
用内径百分表检测孔径 1.了解内径百分表的结构。 2.学会内径百分表的读数方法。 3.掌握用外径千分尺校对内径百分表零位的方法。 4.掌握内径百分表的测量方法,用内径百分表检 测轴套的孔径。 1.安装和调整内径百分表。 2.用内径百分表检测孔径 。 任务实施提示:一、准备工具和量具 1.认识百分表 百分表分度值㎜。大指针转一圈,小指针转一格(mm )。毫米数值小指针转过格数读得,毫米小数值大指针指示位置读得,指针停在两条刻线之间时,进行估读,读出小数第三位,即微米(um )。 2.认识内径百分表 +50 .000 内部φ32 050 .00 +孔的尺寸能否用游 标卡尺或内径千分尺测量为什么 百分表 锁紧装置 手柄 测量杆 定位护桥 活动测头 可换测头 内径百分表
3.选择内径百分表规格 测量范围18~35㎜,精度为㎜。 4.安装与调整内径百分表 5.安装可换测头 6.校正内径百分表的零位 (1)外径千分尺调到32mm ,调整时,应从31mm 加到32mm ,并用手推着测微螺杆。 (2)内径百分表两测头放在外径千分尺两测校对零位。 二、测量孔径 1.压入测头 2.测量数值,判断是否合格 当表针指在“零”位时,被测内径恰好为32㎜;当表针未达到“零”位时,被测 尺寸大于32㎜,百分表读数为正;当表针超过“零”位时,被测尺寸小于32㎜,百分表的读数应为负。 锁紧 预压 插装 百分表 可换测头
32+(-)=㎜使用内径百分表的注意事项 1.使用前,检查是否有缺陷,尤其可换测头和固定测头的球面部分 2.装百分表时,夹紧力不宜过大,且有一定预压缩量(1mm) 3.校对零位时,选取一个相应尺寸的可换测头,并使活动测头在活动范围的中间位置,校对好后,检查零位稳定性 4.装卸时,先松开锁紧装置,不允许硬性插入或拔出5.使用完毕,百分表和可换测头取下擦净,并涂油防锈,放入专用盒内保存 6.如果使用中发现问题,不允许继续使用、拆卸修理,应送计量部门检修
视觉测量系统技术及应用 1 引言 基于计算机的视觉检测系统是指通过计算机视觉产品将被摄取目标转换成图像信号,传送给图像处理系统,图像处理系统再根据像素分布和亮度、颜色等信息,转变成数字化信号,计算机图像系统对这些信号进行复杂运算来抽取目标的特征,进而根据判别的结果来控制设备动作。它具有非接触、速度快等优点,是一种先进的检测手段,非常适合现代制造业。可用于视觉检测的试验原理很多,如纹理梯度法、莫尔条纹法、飞行时间法等,然而诸多测试原理中,尤其基于三角法的主动和被动视觉测量原理具有抗干扰能力强、效率高、精度合适等优点,非常适合在线非接触测量。本文主要从视觉测量系统在实际中应用出发,展示视觉检测技术在制造业中的广阔应用[1-4]。 2 视觉测量系统技术的应用 2.1 汽车车身视觉检测系统 在汽车制造过程中,车身上总有很多关键的三维尺寸进行测量,采用传统的三坐标测量机只能离线抽样检测,效率低,更不能满足现代汽车制造在线检测的需要,而视觉检测系统能很好的适应该需要,典型的汽车车身视觉检测系统如图1所示[5]。 图1 车身视觉检测系统 车身检测系统主要依靠的是数个视觉传感器,其中还包括传送机构、定位机构,计算机图像采集、网络控制部分。每个传感器对应一个被测区域,然后通过传输总线传至计算机,通过计算机对每个视觉传感器进行过程控制。 汽车车身检测系统的测量效率很高,精度式中,并且可以在完全自动情况下完成,这个包含几十个测点的系统都能再几分钟内测量完成,因此可以适应汽车制造的在线检测。而且传感器的布置可以根据不同车型来布置,增加了应用要求,
因此减少了车身视觉系统的维护费用。 2.2 拔丝模孔形视觉检测系统 使用计算机视觉检测技术开发出的拔丝模孔形检测系统由光学成像系统、工业用摄像机图像采集卡、计算机及监视器组成,可以解决生产实际中的模具孔形检测问题.工作原理如下:先采用注入硅胶方法获得反映待检拔丝模尺寸及形状的硅胶凸模,然后把硅胶凸模放在光学系统的载物台上.硅胶凸模经光学成像放大,成像于CCD像面上,然后用图像采集卡采集CCD图像信息,最后由计算机视觉检测软件完成对孔形尺寸的自动计算,此时图像采集时需要配置特殊的光照系统.系统实现了自动数据采集、处理,实现采样、进样、结果一条龙,形成检测的自动化. 2.3 无缝钢管直线度和截面在线视觉检测 无缝钢管是一类重要的工业产品,在反应无缝钢管质量中,钢管直线度及截面尺寸是主要的几何参数。现代工业已经可以实现无缝钢管的大批量大规模生产,并且并无成熟的直线度、截面尺寸高效率的检测系统,主要原因为:无缝钢管空间尺寸大,需要很大的测量空间,一般的检测手段很难实现如此大尺度的检测。然而视觉检测却非常适合无缝钢管及截面尺寸的测量,其测量原理图如图2所示。 多个传感器组成了视觉检测系统,传感器的结构光所投射的光平面与被测钢管相交,从而得到钢管的部分圆周,传感器测量圆周在传感器三维空间位置,每一个传感器实现一个截面圆周测测量,然后通过拟合得到截面的圆心和其空间位置,从而实现对无缝钢管截面和直径的测量。 图2 无缝钢管在线检测 2.4 视觉测量在逆向工程中的应用 逆向工程是针对现有的工件,利用3D数字化测量仪准确快速地测量出轮廓坐标值,并建构曲面,经过编辑、修改后,将图形存档形成一般的CAD/CAM系统,再由CAM所产生刀具的NC加工路径送至CNC加工机制所需模具,或者以快速成型将物品模型制作出来。视觉测量一般使用三种激光光源:点结构光、线结构光、面结构光,图3为使用线结构光测量物体表面轮廓的结构示意图[6]。
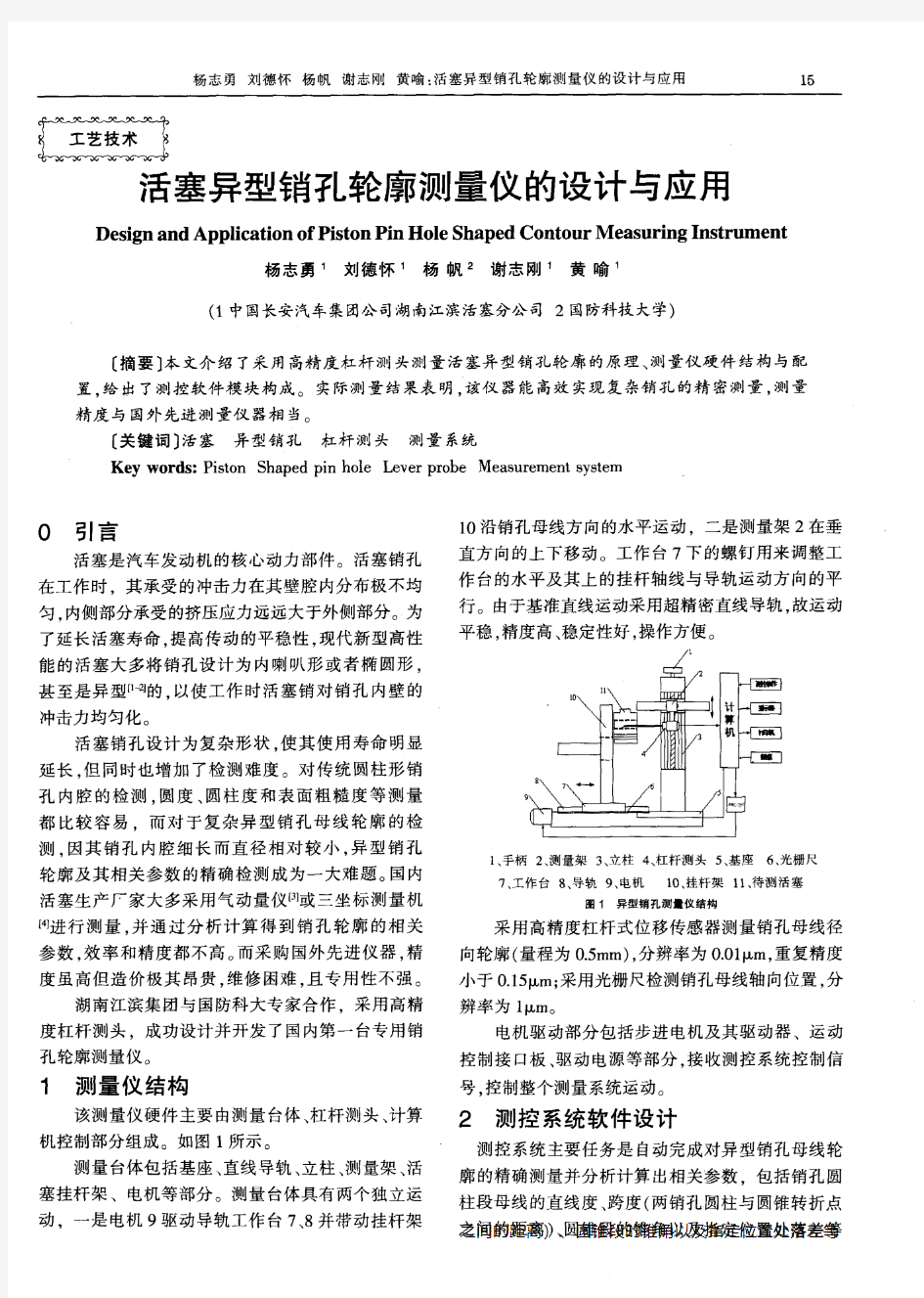
活塞销(英文名称:Piston Pin) ,是装在活塞裙部的圆柱形销子,它的中部穿过连杆小头孔,用来连接活塞和连杆,把活塞承受的气体作用力传给连杆。为了减轻重量,活塞销一般用优质合金钢制造,并作成空心。 活塞销的功用及工作条件 一般国内使用的活塞销孔内会有台阶或者凹槽,还有一种是实心活塞销。国外使用的活塞销内孔是直的。 活塞销的内孔形状: 活塞销的内孔形状主要有圆柱形,两段截锥形,以及两段截锥形和一段圆柱的组合形。 活塞销的功用及工作条件: 活塞销用来连接活塞和连杆,并将活塞承受的力传给连杆或相反。活塞销在高温条件下承受很大的周期性冲击负荷,且由于活塞销在销孔内摆动角度不大,难以形成润滑油膜,因此润滑条件较差。为此活塞销必须有足够的刚度、强度和耐磨性,质量尽可能小,销与销孔应该有适当的配合间隙和良好的表面质量。在一般情况下,活塞销的刚度尤为重要,如果活塞销发生弯曲变形,可能使活塞销座损坏。 活塞销材料及结构 活塞销的材料一般为低碳钢或低碳合金钢,如20、20Mn、15Cr、20Cr或20MnV 等。外表面渗碳淬硬,再经精磨和抛光等精加工。这样既提高了表面硬度和耐磨性,又保证有较高的强度和冲击韧性。 活塞销的结构形状很简单,基本上是一个厚壁空心圆柱。其内孔形状有圆柱形、两段截锥形和组合形。圆柱形孔加工容易,但活塞销的质量较大;两段截锥形孔的活塞销质量较小,且因为活塞销所受的弯矩在其中部最大,所以接近于等强度梁,但锥孔加工较难。 活塞销检验国标 1.金相检验。JB/T 8118.2-1999 2.探伤检验。JB/T 8118.3-1999 活塞销的连接形式 半浮式活塞销 半浮式活塞销:活塞销与活塞销座和连杆小头之间只有一者可以自由旋转另一者相互固定的连接形式 全浮式活塞销 全浮式活塞销:活塞销与活塞销座和连杆小头之间都可以自由旋转的连接形式。 活塞销发出异响的判断和处理
用内径百分表检测孔径 1.了解内径百分表的结构。 2.学会内径百分表的读数方法。 3.掌握用外径千分尺校对内径百分表零位的方法。 4.掌握内径百分表的测量方法,用内径百分表检 测轴套的孔径。 1.安装和调整内径百分表。 2.用内径百分表检测孔径 。 任务实施提示:一、准备工具和量具 1.认识百分表 百分表分度值㎜。大指针转一圈,小指针转一格(mm )。毫米数值小指针转过格数读得,毫米小数值大 指针指示位置读得,指针停在两条刻线之间时,进行估读,读出小数第三位,即微米(um )。 2.认识内径百分表 3.选择内径百分表规格 测量范围18~35㎜,精度为㎜。 4.安装与调整内径百分表 5.安装可换测头 6.校正内径百分表的零位 (1)外径千分尺调到32mm ,调整时,应从31mm 加到32mm ,并用手推着测微螺杆。 (2)内径百分表两测头放在外径千分尺两测砧间,使其表盘上的零刻线与指针重合,即校对零位。 二、测量孔径 1.压入测头 2.测量数值,判断是否合格 当表针指在“零”位时,被测内径恰好为32㎜;当表针未达到“零”位时,被测尺寸大于32㎜,百分表读数为正;当表针超过“零”位时,被测尺寸小于32㎜,百分表的读数应为负。 32+(-)=㎜ +50 .000 内部φ32 050.00 +孔的尺寸能否用游 标卡尺或内径千分尺测量?为什么? 锁紧 预压 插装 百分表 锁紧装置 手柄 测量杆 定位护桥 活动测头 可换测头 内径百分表 百分表 可换测头
使用内径百分表的注意事项1.使用前,检查是否有缺陷,尤其可换测头 和固定测头的球面部分 2.装百分表时,夹紧力不宜过大,且有一定预压缩量(1mm) 3.校对零位时,选取一个相应尺寸的可换测头,并使活动测头在活动范围的中间位置,校对好后,检查零位稳定性 4.装卸时,先松开锁紧装置,不允许硬性插入或拔出5.使用完毕,百分表和可换测头取下擦净,并涂油防锈,放入专用盒内保存 6.如果使用中发现问题,不允许继续使用、拆卸修理,应送计量部门检修
CAD基础第十一讲SolidWorks软件简介 一、概述:1、简介:SolidWorks是一套三维机械零件设计自动化软件,是95年推出。 评审专家指出,SolidWorks 2001Plus既有直观友好的界面,高效率的设计功 能,学习周期短,具有强大的实体造型能力,可以让设计者很快轻松上手。 2、特点:(1)新的设计思路: AutoCAD代替了原有的手工设计,设计时画出二维的装配图及零件图,生产出零部件后,发现问题,再重新修改设计。 而SolidWorks是设计出三维零件后进行装配,可以动态地查看装配体的所有运动,并对零部件进行动态的干涉和间隙检测,还可以应用智能零件技术进行装配。 (2)SolidWorks提供了基于特征的实体建模功能,可以通过拉伸 特征、旋转特征、薄壁特征,抽壳、阵列、打孔操作实行产品的设计。 (3)采用尺寸驱动,定型状的同时就标注尺寸,尺寸变化时形状也会发生改变,由模型生产的图纸和装配体因为尺寸修改,会自动地进行更新。 (4)有FeatureManager设计树,(特征管理器设计树) 用于激活零件装配体或工程图的大纲视图,组织和管理设计信息,可方便查看模型或装配体的构造情况,查看工程图中不同图纸和视图。 3、启动和工作界面 (1)启动和初始界面 单击新建文件出现新建文件对话框,在模板中选零件,装配体或工程 图,可在窗口中进行新零件,装配体或工程图的设计。 (2)SolidWorks 2001Plus的工作界面。 包括、标题栏、菜单栏、工具栏 工具栏:打开工具栏,“自定义”对话框中选择“命令”拖拉图标到工具栏中。 状态栏:显示当前任务,指针位置坐标和其他相关参考信息。 FeatureManager设计树。 指针:指针是交互设计时反馈信息。 二.草图的绘制:草图是实体的二维轮廓,构成草图的点,直线、圆弧等元素称为草图 的实体,而特征是在创建平面(基准面,模型平面)上的草图通过造型功能而生成。 1、草图创建和基准面设置 打开草图绘制按钮(在默认基准面上)或选取基准面,在基准面上绘制草图。 基准面的设置,原始设置有三个基准面,在设计树中单击基准面才会显示。 新基准面的建立:创建草图不在坐标面上,也不在模型面上,可通过命令建立新 基准面。命令出现基准面草图特征管理器,可有五种方法生成新基准面。 (1)通过直线和点(2)点和平行面(3)两面夹角(4)等距平面(5)垂直于曲线(6)曲面几切平面。
轮廓仪,顾名思义,测量产品表面轮廓尺寸的仪器。随着轮廓仪的迭代更新,现在的轮廓仪是一款对物体的轮廓、二维尺寸、二维位移进行测试与检验的精密设备,在汽车制造和铁路行业的应用十分广泛。 今天小编要为大家分享一下轮廓仪和三坐标测量机区别,希望能够帮助到大家。 1、用途的区别 轮廓仪可测量各种精密机械零件的粗糙度和轮廓形状参数。用拟合法来评定园弧和直线等。从而可测量园弧半径、直线度、凸度、沟心距、倾斜度、垂直距
离、水平距离、台阶等形状参数。仪器还可对各种零件表面的粗糙度进行测试;可对平面、斜面、外园柱面、内孔表面、深槽表面、圆弧面和球面的粗糙度进行测试,并实现多种参数测量。 接触过一款三坐标测量机CMM,是意大利coord3的,对于这种cmm我自己认为有很大缺陷,当然也有优点。它可以测量模具产品,电子类产品,通讯类,汽车类等等很多。在一个工厂它的用途确实很广泛,但它的价格却也不菲。 2、结构的区别 轮廓仪由花岗岩平板、工作台、传感器、驱动箱、显示器、电脑和打印机等部分组成.测量时可选定被测零件的不同位置,设定各种测量长度进行自动测量,评定段内采样数据达数万个点。并可显示或打印轮廓形状及其尺寸,各种粗糙度参数及轮廓的支承长度率曲线等。 三坐标主要有机械系统,测头系统,电气控制硬件系统,数据处理软件系统组成。 以上就是深视智能小编对轮廓仪和三坐标测量机区别的分享内容,希望能够帮到有需要的朋友,深圳市深视智能科技有限公司重点针对机器视觉领域的三维
视觉系统产品线投入研发,推出激光轮廓仪,轮廓仪,激光轮廓传感器,激光轮廓扫描仪,激光轮廓测量仪,3D线扫相机,线扫描相机,3d激光测量仪,线激光扫描仪,3D激光扫描仪等产品,广泛应用于各大检测行业,欢迎来电咨询。
Solidworks 功能模块介绍 广州宇喜资讯科技有限公司廖仲华 1.TolAnalyst 是一种公差分析工具,用于研究公差和装配体方法对一个装配体的两个特征间的尺寸向上层叠所产生的影响。每次研究的结果为一个最小与最大公差层叠、一个最小与最大和方根 (RSS) 公差层叠、及基值特征和公差的列表。 2.ScanTo3D 使用 SolidWorks 软件的 ScanTo3D 功能,您可以从任何扫描器打开扫描数据(网格或点云文件)或从数学软件中打开曲线数据,准备数据,然后将之转换成曲面或实体模型。 3.SolidWorks Motion 您可使用运动分析(可在SolidWorks premium 的SolidWorks Motion 中使用)精确模拟并分析装配体的运动,同时合成运动算例单元的效果(包括力、弹簧、阻尼以及摩擦)。运动分析算例将运动算例单元在运动计算中与配合结合。因此,运动约束、材料属性、质量、及零部件接触包括在 SolidWorks Motion 运动学解算器计算中 4.SolidWorks Simulation SolidWorks? Simulation 是一个与 SolidWorks?完全集成的设计分析系统。SolidWorks Simulation 提供了单一屏幕解
决方案来进行应力分析、频率分析、扭曲分析、热分析和优化分析。SolidWorks Simulation 凭借着快速解算器的强有力支持,使得您能够使用个人计算机快速解决大型问题。SolidWorks Simulation 提供了多种捆绑包,可满足您的分析需要。 SolidWorks Simulation 节省了搜索最佳设计所需的时间和精力,可大大缩短产品上市时间。 5.CirtuitWorks CircuitWorks 只可为 SolidWorks Premium 用户所用,但CircuitWorks Lite 可让所有 SolidWorks 用户输入 IDF 2.0 和3.0 文件以创建 SolidWorks 零件模型 6.SolidWorks Routing 您可以使用 SolidWorks Routing 生成一特殊类型的子装配体,以在零部件之间创建管道、管筒、或其它材料的路径。 7.SolidWorks Workgroup PDM Workgroup PDM 应用程序为项目数据管理软件,在SolidWorks?环境内部运行或作为独自应用程序在 SolidWorks Explorer 中运行。Workgroup PDM 以检出、检入、修订控制及其它管理任务的步骤来控制项目。SolidWorks Explorer 是一个文件管理工具,可帮助您进行诸如重新命名、替换和复制SolidWorks 文件之类的工作。您可显示文档的参考,使用各种准则搜索文档,并列举文档的所有使用之处。 您可在有或在无SolidWorks 应用程序的情况下使用
轮廓测量仪操作规程 轮廓测量仪能够对各种工件轮廓进行长度、高度、间距、水平距离、垂直距离、角度、圆弧半径等几何参数测量,并且具有强大的CNC功能,能进行一系列操作自动化,可高效率地进行测量作业。 一.操作步骤 1.测量前准备。 2.开启电脑、打开机器电源开关、检查机器启动是否正常。 3.擦净工件被测表面。 二.测量 1.将测针正确、平稳、可靠地移动在工件被测表而上。 2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现。 3.在仪器上设置所需的测量条件。 4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。
5.测量量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。 三.保养 1.每天开机前及测量完毕后用高织纱棉布沾无水酒精清洁工装表面、测针、轨道。2.平时不使用时将所有电源关闭,且将测针的保护套套上。 3.严禁用扫帚清扫地面,以免灰尘扬起。 4.对仪器进行全面的维护和精度调整。 四.维护 1.测力标定 如图1所示。此界面用于对测针扫描时测量力的设置。 (图1)测力标定界面 测力标定示意图,如图2所示。 (图2)测力标定示意图
注意:请在专业人员的指导下进行测力标定和测杆摆动调整! 下针尖测力设置:如图2所示。 1)把电子称放置在测量位置下方,把电子称清零(注意:电子称开机后自动清零,电子称 显示的单位应为“g”)。 2)控制测针移到电子称上方。 3)软件上先设置“测力大小”(普通工件测力一般为7g),然后点击“设置”按钮,则输 入框变为可编辑状态。 4)点击“向下测力”(绿色标志表示选中),此时测针向下接触电子称。 5)同时在主界面观察Z0光栅值,看摆杆是否处于水平位置(注意:测力标定应在摆杆处 于水平位置时进行操作,摆杆处于水平位置时的Z0光栅值主要由机械安装确定,一般情况下,此时Z0光栅值等于0.000mm,具体参数见“测力标定”界面的提示值),若不处于水平位置,则上下移动Z轴使Z0光栅值等于提示值即可。 6)观察电子称的读数应在7g左右(注意:读数前先轻轻抬起摆杆,再轻轻放下,不能通 过摆杆的重力和张力落下,然后重复3-5次观察电子称读数),若不是7g左右,则应通过调整“向下位置”下方的角度值来调整测力,然后点击“保存”按钮。 7)重复步骤(5),直至测力正常。 2.编码器标定 如图3所示。此界面用于使用激光干涉仪对光栅示值进行标定,非专业人员不允许随意操作。
实验一 用内径百分表测内孔 一、实验目的 1、 了解内径百分表的正确使用。 2、 学会根据测量结果判定零件尺寸的合格性。 二、实验仪器 1、 内径百分表 2、 千分尺 三、测量原理及计量器具说明 内径百分表是生产中测量孔径的常用量具,特别适宜测量深孔。其测量原理如图1-1所示,它是由百分表和一套传动系统组成。 图1-1 内径百分表 1—指示表 2—固定测头 3—活动测头 4—弦板 5—工件 内径百分表是用它的固定测头2和活动测头3与被测孔壁接触进行测量的。根据被测孔径的基本尺寸大小,选择仪器上附有的不同长度的固定测头。仪器的测量范围即由固定测头的尺寸决定。 用标准的已知长度(孔径的基本尺寸)调整仪器零点。测量时,活动测头的移动量经过直角杠杆传递给指示表,则可从指示表上读得零件实际尺寸对标准长度的偏差(测量时应注意正确判别指示表读数相对于零点的正负号)。 为保证测量位置的正确性,应在调零和测量时将仪器作左右摇动,当指示表5 4 3 2
上示出最小读数时,即为正确的位置,如图1-2所示。 图1-2 正确的测量方法 四、实验步骤 1、 将百分表调整小表盘指针压入1到2圈,然后固定。首先消除千分尺的误差,然后用千分尺量出35mm ,用千分尺作为标准已知长度调整百分表零点。 2、 进行测量。将内径百分表的测量杆放入被测工件孔中,在图1-3所示的相互垂直的Ⅰ-Ⅰ与Ⅱ-Ⅱ与两方向上,依次测量1,2,3三个横截面的尺寸。测量时应左右摆动百分表,找出最小读数,并填入实验报告表中。 3、 根据测量结果,确定被测零件尺寸的大小,作出工件合格性与否的结论。 4、 整理仪器。 图1-3 测量位置 五、实验数据 1 2 3 Ⅱ Ⅰ Ⅰ Ⅱ
资料范本 本资料为word版本,可以直接编辑和打印,感谢您的下载 发动机活塞销孔结构强度分析及改善 地点:__________________ 时间:__________________ 说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容
发动机活塞销孔结构强度分析及改善 摘要 活塞是发动机中最重要的零部件之一,工作中要承受周期性热负荷和机械负荷冲击,活塞的工作状态直接决定着发动机的使用寿命。高温、高压的工作环境使承载最大机械应力的活塞销孔部位面临着更大的考验。活塞销座部位工作温度在200℃左右,活塞销与活塞销孔之间的磨擦还产生着高温负荷。因此有必要对活塞进行有限元计算分析,弄清活塞及其销孔处的机械应力分布规律,为改进设计提供依据。本文通过PRO/E建立活塞组的1/2实体模型。再运用ANSYS分析软件计算活塞的机械应力与变形,得出活塞销孔内侧应力集中,变形较大。并在此基础上,提出了活塞的结构改进措施,采用了在活塞销孔内嵌入铸铝青铜衬套。针对改进设计方案进行了有限元分析,结果表明该改进方案使得活塞销孔内侧的应力趋向均匀,改善了销孔的应力集中现象,降低了销孔表面应力峰值,达到了预期的效果。 关键词:活塞;机械应力;有限元
Abstract One of the most important parts of an engine directly governing endurance is the piston,which periodicly bear the impact of heat load and mechanical load. High temperature, high pressure working environment make the piston pin hole bearing the maximum mechanical stress load position face even greater challenge. Piston boss works in the temperature of about 200 ℃, and the friction between the piston pin hole and piston pin also produces a high temperature load.Therefore,it is necessary to do the finite element analysis for the piston,clarify distribution of thermal stress and mechanical stress of the pistons to provide a basis for improving the design.This article establish piston range of 1/2 solid models by PRO/E.Then using ANSYS software to calculate mechanical stress and deformation of the piston, we obtain stress concentration inside the piston pin hole, and with a large deformation.In view of this, it proposes measures of improving piston structure design and adopts the structure of cast aluminum bronze embedded in the hole in the piston pin bushing. The results show that the program has made the stress inside the piston pin hole tend to be even,improved stress concentration phenomenon of the pin hole and reduced the surface stress peak of the pin hole and achieved the desired results. Keywords:piston;finite element;mechanical stress
Solidworks中的孔标注修改 Solidworks中默认的孔标注样式常常与企业内标准不一致, 每次标注后进行修改的额外工作量很大,怎样才能修改默认 标注样式,让标注工作轻松愉快呢? 下面为大家介绍一点我的经验 首先注解中的孔标注位置: 点击孔标注按钮后就可以对“异型孔向导”建模的特征进行 快速标注。 Solidworks2013“GB”标注样式如下: 可以看到,孔的信息包括了“底孔直径”、“底孔深度”、“螺 纹孔公称尺寸”、“螺纹孔精度”、“螺纹段长度”等属性。针 对公司内容进行修改,不需要底孔相关的信息。 修改方法如下 找到控制孔标注样式的“calloutformat.txt”文件,位置如下:
在:选项\系统选项\文件位置\孔标注格式文件,查看本机的孔标注格式文件位置,如“C:\Program Files\SolidWorks Corp\SolidWorks\lang\chinese‐simplified”在文件夹中找到“calloutformat.txt”文件进行修改, 针对“calloutformat.txt”文件中GB段的内容进行修改: txt中各文件的意义如下: *以上 = 右边的每个字符串可以自定义来符合普通文字条目 *或合适的异形孔向导变量。一个变量可替代另一变量使用。 *异形孔向导变量为小写字母,形式为:
* *有效的异形孔向导变量如下: *VARIABLE DESCRIPTION* *
轮廓测量仪概述 SJ5700轮廓测量仪是一款集成表面粗糙度和轮廓测量的测量仪器;采用进口高精度光栅测量系统、高精度研磨导轨、高性能非接触直线电机、音圈电机测力系统、高性能计算机控制系统技术,实现对各种工件表面粗糙度和轮廓进行测量和分析。通过高精度研磨导轨、高性能直线电机保证测量的高稳定性及直线度,采用进口高精度光栅测量系统建立工件表面轮廓的二维坐标,计算机通过修正算法对光栅数据进行修正,最终还原出工件轮廓信息并以曲线图显示出来,通过软件提供的分析工具可对轮廓进行各种参数分析。 轮廓仪为全自动测量设备,操作者只需装好被测工件,在检定软件上设定扫描的开始、结束位置,点击“开始”按钮,测针会自动接 触工件表面,并按设定的位置扫描;可高精度地测量精密加工零部件的粗糙度和轮廓形状,再选择所需评价参数即可进行评价。 系统软件为简体中文操作系统,操作方便。
轮廓测量仪功能 SJ5700 轮廓测量仪可测量各种精密机械零件的素线轮廓形状参数,角度处理(坐标角度,与 Y 坐标的夹角,两直线夹角)、圆处理(圆弧半径,圆心到圆心距离,圆心到直线的距离,交点到圆心的距离,直线到切点的距离)、点线处理(两直线交点,交点到直线距离,交点与交点距离,交点到圆心的距离)、直线度、凸度、对数曲线、槽
深、槽宽、沟曲率半径、沟边距、沟心距、轮廓度、水平距离等形状参数。 轮廓测量仪性能特点 1、高精度、高稳定性、高重复性:完全满足被测件测量精度 要求。 1) 选用国际领先的高精度光栅测量系统和高精度电感测量系 统,测量精度高; 2) 自主研发高精度研磨导轨系统,导轨材料耐磨性好、保证 系统稳定可靠工作; 3) 高性能直线电机驱动系统,保证测量稳定性高、重复性好; 2、智能化管理与检测软件系统: 仪器操作界面友好,操作者很容易即可基本掌握仪器操作,使用十分简便。 1) 10多年积累的实用检定软件设计经验,向客户提供简洁、 实用、快速的操作体验; 2) 功能强大、自动处理数据、打印各种格式的检定报告,自 动显示、打印、保存、查询测量记录; 3) 测量围广,可满足绝大多数类型的工件粗糙度轮廓测量; 4) 可自动和手动选取被测段进行评定,可依据客户要求进行 软件功能的定制; 5) 纯中文操作软件系统,更好的为国用户服务; 6) 打印格式正规、美观。检定数据可存档,或集中打印,不 占用检定操作时间;
1.8 异形孔向导 异形孔向导用来在实体中建立特定形状的孔。通过孔向导一步一步的引导,用户可以建立简单孔、锥孔、柱形沉头孔和锥形沉头孔。使用异形孔向导建立孔,将同时建立两幅草图,一幅用来定义孔的形状,另一幅是一个点,用来定义孔的中心。本例中,将用异形孔向导来建立一个柱形沉头孔。使用异型孔向导,用户可以首先选择一个面作为打孔表面,然后定义孔的尺寸,并确定打孔面上孔的位置。使用异形孔向导打孔的特色之一,就是用户可以通过指定紧固件的规格来确定打孔的标准尺寸。 可以通过如下方法使用异形孔向导: 口选择下拉菜单中的【插入】|【特征】|【钻孔】|【向导】命令。 口在“特征”工具栏中单击【异形孔向导】按钮。 <实例> 16. 孔的位置 这里仍然利用模型中现有的平面表面作为打孔的表面,如图1-25所示,选择箭头所指的模型表面,然后在“特征”工具栏中单击【异形孔向导】按钮。 图1-25 17.孔的类型和参数 在【孔定义】对话框中单击【柱形沉头孔】标签,如图1-26所示,按照如下内容设置打孔的参数: 【标准】:Ansi Inch 【螺纹类型】:六角螺栓 【尺寸】: 1 / 4 【终止条件】:完全贯穿
图1-26 单击【下一步】按钮。 18.钻孔放置 孔向导的下一步骤用来定义孔的位置,如图3-36所示,在草图平面上添加了一个草图 点,该点用于定义孔的中心线,单击【点】按钮,结束绘制草图点。 图1-27 19.“唤醒”圆心点 选择草图中绘制的点,并拖动它到大圆弧的圆形边线上,这里不要放置点。当光标出现“重合”反馈夏时,大圆弧的圆心点被“唤醒”,此时用户可以直接捕捉到圆弧的圆心点。 拖动草图点到大圆弧的圆心点上,如图1-28所示,当出现“重合”反馈时松开鼠标(放 置点),从而使草图点和圆心建立重合几何关系。
solidworks使用心得 SolidWorks 常见问题安装问题 Q1:怎样修改,修复或删除已有SolidWorks软件的安装? A:在退出SolidWorks的状态下,于控制面板中双击添加或删除程序,选择Solidworks,单击更改或删除来对软件进行 相应的更改;若跳过该步可进行程序维护,包括修改和修复程序。 Q2:SolidWorks怎么进行激活? A:在安装完成软件后需要进行软件的激活,激活方式有两种:通过英特网自动激活与通过电子邮件手工激活。通过英 特网自动激活时需要安装正确的授权序列号,并填写相应的客户信息,在连接互联网状态下即可以完成 自动激活;若通过电子邮件激活,单击保存生成文件,然后将文件发送到 。当您收到许可密匙 时,再次运行激活过程并单击打开以装载相应文件。激活/重新激活成功对话框显示所有已成功激活的 产品。 Q3: 什么是网络许可?网络许可有什么特殊的表现? A:网络许可即SolidWorks License(SNL),可通过浮动许可使用而允许用户数量超过许可数量。SNL安装表现在:
1.SW提供的USB或并行端口硬件锁(dongle)附加到许可服务器上。 2.SNL Manager软件及SNL文件只安装在许可服务器上。 3.在许客户端上安装SolidWorks软件时,序列号识别此计算机为SNL客户端,提示SNL客户端安装对话框。键入许可服务器的地址以将客户端连接到服务器。 Q4:网络版需要特殊的服务器吗?对网络连接有什么要求? A:许可服务器支持多个许可客户端。它在网络上为客户机分发许可。许可服务器可以:只分发SolidWorks许可,分发SolidWorks许可并运行SolidWorks软件。许可服务器及所有许可客户端必须位于使用 TCP(传输控制协 议)的同一网络上。网络许可得管理包括:升级网络许可,删除许可文件,检索客户端许可,借用许可,临时许可等。 2、零件与草图 Q1:什么是设计意图,怎样来体现设计意图? A:设计意图是关于模型被改变后如何表现的规划,模型创建的方式决定它将怎样被修改。可以通过以下几种方式来体 现设计意图:自动(草图)几何关系、方程式、添加约束关系、尺寸。 Q2:怎样在直线与圆弧间进行切换? A:草图绘制时L键快捷方式选择直线,A键切换直线与切线弧。 Q3: 怎样显示直径或半径?
首先,先把网上找到的三个相关的页面贴上来. 第一个,也是最重要最省事儿的一个.只有几行字 ”只需要建立 ncroutebits.txt文件(放在brd同文件夹下) 内容如下: 0.01T01” 然后NC route.注意,NC parametor要和NC drill一致.就我自己而言,我的设置是这样的, 这一页要特别的注意.对16.5以
前的版本的庆,在OffsetX里要写上MANUFACTURING->PHOTOPLOT_OUTLINE框的左下标的反相值.但是16.5里修正了这一点.所以16.5里不用填. 还有一点.打开*.rou文件,把里边的以”;”(分号)开头的那几行注释删除掉.不然在导入CAM 的时候会报错. 另16.5生成的artwork导入CAM时可能TOP.BOTTOM会变成多层的.这时要设置一下CAM350,方法如下: File->Setup->Photoplotter, RS274X 点击setup option, convert composite to single layer打钩 第二个(此页不知为何无图.) Allegro椭圆孔攻略 以下内容多是网上各位大侠的总结,再加自己的些许实践,如有不当之处还望指出。candence版本16.3,据说candence在15.2已经支持椭圆孔和方形孔。 在candence的pad designer工具中,可以自动生成椭圆孔和方形孔。很多大侠都是先做热风焊盘再做孔。由于本人用的机械孔省去此步。 过程如下 1. 制作椭圆孔 < xmlnamespace prefix ="v" ns ="urn:schemas-microsoft-com:vml" /> 2. Allegro中导出椭圆孔 1> 首先,要在板子上画一个route path的边框(台湾映阳公司的allegro资料中没有此步操作,本人做了简单测试,其效果图如下)。边框画在board geometry的ncroute_path层上,如果没有,则在allgero的命令窗口输入:define subclass找到board geometry,然后输入ncroute_path,回车就好。否则会出现警告:WARNING: No route path data was found for processing.
内径百分表操作方法
内径百分表 内径百分表是将侧头的直线位移变为指针的角位移的计量器具用比较测量。测量或检验两件的内孔、深孔直径。 用内径百分表测量内径是一种比较量法,测量前应根据被测孔径的大小,在专用的环规或百分尺上调整好尺寸后才能使用。调整内径百分尺的尺寸时,选用可换测头的长度及其伸出的距离 (大尺寸内径百分表的可换测头,是用螺纹旋上去的,故可调整伸出的距离,小尺寸的不能调整 ),应使被测尺寸在活动测头总移动量的中间位置。 内径百分表的示值误差比较大,如测量范围为35~50mm的,示值误差为±0.015mm。为此,使用时应当经常的在专用环规或百分尺上校对尺寸(习惯上称校对零位),必要时可在如图4-3所示的由块规附件装夹好的块规组上校对零位,并增加测量次数,以便提高测量精度。 内径百分表的指针摆动读数,刻度盘上每一格为0.01mm,盘上刻有100格,即指针每转一圈为1mm。 用途 常用于形状和位置误差以及小位移的长度测量。分度值为0.01mm,测量范围为0-3、0-5、0-10mm。 组成及原理 百分表的工作原理,是将被测尺寸引起的测杆微小直线移动,经过齿轮传动放大,变为指计在刻度盘上的转动,从而读出被测尺寸的大小。百分表的构造主要
由3个部件组成:表体部分、传动系统、读数装置。利用精密齿条齿轮机构制成的表式通用长度测量工具。通常由测头、量杆、防震弹簧、齿条、齿轮、游丝、圆表盘及指针等组成。若在圆表盘上印制有200个或 100个等分刻度,则每一分度值为0.001毫米或0.002毫米,这种测量工具即称为千分表。改变测头形状并配以相应的支架,可制成百分表的变形品种,如厚度百分表、深度百分表和内径百分表等。如用杠杆代替齿条可制成杠杆百分表和杠杆千分表,其示值范围较小,但灵敏度较高。此外,它们的测头可在一定角度内转动,能适应不同方向的测量,结构紧凑。它们适用于测量普通百分表难以测量的外圆、小孔和沟槽等的形状和位置误差。 使用前检查 1. 检查表头的相互作用和稳定性。 2. 检查活动测头和可换测头表面光洁,连接稳固。 读数方法 百分表的主体大指针和大表盘中,大指针移动一小格为1%毫米,既常说的1道;正下方有个小指针和小表盘,每格代表一毫米;表的外圈可以转动,用来调整表盘0位。测量孔径,孔轴向的最小尺寸为其直径,测量平面间的尺寸,任意方向内均最小的尺寸为平面间的测量尺寸。百分表测量读数加上零位尺寸即为测量数据。 正确使用: 1. 把百分表插入量表直管轴孔中,压缩百分表一圈,紧固。 2. 选取并安装可换测头,紧固。
机电及自动化学院 专业课程设计 设计题目:镗活塞销孔的夹具设计 专业:机械制造 届别:2008级 学号: 0811115018
目录 1、零件介绍 (1) 1.1、零件的加工工艺路线 (1) 1.2、零件夹具设计任务 (2) 2、夹具的设计 (2) 2.1、定位方案的确定 (2) 2.2、定位误差的分析计算 (3) 2.3、导向装置的确定 (3) 2.4、夹紧力的计算 (4) 3、小结 (5) 4、参考文献 (6)
1,活塞零件图 1.1 零件加工工艺路线 1 粗车底面止口以外圆面和顶面为加工定位车止口为φ113和φ92 以止口定位,钻孔φ23,为粗镗孔至φ24.8 2 钻销孔,粗镗 销孔 3 切卡环槽,半 以活塞销孔定位,切卡环槽使销轴在工作时无轴向移动精车卡环槽 4 粗车顶面外圆 及环槽及顶面 5 钻油孔以止口和外圆面定位,用双轴专用钻床进行钻孔φ4 6 铣横槽和钻油孔的定位方式一样,在专用铣床上进行 7 去毛刺以外圆面定位,用砂轮机去内腔的毛刺 8 精车内止口, 下端面 9 精车环槽,外 圆面 10 精镗活塞销孔止口定位 11 精车顶面止口定位,用夹具把活塞夹在车床上进行精车 12清洗,吹净活 塞 13 表面镀锡 14 清洗,终捡
1.2 零件夹具设计任务: 设计第10道工序的夹具,即粗镗活塞销孔,采用卧式镗床,查《机床夹具设计手册》表4-6,采用镗床T68进行加工。 2 夹具设计 2.1 定位方案的确定 本次镗孔采用活塞止口定位,属于一面一孔型的定位,首先将凸台焊接在镗模底座上,将活塞套在凸台上,采用过盈配合,这样就限制了活塞5个自由度(除Z方向转动外),在Z方向上的转动不限制,以便对刀时进行调节,然后加紧,之后进行加工。