用感应电流使工件局部加热的表面热处理工艺。这种热处理工艺常用於表面淬火﹐也可用於局部退火或回火﹐有时也用於整体淬火和回火。20世纪30年代初﹐美国﹑苏联先后开始应用感应加热方法对零件进行表面淬火。随著工业的发展﹐感应加热热处理技术不断改进﹐应用范围也不断扩大。
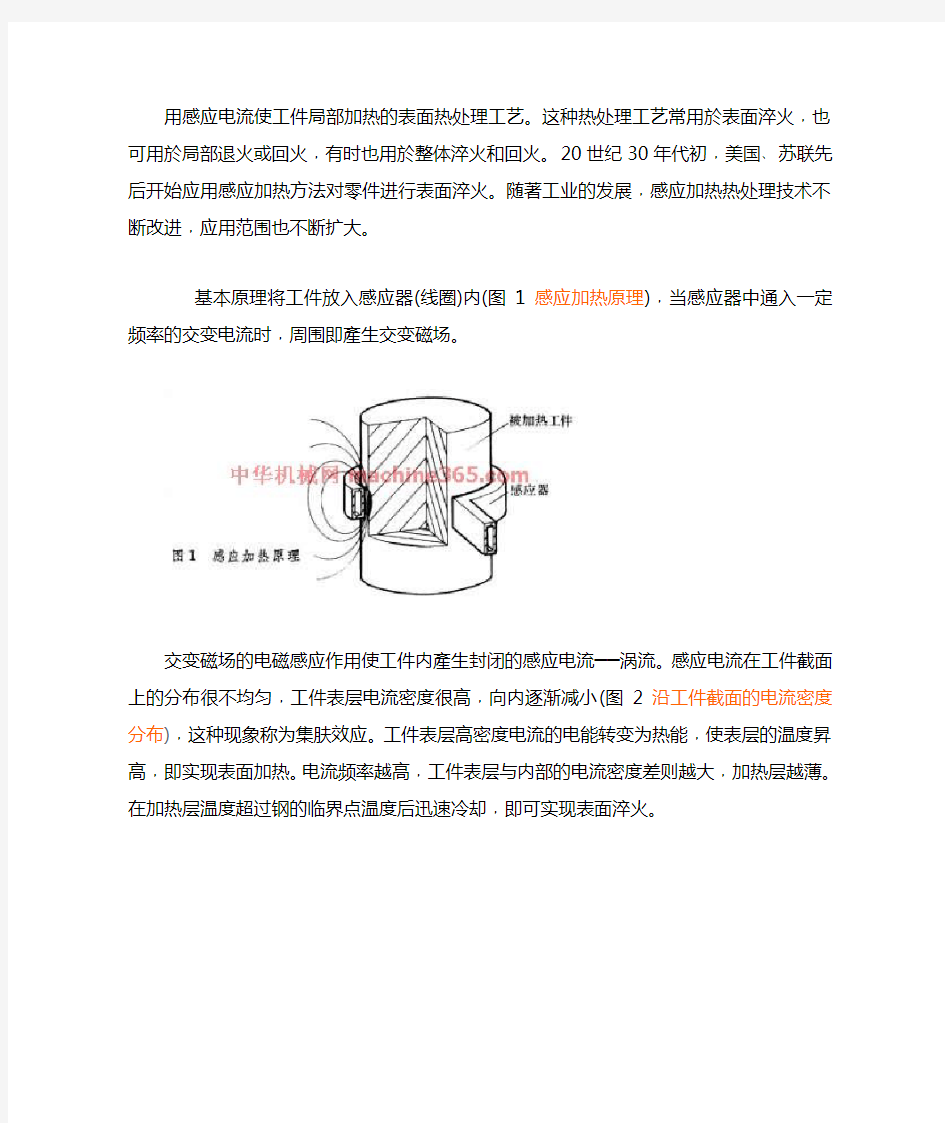
基本原理将工件放入感应器(线圈)内(图1感应加热原理)﹐当感应器中通入一定频率的交变电流时﹐周围即產生交变磁场。
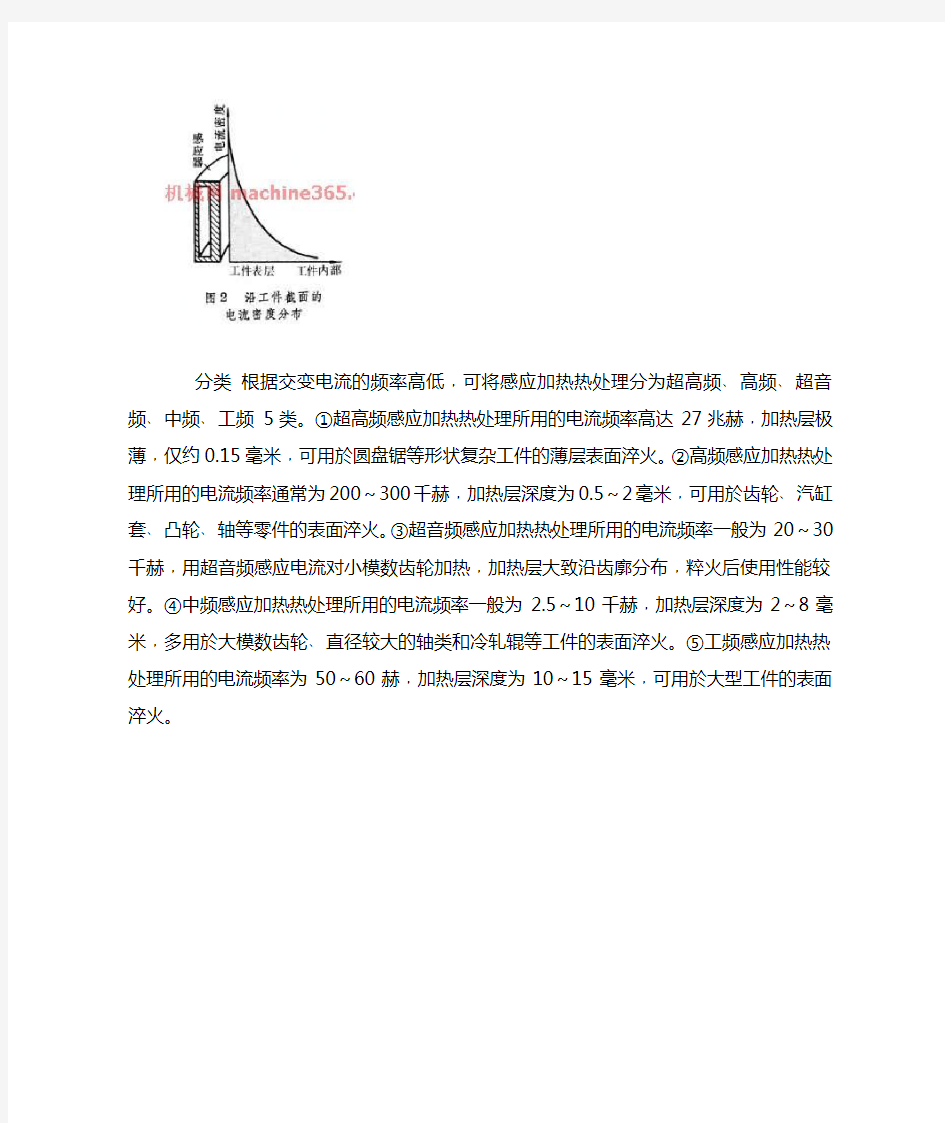
交变磁场的电磁感应作用使工件内產生封闭的感应电流──涡流。感应电流在工件截面上的分布很不均匀﹐工件表层电流密度很高﹐向内逐渐减小(图2沿工件截面的电流密度分布)﹐这种现象称为集肤效应。工件表层高密度电流的电能转变为热能﹐使表层的温度昇高﹐即实现表面加热。电流频率越高﹐工件表层与内部的电流密度差则越大﹐加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却﹐即可实现表面淬火。
分类根据交变电流的频率高低﹐可将感应加热热处理分为超高频﹑高频﹑超音频﹑中频﹑工频5类。①超高频感应加热热处理所用的电流频率高达27兆赫﹐加热层极薄﹐仅约0.15毫米﹐可用於圆盘锯等形状复杂工件的薄层表面淬火。②高频感应加热热处理所用的电流频率通常为200~300千赫﹐加热层深度为0.5~2毫米﹐可用於齿轮﹑汽缸套﹑凸轮﹑轴等零件的表面淬火。③超音频感应加热热处理所用的电流频率一般为20~30千赫﹐用超音频感应电流对小模数齿轮加热﹐加热层大致沿齿廓分布﹐粹火后使用性能较好。④中频感应加热热处理所用的电流频率一般为2.5~10千赫﹐加热层深度为2~8毫米﹐多用於大模数齿轮﹑直径较大的轴类和冷轧辊等工件的表面淬火。⑤工频感应加热热处
理所用的电流频率为50~60赫﹐加热层深度为10~15毫米﹐可用於大型工件的表面淬火。
(见彩图差温炉淬火﹑600毫米直径冷轧辊工频感应加热淬火﹑
大型铸钢件的热处理炉
﹑
真空淬火炉
四、感应加热表面淬火
(一)基本原理:
将工件放在用空心铜管绕成的感应器内,通入中频或高频交流电后,在工件表面形成同频率的的感应电流,将零件表面迅速加热(几秒钟内即可升温800~1000度,心部仍接近室温)后立即喷水冷却(或浸油淬火),使工件表面层淬硬。(如下图所示)
(二)加热频率的选用
室温时感应电流流入工件表层的深度δ(mm)与电流频率f(HZ)的关系为
频率升高,电流透入深度降低,淬透层降低。
常用的电流频率有:
1、高频加热:100~500KHZ,常用200~300KHZ,为电子管式高频加热,淬硬层深为0.5~2.5mm,适于中小型零件。
2、中频加热:电流频率为500~10000HZ,常用2500~8000HZ,电源设备为机械式中频加热装置或可控硅中频发生器。淬硬层深度~10 mm。适于较大直径的轴类、中大齿轮等。
3、工频加热:电流频率为50HZ。采用机械式工频加热电源设备,淬硬层深可达10~20mm,适于大直径工件的表面淬火。
(三)、感应加热表面淬火的应用:
与普通加热淬火比较具有:
1、加热速度极快,可扩大A体转变温度范围,缩短转变时间。
2、淬火后工件表层可得到极细的隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。
3、经该工艺处理的工件不易氧化脱碳,甚至有些工件处理后可直接装配使用。
4、淬硬层深,易于控制操作,易于实现机械化,自动化。
中频功率与中频直流电压,直流电流的关系
最佳答案
中频功率是逆变器输出的功率,测量的是负载(即中频淬火炉,如果有输出变压器的话,包括输出变压器的损耗功率)功率。
直流电压乘以直流电流,计算出的是直流功率。直流功率除包含中频功率外,还包含了滤波元件(电抗器或直流滤波电感)、逆变可控硅或IGBT元件以及中频输出到负载的连接母线的损耗。
所以中频功率始终小于直流功率。但是,好的中频电源,它们之间的差别(或者说电源的损耗)是不大的,在5%以内是合理的。
高频淬火含义与原理 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 一、含义 高频淬火多数用于工业金属零件表面淬火,是使工件表面产生一定的感应电流,迅速加热零件表面,然后迅速淬火的一种金属热处理方法。感应加热设备,即对工件进行感应加热,以进行表面淬火的设备。感应加热的原理:工件放到感应器内,感应器一般是输入中频或高频交流电(1000-300000Hz或更高)的空心铜管。产生交变磁场在工件中产生出同频率的感应电流,这种感应电流在工件的分布是不均匀的,在表面强,而在内部很弱,到心部接近于0,利用这个集肤效应,可使工件表面迅速加热,在几秒钟内表面温度上升到800-1000℃,而心部温度升高很小。 二、原理 利用电流的集肤效应,在零件表面形成电流进而加热工件,实现心部和表面不同的热处理状态; 其中根据电流频率的不同分为工频、中频和高频。分别针对不同的淬硬深度和工件大小。高频(10KHZ以上)加热的深度为0.5-2.5mm, 一般用于中小型零件的加热,如小模数齿轮及中小轴类零件等。 高频淬火多数用于工业金属零件表面淬火,是使工件表面产生一定的感应电流,迅速加热
零件表面,然后迅速淬火的一种金属热处理方法。感应加热设备,即对工件进行感应加热,以进行表面淬火的设备。感应加热的原理:工件放到感应器内,感应器一般是输入中频或高频交流电(1000-300000Hz或更高)的空心铜管。 产生交变磁场在工件中产生出同频率的感应电流,这种感应电流在工件的分布是不均匀的,在表面强,而在内部很弱,到心部接近于0,利用这个趋肤效应,可使工件表面迅速加热,在几秒钟内表面温度上升到800-1000℃,而心部温度升高很小。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
中频炉系列透热炉构造: 中频透热炉一般由感应器、中频电源、变压器、电容等组成。 中频透热炉特点: (1)加热速度快、生产效率高、氧化脱炭少、节省材料与锻模成本 由于中频感应加热的原理为电磁感应,其热量在工件内自身产生,普通工人用中频电炉上班后十分钟即可进行锻造任务的连续工作,不需烧炉专业工人提前进行烧炉和封炉工作。不必担心由于停电或设备故障引起的煤炉已加热坯料的浪费现象。由于该加热方式升温速度快,所以氧化极少,每吨锻件和烧煤炉相比至少节约钢材原材料20-50千克,其材料利用率可达95%。由于该加热方式加热均匀,芯表温差极小,所以在锻造方面还大大的增加了锻模的寿命,锻件表面的粗糙度也小于50um。 (2)工作环境优越、提高工人劳动环境和公司形象、无污染、低耗能 感应加热炉与煤炉相比,,工人不会再受炎炎烈日下煤炉的烘烤与烟熏,更可达到环保部门的各项指标要求,同时树立公司外在形象与锻造业未来的发展趋势。感应加热是电加热炉中最节能的加热方式由室温加热到1100℃的吨锻件耗电量小于360度。 (3)加热均匀,芯表温差极小,温控精度高 中频透热炉功率估算公式: P=(C×G×T)/(0.24×t×∮) 公式说明:P—设备功率(KW);C—金属比热,其中钢铁比热系数是0.17 G—加热工件重量(kg);T—加热温度(℃);t—工作节拍(秒); ∮—设备综合热效率,一般可取0.5—0.7,异型件取0.4左右。 例如:某锻造厂有锻件坯料为Φ60×150mm,工作节拍为12秒/件(包括辅助时间),初锻温度以1200℃。则需要GTR中频电炉功率的计算如下:P=(0.17×3.3×1200)/(0.24×12×0.65)=359.61KW 根据以上计算,可以配置额定功率为400KW的GTR感应加热设备。感应加热其热量在工件内自身产生所以加热均匀,芯表温差极小。应用温控系统可实现对温度的精确控制提高产品质量和合格率。 中频炉加热装置具有体积小,重量轻、效率高、热加工质量优及有利环境等优点正迅速淘汰燃煤炉、燃气炉、燃油炉及普通电阻炉,是新一代的金属加热设备。 中频炉是铸造锻造及热处理车间的主要设备,其工作的稳定性、可靠性及安全性是流水作业的铸造锻造及热处理生产线正常稳定工作的保证。中频炉在热加工领域有着很好的发展前景如。国内专业的生产中频电炉的厂家东莞市正鑫中频电炉厂是这一领域佼
直流高频电阻焊基本原理介绍高频焊接起源于上世纪五十年代,它是利用高频电流所;接推动了直缝焊管产业的巨大发展,它是直缝焊管(E;质量的好坏,直接影响到焊管产品的整体强度,质量等;所谓高频,是相对于50Hz的交流电流频率而言的,;电流;集肤效应是指以一定频率的交流电流通过同一个导体时;分布于导体的所有截面的,它会主要向导体的表面集中;方根成正比,与频率和磁导率的平方根成反比;钢板的表面; 高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW)生产的关键工序。高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。 1高频焊接的基本原理 所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。那么,这两个效应是怎么回事呢?集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。集肤效应通常用电流的穿透深度来度量,穿透深度值越小,
集肤效应越显著。这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。这两种效应是实现金属高频焊接的基础。高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。电流的速度是很快的,它可以在很短的时间内将相邻的钢板边部加热,熔融,并通过挤压实现对接。 2 高频焊接设备的结构和工作原理 了解了高频焊接原理,还得要有必要的技术手段来实现它。高频焊接设备就是用于实现高频焊接的电气—机械系统,高频焊接设备是由高频焊接机和焊管成型机组成的。其中高频焊接机一般由高频发生器和馈电装置二个部分组成,它的作用是产生高频电流并控制它;成型机由挤压辊架组成,它的作用是将被高频电流熔融的部分加以挤压,
1、图1所示为一超外差式七管收音机电路,试简述其工作原理。(15分) 图1 解:如图所示,由B1及C1-A 组成的天线调谐回路感应出广播电台的调幅信号,选出我们所需的电台信号f1进入V1基极。本振信号调谐在高出f1一个中频(465k Hz )的f2进入V1发射极,由V1三极管进行变频(或称混频),在V1集电极回路通过B3选取出f2与f1的差频(465kHz 中频)信号。中频信号经V2和V3二级中频放大,进入V4检波管,检出音频信号经V5低频放大和由V6、V7组成变压器耦合功率放大器进行功率放大,推动扬声器发声。图中D1、D2组成1.3V±0.1V 稳压,提供变频、一中放、二中放、低放的基极电压,稳定各级工作电流,保证整机灵敏度。V4发射一基极结用作检波。R1、R4、R6、R 10分别为V1、V2、V3、V5的工作点调整电阻,R11为V6、V7功放级的工作点调整电阻,R8为中放的AGC 电阻,B3、B4、B5为中周(内置谐振电容),既是放大器的交流负载又是中频选频器,该机的灵敏度、选择性等指标靠中频放大器保证。B6、B7为音频变压器,起交流负载及阻抗匹配的作用。(“X”为各级IC 工作电流测试点). 15’ 2、 画出无线通信收发信机的原理框图,并说出各部分的功用。 答: 上图是一个语音无线电广播通信系统的基本组成框图,它由发射部分、接收部分以及无线信道三大部分组成。发射部分由话筒、音频放大器、调制器、变频
器、功率放大器和发射天线组成。接收设备由接收天线、高频小信号放大器、混频器、中频放大器、解调器、音频放大器、扬声器等组成。 低频音频信号经放大后,首先进行调制后变成一个高频已调波,然后可通过上变频,达到所需的发射频率,经小信号放大、高频功率放大后,由天线发射出去。 由天线接收来的信号,经放大后,再经过混频器,变成一固定中频已调波,经放大与滤波的检波,恢复出原来的信息,经低频功放放大后,驱动扬声器。 3、对于收音机的中频放大器,其中心频率f0=465 kHz .B0.707=8kHz ,回路电容C=200 PF ,试计算回路电感和 QL 值。若电感线圈的 QO=100,问在回路上应并联多大的电阻才能满足要求。 答:回路电感为0.586mH,有载品质因数为58.125,这时需要并联236.66k Ω的电阻。 4、 图示为波段内调谐用的并联振荡回路,可变电容 C 的变化范围为 12~260 pF ,Ct 为微调电容,要求此回路的调谐范围为 535~1605 kHz ,求回路电感L 和Ct 的值,并要求C 的最大和最小值与波段的最低和最高频率对应。 解: 022 612 0622 11244651020010100.5864465200f L f C mH πππ-===????=≈??2由()03 03 4651058.125810 L L 0.707f Q f Q B =?===?0.707由B 得: 9 003120000 0000010010171.222465102001024652158.125 1171.22237.6610058.125 L L L L L L L Q R k C C C Q Q R g g g R Q Q R R R k Q Q Q ΩωππωωΩ∑ -===≈??????=== ++=-==?≈--因为:所以:( ),t C C C ∑ =+??=?????== 33根据已知条件,可以得出:回路总电容为因此可以得到以下方程组16051053510
中频感应加热设备优势__中频感应加热设备性能 中频感应加热设备有哪些优点呢?中频感应加热设备具有效率高、对工件具有升温快,易于控制,氧化脱碳少,工艺质量可靠等优点。中频感应加热设备,全部采用进口集成电路模块及绝缘栅双极型功率管。具有加热快、透热均匀、耗电少、安全可靠、节能环保、操作简单等特点,是老式高频设备及可控硅中频加热设备较为理想的更新换代产品。主要用于透热、退火等。下面,我们一起来看文章了解中频感应加热设备的优势及性能吧。 【中频感应加热设备优势】 采用MOSFET、IGBT功率器件和变频控制技术,、节能、输出功率更大; 具备恒定电流和恒定功率控制功能,极大的优化金属的加热过程,实现快速加热,产品优越性得到极大的发挥; 在同等条件下具有比传统电子管高频加热设备省电一倍的效果;
具有100负载设计,可连续24小时不间断工作,可配红外测温实现温度的自动控制,提高加热质量,简化人工操作; 具有加热-保温-冷却三段时间功能设定,可获得所需的加热保温过程,适应批量化、重复性的加热场所; 具有过流、过压、欠水、缺相、负载不适等多种状态显示,提供更高的可靠性和耐用性; 根据功率和频率选择电源,频率越高加热深度越浅,频率越低透热性越好; 【中频感应加热设备说明】 感应加热是根据电磁感应原理,中频大电流流向被绕制成环状或其它形状的加热线圈(通常是用紫铜管制作)。由此在线圈内产生极性瞬间变化的强磁束,将金属等被加热物质放置在线圈内,磁束就会 贯通整个被加热物质,在被加热物质内部与加热电流相反的方向产生很大的涡电流,由于被加热物质内的电阻产生焦耳热,使物质自身的温度迅速上升利用工件中涡流产生的热量进行加热的。它加热效率高、速度快、可控性好,易于实现高温和局部加热。 中频大功率感应加热装置,多年来一直采用可控硅做为开关器件。由于不能自行关断、效率低,负载
ZD系列中频感应加热电源说明书 一、概述 ZD系列中频加热电源是江苏油田工程院的专利产品。(专利号为97220550. 0) ZD系列中频加热电源应用了现代电力电子技术,重量轻,效率高,具有过流、短路等自动保护功能,并且输出功率由温度控制传感器进行自动调节。采用该中频电源的电加热系统通过对输出电压和频率的调节,可以对最大加热长度范围内的任意长度的负载进行加热,具有使用寿命长,效率高,体积小、重量轻等优点。ZD系列中频加热电源可以应用于地面集输管线感应加热和井下空心抽油杆加热。 二、工作原理 中频电源首先将三相380V交流电整流成直流电,并滤波。然后再运用电力电子器件IGBT,把直流电逆变成频率和占空比连续可调的单相中频交流电。最后通过隔离变压器,将单相中频交流电输送给加热负载。 三、型号说明 Z D -□ 额定容量(kVA) 电源 中频 四、使用条件 1、环境温度:-15℃~+40℃ 2、空气相对湿度不大于90%
3、使用场所无严重的振动,周围环境无灰尘、腐蚀性气体 4、输入电压:三相四线交流电50Hz,380V±10%,机壳接零 五、技术数据(仅供参考) 型号 ZD-10 ZD-20 ZD-35 ZD-50 额定容量 10kVA 20kVA 35kVA 50kVA 输入电压 380V±10% 380V±10% 380V±10% 380V±10% 输入电流 5~15A 10~30A 15~55A 20~75A 输出电压 0~240V 0~300V 0~400V 0~500V 装置重量 50kg 80kg 110kg 150kg 加热长度<200米<400米<700米<1000米 六、安装方法 1、中频感应加热电源与油井的距离R≥15m,对轻烃气含量高的油井要求R≥20 m。 2、中频感应加热电源室内安装时,电源装置左右两侧对墙体的距离应≥1m,电源装置后面对墙体的距离应≥0.5m,不得倾斜。 3、中频感应加热电源室外安装时,应放置在一个相应的防雨外壳内,防雨外壳上下通风,不得倾斜,防雨外壳对其它设备的距离应≥1m。 4、中频电源上部接线柱用四芯铜电缆外接三相380V电网,电源装置机壳用接地线可靠接地; 5、中频电源下部的两个接线柱用单芯铜电缆分别引至加热负载; 中频电源型号四芯输入铜电缆规格接地线规格 相线零线 ZD-10 4 mm2 2.5 mm2 2.5 mm2 ZD-20 6 mm2 4 mm2 4 mm2 ZD-35 10 mm2 6 mm2 6 mm2 ZD-50 16 mm2 10 mm2 10 mm2
高频感应加热原理与应用 您能想象的到,一根铁棒一二秒钟就可以被加热红起来吗?任何金属都可以被很快地加热到其熔化吗?这就是一种人类目前能够做到和掌握的最快捷的直接加热方法——高中频感应加热。 通常人们对物体的加热,一是利用煤、油、气等能源的燃烧产生热量;二是利用电炉等用电器将电能转换成热量。这些热量只有通过热传递的方式(热传导、热对流、热辐射),才能传递到需要加热的物体上,也才能达到加热物体的目的。由于这些加热方式,被加热的物体是通过吸收外部热量实现升温的。因此,它们都属于间接加热方式。 我们知道,热量的自然传递规律是:热量只能从高温区向低温区,高温体向低温体,高温部分向低温部分自然的传递。因此,只有当外部的热量、温度明显多于、高于被加热物体时,才能将其有效地加热。这就需要用很多的能量来建立一个比被加热物体所需要的热量多的多、温度高的多的高温区。如炉,烘箱等。 这样,不但这些热量中只有少部分能够传递到被加热体上,造成很大的能源浪费。而且加热时间长,在燃烧、加热的过程中,还会产生大量的有害性物质和气体。它们既会对被加热体造成腐蚀性的损害,又会对大气造成污染。即便是使用电炉等电能加热方式,虽然无污染,但仍然存在着效率低、成本高、加热速度慢等缺点。 科学的进步与发展,使我们今天无论是对金属物体加热还是对非金属物体加热,都可以采用高效、快速,且十分节能和环保的方式加热.这就是直接加热方式。 对于非金属物体,可采用工作频率约240MHZ及以上,能使其内部分子、原子每秒振动、磨擦上亿次之多的微波加热。 也可以采用低频感应加热,如工频50HZ等。 中频、高频感应加热,是将工频(50HZ)交流电转换成频率一般为1KHZ至上百KHZ,甚至频率更高的交流电,利用电磁感应原理,通过电感线圈转换成相同频率的磁场后,作用于处在该磁场中的金属体上。利用涡流效应,在金属物体中生成与磁场强度成正比的感生旋转电流(即涡流)。由旋转电流借助金属物体内的电阻,将其转换成热能。同时还有磁滞效应、趋肤效应、边缘效应等,也能生成少量热量,它们共同使金属物体的温度急速升高,实现快速加热的目的。 高频电流的趋肤效应,可以使金属物体中的涡流随频率的升高,而集中在金属表层环流。这样就可以通过控制工作电流的频率,实现对金属物体加热深度的控制。既能提高加工工艺,又使能量被充分地利用。当用于红冲、热煅及工件整体退火等透热时,它们需要的加热深度大,这时可以将工作频率降低;当用于表面淬火等热处理时,它们需要的加热深度小,这时则可以将工作频率升高。另一方面,对于体积较小的工件或管材、板材,选用高频加热方式,对于体积较大的工件,选用中频加热方式。 由于感应加热时间短、速度快,并且还是非接触式(加热物体不需要与感应圈接触)的加热。所以,比其它的加热方式氧化轻微,必要时易于进行气体保护。 电子技术的飞速发展,使电子元器件无论是质量方面、效能方面, 还是可靠性方面,都有了很大的进步.在体积方面也更为小型化、微型化。这为感应加热技术提供了更好的发展条件与空间。在小信号生成与处理,控制与保护,调节与显示等方面,都更多地运用了可靠性更高、稳定性更好、抗干扰能力更强的数字电路。在功率元件上,更是从耗能大、效率低、工作电压高、辐射量较大的电子管,一代代地经晶闸管、场效应管(MOSFET),发展到了IGBT(绝缘栅双极晶体管)。整机的电源利用率已经提高到百分之九十五以上(电子管电源利用率只有约百分之六十),冷却水比电子管产品节约了约百分之六十。并且可以实现24小时不间断的连续工作。这样不但可以在白天正常使用,还可以在用电低峰电费折扣期的夜间工作。 由于感应式加热,具有耗能少,用电省,加热速度快,无污染、无噪声、无需预热、不易氧化、便于气体保护、可自动控制、具备多项智能保护、安全可靠、易于操作,可不间断地连续工作等优点。
感应加热原理及应用 1.电磁感应原理 1831年,英国物理学家faraday发现了电磁感应现象,并且提出了相应的理论解释。其内容为,当电路围绕的区域内存在交变的磁场时,电路两端就会感应出电动势,如果闭合就会产生感应电流。 利用高频电压或电流来加热通常有两种方法: (1)电介质加热:利用高频电压(比如微波炉加热) (2)感应加热:利用高频电流(比如密封包装) 2.电介质加热(dielectric heating) 电介质加热通常用来加热不导电材料,比如木材。同时微波炉也是利用这个原理。原理如图1: 图1 电介质加热示意图 当高频电压加在两极板层上,就会在两极之间产生交变的电场。需要加热的介质处于交变的电场中,介质中的极分子或者离子就会随着电场做同频的旋转或振动,从而产生热量,达到加热效果。 3.感应加热(induction heating) 感应加热原理为产生交变的电流,从而产生交变的磁场,再利用交变磁场来产生涡流达到加热的效果。如图2: 图2 感应加热示意图 皕赫国际贸易(上海)有限公司 TEL: +86 (0)21 60896520
皕赫国际贸易(上海)有限公司 TEL: +86 (0)21 60896520 基本电磁定律: 法拉第定律:d e N dt φ= 安培定律:Hdl NI ?= 其中:BdS φ=?,0r B u u H = 如果采用MKS 制,e 的单位为V ,?的单位为Wb ,H 的单位为A/m ,B 的单位为T 。 以上定律基本阐述了电磁感应的基本性质, 集肤效应: 当交流的电流流过导体的时候,会在导体中产生感应电流(如图3),从而导致电流向导体表面扩散。也就是导体表面的电流密度会大于中心的电流密度。这也就无形中减少了导体的导电截面,从而增加了导体交流电阻,损耗增大。工程上规定从导体表面到电流密度为导体表面的1/e =0.368的距离δ为集肤深度。 在常温下可用以下公式来计算铜的集肤深度: δ= 式(1) 图3 涡流产生示意图 从以上可以看到,如果增大电流和提高频率都可以增加发热效果,是加热对象快速升温。所以感应电源通常需要输出高频大电流。 参考文献:fundalmentals of power electronics, R.W.Erickson (讲义) TPIH2500 Textbook Tetra Pak Technical Training Centre 三 感应加热电源常见框图结构和控制方法 1.感应加热电源常见框图
摘要 感应加热电源具有加热效率高,速度快,可控性好,易于实现高温和局部加热,易于实现机械化和自动化等优点,目前已在金属熔炼、工件透热、淬火、焊接、铸造、弯管、表面热处理等行业得到了广泛的应用。 本设计研究了中频感应加热及其相关技术的发展、现状和趋势,并在较全面的论述基础上,对2.5kHz/250kW可控硅中频感应加热电源的整流电路以及控制电路进行了设计。本文设计的电源电路可用于大型机械热加工设备的感应加热电源。整流电路采用三相桥式全控整流电路,其电路结构简单,使电源易于推广;控制策略选用双闭环反馈控制系统,改善了信号迟滞的缺点,为以后研制大功率、超音频的感应加热电源打下了基础。 关键词:可控硅中频电源;感应加热;逆变;保护电路
Design of Induction heating power of medium frequency Abstract Induction heating power is equipped with lots of advantages such as high heating efficiency, fast speed ,good controllability, which is prone to make heating of high and partial temperature ,and realize mechanization and automation. At present metal melting, work piece heat penetration, quenching, welding, casting, elbow piece, surface heating processing has been widely applied. Induction heating of medium frequency and development, current situation, and tendency related technology has been studied,and have made quite comprehensive and in the profound elaboration foundation, this article has carried on the design to main circuit and the inversion control of the 2.5kHz/250kW silicon-controlled rectifier intermediate frequency induction heating power. This design is used for big facility of mechanical heating processing. Structure of rectification circuit is easy, which makes power popularized easily. Three-phase bridge rectification circuit is used in Rectification circuit. Rectification circuit uses feedback control of two closed loop, improving the disadvantages. The foundation for inventing induction heating power of big power and super audio is made. Key words:Controllable silicon medium power Induction heating Inverter Protect circuit
高频电路原理与分析期末复习资料 陈皓编 10级通信工程 2012年12月
1.单调谐放大电路中,以LC 并联谐振回路为负载,若谐振频率f 0 =10.7MH Z , C Σ= 50pF ,BW 0.7=150kH Z ,求回路的电感L 和Q e 。如将通频带展宽为300kH Z ,应在回路两端并接一个多大的电阻? 解:(1)求L 和Q e (H )= 4.43μH (2)电阻并联前回路的总电导为 47.1(μS) 电阻并联后的总电导为 94.2(μS) 因 故并接的电阻为 2.图示为波段内调谐用的并联振荡回路,可变电容 C 的变化范围为 12~260 pF ,Ct 为微调电容,要求此回路的调谐范围为 535~1605 kHz ,求回路电感L 和C t 的值,并要求C 的最大和最小值与波段的最低和最高频率对应。 题2图 12min 12max ,22(1210) 22(26010)3 3根据已知条件,可以得出: 回路总电容为因此可以得到以下方程组16051053510t t t C C C LC L C LC L C ππππ∑ --=+? ?== ??+?? ??== ??+?
3.在三级相同的单调谐放大器中,中心频率为465kH Z ,每个回路的Q e =40,试 问总的通频带等于多少?如果要使总的通频带为10kH Z ,则允许最大的Q e 为多少? 解:(1)总的通频带为 4650.51 5.928()40 e z e Q kH =≈?= (2)每个回路允许最大的Q e 为 4650.5123.710 e e Q =≈?= 4.图示为一电容抽头的并联振荡回路。谐振频率f 0 =1MHz ,C 1 =400 pf ,C 2= 100 pF 121212121232 260109 121082601091210260108 10198 1 253510260190.3175-12 6 1605 535 ()()10103149423435 t t t t C C C C pF L mH π-----?+==?+=?-??-= ?==??+?=≈
PI7800MF 系列中频感应加热电源 大连普传科技股份有限公司 深圳市普传科技有限公司 企划部/工程部 https://www.doczj.com/doc/953751112.html, 第一部分感应加热与变频电源
普传科技变频技术应用系列—中频电源 一、基本原理 1、集肤效应及感应加热 1.1集肤效应:当交流电流通过导线时,在导线周围产生交变的磁场,处在交变磁 场中的整块导体的内部会产生感应电流,由于这种感应电流在整块导体内部自成闭合回路,形似水的旋涡,称做涡流。 在直流电路内,均匀导线的横截面上的电流密度是均匀的,而当交流电通过导线时,由于交变磁场的作用,在导线截面上各处电流分布不均匀,中心处电流密度小,而越靠 近表面电流密度越大,这种电流分布不均匀的现象称为集肤效应(也称趋肤效应)。交 流电的频率越高,则集肤深度越深,同时其交流阻抗也变大,因此在相同数值的电流作 用下,负载所获得的能量也越高,而电流及线路损耗相应地也会变小,从而提高了加热 效率,同时还可起到节约电能的目的。变频加热电源正是基于这一原理,利用变频技术,可将运行频率提高到工频的数倍,加热效果会明显提高。 1.2感应加热:1831 年法拉第发现电磁感应规律、1868 年福考特提出涡流理论、1840 年焦耳-楞茨确定了电阻发热的关系式Q=I2Rt,构成感应加热之理论基础。 交变的电流产生交变的磁场,再利用交变磁场来产生涡流达到加热的效果。感应 加热的加热效率高、速度快、可控性好,易于实现高温和局部加热。随着电力电子技术 的不断成熟,感应加热技术得到了迅速发展。 在金属加工上,感应加热热处理用感应电流使工件局部加热的表面热处理工艺。这 种热处理工艺常用于表面淬火、局部退火或回火,有时也用于整体淬火和回火。 将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生 交变磁场,交变磁场的电磁感应作用使工件内产生封闭的感应电流,感应电流在工件截 面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小,工件表层高密度电流的 电能转变为热能,使表层的温度升高,即实现表面加热。电流频率越高,工件表层与内 部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却, 即可实现表面淬火。 2、感应加热的作用及应用 感应加热早期主要用于有色金属熔炼和热处理工艺,其加热效率高、速度快、可控 性好及易于实现自动化等优点,广泛应用于金属熔炼、透热、热处理和焊接等工业生产 过程中,成为冶金、国防、机械加工等部门及铸、锻和船舶、飞机、汽车制造业等不可 缺少的技术手段。如表 1 所列。 感应加热的广泛应用,究其原因,主要是它本身相对于别的加热方式所具有的一些 独特性。 1)加热速度快,可节能。感应加热是从金属内部,透入深度层开始加热,大大节 省了热传导时间。其它加热是从外到内,导热时间长。据实验,加热同一坯料到一定温度,感应加热只需火焰炉加热时间的1/10。 2)加热温度高,是非接触式的电磁感应加热。 3)可进行局部加热,容易控制加热部位。被加热产品质量稳定,加热工件的质量 再现性与重复性好,各种参数容易控制。 4)控制温度的精度高,可保证温差在±0.5%~1%范围内。 5)感应加热的热效率高,一般可达50%-70%,而火焰炉的热效率一般只有30%左右。 6)容易实现自动化控制。
那么,感应加热实际上是如何工作的呢?感应加热是通过在一个导体中产生电流来工作的。它是这样的: 首先,一个铜线圈(通常是螺线管,但不完全),在它部有一个大的,时变的电流,这个电流通过加在线圈上的时变电压产生(通常是通过施加正弦波的形式)。 然后此电流会创建一个随时间变化的磁场(对于螺线圈来说,l NI H =),这将产生一个时变的磁通(H B μ=)。 如果一个导体放在磁场中,那么它周围就会产生电压。(BA dt d E == φφ ,) 。 如果导体是个闭环,感应电压会在导体的外部产生循环的电流。 jX R V I jX R I V += +=)....( 由于这是一个交流系统,肯定会有阻抗的补偿:如果是直流系统,磁通变化率(dt d φ)将会是0,所以就不会有感应电流产生。 最后,这个产生的电流会在工件中产生R I 2的损失,可以有效地使这种加热途径成为一种电阻加热方法,albeit with the current flowing at right angles to that of direct resistance heating (也就是围绕着钢坯而不是顺沿着钢坯)。 通过考虑在管状金属薄片中的电流流量,已经知道了感应加热工作的基本原理,我们将要观察的是当感应加热一个固体工件时的感应电流。 这个问题的答案是一个相当复杂的数学问题,并且深入的研究它会很浪费时间。因此,我将提供一个简单的描述,来告诉你磁场以及电流是怎么样在要加热的材料上工作的,之后便是解析答案。这种方法就避免了矢量积分,贝塞尔函数等复杂问题。 为了避免讨论磁通的返回路径和最终影响,我们把一个半无限大的平板作为加热对象,只是通过在它上面的无限大的电流2-diamentional sheet 来加热它。这个图表示的是无限部分中有限的一部分。代表工作头的电流层左右(x 方向)、前后(z 方向)无限延伸。在y 方向上没有占用所有的空间。 代表工件的半无限大的平板在z 方向和x 方向上也是无限延伸的,但在y 方向上是从0到负无穷。 为了观察电流的去向,我们可以把这个同性质的平板分割成一系列的薄片。 先考虑顶层。它有一个随时间变化的磁场,作用在它上面的是)cos(?0 t H ω。
高频感应加热电源工作原理【大比特导读】高频感应加热电源在工作原理方面,也与普通的加热电源有 着很大不同,本文将会通过对其工作原理的叙述,为大家解读高频感应加热电源加热快、效率高的秘密所在。 感应加热电源的研发在最近几年呈现出专业化和快速的趋势,高频感应加热电源凭借着加热速度快、加热均匀等优势,被广泛的应用在工业及生活领域。高频感应加热电源在工作原理方面,也与普通的加热电源有着很大不同,本文将会通过对其工作原理的叙述,为大家解读高频感应加热电源加热快、效率高的秘密所在。 高频感应加热电源与普通的感应加热模块一样,也是采用了导体磁束加热的模式。用交流电流流向被卷曲成环状的导体,这种导体通常情况下会采用铜管这种材料,由此产生磁束。将金属放置其中,磁束就会贯通金属体,在与磁束自缴的方向产生涡电流,也就是大家所熟悉的旋转电流,于是感应电流在涡电流的影响下产生发热,用这样的加热方式就是感应加热。由此,对金属等被加热物体在无需直接接触的状态下就能获得加热效果。 此时,窝电流将会在线圈接近的物体上集中,感应加热表现出在物体的表面上较强里边较弱的特点,用这样的原理来对被加热体的必要的地方集中加热,达到瞬间加热的效果,从而提高生产效率和工作量等。 当然了,使用高频感应加热电源进行加热的成功与否,直接取决于感应线圈设置是否合理,以及加热体的大小、形状、间距等等。感应线圈是要做到均匀加热、加热效果好,并且要有强度和准确度。感应线圈是一般用一圈或数圈的铜管来做,一般采用水冷的方式对线圈进行冷却。 结语: 高频感应加热电源的感应线圈是高效加热的关键所在,而无需直接触碰就可以快速加热 的优势,也让这个感应加热电源的家族新成员迅速获得了生产商的认可。
中频感应加热设备介绍及应用 设备简介 中频感应加热设备采用的串联谐振,即电压型谐振频率跟踪。因此效率较高、功率因数较高。所以有明显的中频感应加热电炉节电效果,加热每吨棒料用电341度。中频感应加热设备前级不可控全桥整流,不会在整流段引起波形的变形,没有关断角的削波现象,并且用大电容滤波,因此谐波数小对电网的干扰小。 工作原理 中频感应加热设备的工作原理是把一根金属圆柱体放在有交变中频电流的感应圈里,金属圆柱体没有与感应线圈直接接触,通电线圈本身温度已很低,可是圆柱体表面被加热到发红,甚至熔化,而且这种发红和熔化的速度只要调节频率大小和电流的强弱就能实现。 中频优势 随着我国工业化进程的飞速发展,感应加热领域也再快速发展.由于环保要求以及煤炭涨价,用焦煤加热不仅不符合环保要求,而且在价格和经济上也非常的不合算.另一方面,目前工业加热还大量使用着KGBS以可控硅为主器件的中频加热设备.功率因数低耗费着大量的电能.随着金融危机的曼延,节能降耗,缩减成本已经成为中小企业非常迫切的问题.于是我们利用近20年的感应加热经验,成功研制出JZ(IGBT)系列节能型中频。 设备特点 1.生产操作简单、进出料灵活、自动化程度高,可实现在线式生产; 2.工件加热速度快、氧化脱碳少,效率高,锻件质量好; 3.工件加热长度、速度、温度等可精确控制; 4.工件加热均匀、芯表温差小,控制精度高; 5.感应器可按客户要求精心制作; 6.全方位节能优化设计,能耗低、效率高,比烧煤生产成本低; 7.符合环保要求,污染小,同时还减少了工人的劳动强度。 设备优势 节约特点 加热速度快、生产效率高、氧化脱炭少、节省材料与锻模成本由于中频感应加热的原理为电磁感应,其热量在工件内自身产生,普通工人用中频电炉上班后十分钟即可进行锻造任务的连续工作,不需烧炉专业工人提前进行烧炉和封炉工作。不必担心由于停电或设备故障引起的煤炉已加热坯料的浪费现象。由于该加热方式升温速度快,所以氧化极少,每吨锻件和烧煤炉相比至少节约钢材原材料20-50千克,其材料利用率可达95%。由于该加热方式加热均匀,芯表温差极小,所以在锻造方面还大大的增加了锻模的寿命,锻件表面的粗糙度也小于50um。 环保特点 工作环境优越、提高工人劳动环境和公司形象、无污染、低耗能感应加热炉与煤炉相比,,工人不会再受炎炎烈日下煤炉的烘烤与烟熏,更可达到环保部门的各项指标要求,同时树立公司外在形象与锻造业未来的发展趋势。感应加热是电加热炉中最节能的加热方式由室温加热到1100℃的吨锻件耗电量小于360度。 精准特点 加热均匀,芯表温差极小,温控精度高感应加热其热量在工件内自身产生所以加热均匀,芯表温差极小。应用温控系统可实现对温度的精确控制提高产品质量和合格率。
中频加热设备的电流密度都很高,一定采用异型铜管绕制成各种形状的线圈,铜管通水冷却,工件与线圈之间有耐温炉衬,相互组装在一起。 (1) 铜管必须由优质铜材构成,导电性能优良,其杂质越小越佳,在退火状态柔软,不易折断。 (2) 耐火炉衬通常为石英砂组成,Al203含量越高,其耐温性能越高,耐温性好,热传导性越差,热效率也就高,耐温性好,炉衬厚度可以减薄,可以提高电效率,则综合效率也就高。小直径的能耗不低的一个很重要的因素是炉衬厚度不可能做得很薄,在同一个感应炉内加热不同直径的工件,总是直径大时能耗低,直径小者能耗高。 (3) 中频感应加热设备的端板采用铜质,主要是作用是防止电的散射,并开口减少铜端板的损耗。 (4) 其结构由于电流同时流过线圈和工件,因此它们相互间的电动力是相当大,工件在线圈上的炉衬中移动又要承受工件的压力,因此必须使线圈匝与匝之间紧固,防止移动和线圈间的短路,这个紧固必须是牢固的,否则产生低频振动造成噪声,所以线圈匝间要绝缘紧固,必须与端板夹紧固定,似一个完整固体。
往往工频感应加热炉常用玻璃纤维带和其他绝缘复合材料带将线圈铜管包扎起来,并浸漆处理,目的使线圈匝间结构紧密,不产生低频振动。匝间距越小,效率也越高。 (5) 线圈的水路要有足够的水路数,以水在水管中流通成紊流为原则,水路不要有直角弯,它会降低水流流量与速度,降低冷却效果。判断方法以每一个支路水有一定的水温,且每一路流量水温都差不多。如果一路水温偏高,恐怕有焊渣或运行中有杂质堵塞,所以感应炉对每一支路要进行温度监测与控制。每一支路的水温控制在50℃为宜,过高温度冷却水在铜管内侧面汽化将会大大降低冷却效果,过高温度要结垢,最终炉子线圈过温而损坏。 (6) 炉衬材料要防止跌落和开裂,造成的原因是原材料不过关,炉衬材料一般为耐火水泥,水泥一旦吸潮过性,成形为粉末状,成块脱落。工艺不到位,耐火水泥与普通建筑水泥相似,要保养,时间不能少,这个保养是在潮湿环境下的保养,保养时间约48h,不能出现流浆,保养时间不够或流浆,必然会开裂,炉衬有烘干与不烘二种方法。要炉子寿命长,炉衬烘干很重要,核心是慢速烘干,在低温长时间36h的烘干,初始升温要很慢。 (7) 中频感应加热设备的每一个支路的分接头水路支路的焊接为银铜焊,确保焊接牢固不渗水,水路为橡胶管,不用塑料管,塑料管密封性能不佳。 (8) 一般配有通水导轨,导轨寿命长短取决于堆焊材料与厚度。不推荐用喷涂法堆耐磨材质,因为喷涂耐磨粉配方通常为单一不锈钢,不及高温耐磨的焊条,堆焊条的配方成分全面。
高频感应加热的原理 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 高频感应加热机的主要用途为:金属热处理、金属淬火、金属退火、金属回火、金属透热、金属的钎焊、银焊、铜焊、金属热型、金属熔炼、金属埋植塑料等。 高频感应加热机是目前对金属、非金属材料加热效率*、速度*快,低耗节能环保型的感应加 热设备。高频机全称“高频感应加热机”,又名高频加热机、高频感应加热设备、高频感应 加热装置、高频加热电源、高频电源、高频焊接机、高周波感应加热机、高周波感应加热器 (焊接器)等,另外还有中频感应加热设备、超高频感应加热设备等。应用范围十分广泛。 高频感应加热机的原理 感应加热是利用导体在高频磁场作用下产生的感应电流(涡流损耗)以及导体内磁场的作用 (磁滞损耗)引起导体自身发热而进行加热的。 当金属导体处在一个高频交变电场中,根据法拉第电磁感应定律,将在金属导体内产生感应 电动势,由于导体的电阻很小,从而产生强大的感应电流。由焦耳—楞次定律可知,交变 磁场将使导体中电流趋向导体表面流通,引起集肤效应,舜间电流的密度与频率成正比,频 率越高,感应电流密度集中于导体的表面,即集肤效应就越严重,有效的导电面积减少,电 阻增大,从而使导体迅速升温。 导体有电流通过时,在其周围就同时产生磁场,高频电流流向被绕制成环状或其它形状的电 感线圈(通常是用紫铜管制作)。由此在线圈内产生极性瞬间变化的强磁束,将被加热的金属 物质放置在感应线圈内,磁束就会贯通整个被加热物质,在被加热物质内部与加热电流相反 的方向产生很大的涡流,由于被加热金属物质的电阻产生焦耳热,使金属物质自身的温度迅
高频淬火和中频淬火的区别 1、高频淬火淬硬层浅(1.5~2mm)、硬度高、工件不易氧化、变形小、淬火质量好、生产效率高,适用于摩擦条件下工作的零件,如一般较小的齿轮、轴类(所用材料为45号钢、40Cr); 2、中频淬火淬硬层较深(3~5mm),适用于承受扭曲、压力负荷的零件,如曲轴、大齿轮、磨床主轴等(所用材料为45号钢、40Cr、9Mn2V和球墨铸铁)。 感应加热表面淬火,是利用电磁感应、集肤效应、涡流和电阻热等电磁原理,使工件表层快速加热,并快速冷却的热处理工艺 感应加热表面淬火时,将工件放在铜管制成的感应器内,当一定频率的交流电通过感应器时,处于交变磁场中的工件产生感应电流,由于集肤效应和涡流的作用,工件表层的高密度交流电产生的电阻热,迅速加热工件表层,很快达到淬火温度,随即喷水冷却,工件表层被淬硬 感应加热时,工件截面上感应电流的分布状态与电流频率有关。电流频率愈高,集肤效应愈强,感应电流集中的表层就愈薄,这样加热层深度与淬硬层深度也就愈薄 因此,可通过调节电流频率来获得不同的淬硬层深度。常用感应加热种类及应用见表5-3 感应加热速度极快,只需几秒或十几秒。淬火层马氏体组织细小,机械性能好。工件表面不易氧化脱碳,变形也小,而且淬硬层深度易控
制,质量稳定,操作简单,特别适合大批量生产 常用于中碳钢或中碳低合金钢工件,例如45、40Cr、40MnB等。也可用于高碳工具钢或铸铁件,一般零件淬硬层深度约为半径的1/10时,即可得到强度、耐疲劳性和韧性的良好配合。感应加热表面淬火不宜用于形状复杂的工件,因感应器制作困难 表5-3 感应加热种类及应用范围 感应加热类型常用频率一般淬硬层深度/m m 应用范围 高频感应加热 200~1000kHz 0.5~2.5 中小模数齿轮及中小尺寸的轴类零件 中频感应加热 2500~8000Hz 2~10 较大尺寸的轴和大中模数齿轮 工频感应加热火 50Hz 10~20 较大直径零件穿透加热,大直径 零件如轧辊、火车车轮的表面淬超音频感应加热 30~36kHz 淬硬层能沿工件轮廓分中小模数齿轮 表面热处理是通过改变零件表层组织,以获得硬度很高的马氏体,而保留心部韧性和塑性(即表面淬火), 或同时改变表层的化学成分,以获得耐蚀、耐酸、耐碱性,及表面硬度比前者更高(即化学热处理)的方法。