肠杆菌科
【器材】
一、SS平板培养基:选择性培养基,有促进目的菌生长的物质和鉴别用指示剂.
1、煌绿、胆盐、硫代硫酸钠、枸橼酸钠等能抑制G+菌及大多数大肠生长,胆盐促进伤寒生长。
2、大肠分解乳糖产酸:中性红(6.8红-8.0黄)变红,与胆盐结合合成胆酸,因而形成中心混浊的深红色菌落,病原菌不分解乳糖,故菌落呈透明微黄色。
3、枸橼酸铁能指示硫化氢产生,硫化铁呈黑色
4、硫代硫酸钠有缓和胆盐对志贺、沙门菌的毒害作用,并中和煌绿、中性红染料的毒性,使大肠红色鲜明
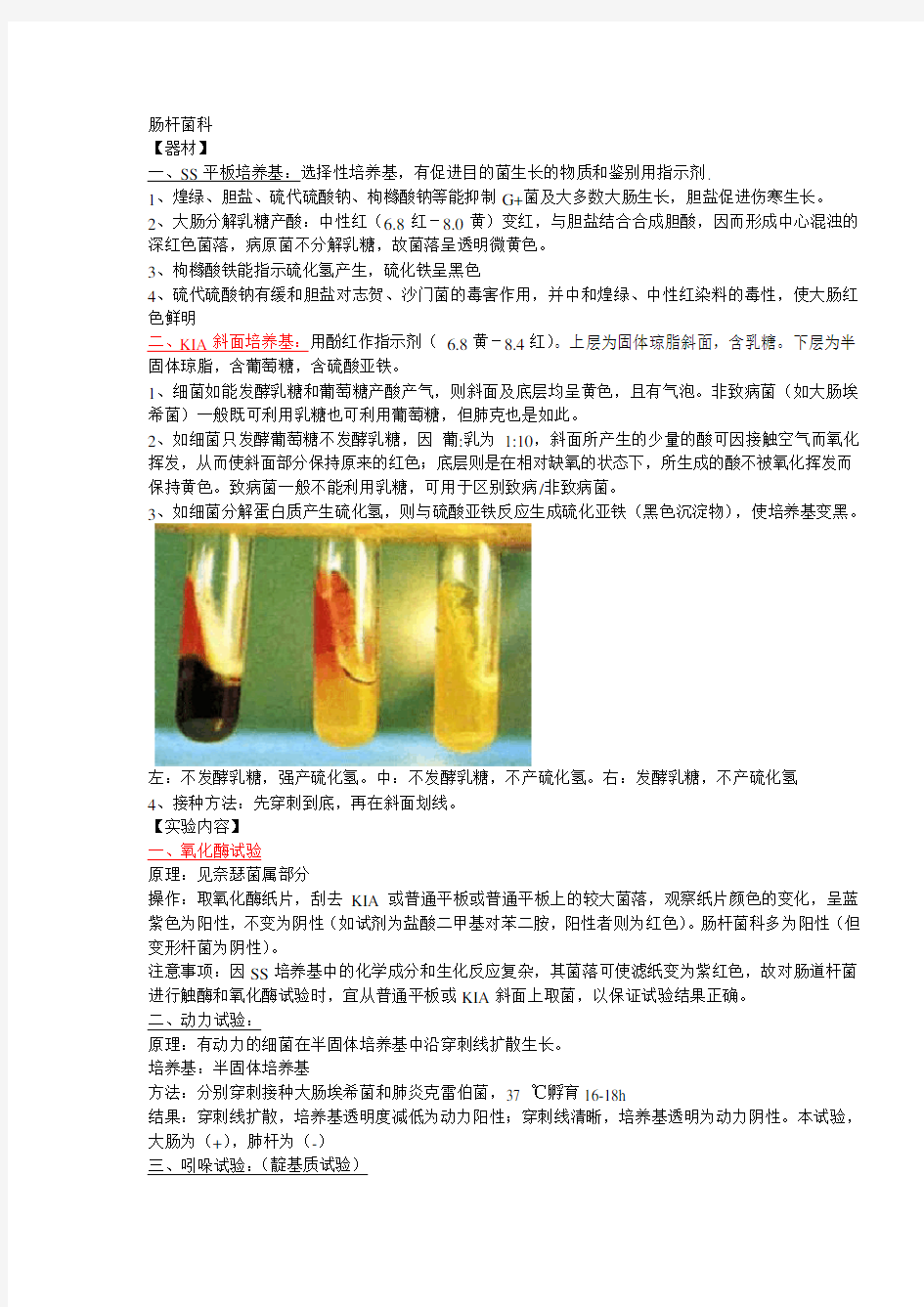
二、KIA斜面培养基:用酚红作指示剂(6.8黄-8.4红)。上层为固体琼脂斜面,含乳糖。下层为半固体琼脂,含葡萄糖,含硫酸亚铁。
1、细菌如能发酵乳糖和葡萄糖产酸产气,则斜面及底层均呈黄色,且有气泡。非致病菌(如大肠埃希菌)一般既可利用乳糖也可利用葡萄糖,但肺克也是如此。
2、如细菌只发酵葡萄糖不发酵乳糖,因葡:乳为1:10,斜面所产生的少量的酸可因接触空气而氧化挥发,从而使斜面部分保持原来的红色;底层则是在相对缺氧的状态下,所生成的酸不被氧化挥发而保持黄色。致病菌一般不能利用乳糖,可用于区别致病/非致病菌。
3、如细菌分解蛋白质产生硫化氢,则与硫酸亚铁反应生成硫化亚铁(黑色沉淀物),使培养基变黑。
左:不发酵乳糖,强产硫化氢。中:不发酵乳糖,不产硫化氢。右:发酵乳糖,不产硫化氢
4、接种方法:先穿刺到底,再在斜面划线。
【实验内容】
一、氧化酶试验
原理:见奈瑟菌属部分
操作:取氧化酶纸片,刮去KIA或普通平板或普通平板上的较大菌落,观察纸片颜色的变化,呈蓝紫色为阳性,不变为阴性(如试剂为盐酸二甲基对苯二胺,阳性者则为红色)。肠杆菌科多为阳性(但变形杆菌为阴性)。
注意事项:因SS培养基中的化学成分和生化反应复杂,其菌落可使滤纸变为紫红色,故对肠道杆菌进行触酶和氧化酶试验时,宜从普通平板或KIA斜面上取菌,以保证试验结果正确。
二、动力试验:
原理:有动力的细菌在半固体培养基中沿穿刺线扩散生长。
培养基:半固体培养基
方法:分别穿刺接种大肠埃希菌和肺炎克雷伯菌,37 ℃孵育16-18h
结果:穿刺线扩散,培养基透明度减低为动力阳性;穿刺线清晰,培养基透明为动力阴性。本试验,大肠为(+),肺杆为(-)
三、吲哚试验:(靛基质试验)
原理:有些细菌具有色氨酸酶,能分解蛋白胨中的色氨酸生成吲哚,与对二甲基氨基苯甲醛形成红色化合物。
培养基:蛋白胨水
方法:将大肠埃希菌和伤寒沙门菌分别接种于蛋白胨水培养基中,37 ℃孵育16-18h
结果:取出后,滴加吲哚试剂2d,混匀,可见培养物上层呈玫瑰红色为+,不变色为-。本试验,大肠为(+),伤寒为(-)
四、尿素酶试验:
原理:产生尿素酶的细菌能分解尿素,形成氨,使培养基呈碱性,酚红指示剂变成红色。
培养基:尿素培养基
方法:将大肠埃希菌和变形杆菌分别接种于尿素培养基中,37 ℃孵育16-18h
结果:培养基变红色者为阳性。变黄为阴性。本试验,大肠为(-),变形为(+)
五、甲基红试验:
原理:某些细菌分解葡萄糖产生丙酮酸,丙酮酸可进一步分解为甲酸、乙酸等,故培养物pH在4.5以下,加入甲基红指示剂后呈红色。有些细菌分解葡萄糖产生的酸进一步转化为其它物质,如醇、酮等,培养基pH在6.2以上,加入甲基红指示剂呈黄色。
培养基:葡萄糖蛋白胨水
方法:分别接种大肠埃希菌和肺炎克雷伯菌
结果:加入甲基红指示剂2d,混匀,红色为阳性,黄色为阴性。本试验,大肠为(+),肺杆为(-)六、苯丙氨酸脱氨酶试验:
原理:某些细菌(如变形杆菌属),可产生苯丙氨酸脱氨酶,使苯丙氨酸脱氨生成苯丙酮酸,加入三氯化铁试剂与苯丙酮酸螯合后形成绿色化合物。
培养基:苯丙氨酸琼脂培养基
方法:分别接种大肠埃希菌和变形杆菌,37 ℃孵育16-18h
结果:滴加100 g/L三氯化铁试剂,出现绿色为+,不变为-。本试验,变形为(+),大肠为(-)
七、柠檬酸盐利用试验:
原理:当细菌可以利用铵盐作为唯一的氮源,同时利用柠檬酸钠作为唯一碳源时,可在柠檬盐培养基上生长,并分解柠檬酸盐为碳酸盐,使培养基变碱,指示剂溴麝香草酚蓝由绿色变为深蓝色,为柠檬酸盐利用试验阳性。若不能利用则不能生长,培养基不变色,为阴性。
培养基:西蒙柠檬酸盐培养基
方法:分别接种大肠埃希菌和变形杆菌,37 ℃孵育16-18h
结果:大肠-(绿色),变形+(蓝色)
八、总结:结果判断与观察
KIA:观察上部和下部的颜色变化,变黄为产酸,变红为产碱,有气泡为产气,有黑色为产硫化氢。动力(M):半固体上沿穿刺线生长,周围清澈,为阴性,周围混浊者为阳性。
吲哚(I):在蛋白胨水中滴加靛基质试剂2-3滴,立刻变红者为阳性,不变为阴性。
尿素酶试验(U):变为深粉红者为阳性,不变或变黄者为阴性。
甲基红试验(Mr):在葡胨水中滴加甲基红试剂2-3滴,变红为阳性,变黄为阴性。
枸橼酸盐利用试验(C):细菌在上生长,颜色变为蓝色为阳性,细菌不长或培养基颜色不变为阴性。苯丙氨酸酶试验:在斜面上滴加10%FeCl3试剂2-3滴,变成暗绿色为阳性,不变为阴性。
菌种
KIA MIU
甲基红
(Mr)
枸橼酸
盐(C)
苯
丙
氨
酸斜面底层产气硫化氢动力吲哚脲酶
大肠埃希菌 A A + - + + - + - - 福氏志贺菌K A -/+ - - +/- - +/- - - 宋内氏志贺菌K A -/+ - + - - +/- - - 伤寒沙门氏菌K A - +/- + - - + +/- - 甲型副伤寒菌K A + -/+ + - - + - - 乙型副伤寒菌K A + + + - - + + - 肺炎克雷伯菌 A A + - - - + - + - 变形杆菌K A + + + + + + +/- + 【其他试验】
一、大肠埃希菌
1、形态结构观察:革兰阴性、中等大小、两端钝圆、多呈单个散在分布的杆菌。鞭毛染色为周毛菌
2、菌落观察:在普通琼脂平板上呈圆形、灰白色、湿润、光滑型菌落;在血琼脂平板上呈圆形、灰白色、湿润、光滑型菌落,某些菌株有β溶血;在SS琼脂平板上呈红色、圆形、凸起、边缘整齐的菌落,多数为光滑型菌落。
二、志贺菌属
1、形态结构观察:为格兰阴性杆菌,散在分布,多无鞭毛
2、菌落观察:在SS和MAC平板上形成无色透明、中等大小的菌落,除宋内氏志贺菌外,菌落均为光滑型。
3、血清学试验:凡生化反应符合志贺菌属者均需做血清学鉴定。
①方法:取一环志贺菌四种多价血清与载玻片一端,再取少许待测菌与之混合,同时在玻片另一端取待测菌与之混合,同时在另一端取待测菌与生理盐水混合对照。
②结果判定:对照呈均匀浑浊,待检菌与志贺菌四种多价血清混合后,数分钟内出现肉眼可见的颗粒状凝集物即为阳性。继之用A/B/C/D群最常见的单价血清凝集定种。
③报告:分离培养未见可疑菌落或经鉴定不符合志贺菌属鉴定依据者可报告“未分离到志贺菌属细菌”。经分离鉴定后符合鉴定依据者,可报告“分离出XX志贺菌”,若进一步做多种生化反应及因子血清分型后,可报告“分离出XX志贺菌X型”。
二、伤寒沙门菌属
1、形态结构观察:沙门菌属为革兰阴性细长杆菌,鞭毛染色可见周鞭毛。
2、菌落观察:在SS和MAC平板上形成无色、半透明、光滑湿润、凸起的小菌落,产硫化氢的菌种可在SS平板上形成中心带黑褐色的小菌落。
3、血清学试验:若生化反应及形态学检查疑为沙门菌,可选用沙门菌的多价诊断血清进行玻片凝集试验.
①方法:首先选用A~F组多价“O”诊断血清做玻片凝集试验。在试验时以生理盐水作对照。本试验在5~10 min内不出现凝集者可确定为阴性。但若生化反应比较典型,应考虑选用Vi凝集试验,若凝集,则用无菌生理盐水将菌洗下,制成浓厚的悬液,100℃加热30min,再与A~F组多价“O”诊断血清做玻片凝集试验。若与A~F组多价“O”血清发生凝集,应再与沙门菌单价因子血清分别做玻片凝集试验,以确定该菌株属于哪一组。一般先选用本地区检出率最高的菌型的相应血清做玻片凝集。若已确定哪一沙门菌种后,再分别先用H因子血清检查第I 相抗原,然后检查第II 相抗原,最后确定该菌种属于哪一型沙门菌。
群 A B C D E
菌体抗原(O) 2 4 7 9 3
鞭毛抗原(H) a b c d e
菌种甲型副伤寒
(PA)
乙型副伤寒
(PB)
丙型副伤寒
(PC)
伤寒沙门菌鸭沙门菌
②报告:分离培养未见可疑菌落或经鉴定不符合沙门菌属细菌者,可报告“未分离出沙门菌”。生化反应符合沙门菌,玻片凝集试验阳性者,可初步报告为“分离到XX沙门菌”或“X群沙门菌”。
三、肺炎克雷伯菌
1、形态结构观察:为无芽孢格兰阴性杆菌,呈卵圆形或球杆状,常呈双排列,无鞭毛。
2、菌落观察:在血琼脂平板上形成圆形、凸起、灰白色、不溶血、光亮的大菌落,相邻菌落易于融合,黏液状,若用接种针蘸取呈长丝状拽起。在MAC平板上呈乳糖发酵产酸的菌落,即红色、较大、浑浊、凸起的粘液型菌落,较大肠埃希菌大。
与大肠埃希菌鉴别
I M Vi C
大肠埃希菌+ + - -
肺炎克雷伯菌- - + +
四、变形杆菌
1、形态结构观察:为革兰阴性杆菌,两端钝圆,有明显多形性,在一定条件下可形成球杆状或丝状;无芽孢和荚膜,鞭毛染色为周鞭毛。
2、菌落观察:在营养琼脂平板上呈波纹状迁徙生长现象;在SS琼脂平板上呈无色、圆形、中等大小的乳糖不发酵型菌落,中心通常为灰褐色。
肠杆菌鉴定程序
粪便标本其他标本
接种选择性培养基(SS,麦康凯,伊红美蓝)接种血平板,GS
35℃24小时
挑取可疑菌落(SS上非红色菌)
G杆菌或弧菌G-杆菌或球杆菌形态
氧化酶(-)
杆菌杆菌或弧菌
(KIA,MIU,IMViC,苯丙氨酸)非发酵菌科弧菌科肠杆菌科初步鉴定,作血清凝集
最终结果
质量检验(检测)过程控制程序 1 目的 为确保过程中产生的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定的技术标准和满足顾客的要求,而对制造过程中的质量监控作出具体的规定。 2 范围 适用于最终产品及所需的自制零(部)件、外购件、外协件、原辅材料实物质量的监控过程中符合质量/环境/职业健康安全管理活动要求。 3 引用标准 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 Q/HZK526《质量/环境/职业健康安全管理手册》 Q/HZK611《外部供方评定控制管理 Q/HZK504《合同评审和协调程序》 Q/HZK517 检验和试验状态控制 Q/HZK509 产品标识和可追溯性控制 Q/HZK527 顾客财产控制 Q/HZK512 检验和试验设备控制 Q/HZK515 检验、测量和试验控制 Q/HZK520 产品防护控制 Q/HZK518 不合格品控制 Q/HZK519 事件、不符合预防措施及改进控制程序 Q/HZK443 外购外协件、原材料检验规定 Q/HZK417 紧急放行追回程序 Q/HZK442 外购外协件、在制品、成品抽样检验规定 Q/HZK428 质量检验记录管理办法 Q/HZK666 改进控制程序 Q/HZK533 过程的监视和测量控制程序 4 职责
4.1技术质量管理部(质保部)负责过程中产生的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定性的技术标准和满足顾客的要求控制。 4.2综合运行管理部(生产计划部、物资供应部)负责生产制造过程、物资采购过程中按符合规定的技术标准(技术图纸、工艺、原辅材料标准等)的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定性的技术标准和满足顾客要求的过程控制。 4.3技术质量管理部(各项目开发室)负责提供产品过程中产生的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定性的技术标准及检验(检测)细则(规定)。 4.4技术质量管理部(质保部计量室)负责过程中产生的自制零(部)件、外购件、外协件、原辅材料及最终的成品符合规定性的技术标准和满足顾客的要求控制的检测量具和测量设备,并做到符合周期鉴定要求。 5质量检验(检测)工作的责任和要求 5.1质量检验工序控制把关的正、负都会直接反映在产品(零部件)实物质量上。如何按程序文件标准和技术、质检文件要求控制、把关,我们质检线的管理人员、进(出)厂检验人员都必须认识到这一职能的责任,控制/和把关严不严格看你这个检验员的技能和思想品质,以及对本职工作的认真程度和态度,我们要以预防为主,预先走入到工序过程的严格控制之中,这样才能从工序过程中了解产品生产的质量状态、在生产过程中预防质量问题的产生,切实把质量工作从质量检验(检测)位移到质量控制的过程中,检验员要做产品质量的检验员,更要做产品质量的宣传员和生产技术的辅导员,真正把产品质量控制好。 5.2我们的质量管理人员和检验员实际上是一个X光的检验医生岗位,是专门检查工序(产品)出现质量问题岗位,是要按相关程序文件(标准)规定的步骤一步一个脚印认真实际地走的,决不能跨大步,要仔细仔细再仔细。 5.3产品(零件)实物质量检验过程说句简单的话就是对在制造工序过程中或成型产品中按技术(标准)文件中对产品(零件)质量规定(要求)发现不合格的问题,并提出问题,还要跟踪改进情况,符合标准(技术文件)规定的质量要求后才可放行。 5.4合格、不合格是质量检验员要讲的常用术语,决不能讲可用或不可用的话,对产品(零件)产生的质量问题要提出改进的建议供生产/技术参考。 5.5学习—学习—再学习。我们有很多质量检验工作的指导性文件(标准、规定、办法“见
首件检验控制程序 首件检验控制程序 一、目的 为了保证产品生产质量,在产品量产前对影响产品质量 的因素和首件产品实物质量进行验证和确认,尽早发现生产过程中影响产品质量的因素,避免出现批量性质量问题。 二、范围适用所有新项目,新产品开发设计,供方提供产品
等的首件新产品验证,设计、工艺变更后的首件检验以及每日批量生产前首件验证。 2.1在新开发产品首次上线生产时的首件检验。 2.1.1 新产品的内部首检。 2.1.2 新产品交付顾客前的外部首件检验(顾客有要求现场验证的情况)。 2.1.3 供应商(外包、外购)提供的新产品首件检验。 2.2 因后续设计、工艺更改等变化导致先前首检失效的首件检验。 2.3 在批量生产过程中(每个生产班次开始加工的第一个工件,或加工过程中因换人、换料及换工装、调整机床等改变工序条件后加工的第一个工件)的首件检验。 三、定义 )即工Process First Article Inspection 3.1 P-FAI(序首检,是对工序的制程因素及其结果的验证。)即首件检验。是3.2 FAI (First Article Inspection 指按照技术文件的要求,对批量生产前的首个零(部或组)件进行全面的工序和成品检查、考核,以确定零部件是否满稳定的生产合格产品的能力。足技术要求,是否具备批量的、公司提供技术要求产品制造过程外包:(技术协议、3.3
图纸等)、必要时提供零部件(或原材料、半成品),要求供应商按技术要求进行相应工序加工的过程。 3.4外购:产品不是由组织(公司)设计的,通过选型向外界直接购买。 (四)职责 4.1营销部门(或新产品项目组) 4.1.1负责对客户提供技术资料、图纸等外来文件的审核、传递、归档。 4.1.2负责对客户所提供的图纸、验收准则等存在分歧的沟通协调处理。 4.1.3 负责提供产品的所有图纸、原材料清单、技术标准、关键零部件清单等检验准则,编制内部首件检验计划。4.1.4负责组织相关人员对供方提供的零部件新产品的首件验证及对产品制造过程外包的首件验证,对其它新产品的首样验证要求供方提供相关资料。 负责发起并组织顾客现场验证的首检工作(顾客 4.1.5 有要求的情况),并为迎接外部首检做工作安排,制定外部首检计划。 4.1.6参与并推动和促进首检工作。 负责跟踪产品交付后客户使用情况,整理和传递4.1.7 外部首检不合格项,并组织落实外部首检不合格项关闭。4.1.8
附件 食品微生物之檢驗方法-阪崎腸桿菌之檢驗 1 適用範圍〆本方法適用於一般食品及奶粉中阪崎腸桿菌之檢驗。 2 檢驗方法〆 2.1 工作環境〆工作平台須寬敞、潔淨、光線良好,操作平台光度為100呎燭光以上,密閉室內換 氣良好,儘可能沒有灰塵及流動空氣。每15分鐘落菌數不得超過15 CFU/培養皿。 2.2 器具及材料〆 2.2.1 乾熱滅菌器。 2.2.2 高壓滅菌釜。 2.2.3 攪拌均質器(Blender)或鐵胃(Stomacher)〆適用於無菌操作者。 2.2.4 天平〆可稱量到2000 g者,靈敏度為0.1 g々可稱量到120 g者,靈敏度為1 mg。 2.2.5 冰箱〆能維持5 ±3℃者。 2.2.6 吸管或吸管尖〆已滅菌,1 mL吸管應有0.01 mL之刻度々5 mL及10 mL吸管應有0.1 mL 之刻度。 2.2.7 吸管輔助器(Pipette aid)或微量分注器。 2.2.8 稀釋瓶〆160 mL,玻璃、聚乙烯(polyethylene)、鐵弗龍(Teflon)或其他能耐121℃濕熱滅 菌20分鐘以上之塑膠材質,附螺旋蓋。 2.2.9 培養皿〆已滅菌,內徑約9 cm,深度約15 mm,底皿之內外面應平坦,無氣泡、刮傷或其 他缺點。 2.2.10 增菌用容器〆附螺旋蓋之125 mL、250 mL、2 L三角錐瓶或廣口瓶々玻璃、聚乙烯、鐵弗龍 或其他能耐121℃濕熱滅菌20分鐘以上之塑膠材質。 2.2.11 pH測定儀。 2.2.12 培養箱〆能維持內部溫度在±1℃以內者。 2.2.13 溫度計〆量測溫度範圍1~55℃,最小刻度0.1℃。 2.2.14 水浴〆加蓋,具水流循環系統,能維持水溫溫差在±0.2℃以內者。
2019第十四章肠杆菌科及 检验 一、A1 1、下列关于肠道感染大肠埃希菌的病原群,说法错误的是 A、ETEC引起霍乱样肠毒素腹泻 B、E PEC主要引起婴儿腹泻 C、E IEC引起黏液脓血便 D、E HEC可引起严重的腹痛、痉挛,严重者可发展为急性肾衰竭 E、E AggEC其中0157:117可引起出血性大肠炎 2、肠杆菌科细菌的鞭毛抗原是 A、0抗原 B、H抗原 C、V i抗原 D、K抗原 E、V i抗原和K抗原 3、肠杆菌科细菌的菌体抗原是 A、0抗原 B、H抗原 C、V i抗原 D、K抗原 E、V i抗原和K抗原 4、志贺菌属分群、分型的依据是 A、0抗原 B、H抗原 C、K抗原 D、V抗原 E、0抗原和K抗原 5、无鞭毛的细菌是 A、埃希菌属 B、沙门菌属 C、志贺菌属 D、变形杆菌属 E、枸椽酸杆菌属 6、宋内志贺菌 A、为A群志贺菌 B、为B群志贺菌 C、包括10个血清型
D、培养中常有扁平的粗糙型菌落 E、快速发酵乳糖 7、下列细菌中,引起细菌性痢疾症状最轻的是 A、痢疾志贺菌 B、福氏志贺菌 C、鲍氏志贺菌 D、宋内志贺菌 E、以上都不对 8、大肠埃希菌与沙门菌、志贺菌具有鉴别性的生化反应是 A、发酵乳糖 13、发酵山梨醇 C、发酵葡篇糖 D、硫化氢试验 E、明胶水解试验 9、根据0抗原,志贺菌属分为多个群,其中A群为 A^痢疾志贺菌 B、福氏志贺菌 C、鲍氏志贺菌 D、宋内志贺菌 E、痢疾杆菌 10、志贺菌属是主要的肠道病原菌之一,包括哪些血清群(型) A、痢疾志贺菌 福氏志贺菌 C、鲍氏志贺菌 D、宋内志贺菌 E、以上都是 11、下列为沙门菌分群依据的抗原是 A、菌体抗原 B、鞭毛抗原 C、Vi抗原 D、M抗原 E、5抗原 12、辅助诊断伤寒病的实验是 A、肥达试验 B、汹涌发酵试验 C、抗溶血素“0”试验 D、Weil-Felix 试验
第十九章肠杆菌科及检验 本章考点: 1.概述 (1)概念 (2)命名与分类原则 (3)共同特点 (4)自然与人体内的分布 (5)微生物学检查方法 (6)临床意义 2.埃希菌属、沙门菌属、志贺菌属、变形杆菌属、耶尔森菌属 (1)生物学性状 (2)微生物学检查法 (3)临床意义 一、概述和通性 (一)概念 肠杆菌科是由多个菌属组成,其生物学性状相似,均为革兰阴性杆菌。大多数肠道杆菌属于正常菌群,作为条件致病菌而引起疾病。其中包括常引起腹泻和肠道感染的细菌(埃希菌属、志贺菌属、沙门菌属、耶尔森菌属)和常导致院内感染的细菌(枸橼酸杆菌属、克雷伯菌属、肠杆菌属、多源菌属、沙雷菌属、变形杆菌属、普罗威登菌属和摩根菌属),以及一些在一定条件下偶可引起临床感染的细菌。 (二)分类 根据《伯杰系统细菌学手册》(1984年)将肠杆菌科的细菌分为20个属即埃希菌属、志贺菌属、沙门菌属、枸橼酸杆菌属、克雷伯菌属、肠杆菌属、沙雷菌属、哈夫尼亚菌属、爱德华菌属、普罗威登斯菌属、变形杆菌属、摩根菌屑、耶尔森菌属等。 (三)生物学特性 1.形态与染色 革兰阴性杆菌,其菌体大小为(1.0~6.0)μm×(0.3~1.0)μm。多数有周鞭毛,除外志贺菌属、克雷伯菌属、鼠疫耶尔森菌和EIEC无鞭毛。均不形成芽胞,少数菌属细菌可形成荚膜。 2.培养:需氧或兼性厌氧,营养要求不高,在普通琼脂培养基和麦康凯培养基上均能生长并形成中等大小的S型菌落,液体培养基中呈混浊生长。 3.生化反应:发酵葡萄糖产酸、产气,乳糖发酵试验: 肠道非致病菌(+),肠道致病菌(-)(除外变形杆菌)。肠杆菌科定科试验主要项目是革兰阴性杆菌、触酶阳性,氧化酶阴性,硝酸盐还原试验阳性。 4.抗原构造:包括菌体(O)抗原,鞭毛(H)抗原和表面抗原(如Vi抗原、K抗原)3种。 5.变异:包括菌落S~R变异,鞭毛H~O变异和耐药性或生化反应性质的改变。 6。抵抗力:不强。加热60℃,30分钟即被杀死。不耐干燥,对一般化学消毒剂敏感。对低温有耐受力,能耐胆盐。 (四)致病性 肠杆菌科细菌种类多,可引起多种疾病: 1.致病性肠道杆菌:以肠内感染为主,腹泻为共显症状,引起急慢性肠道感染、食物中毒、旅游者腹泻及肠热症等。
生产过程检验控制程序 1 目的 规定和明确过程检验和试验控制的方法和依据,确保生产过程中的产品质量满足规定要求。 2范围 适用于工厂所有生产过程中产品的检验和试验活动以及相关部门和工作人员。 3 职责 3.1 质检部门 归口本程序,对生产过程检验和试验进行监督、检查、指导,组织对不合格品分析,提出改善建议和/或制定改进措施,监督、跟踪结果。阵列法 3.2 技术部门 制定过程的有关作业指导书,指导员工规范操作,参与不合格的分析和过程质量之改进工作。 3.3 生产部门 执行过程检验和试验控制程序的要求,参与对不合格的分析,提出改善建议和/或制定改进措施,有效主动实施改进措施。 4 工作流程与要求 4.1 过程检验和试验的策划 4.1.1人员安排和培训 质检部负责人应安排合适人员进行进料检验和试验,必要时应对相关人员予以培训、考核。 4.1.2检验和试验时间/频次的确定 所有的定单在开始生产时,质检员对生产的前1-2个产品都要进行首件检验和试验。 首件检验和试验通过后,依下列规定进行巡检和试验: ——装配工序 质检员人员对各工序随机进行巡回检查,每次抽取(5-20PCS)进行外观、
结构、功能、颜色等检查; ——特殊情况 如果是新产品刚投产或工艺不稳定或新员工上岗之前,检验和试验频次应高于上述一般要求。 4.2 检验和试验 4.2.1 首件检验和试验 当每个质检员开始生产或中途转换生产岗序后,质检员按照《生产过程巡查检验规范》和样板进行检验确认。 当首件产品确认不合格时,质检员应立即通知生产现场管理人员,同时按生产过程控制的有关程序处理,不合格品按《不合格品控制程序》处理。 4.2.2 巡检和试验 质检员按照《生产过程巡查检验规范》等文件对生产线进行检验和试验。 检验和试验完毕,检验员将检验和试验的具体内容填写于相应之《生产过程质量巡查记录表》中,并对检验和试验结果进行合格与不合格判定,交主管审核。 4.2.3 生产线全检 生产部门根据产品工艺安排QC检验工位,对所生产的产品进行全检,检查结果记录在《生产过程质量巡查记录表》内,当生产发生异常时,作业员及时通知生产现场的主管,按照生产过程控制的有关文件处理。 4.3 不合格品的处置 按照《不合格品控制程序》实施。 4.4 过程产品的交付 作业员将检查合格的过程产品流入下一工序。 材料的摆放和搬运应遵循产品防护控制管理规定。 5 表格记录 《生产过程质量巡查记录表》 《不合格品返工/返修通知单》
成品检验控制程序 1 目的 加强成品质量管理,规范成品出货检验流程,保证出货品的产品品质 2 范围 适用于入库前完成品、外发加工成品检验 3 原则 程序流畅,责任明确,全面细致,真实准确 4 作业控制 4.1 成品检验的内容 4.1.1 包装检验:核查包装内产品、防护措施、包装材料、储运标识等 4.1.2 入库检验:核对待检品,做好检验准备、允收批处理货拒收处理 4.1.3 出货检验:安排出货检验,核对出库单内容、数量等 4.2 检验前作业 4.2.1 生产部门开立“入库单”送交仓库品管 4.2.2 检验前需核对设备器具是否仍在有效校准/检定周期内 4.3 检验作业 4.3.1 检验人员必须接受过专业上岗训练 4.3.2 检验须依照成品检验标准执行 4.3.3 检验结果须填入成品检验报告 4.3.4 检验结果未获得当班班长确认,产品不得流入下一工序 4.4 检验后处理 4.4.1 成品检验合格的入库作业 4.4.1.1 验收合格后,由品管员填《成品检验报告》 4.4.1.2 在“入库单”上确认合格,办理入库作业 4.4.2 成品验退作业 4.4.2.1 验退时,仓库主管依据成品检验报告上的判定将验退原因记载于“入库单”上。检验不合格品,按按不合格品控制程序处理 4.4.2.2 送验部门在收到退货通知后两天内,取回处置,并填写“异常处理单” 4.4.2.3 退货批须保持批的完整性,不得混批后送检 4.4.3 成品报废作业 4.4.3.1 进判定为报废品、无使用价值时,由相关部门填写“报废申请单” 4.4.3.2 主管审核同意后,转仓储办理出售或丢弃 4.4.3.3 仓储部寻找合适供应商出售报废或予以丢弃 4.5 来料包装检验 4.5.1 所有来料的外包装应完好无缺,没有受潮、受挤压变形 4.5.2 所有来料的外包装应注明有供应商名称及P/N。对照A VL检查供货商是否在A VL记录中,P/N是否正确,若有不同之处或无法判断供应商及有关内容,则将缺陷记录于MR单4.5.3 若外包装有损坏或受潮,应检查受损部位的物料有无发生破损、变形、受潮等现象。一旦发现问题,报告有关工程师处理 4.6 外观要求 外观要求及缺陷的判定,如下表所示
●修订记录 分发表 编制: ___________________ 审核: ___________________ 批准: ___________________
1.0目的 对来料检验/过程检验/最终产品检验提供依据,确保未经检验和检验不合格的产品投入使用或流入下道工序及交付给客户。 2.0 范围 适用于本公司的来料/半成品/成品的检验及试验的控制。 3.0 定义 无 4.0职责 4.1品管部 负责对来料/半成品/成品进行检验,做好标识,记录及存档,负责对不合格品进行的分析,按相应要求填写检验报告。 4.2仓库 负责库存产品的清点及标识、摆放。 4.3 生产部 负责在生产过程中自检和互检。 5.0:程序 5.1来料检验 5.1.1检验和试验 IQC接到通知后先核对来料的名称、规格、编号等。主要原材料须要求供应商提供有效的检验合格证明,否则不予收货。本公司对以下辅助材料可予免检:A)五金工具类 B)常用包材 C)特殊工艺用料 5.1.2报告和判定 IQC检查员核对检验完毕后,须如实的在《进料检验报告》中记录其检验结果,品质主管对《进料检验报告》签名审批其检验结果。若来料不合格,品管主管审批《进料检验报告》的记录及对不合格样品作出判定。 5.1.3来料处理 依据以上对来料检查的结果, IQC必须对来料的质量状态进行适当的标识, 并由仓库将来料转移至适当的区域, 以免出现混乱;来料不合格按《不合格品控制程序》执行。 5.1.4来料紧急放行 因生产停工待料而IQC来不及对来料进行检验,或试验时间长暂无法判定结果
的来料生产又急用。须经副总经理或总经理批准, 并由IQC检查员在来料现品票上粘贴“紧急放行”标识, 注明来料编号/数量/检查日期/紧急物料放行单编号/检验者签印; 通知货仓发料给生产部,生产部在使用时做好自检互检, 一旦发现质量问题必须依标识全数追回或做挑选。 5.2过程检验 5.2.1首件检查 1)可连续生产的设备刚开机、设备运行条件(标准成型条件)不变、生产稳定 后,生产组长会同IPQC检验员对其生产的首件产品进行首件判定并填写《首件检验报告》; 下列条件应进行首件检验: a 正常生产的过程, 刚开始时; b 设备更换、维修后; c 用新工艺或更改工序后; d 用新材料或更换材料后; 2)首件检验合格时,由IPQC检查员在首件样品上标记并通知生产组长或操作员 可继续正常生产,且将确认后的样品放于生产工位以备查对,记录检验结果在《首件检验报告》相应栏目内。 3)首件检验不合格时,IPQC检查员通知生产组长或技术人员并指出不合格部位, 要求改善及改进,直至首件检验合格方可继续正常生产。 4)IPQC检查员须将《首件检验报告》交由品质主管审批,审批后将之归档存放。 5.2.2生产操作员自检/互检 1)生产部操作员在生产过程中应对自己工位生产的部品进行自检并填写《QC 检验日报表》,将不合格品拣选出,不得流入下工序。 2) 生产部操作员应对来料和上道工序的组件及半成品进行互检, 将不合格品 拣选出放置在不良品区域,由当班的管理人员处理。 5.2.3巡检 1)首件检查合格,生产部正常生产时, IPQC检查员每4小时按各工序的检验规范及各工位作业指导书的要求对各工位进行巡检检查。 2)如巡检检查中发现严重品质问题,则依《不合格品控制程序》相关规定进行处理。 5.3 成品检验 5.3.1检验和试验 5.3.1.1 FQC依照成品检验规范、参考图纸、客户样品或技术样本等对产品进
研究报告 奶粉中阪崎肠杆菌PCR检测方法研究 高旗利 张 霞 罗茂凰 张海滨 张海英 姚 霞 张宏伟(天津出入境检验检疫局,天津塘沽,300456) 刘 寅 黄熙泰 (南开大学,天津,300071) 摘 要: 目的 建立和提出奶粉中阪崎肠杆菌PCR检测方法。 方法 利用细菌16S和23S rDNA的保守区作为通用引物,对6株阪崎肠杆菌16S~23S rDNA间区序列(ISR)进行了扩增和测序,在比较阪崎肠杆菌与其近源株16S1~23S rDNA间区序列的基础上,设计了11条阪崎肠杆菌PCR检测引物,组合成30对PCR引物并筛选出一对阪崎肠杆菌PCR检测的特异性引物,建立了奶粉中阪崎肠杆菌PCR检测方法。 结果 用10株阪崎肠杆菌,18株近源菌验证试验表明,本文所建立的PCR方法特异性强;加菌试验表明,奶粉样品中阪崎肠杆菌检测低限为2.2~5.4cfu/100g,灵敏度高;新建的PCR方法与FDA BAM方法比较试验表明,两种方法的检测结果完全符合。 结论 本文提出的奶粉中阪崎肠杆菌PCR检测方法填补了国内空白,达到了国际先进水平,可在实际工作中推广。 关键词:奶粉;阪崎肠杆菌;PC R DETECTION OF Enterobacter sakazakii FROM D EHYDRATED POWDERED MILK BY PCR Gao Qili,Zhang Xia,Luo M aohuang,Zhang Haibin Zhang Haiying,Yao Xia,Zhang Hongwei. (Tianji n Exit-Entry Inspection and Quaran tine Bureau,T ianjin,300456) Liu Yin,Huang Xitai (Tianjin Nankai University,T ianjin,300071) Abstract:[Objective] To establish a PCR method for detection of Enterobacte r saka z a kii in dehydrated powdered milk.[Method] T he conserved sequences in16S rRNA and23S rRNA genes of bacteria were used as a pair of universal pri mers to amplify the16S-23S in terspacer region of6strains of Ente r obacter saka z a kii.On the basis of comparative sequence analysis of the16S-23S interspacer regions,11primers were designed and30pairs of these pri mers were combined so that a pair of pri mers specific for Enterobacte r saka z a kii was screened out.Even-tually,we established the PCR method for detection of dehydrated powdered milk from dehydrated powdered milk.[Result] The PCR method established in this article is hi ghly specific and sensitive for detection of Ente r obacter saka zakii through the testing of10strains of En-te robacter sakazakii and18strains of other relative bacteria and artificial inoculation.The sensi tivity can reach to2.2~5.4cfu/100g.[Conclu-sion] This PCR method,which fills the domestic blank and reaches to international advanced level,should be generalized and applied to routine detection. Key words:Dehydrated powdered milk;Enterobacter saka z akii;PCR 1 前言 阪崎肠杆菌(Enterobacter sakazakii),又名黄色阴沟肠杆菌,为肠杆菌科肠杆菌属的一个种,1980年改名为阪崎肠杆菌[1]。Urmenyi and Franklin两位科学家在1961年首次报道了由该菌引起的两例脑膜炎病例,随后在全球范围内相继出现了由阪崎肠杆菌引起的脑膜炎、败血症和坏死性小肠结肠炎的报道。2001年4月,在美国某医院新生儿重症监护室,一早产儿发烧、心动过速,脑脊液培养发现阪崎肠杆菌,诊断为脑膜炎,用抗生素治疗无效,9天后死亡,扩大检查该院49名婴儿的粪便和尿液,发现10人为阪崎肠杆菌阳性,其原因是使用了某批Portagen的婴儿配方奶粉,而且在该批奶粉中也检查出了阪崎肠杆菌,结果导致Portagen婴儿配方奶粉于2002年4月被召回[2]。1998年,在比利时有12名婴儿因哺喂同一牌号的婴儿配方奶粉而发生小肠结肠坏死,在这些婴儿的粪便和该批奶粉中同时分离出阪崎肠杆菌,当停用该批奶粉后,未有新的病例发生[3]。从大多数病例看,阪崎肠杆菌主要危害婴儿,也有小部分成人感染骨髓炎和菌血症的报道,虽然有抗生素的治疗,但总体死亡率高达80%[4]。目前,该菌感染源头还不十分清楚,但多数报告表明奶 作者简介:高旗利(1964-),男,毕业于南开大学,硕士,已发表论文20余篇。 本研究为科技部农社司2003DIA6N002-002和天津出入境检验检疫局TK005-2003项目资助。 4
1 目的: 1.1 增加全员对“三检”作用的认识; 1.2 加强操作者和检验员的工作互动,降低检验风险; 1.3 预防和减少不合格品的发生,降低生产成本和质量成本; 1.4 加强产品品质管理,确保过程品质稳定。 2范围: 适用于公司内部的所有生产过程的检验动作。 3职责: 3.1 技质部: 3.1.1负责对生产车间报检的首件产品进行FAI首件检验; 3.1.2在生产线抽样进行IPQC巡回检验; 3.1.3 对生产线半成品按频率进行温度、发热时长等性能的检验; 3.1.4对生产成品进行外观及包装方法的FQC最终检验; 3.1.5当检验不合格时按照《不合格品控制程序》处理。 3.2 生产部: 3.2.1生产车间按照首件检查的要求进行首件检验,对于首件检查不合格品进行原因分析及对策制定; 3.2.2生产车间按照自检检查的要求进行自检检验,对于自检检查不合格品进行原因分析及对策制定; 3.2.2对于首检不合格品、自检不合格品、半成品性能检验不合格品、巡回检验不合格品、最终检验不合格品按照《不合格品控制程序》处理。 4 定义: 4.1 “三检”:指产品实现过程中涉及的首检、自检和巡检; 4.2 首检: FAI(First Article Inspection),对每个班次刚开始时或影响质量的六要素(5M1E)任一条件发生改变时的基本动作; 4.3 首件:一般指5M1E发生改变时,刚生产的前3件; 4.4 自检:指操作者在生产过程中按频率对产品进行的自我检查,但外观的自检指全数检查; 4.5 巡检:IPQC(In Process Quality Control)的检验方式之一,一般采用抽样检验,检查内容分为在规定检验频率下对各工序的产品质量进行抽检、对各工序的操作人员的作业方式和方法进行检查、对技术要求中的内容进行检查; 4.6 半成品性能检验:指检验员在生产过程中按频率对半成品进行温度、发热时长等性能方面的检验;
第十四章肠杆菌科及检验 概述和通性——分类 根据细菌的形态、生化反应、抗原性质以及核酸相关性进行分类。大多数属于正常菌群(条件致病菌)。 引起腹泻和肠道感染:埃希菌属、志贺菌属、沙门菌属、耶尔森菌属等。 导致院内感染:枸橼酸杆菌属、克雷伯菌属、肠杆菌属、多源菌属、沙雷菌属、变形杆菌属、普罗威登菌属和摩根菌属等。 概述和通性——生物学特性 形态与结构 形态:杆菌。 染色:G-。 特殊结构: 多数有周鞭毛,能运动。 志贺菌属和克雷伯菌属无鞭毛。 均不形成芽胞,少数菌属(埃希菌属和克雷伯菌属)可形成荚膜。 培养特性 营养要求:不高。
气体环境:需氧或兼性厌氧。 菌落特征:普通琼脂培养基和麦康凯培养基上均能生长,并形成中等大小的菌落,湿润光滑。 抗原 变异: 包括菌落S-R变异和鞭毛H-O变异。 表现为耐药性或生化反应性质的改变。 抵抗力: 不强。加热60℃,30分钟即被杀死。 不耐干燥,对一般化学消毒剂敏感。 对低温有耐受力,能耐胆盐。 概述和通性——微生物检验及鉴定 标本采集 形态学检查:革兰阴性杆菌。 分离培养: 将粪便或肛拭标本立即接种在肠道菌选择培养基上或先增菌后再分离。 克氏双糖铁琼脂(KIA)培养基:葡萄糖/乳糖发酵;产气;硫化氢试验。 动力-吲哚-尿素(MIU)培养基 生化反应: ①用葡萄糖氧化-发酵试验及氧化酶试验与弧菌科和非发酵菌鉴别; ②用苯丙氨酸脱氨酶和葡萄糖酸盐试验,分为苯丙氨酸脱氨酶阳性、葡萄糖酸盐利用试验阳性和两者均为阴性反应三个类群; ③选择生化反应进行属种鉴别; ④用诊断血清做凝集反应。 埃希菌属——分类 包括5个种,即大肠埃希菌、蟑螂埃希菌、弗格森埃希菌、赫尔曼埃希菌和伤口埃希菌。 临床最常见的是大肠埃希菌,俗称大肠杆菌,是人类和动物肠道正常菌群。 埃希菌属——生物学特性 形态与结构
1 目的 为验证原材料、半成品、成品的质量特性是否符合规定要求,确保经检验合格的原材料、半成品、成品投入使用。 2 适用范围 适用于进料、制程及最终成品的检验。 3 职责 3.1仓库 负责原材料、半成品、成品的入库及储存,并负责对来料送检以及储存时间超过3个月的半成品、成品出货前进行送检。 3.2 生产部 负责在制品的生产控制、检验,生产的半成品/成品的送检。 3.3 品质部 负责进料、制程、成品检验,品质稽核及品质检验标准的制订。 3.4 技术部 负责制订原材料、在制品、半成品/成品接收标准,检验过程中的技术支持和协助。 3.5 采购 负责原材料不良时与供应商的联络与处理。 4 名词术语 4.1 检验:通过观察和判断,适当时结合测量、试验所进行的符合性评价。 4.2 进料检验:对采购的原材料、配套件和委外加工件入厂时的检验。 4.3 制程检验:指为防止不合格品流入下道工序,而对各道工序加工的产品及影响产品质量 的主要工序所进行的检验。 4.4 最终检验:是指在生产全部工序结束后,对其生产的半成品或成品的检验。 4.5 特采:质量不完全合乎标准的原材料或器件,其缺陷不对最终产品质量产生决定性影响, 经技术部和相关部门评估风险后,或征得客户意见,同意采用选别、让步接收等方法进行处理。 4.6 原材料:指生产过程所需要的原料,包括主要材料、辅助材料、外购半成品、委外加工 半成品、修理用备件、包装材料等。 4.7 在制品:从一个生产工序转给另一个生产工序继续加工的自制半成品以及不能单独计算 成本的自制半成品。
4.8 半成品:指经过一定生产过程并已检验合格,但尚未制造完工成为成品,仍需进一步加 工的中间产品。 4.9 成品:指已完成全部生产过程,按规定标准检验合格,可供销售的产品。 4.10 紧急放行:生产急需来不及验证就发放生产部使用。 5 作业程序 5.1 进料点收、送检: 委外/供应厂商交货时仓管直接带供应商将货交至“暂收区”,并需随货附《送货单》,仓库依本公司《物料需求单》之规格、数量点收,核对无误后在供应商《送货单》上盖本公司“暂收专用章”交还送货供应商做暂收动作,填写《来料送检单》转品质部检验。 5.2 进料检验: 5.2.1 IQC接到《来料送检单》后,应于“暂收区”抽取待检物料,并依原材料的相关检验标 准、《承认书》或厂商《出货检验报告》等进行抽样检验及相关性能测试。 5.2.2 品保人员于检验时应将结果填写于《IQC日报表》及《来料检验报告》。 A.判定合格,即在进料外包装上贴上“合格”标签,并在《来料送检单》上签字转仓库 办理入库手续。 B.若判定不合格,开立《材料不良通知书》经过相关部门会签后,根据《材料不良通知 书》的决议,退货在进料外包装上贴上“不合格”标签,特采在进料外包装上贴上“特采”标签,并在《来料送检单》及检验报告上注明特采。检验完成后通知仓库办理入库或退货手续。 5.2.3 正常情况下工作日内当天进料16:00前收到《来料送检单》,当天完成检验,16:00 后收到《来料送检单》,需在次个工作日上午下班前处理完毕。 5.2.4对于RoHS材料,IQC须依《订单通知单》注明的RoHS需求,对材料进行检验。 5.2.5若进料为RoHS材料,采购应要求供应商提供《ICP测试报告》,IQC应核对相应材料的ICP 测试报告是否合格,必要时品质部将材料委外检验,并要求检验机构出具《检验报告》。 5.3 制程检验: 5.3.1 生产部在每批生产前均需制作首件,填写《首件确认记录表》通知品质部和PIE工程师 确认。 5.3.2 品质部以BOM、《IPQC检验作业指导书》等为依据对生产部在制品进行检验或测试。 a.首件检验:生产部每条生产线开始生产或更换产品品种,或调整工艺后生产的第一件 产品,经生产自检合格后,由IPQC根据相应的检验标准进行检验,填写《首件确认记录表》;如不合格应要求返工或重新生产,直到检验合格,品质部签字确认后才能批
《饲料中阪崎肠杆菌活菌的检测 EMA-PCR法》河南省地方标准编制说明 一、编制的目的和意义 阪崎肠杆菌(Enterobacter sakazaii)是一种革兰氏阴性、周生鞭毛、能运动、无芽孢的兼性厌氧细菌,属条件性致病菌。自1961年,英国首次报道2例由阪崎肠杆菌引起的脑膜炎病例以来,相继在美国、加拿大、比利时等国家报道了新生儿阪崎肠杆菌感染事件。国际食品微生物标准委员会(ICMSF)在2002年将阪崎肠杆菌列为“严重危害特定人群生命、引起长期慢性实质性后遗症的一种致病菌”。阪崎肠杆菌能引起严重的新生儿脑膜炎、小肠结肠炎和菌血症,并且可能引起神经系统后遗症和死亡,在某些情况下,由阪崎肠杆菌引发疾病而导致的死亡率可达40%~80%。因此,对阪崎肠杆菌活菌建立快速、特异、灵敏的检测标准对于该菌的早期发现及传播的有效控制至关重要。 目前阪崎肠杆菌的检测方法较多,主要有传统培养方法和分子生物学方法。我国目前采用传统的细菌学方法,检测时间需要一周左右,费时费力;分子生物学方法虽然快速,灵敏,但不能区分死菌与活菌,而死菌DNA的存在容易导致假阳性问题。本研究以阪崎肠杆菌16S rDNA保守序列为靶基因设计一对特异性引物,采用EMA与PCR结合的方法进行检测,能够有效地区分阪崎肠杆菌的死菌与活菌,避免了因死菌DNA存在造成的假阳性结
果,同时减去了传统培养方法中目标菌分离纯化的步骤,节约了大量检测时间。本次研究结果显示,PCR检测阪崎肠杆菌的灵敏度在1.0×102 cfu/mL左右,从样品处理、预增菌、PCR扩增、凝胶电泳只需要48h左右,与传统培养方法相比,稳定性好、灵敏度高、特异性强,可用于检测饲料中阪崎肠杆菌的污染状况,对饲料的安全监测具有重大意义。 二、任务来源及编制原则和依据 1、任务来源 根据河南省质量技术监督局文件《河南省质量技术监督局关于下达2017年第一批河南省地方标准制修订计划的通知》(豫质监标发…2017?104号)的要求,由河南省兽药饲料监察所负责对河南省地方标准《饲料中阪崎肠杆菌活菌的检测EMA-PCR法》(立项编号:20171210482)的起草、制定工作。 2、编制原则 符合国家法律、法规和政策,本着严格遵循科学依据,与国际水平接轨,并且准确、实用、快速的原则,开展了本次研究工作。 3、编制依据 主要依据以下标准:GB 4789.40-2016 食品微生物学检验克罗诺杆菌属(阪崎肠杆菌)检验;GB 19489 实验室生物安全通
一、概述 1.多数有周鞭毛,志贺菌属、克雷伯菌属、鼠疫耶尔森菌和EIEC无鞭毛。无芽孢,少数有荚膜 2.需氧或兼性厌氧,在普通培养基或麦康凯培养基上均能生长形成中等大小的菌落,表面光滑,液体培养基中呈浑浊生长。 3.发酵葡萄糖,产酸产气,H2S试验阳性(志贺菌、大肠埃希菌等为阴性) 4.定科试验:触酶阳性、氧化酶阴性、硝酸盐还原试验阳性、乳糖发酵试验(非致病菌+,致病菌-,变形杆菌除外) 5.抗原结构包括菌体(O)抗原、鞭毛(H)抗原和表面抗原(Vi、K等) 二、埃希菌属 1.革兰阴性杆菌,兼性厌氧,多数有周鞭毛、菌毛、荚膜及微荚膜 2.发酵葡萄糖、乳糖麦芽糖和甘露醇,产酸产气 3.氧化酶(-)、IMViC(++--)、MIU(++-) 4.主要引起疾病胆囊炎、泌尿系感染等。 5. ①肠产毒型大肠埃希菌(ETEC):霍乱样肠毒素腹泻 ②肠致病型大肠埃希菌(EPEC):主要引起婴儿腹泻(血清学鉴定试验为血清凝结试验) ③肠侵袭型大肠埃希菌(EIEC):志贺样腹泻(脓血便) ④肠出血型大肠埃希菌(EHEC):其中O157:H7可引起出血性大肠炎和出血性尿毒综合征。临床特征为严重的腹痛、痉挛,反复血性腹泻,伴发热、呕吐 ⑤肠黏附型大肠埃希菌(EAggEC):腹泻 三、志贺菌 1.志贺菌属分为痢疾、福氏、鲍氏、宋内四群。可引起人类细菌性痢疾 2.取粪便或肛拭标本接种GN肉汤增菌,再进行分离培养。可选择SS培养基、麦康凯培养基、中国蓝培养基。 3.KIA:K/A(宋内志贺菌可迟缓分解乳糖)、产气-/+、硫化氢(-)、MIU:-、+/-、-、氧化酶(-)、IMVIC(-+--) 4.在普通平板和SS培养基上形成中等大小、半透明的光滑性菌落 5.可引起人类细菌性痢疾,小儿易引起急性中毒性痢疾 四、沙门菌 1.革兰阴性直杆菌,周身鞭毛,多数有菌毛。为胞内寄生菌,寄生于肠道 2.可导致疾病 ①肠热病(伤寒、副伤寒):为法定传染病②食物中毒③慢性肠炎④败血症 3.肥达试验:由已知的伤寒沙门菌O、H抗原和甲、乙型副伤寒菌的H抗原与不同稀释度的病人血清做定量凝集实验。属于直接凝集试验,来判断机体是否受沙门菌感染而导致肠热病并判断沙门菌种类 4.发酵葡萄糖,产酸产气(伤寒沙门菌产酸不产气) 5.在SS培养基中产H2S,菌落中心呈黑色 6.抗原结构包括菌体(O)抗原、鞭毛(H)抗原和表面抗原(Vi、M、5) 7.为提高检出率,血液1-2周采集,粪便与尿液(2-3周采集)。整个病程中骨髓分离细菌阳性率较高 8.沙门菌属最后鉴定是通过血清学鉴定
科技有限公司产品检验控制程序 编制:审核:批准:日期:2012.04.16 日期:日期: 科技有限公司 产品检验控制程序 1 目的 为验证原材料、半成品、成品的质量特性是否符合规定要求, 确保经检验合格的原材料、半成品、成品投入使用。 2 适用范围 适用于进料、制程及最终成品的检验。 3 职责 3.1仓库 负责原材料、半成品、成品的入库及储存, 并负责对来料送检以及储存时间超过 3个月的半成品、成品出货前进行送检。 3.2 生产部 负责在制品的生产控制、检验,生产的半成品 /成品的送检。 3.3 品质部 负责进料、制程、成品检验,品质稽核及品质检验标准的制订。 3.4 技术部 负责制订原材料、在制品、半成品 /成品接收标准,检验过程中的技术支持和协助。 3.5 采购
负责原材料不良时与供应商的联络与处理。 4 名词术语 4.1 检验:通过观察和判断,适当时结合测量、试验所进行的符合性评价。 4.2 进料检验:对采购的原材料、配套件和委外加工件入厂时的检验。 4.3 制程检验:指为防止不合格品流入下道工序,而对各道工序加工的产品及影响产品质量的主要工序所进行的检验。 4.4 最终检验:是指在生产全部工序结束后,对其生产的半成品或成品的检验。 4.5 全检:质量不完全合乎标准的原材料或器件 , 其缺陷不对最终产品质量产生决定性影响, 经技术部和相关部门评估风险后,或征得客户意见,同意采用全检等方法进行处理。 4.6 原材料:指生产过程所需要的原料,包括主要材料、辅助材料、外购半成品、委外加工 半成品、修理用备件、包装材料等。 4.7 在制品:从一个生产工序转给另一个生产工序继续加工的自制半成品以及不能单独计算成本的自制半成品。 4.8 半成品:指经过一定生产过程并已检验合格,但尚未制造完工成为成品,仍需进一步加工的中间产品。 4.9 成品 :指已完成全部生产过程,按规定标准检验合格,可供销售的产品。 4.10 紧急放行:生产急需来不及验证就发放生产部使用,但生产部必须进行全检。 5 作业程序 5.1 进料点收、送检:
第十四章肠杆菌科及检验 一、A1 1、吲哚试验阳性的组合 A、大肠埃希菌、普通变形杆菌、霍乱弧菌 B、大肠埃希菌、鼠伤寒沙门菌、产气肠杆菌 C、痢疾志贺菌、霍乱弧菌、肺炎克雷伯菌 D、伤寒沙门菌、普通变形杆菌、肺炎克雷伯菌 E、产气肠杆菌、大肠埃希菌、伤寒沙门菌 2、能利用含硫氨基酸生成硫化氢的细菌是 A、大肠埃希菌 B、奇异变形杆菌 C、产气肠杆菌 D、肺炎克雷伯菌 E、宋内志贺菌 3、从腹腔感染患者腹腔液中出分离一革兰阴性杆菌,氧化酶阴性,苯丙氨酸脱氨酶阳性,在血平板上有迁徙生长,H2S阳性,它可能是 A、变形杆菌 B、摩根菌 C、普罗威登斯菌 D、伤寒沙门菌 E、枸橼酸杆菌 4、用于粪便污染检测指标的是 A、霍乱弧菌 B、产气肠杆菌 C、阴沟肠杆菌 D、变形肠杆菌 E、大肠杆菌 5、主要流行的肠出血性大肠埃希菌的O血清型是 A、O6 B、O25 C、O157 D、O111 E、O158 6、致病性大肠埃希菌的致病特点是 A、只引起肠道感染 B、不引起泌尿生殖器感染 C、腹泻可由两种肠毒素引起 D、外毒素可引起严重的毒血症
E、不引起败血症 7、下列除哪项外,均为肠道菌的主要抗原 A、O抗原 B、H抗原 C、荚膜抗原 D、芽胞抗原 E、菌体抗原 8、典型的大肠埃希菌的生化反应结果是 A、乳糖(-),IMViC(+、-、-、-) B、乳糖(+),IMViC(+、+、-、-) C、乳糖(-),IMViC(+、+、-、-) D、乳糖(-),IMViC(+、+、+、-) E、乳糖(-),IMViC(+、-、-、-) 9、肠杆菌科中,表面抗原是 A、O抗原 B、H抗原 C、K抗原 D、以上都是 E、以上都不是 10、IMViC试验不包括 A、糖发酵试验 B、V-P试验 C、甲基红试验 D、枸橼酸盐利用试验 E、吲哚试验 11、H-O变异属于 A、毒力变异 B、菌落变异 C、鞭毛变异 D、形态变异 E、耐药性变异 12、目前筛选伤寒带菌者的方法是检测血清中的 A、O抗体 B、H抗体 C、K抗体 D、Vi抗体 E、M抗体 13、属于直接凝集反应的是 A、抗“O”试验