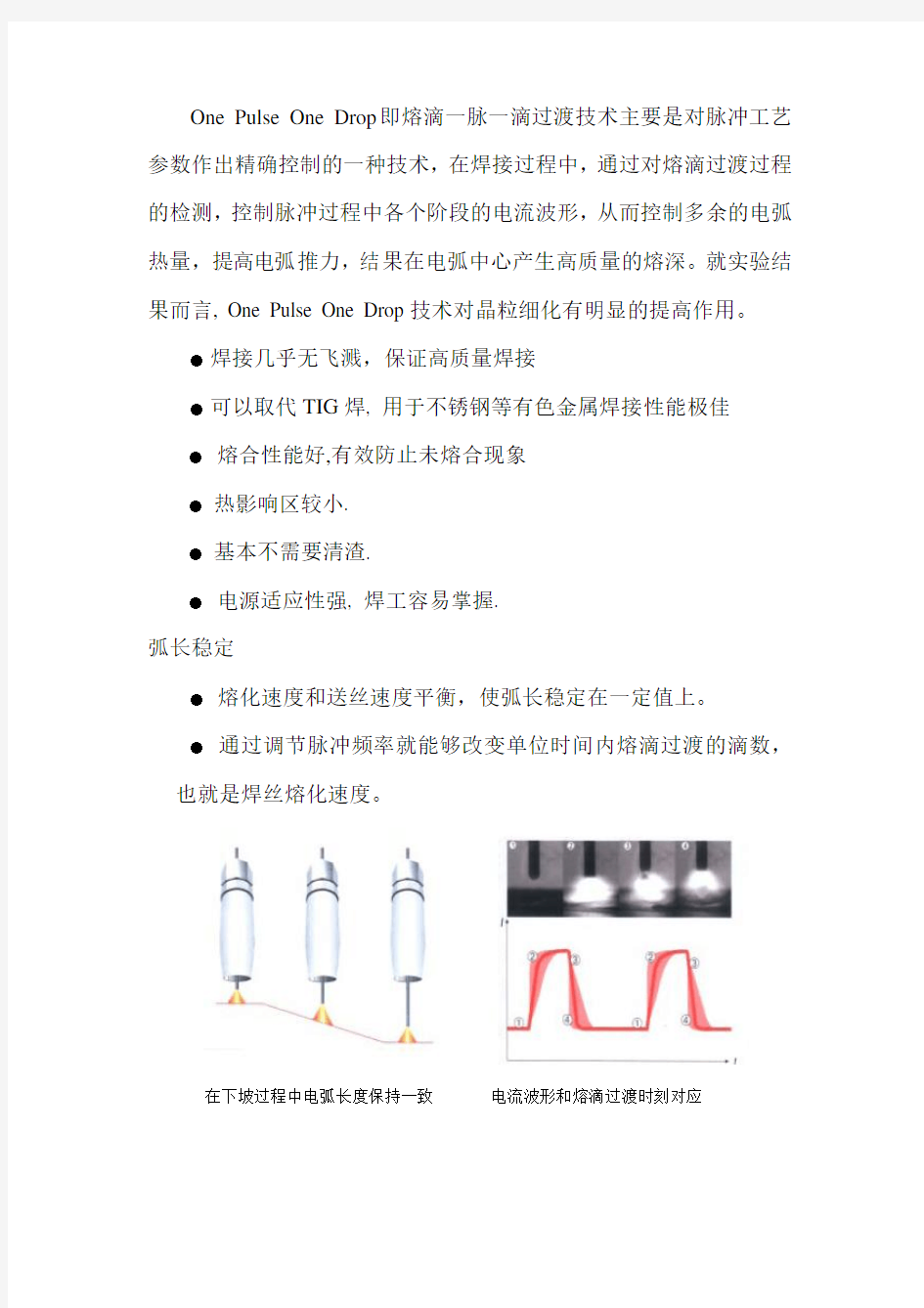
One Pulse One Drop过程(高速摄影截图)
One Pulse One Drop即熔滴一脉一滴过渡技术主要是对脉冲工艺参数作出精确控制的一种技术,在焊接过程中,通过对熔滴过渡过程的检测,控制脉冲过程中各个阶段的电流波形,从而控制多余的电弧热量,提高电弧推力,结果在电弧中心产生高质量的熔深。就实验结果而言, One Pulse One Drop技术对晶粒细化有明显的提高作用。
●焊接几乎无飞溅,保证高质量焊接
●可以取代TIG焊, 用于不锈钢等有色金属焊接性能极佳
●熔合性能好,有效防止未熔合现象
●热影响区较小.
●基本不需要清渣.
●电源适应性强, 焊工容易掌握.
弧长稳定
●熔化速度和送丝速度平衡,使弧长稳定在一定值上。
●通过调节脉冲频率就能够改变单位时间内熔滴过渡的滴数,
也就是焊丝熔化速度。
在下坡过程中电弧长度保持一致电流波形和熔滴过渡时刻对应
焊接多种金属
双脉冲
双脉冲焊即低频调制脉冲焊是脉冲焊的一种延伸工艺,其工艺是在高频的基础上,再对高频电流波形进行低频调制, 使单位脉冲的强度在强和弱之间低频周期性切换,得到周期性变化的强弱脉冲群
焊接电压 焊接电流
焊接电压
焊接电流
H08Mn2Si 焊丝
铝镁ER5356 铝硅
ER4043
不锈钢308L Ф1.2角焊试件
铝硅合金Ф1.2-豪华游艇应用 碳钢Ф1.2-三峡涡壳应用
● 可以获得均匀美观的波纹状焊缝,细化了焊缝晶粒。
● 能对熔池产生一定的搅拌作用,使熔池中的气体逸出,减小
产生气孔的倾向,降低裂纹敏感性,提高焊缝
的整体质量。
特殊四步
特殊四步功能模式
特殊四步功能即特殊设计的焊铝程序,解决了焊铝起弧难熔合,收弧易形成弧坑的难题。在焊接开始初期,较大的初期规范迅速加热铝工件得到合适的熔深及焊缝外观成型。伴随工件温度的升高不需要初期大规范的预
热作用,焊接参数由初期大规范逐渐衰减到适合工件
正常焊接的焊接规范。因铝及其合金具有热强性低,焊接时易出现热塌现象的特点,所以在焊接的最后阶段需要再次减小焊接规范,此时由较小的收弧电流完成最后的焊接及填弧坑功能。
●解决了焊铝起弧难熔合,收弧易形成弧坑的难题
●可以取代交流TIG焊, 用于铝及其合金焊接性能极佳
●无需引弧板,提高生产效率
●操作简单,降低劳动强度
●适合全位置焊接
全数字光栅反馈送丝系统
全数字光栅反馈送丝系统采用旋转编码器实时测速。当送丝电机旋转时,码盘随之一起转动。通过光栅的作用,持续不断地开放或封闭光通路,因此,在接收装置的输出端便得到频率与转速成正比的方波脉冲序列,从而计算转速。具有测速精度高、分辨能力能、抗干扰能力强等优点。
●送丝精度高、稳定性高,可以精确到十分之一毫米
●送丝力强
●抗干扰能力强,可在多种复杂、恶劣环境中正常工作
内置的专家数据库
内置的专家数据库,是采用最优化的方法及奥太具有核心技术的算法得到的脉冲工艺参数。较老的Pulse MIG焊接系统中焊接工艺参数,如Ip、Tp、Ib、Tb等需要人工分别调节,一是调节过程复杂降低生产效率,再是要求调节者对脉冲工艺参数非常了解,对人员素质
要求较高。奥太内置的专家数据库,只需调整焊接电流一个参数,即可自动匹配最佳的脉冲工艺参数,真正的一元化调节方式,简单易操作。
100套用户自定义规范参数
100套用户自定义规范参数,用于存储调用不同的焊接规范参数,满足多焊接规范或多名操作者使用的需求。
无线群控功能
无线群控焊机是具有网络接口的数字焊机,通过无线网络传输数据、执行命令,是实现数字化车间焊接管理的基础,推动现代焊机管理的发展。
无线群控焊机主要作用:
◆加强焊接工艺的执行,提高焊接质量,杜绝违规操作。
◆完善车间及焊机管理。
◆加强焊材管理,为工厂节约成本。
◆追溯焊接质量, 为焊工焊接水平考核提供数据依据。
焊机联网控制结构图
生产线上的无线群控焊机通过基站与群控服务器连接;
群控服务器接入公司局域网;
管理者在局域网内电脑上进行各种管理工作。
南方中集三期生产线,465台焊机具有无线群控功能。
焊接车间生产节拍快、焊机摆放密度大、分布范围广(车间60m ×150m),奥太焊机的可靠性、焊接性能和无线传输得到验证。
部分客户现场照片
动车集便器
山西机器工业集团机车车皮应用
三峡项目部地电涡壳拼装现场
游艇施工车间
不锈钢压力容器施工车间
中油LNG项目施工应用
WSM逆变式直流脉冲氩弧焊机使用说明书 一.钨极氩弧焊(氩弧焊工艺基础知识) 以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图: 弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力(A) 钨电极直径 (mm) 直流正极(焊枪接焊机输入一)纯钨钍钨铈钨 φ1.0 20-60 15-80 20-80 φ1.6 40-100 70-150 50-160 φ2.0 60-150 100-200 100-200 φ3.0 140-180 200-300 φ4.0 240-320 300-400
φ5.0 300-400 420-520 2.气路 气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。减压阀用以减压和调节保护气体的压力。流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。 3.氩气纯度 氩弧焊时材质对氩气纯度的要求 金属材料铬镍不锈钢太难熔金属 氩气纯度(%)≥99.7≥99.98 4.规范参数 钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。一般不锈钢氩弧焊规范如下: 电流种类及极性板厚 mm 卷边对接对接加填充焊丝焊丝直径焊接电流 (A) 氩气流量 (L/min) 焊接电流 (A) 氩气流量 (L/min) 直流正接(焊炬接焊机输出一)0.5 30-50 4 35-40 4 Φ1.0 0.8 30-50 4 35-40 4 Φ1.0 1.0 35-60 4 40-70 4 Φ1.6 1.5 45-80 4-5 50-85 4-5 Φ1.6 2.0 75-120 5-6 80-130 5-6 Φ2.0 3.0 110-140 6-7 120-150 6-7 Φ2.0 焊缝表面颜色与气体保护效果 焊件材料效果 不锈钢最好良好较好不良最坏
WS逆变式直流脉冲氩弧焊机使用说明书 一.钨极氩弧焊基础知识 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图: 弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力(A)
2.气路 气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。减压阀用以减压和调节保护气体的压力。流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。 3.氩气纯度 氩弧焊时材质对氩气纯度的要求 4.规范参数 钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。一般不锈钢氩弧焊规范如下:
焊缝表面颜色与气体保护效果 5.钨极氩弧焊主要工艺问题
以上仅供参考, 6.焊前清理 钨极氩弧焊对焊件和填充金属表面的污染相当敏感,因此焊前须清除焊件表面的油脂,涂层,加工用的润滑剂及氧化膜等。 7.安全技术 钨极氩弧焊操作者,必须戴好头面罩、手套、穿好工作服、工作鞋,以避免电弧光中的紫外线和红外线灼伤。 焊接手把的绝缘性能一定要经常检查。 钨极氩弧焊接时,应加强焊接区的通风。在不能进行通风的局部空间施焊时,应戴供给新鲜空气面罩或防毒面具。 二.主要技术参数:
WS系列钨极氩弧焊机 使用说明书 首先感谢您购买“WS系列”产品。请您在使用设备前认真阅读此说明书,以便正确使用。此外请使用鈰钨棒,才能保证在小电流下可靠引燃电弧,其它型号的钨棒的引弧性能不会使您满意。 成都航发焊接研究所 西安市户县特种电焊机厂 成都航发焊接研究所 西安办事处:TEL:(029)86627216 (029)86613539 FAX:(029)86613539
WS系列焊机(包括WS-200、WS-250、WS-315、WS-500)主要用于合金钢、不锈钢、钛及钛合金、高温合金、铜及铜合金等材料的焊接。由于该系列焊机下限电流小(一般小于10-25A),因此采用直流反极接时,还可焊接厚度在0.1-1㎜的铝及铝合金。 WS系列钨机氩弧焊机系硅整流磁放大器式焊机。该系列焊机既可作为手工钨机氩弧焊机,也可作为自动钨机氩弧焊机的电源。焊机具有焊接电流精度高、焊接电流可调节范围宽、引燃电弧容易、小电流电弧燃烧稳定、结构简单、节省电能、使用方便、维修容易的优点。此外,该系列焊机还具有以下优点: 1,陡降的外特性和电压负反馈环节。 2,由于具有焊接电流递增与焊接电流衰减装置以及等宽脉冲焊功能,从而保证了薄板及日益增多的新材料的焊接质量。 3,予通气、高频引弧、焊接电流递增、焊接、焊接电流衰减、保护气滞后等程序的转换及复位、以及脉冲焊的接入均可自动进行,使焊机操作极为方便。 4,WS-315、WS-500焊机亦具有手工电弧焊的功能。 一,主要技术数据: 二,焊机的构造: 焊机由机架、外壳、前上下面板、后下电源接线板、焊机内部分上、中、下三层:下层的前部为主电源变压器,电磁气阀和大线接线端子安装在主电源变压器的上部:下层的后半部安装三相磁放大器,磁放大器的上部接三相桥式大功率整流二极管组;焊机的中部安装大功率风扇用来冷却主变压器、磁放大器和三相桥式大功率整流二极管组。而焊机的上部在一块胶木板上安装着焊机中的交流接触器、控制变压器、高频震荡器、引弧电源、磁放大器控制电源及接线端子等(见说明书中的插图)。 三,工作原理: “A、B、C”三接线柱接380伏三根火线,“0”接零线。当面板上的电源开关K1合上,风扇转动,开始冷却主变压器、硅整流二极管组及磁放大器。同时控制变压器带电并输出(交流26伏、6.3伏和55伏),其中交流26伏和55伏分别经整流后作为不同的控制电压和同步
WSM逆变式高频脉冲氩弧焊机系列 The WSM series inverter pulse TIG machine 用途及特点(Use and characteristics) 1.适用于手工氩弧焊和手工电弧焊。 2.效率高、空载损耗小、输出电流稳定、节能、节材。 3.设有长缝、短缝、反复选择开关,可方便地选择焊接方式。 4.具有频率选择和电流缓升、缓降调节。 5.滞后断气时间可调整,满足不同的需求。 6.采用高频脉冲引弧方式,焊接性能可靠,成型美观。 7.适用与不锈钢、碳钢、铂、银、镍、及其合金的精密焊接。 1, It is capable of manual argon arc welding and manual electric arc welding. 2, High efficiency,low loss,stable output current,energy and material saving. 3, With long,short,and repeatable switch,it can easily select welding method. 4, It is capable of frequency adjust and current wave adjust. 5, Gas postpone and disconnection time can be adjusable,it can meet various kind of demands. 6, Adopt high frequency pulse arc start method,welding reliability and apperence is simply great. 7, It is applicable to precise welding of stainless steel , carbon steel,platinum , silver ,nickel and nickel alloy.
氩弧焊机工作原理 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
第八章氩弧焊机工作原理 一、什么是氩弧焊 氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称TIG。 二、氩弧焊的起弧方式 氩弧焊的起弧采用高压击穿的起弧方式,先在电极针(钨针)与工件间加以高频高压,击穿氩气,使之导电,然后供给持续的电流,保证电弧稳定。 三、氩弧焊的一般要求 (一)对气体的控制要求:要求气体先来后走,氩气是较易被击穿的惰性气体,先在工件与电极针间充满氩气,有利于起弧;焊接完成后,保持送气,有 助于防止工件迅速冷却防止氧化,保证了良好的焊接效果。 (二)电流的手开关控制要求:要求按下手开关时,电流较气延迟,手开关断开(焊接结束后),根据要求延时供气电流先断。 (三)高压的产生与控制要求:氩弧焊机采用高压起弧的方式,则要求起弧时有高压,起弧后高压消失。 (四)干扰的防护要求:氩弧焊的起弧高压中伴有高频,其对整机电路产生严重的干扰,要求电路有很好的防干扰能力。 四、氩弧焊机与手弧焊机的工作电路的差别 氩焊机与手弧焊机在主回路、辅助电源、驱动电路、保护电路等方面都是相似的。但它在后者的基础上增加了几项控制:1、手开关控制;2、高频高压控制;3、增压起弧控制。另外在输出回路上,氩弧焊机采用负极输出方式,输出负极接电极针,而正极接工件。 五、氩弧焊机的工作原理 氩弧焊机在主回路、辅助电源、驱动电路、保护电路等方面的工作原理是与手弧焊机是相同的。在此不再多叙述,而着重介绍氩弧焊机所特有的控制功能及起弧电路功能。 (一)手开关控制 手开关原理图如图
WSM逆变式直流脉冲氩弧焊机使用说明 书 一.钨极氩弧焊(氩弧焊工艺基础知识) 以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:
弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力(A) 2.气路
气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。减压阀用以减压和调节保护气体的压力。流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。 3.氩气纯度 氩弧焊时材质对氩气纯度的要求 4.规范参数 钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。一般不锈钢氩弧焊规范如下: 焊缝表面颜色与气体保护效果
5.钨极氩弧焊特有的工艺缺陷及防止措施
逆变式直流脉冲氩弧焊机使用说明书
WSM逆变式直流脉冲氩弧焊机使用说明书 一.钨极氩弧焊(氩弧焊工艺基础知识) 以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图: 弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。
钨电极负载电流能力(A) 2.气路 气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。减压阀用以减压和调节保护气体的压力。流量计是标定和调节保护气体流量,氩弧焊机一般采用组合一体式的减压流量计,这样使用方便、可靠。 3.氩气纯度 氩弧焊时材质对氩气纯度的要求 4.规范参数 钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。一般不锈钢氩弧焊规范如下:
焊缝表面颜色与气体保护效果 5.钨极氩弧焊特有的工艺缺陷及防止措施
氩弧焊机型号及操作规程 氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称TIG。 氩弧焊机按照电极的不同分为熔化极氩弧焊机和非熔化极氩弧焊机两种。 氩弧焊机-千汇网 WSE5系列交直流方波氩弧焊机 WSE5系列交直流方波氩弧焊机 WSE系列交直流多用氩弧焊机(动铁芯硅整流组件) WS系列IGBT逆变式直流氩弧焊机 WS-250IGBT逆变式直流氩弧焊机 WS-315IGBT逆变式直流氩弧焊机 WS-400IGBT逆变式直流氩弧焊机 WS-500IGBT逆变式直流氩弧焊机 WSM-160逆变式脉冲直流钨极氩弧焊机 WSM-200逆变式脉冲直流钨极氩弧焊机 WSM-250逆变式脉冲直流钨极氩弧焊机
WSM-315逆变式脉冲直流钨极氩弧焊机 WSM-400逆变式脉冲直流钨极氩弧焊机 WSM-500逆变式脉冲直流钨极氩弧焊机专机类 1、氩弧焊必须由专人操作开关。 2、工作前检查设备,工具是否良好。 3、检查焊接电源,控制系统是否有接地线,传动部分加润滑油。转动要正常,氩气、水源必须畅通。如有漏水现象,应立即通知修理。 4、检查焊枪是否正常,地线是否可靠。 5、检查高频引弧系统、焊接系统是否正常,导线、电缆接头是否可靠,对于自动丝极氩弧焊,还要检查调整机构、送丝机构是否完好。 6、根据工件的材质选择极性,接好焊接回路,一般材质用直流正接,对铝及铝合金用反接法或交流电源。 7、检查焊接坡口是否合格,坡口表面不得有油污、铁锈等,在焊缝两侧200mm内要除油除锈。 8、对于用胎具的要检查其可靠性,对焊件需预热的还要检查预热设备、测温仪器。 9、氩弧焊操纵按钮不得远离电弧,以便在发生故障时可以随时关闭。 10、采用高频引弧必须经常检查有否漏电。 11、设备发生故障应停电检修,操作工人不得自行修理。 12、在电弧附近不准赤身和裸暴其它部位,不准在电弧附近吸烟、进食,以免臭氧、烟尘吸入体内。 13、磨钍钨极时必须戴口罩、手套,并遵守砂轮机操作规程。最好选用铈钨极(放射量小些)。砂轮机必须装抽风装置。 14、操作工应随时佩戴静电防尘口罩。操作时尽量减少高频电作用时间。连续工作不得超过6小时。 15、氩弧焊工作场地必须空气流通。工作中应开动通风排毒设备。通风装置失效时,应停止工作。 16、氩气瓶不许撞砸,立放必须有支架,并远离明火3米以上。 17、在容器内部进行氩弧焊时,应戴专用面罩,以减少吸入有害烟气。容器外应设人监护和配合。 18、钍钨棒应存放于铅盒内,避免由于大量钍钨棒集中在一起时,其放射性剂量超出安全规定而致伤人。
氩弧焊机的组成 氩弧焊机的组成氩弧焊机按操作方法可分为钨极手工 氩弧焊机、半自动和自动氩弧焊机等几种;按焊机种类可分为直流、交流、脉冲三种钨极氩弧焊机。它们的组成如下所示: 一、手工交流钨极氩弧焊机 1-焊接变压器;2-扼流圈;3-稳定变阻器;4-交流电流表;5-电压表;6-焊枪;7-减压流量计;8-高频振荡器;9-焊件;10-氩气瓶。 二、手工直流钨极氩弧焊机 1-直流整流电源;2-稳定变阻器;3-直流电流表;4-电压表;5-焊枪;6-减压流量计;7-焊件;8-氩气瓶。 三、直流钨极自动氩弧焊机 1-直流电源;2-可变电阻;3-直流电流表;4-扼流圈;5-电压表;6-焊枪;7-减压流量计;8-氩气瓶;9-焊件;10-高频振荡器。 四、熔化极自动氩弧焊机
1-直流电源;2-稳定变阻器;3-直流电流表;4-电压表;5-送丝轮;6-焊丝盘;7-焊枪;8-减压器;9-工件;10-氩气瓶。氩弧焊机的工作原理氩弧焊机在主回路,辅助电源,驱动电路,保护电路等方面的工作原理是与手弧焊机是相同的.在此不再多叙述,而着重介绍氩弧焊机所特有的控制功能及起弧电路功能. 氩弧焊机要求氩气先来后走,而电流则后来先走(相对气而言),这此都是通过手开关控制实现的. 当焊机主开关合上后,辅助电源工作,给控制电路提供了24V 的直流电.手开关未合上时,24V直流电通过电阻R5使Q2导通,CW3525芯片的8脚经过T形滤波器(L5,C5组成,抗干扰用)对地短路,此时,CW3525处于封波状态,电路无输出;手开关合上时,24V直流电通过电阻R4,R8使Q1导通,Q2基极被拉低而关断,24V直流电通过电阻R6,R7使Q3导通继电器J3A吸合,使控制气体供给的电磁阀工作,给焊接供气.而8脚电位由于缓起动电阻,电容的作用缓慢增长,经过一定时 间,CW3525开始工作,电路开始输出功率.这样,电流就较气延时供给延时时间由缓起动动阻,容值决定). 电磁阀为气体供给控制器件,当继电器J3A合上,电磁阀中的电感线圈获得电流,产生磁能,把铁块吸离气管管口,气体通过电磁阀供给焊接.
W S160_200_315逆变式直流脉冲氩弧焊机使用说明书及工作原 理图
WS逆变式直流脉冲氩弧焊机使用说明书 一.钨极氩弧焊基础知识 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图: 弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力(A) 钨电极直径焊枪接焊机输出一
2.气路 气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。减压阀用以减压和调节保护气体的压力。流量计是标定和调节保护气体流量,氩弧焊机通常采用组合一体式的减压流量计,这样使用方便、可靠。 3.氩气纯度 氩弧焊时材质对氩气纯度的要求 4.规范参数 钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。一般不锈钢氩弧焊规范如下:
焊缝表面颜色与气体保护效果 5.钨极氩弧焊主要工艺问题
第八章氩弧焊机工作原理 一、什么是氩弧焊 氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称TIG。 二、氩弧焊的起弧方式 氩弧焊的起弧采用高压击穿的起弧方式,先在电极针(钨针)与工件间加以高频高压,击穿氩气,使之导电,然后供给持续的电流,保证电弧稳定。 三、氩弧焊的一般要求 (一)对气体的控制要求:要求气体先来后走,氩气是较易被击穿的惰性气体,先在工件与电极针间充满氩气,有利于起弧;焊接完成后,保持送气,有助于防止 工件迅速冷却防止氧化,保证了良好的焊接效果。 (二)电流的手开关控制要求:要求按下手开关时,电流较气延迟,手开关断开(焊接结束后),根据要求延时供气电流先断。 (三)高压的产生与控制要求:氩弧焊机采用高压起弧的方式,则要求起弧时有高压,起弧后高压消失。 (四)干扰的防护要求:氩弧焊的起弧高压中伴有高频,其对整机电路产生严重的干扰,要求电路有很好的防干扰能力。 四、氩弧焊机与手弧焊机的工作电路的差别 氩焊机与手弧焊机在主回路、辅助电源、驱动电路、保护电路等方面都是相似的。但它在后者的基础上增加了几项控制:1、手开关控制;2、高频高压控制;3、增压起弧控制。另外在输出回路上,氩弧焊机采用负极输出方式,输出负极接电极针,而正极接工件。 五、氩弧焊机的工作原理 氩弧焊机在主回路、辅助电源、驱动电路、保护电路等方面的工作原理是与手弧焊机是相同的。在此不再多叙述,而着重介绍氩弧焊机所特有的控制功能及起弧电路功能。 (一)手开关控制 手开关原理图如图8.1 图8.1
氩弧焊机要求氩气先来后走,而电流则后来先走(相对气而言),这此都是通过手开关控制实现的。 由图知:当焊机主开关合上后,辅助电源工作,给控制电路提供了24V的直流电。手开关未合上时,24V直流电通过电阻R5使Q2导通,CW3525芯片的8脚经过T形滤波器(L5、C5组成,抗干扰用)对地短路,此时,CW3525处于封波状态,电路无输出;手开关合上时,24V直流电通过电阻R4 、R8使Q1导通,Q2基极被拉低而关断,24V直流电通过电阻R6、R7使Q3导通继电器J3A吸合,使控制气体供给的电磁阀工作,给焊接供气。而8脚电位由于缓起动电阻,电容的作用缓慢增长,经过一定时间,CW3525开始工作,电路开始输出功率。这样,电流就较气延时供给延时时间由缓起动动阻、容值决定)。 电磁阀为气体供给控制器件,当继电器J3A合上,电磁阀中的电感线圈获得电流,产生磁能,把铁块吸离气管管口,气体通过电磁阀供给焊接。 手开关控制电路中,电感线圈L1~L4及C1、C2起到防止干扰而使手开关误导通的作用。 1、手开关合上时,由于Q3导通继电器J3A吸合,电磁阀打开供气。辅助电源向电 容C17充电。而由于热敏电阻RT4、RT5的限流,使得手开关不到于因电流过大而损坏; 2、焊接结束,手开关断开后,Q2导通,CW3525 的8脚电位被拉低,电路停止输出,而C17上仍充有电能,它通过R6、R7放电供给Q3导通,保持电磁阀导通延时供气。实现了焊接对电流、气体的控制要求。 (二)高频、高压电流的产生与控制 (1)产生:氩弧焊机的起弧需要高压,为了能在手弧焊机的基础上产生高压并送到输出回路,采用了如图8.2的电路。 图8.2
氩弧焊机保养[ 氩弧焊机怎样保养 氩弧焊对人身体的危害 电焊烟尘 1、可能导致的职业病:电焊工尘肺 2、行业举例: (1)体育用品制造业:铜管打孔 (2)机械工业:手工电弧焊、气体保护焊、氩弧焊、碳弧气刨、气焊 (3)交通运输设备制造业:机车部件组装、平台组装、船舶管系安装、船舶电气安装、船舶锚链 (4)加工、制动梁加工、汽车总装、摩托车装配 氩弧焊安全技术 氩弧焊除了与手工电弧焊相同的触电、烧伤、火灾以外,还有高频电磁场、电极放射线和比手弧焊强得多的弧光伤害、焊接烟尘和有毒气体等。 其中最主要的是高频电和臭氧。 一预防高频电磁场的伤害
1.高频电磁场的产生及危害 在钨极氩弧焊和等离子弧焊割时,常用高频振荡器来激发引弧,有的交流氩弧焊机还用高频振荡器来稳定电弧。焊接通常使用的高频振荡器的频率为200—500 千周,电压2500—3500伏,高频电流强度3—7毫安,电场强度约140—190伏/米。焊工长期接触高频电磁场能引起植物神经功能紊乱和神经衰弱。表现为全身不适、头昏、多梦、头痛、记忆力减退、疲乏无力、食欲不振、失眠及血压偏低等症状。 高频电磁场的参考卫生标准规定8小时接触的允许辐射强度为20伏/米。据测定,手工钨极氩弧焊时焊工各部位受到的高频电磁场强度均超过标准,其中以手部强度最大,超过卫生标准5倍多。如果只是引弧时使用高频振荡器,因时间短,影响较小,但长期接触也是有害的,必须采用有效的防护措施。 2.对高频电磁场的防护措施 ⑴氩弧焊的引弧与稳弧措施尽量用晶体管脉冲装置,而不用高频振荡装置,或仅用来引弧,电弧引燃后,立即切断高频电源。 ⑵降低振荡频率,改变电容器及电感参数,将振荡频率降至30千周,减少对人体的影响。 ⑶屏蔽电缆和导线,采用细铜质编制软线,套在电缆胶管外边(包括焊炬内及通至焊机的导线),并将其接地。 ⑷因高频振荡电路的电压较高,要有良好而可靠的绝缘。
WSM逆变式直流脉冲氩弧焊机使用说 明书
WSM逆变式直流脉冲氩弧焊机使用说明书 一.钨极氩弧焊(氩弧焊工艺基础知识) 以下内容是钨极氩弧焊的基础知识,建议用户认真阅读,对正确使用焊机很重要。 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图:
弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力(A) 2.气路 气路由氩气瓶减压阀、流量计、软管及电磁气阀(在焊机内)等组成。减压阀用以减压和调节保护气体的压力。流量计是标定和调节保护气体流量,氩弧焊机一般采用组合一体式的减压流量计,这样使用方便、可靠。 3.氩气纯度 氩弧焊时材质对氩气纯度的要求
4.规范参数 钨极氩弧焊的规范参数主要由电流、电压、焊速、氩气流量,其值与被焊材料种类、板厚及接头型式有关。其余参数如钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径,喷嘴大小等则在焊接电流值确定后再选定。一般不锈钢氩弧焊规范如下: 焊缝表面颜色与气体保护效果