玻璃表面缺陷检测系统
产品概述
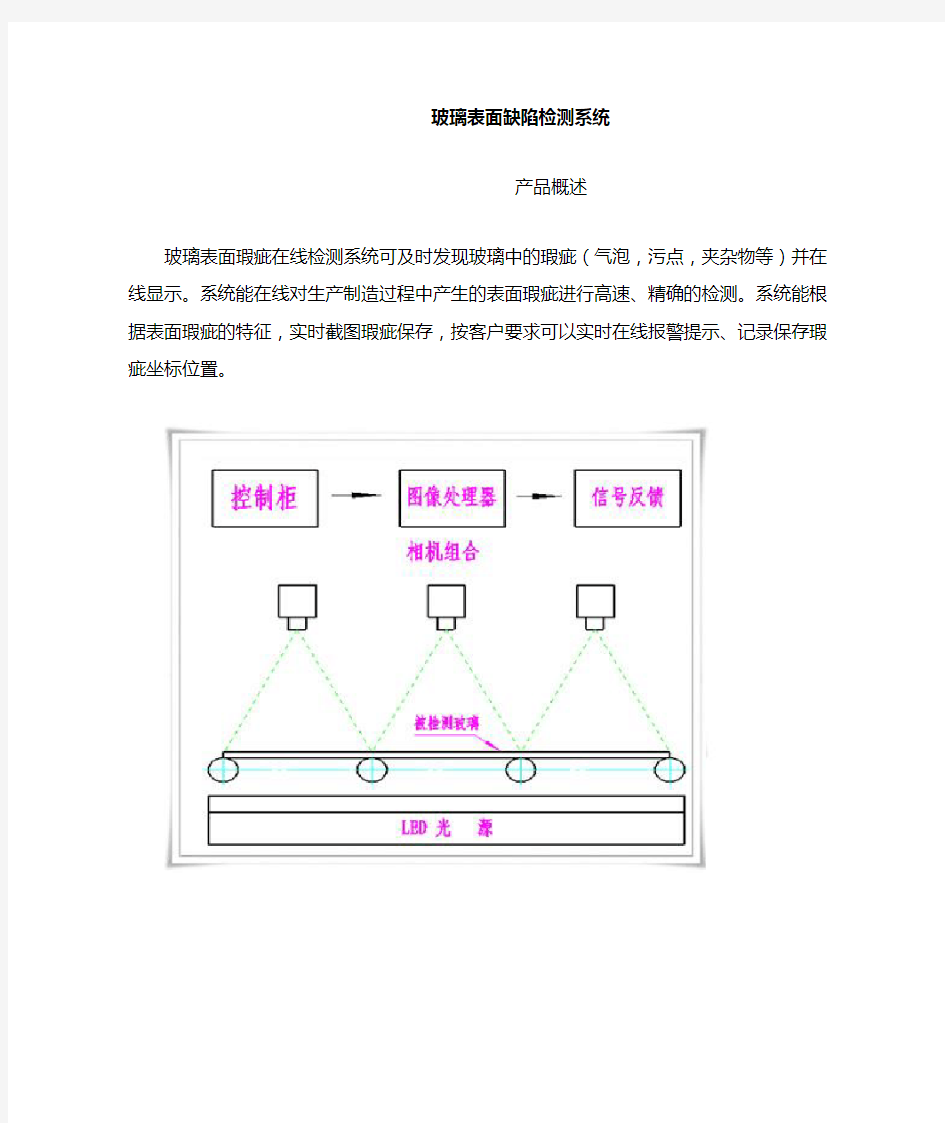
玻璃表面瑕疵在线检测系统可及时发现玻璃中的瑕疵(气泡,污点,夹杂物等)并在线显示。系统能在线对生产制造过程中产生的表面瑕疵进行高速、精确的检测。系统能根据表面瑕疵的特征,实时截图瑕疵保存,按客户要求可以实时在线报警提示、记录保存瑕疵坐标位置。
检测对象
浮法玻璃,镀膜玻璃,钢化玻璃,汽车玻璃,液晶玻璃板等
主要性能
1.典型瑕疵:气泡、结点、锡点、结石、滴点、刮痕、可见波纹、夹杂物等;
2.检测宽度:任何宽度(增加相机的组合来满足不同的幅宽);
3.检测速度:最大2000m/min;
4.检测精度:最大检测精度1um(相机的数量来提高检测精度)
瑕疵举例
玻璃片缺陷视觉检测 1.玻璃缺陷特征 玻璃片生产过程中,常见的缺陷有:气泡、划痕、结石、夹杂物,翘曲等。各类缺陷的主要特点分: (1)气泡,该类缺陷是由于玻璃生产材料含有气体、外界环境气泡、金属铁丝等引起,主要特点为整 体轮廓近似于圆形、线形、中空、具有光透射性等。 (2)结石,由于其热胀系数和外界环境热胀系数的差异,该类缺陷严重影响玻璃质量。主要分为:原 材料结石、耐火材料结石以及玻璃析晶结石等。 (3)夹锡,夹锡主要分为粘锡和锡结石,其特点是呈暗黑色、具有光吸收性。 (4)划伤,该缺陷主要是玻璃原板与硬质介质间的相互摩擦产生,外表呈线性。 (5)表面裂纹及线道,其特点表面呈线性。 具体的缺陷图如图1-1所示: (a)无缺陷玻璃图像(b)含气泡玻璃图像 (c)含结石玻璃图像(d)含裂纹玻璃图像 (e)含夹杂物的玻璃图像(f)划痕的玻璃图像 图 1-1 玻璃典型缺陷图像 2玻璃缺陷视觉监测系统工作原理 2.1 玻璃缺陷视觉检测原理
玻璃生产过程大体可分为:原料加工、备制配合料、熔化和澄清、冷却和成型及切裁等。在各生产过程中,由于制造工艺、人为等因素,在玻璃原板的生产任一过程中都有可能产生缺陷,根据玻璃现行标准中的规定,玻璃常见的缺陷主要包括:气泡、粘锡、划伤、夹杂等。无缺陷的玻璃其特点是质地均匀、表面光洁且透明。玻璃质量缺陷检测是采用先进的CCD 成像技术和智能光源。系统照明采用背光式照明,其 原理如图2-1所示,即在玻璃的背面放置光源,光线经待检玻璃,透射进入摄像头[1]。 图 2-1 检测原理图示意图 光线垂直入射玻璃后,当玻璃中没有杂质时如图2-2(a)所示,出射的方向不会发生改变,CCD 摄像机的靶面探测到的光也是均匀的;当玻璃中含有杂质时,出射的光线会发生变化,CCD 摄像机的靶面探测到的光也要随之改变。玻璃中含有的缺陷主要分为两种:一是光吸收型(如沙粒,夹锡等夹杂物)如图2-2(b)所示,光透射玻璃时,该缺陷位置的光会变弱,CCD 摄像机的靶面上探测到的光比周围的光要弱;二是光透射型(如裂纹,气泡等)如图2-2(c)所示,光线在该缺陷位置发生了折射,光的强度比周围的要大,因而CCD 摄像机的靶面上探测到的光也相应增强。因此,本文研究的基于机器视觉技术的玻璃缺陷检测系统是 [2](a )玻璃无缺陷时 (b )光吸收型缺陷时 (c )光透射型缺陷时 图 2-2 玻璃缺陷光学检测原理 2.2玻璃缺陷视觉检测系统构成 整个机器视觉检测系统包含图像采集、图像处理、智能控制、机械执行等部分,其结构如图 2-3 所示。其中光源及被测玻璃固定,光源位于玻璃底部,通过透射进入摄像头。摄像头以 X -Y 方式匀速扫描整块玻璃。图像采集卡接收摄像头信号,滤波后经模数转换变成 24 位的数字信号,再由计算机对其加以 分析。如发现缺陷,则进行分类和统计,报告缺陷类型、尺寸、位置等,为玻璃分级打标提供信息[3]。 视觉 系统
发现系统漏洞之前都要进行相关的程序扫描,与入侵检测/入侵防御系统等被动防御手段相比,漏洞扫描是一种主动的探测方法,通过对已探测漏洞的修补,可以有效防止黑客攻击行为,防患于未然。通过对网络的扫描,可以了解网络的安全配置和运行的应用服务,及时发现安全漏洞,客观评估网络风险。漏洞扫描系统多少钱?想要获取漏洞扫描系统的价格,可以直接拨打屏幕上的电话,或者与我们的技术专家在线沟通,当然了,您也可以留下您的联系方式,我们会尽快与您取得联系~ 铱迅漏洞扫描系统(英文:Yxlink Network Vulnerability Scan System,简称:Yxlink NVS),是唯一支持IP地址段批量反查域名、内网穿透扫描的专业漏洞扫描器,可支持主机漏洞扫描、Web漏洞扫描、弱密码扫描等。铱迅漏洞扫描系统可以广泛用于扫描数据库、操作系统、邮件系统、Web服务器等平台。通过部署铱迅漏洞扫描系统,快速掌握主机中存在的脆弱点,能够降低与缓解主机中的漏洞造成的威胁与损失。 主机漏洞扫描 主机系统上存储、处理和传输各种重要数据,可以说主机的安全问题是Internet安全的核心问题之一,是Internet实现安全性的关键。因此,主机系统的安全防护也是整个安全策略中非常重要的一环,铱迅漏洞扫描系统全面支持各种主机漏洞的检测。 铱迅漏洞扫描系统支持扫描操作系统漏洞、网络设备漏洞、Web服务器漏洞、数据库服务器漏洞、邮件服务器漏洞、DNS漏洞等。 Web漏洞扫描 Web应用程序可以运行于多种操作系统平台,由于网站开发人员在进行编码时,对Web应用的安全性考虑不周,容易引入各种Web漏洞。另外,如果管理员对于安全性重视度不够,不对已知的缺陷进行修补,攻击者能很容易利用Web应用程序漏洞穿透防火
工件表面缺陷检测系统方案 为了不断提高产品质量和生产效率,工件表面缺陷在线自动检测技术在生产过程中显得日益重要。传统的产品表面质量检测主要采用人工检测的方法。人工检测不仅工作量大,而且易受检测人员主观因素的影响,容易对产品表面缺陷造成漏检,尤其是变形较小、畸变不大的夹杂缺陷漏检,极大降低了产品的表面质量,从而不能够保证检测的效率与精度。近年来,迅速发展的以图像处理技术为基础的机器视觉技术恰恰可以解决这一问题。 针对工件表面的多种缺陷,维视图像今天为大家介绍一套基于机器视觉的对工件表面缺陷进行实时在线、无损伤的自动检测系统方案。 本系统是由CCD工业摄像头、高清镜头、照明系统及图像处理软件等部件组成。其工作过程是:首先将工件送到采集视场内;然后由成像系统将图像采集到计算机内部;运用图像处理软件对采集到的原始图像进行预处理以改善图像质量,从中提取感兴趣的特征量;最后运用模式识别技术对取到的特征量进行分类整理以完成系统的检测。 下面分别介绍系统的各部分的组成及特点。 一、CCD工业摄像头 为保证图像效果和检测精度,此系统可选用高分辨的工业CCD摄像头,针对不同的工件尺寸和要求,CCD分辨率也可稍作调整,MV-EM系列千兆网工业相机包含常用的多种分辨率,可供系统选择。其中,MV-EM510M是高精度检测系统最为青睐的产品之一。 二、高清镜头 为配合高分辨率CCD工业摄像头,我们选用百万像素级高清镜头。当然,与500万CCD 相机更为搭配的非500万像素高清镜头莫属了。 三、照明系统 工件材质一般比较多样化,如普通的无反光材质工件,我们通常可选用环形LED光源以节省成本。但是,对于金属等高反光材质的工件,我们就必须在光源的选择上下点功夫了,针对不同尺寸和外形,低角度环形光源、同轴光源和漫反射圆顶光源都可能是明智之选,这
中国矿业大学 科研创新论文 玻璃缺陷在线检测系统设计 姓名:连清 学号:03101257 专业:测控技术与仪器 导师:刘万里
摘要 传统的玻璃质量检测主要采用人工检测的方法。人工检测不仅 工作量大,而且易受检测人员主观因素的影响,容易对玻璃表面 缺陷造成漏检,尤其是变形较小、畸变不大的夹杂缺陷漏检,极 大降低了玻璃的表面质量,从而不能够保证检测的效率与精度u。目前,玻璃缺陷检测系统主要是利用激光检测和摩尔干涉原理的方法。激光检测易受到外界干扰,影响检测精度。摩尔干涉原理由于 光栅内的莫尔条纹比较细,为保证莫尔条纹有很强的对比度便 于计算机进行分析处理,就必须要求光栅有很高的明暗对比度, 通过复杂计算机图形处理技术对干涉图形进行处理,占用大量的检 测时间,检测周期非常缓慢而在实际检验中并无实用效果。近年来,迅速发展的以图像处理技术为基础的机器视觉技术恰恰可以解决这 一问题。机器视觉主要是采用计算机来模拟人的视觉功能,从客观 事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。本文介绍的玻璃表面缺陷检测系统采用机器视 觉技术,完成对玻璃缺陷的提取、识别,为玻璃分级打标提供信息,满足玻璃表面缺陷检测的要求。 关键字:玻璃表面检测;图像处理;系统设计
目录 1、玻璃缺陷在线检测系统设计课题的提出 (4) 1.1课题研究的背景 (4) 1.2课题研究的意义及目的 (5) 2、国内外玻璃缺陷在线检测系统的研究现状 (5) 3、测量系统的简要介绍 (7) 3.1检测系统的基本结构 (7) 3.2检测系统原理 (8) 3.3玻璃表面缺陷图像的处理(简介) (9) 4、系统设计中重要的检测参数和部分要求 (9) 5、课题研究的步骤及各阶段完成目标 (10) 相关文献 (11)
1.1在线安全监测 1.1.1网站安全监测背景 当前,互联网在我国政治、经济、文化以及社会生活中发挥着愈来愈重要的作用,作为国家关键基础设施和新的生产、生活工具,互联网的发展极大地促进了信息流通和共享,提高了社会生产效率和人民生活水平,促进了经济社会的发展。 网络安全形势日益严峻,针对我国互联网基础设施和金融、证券、交通、能源、海关、税务、工业、科技等重点行业的联网信息系统的探测、渗透和攻击逐渐增多。基础网络防护能力提升,但安全隐患不容忽视;政府网站篡改类安全事件影响巨大;以用户信息泄露为代表的与网民利益密切相关的事件,引起了公众对网络安全的广泛关注;遭受境外的网络攻击持续增多;网上银行面临的钓鱼威胁愈演愈烈;工业控制系统安全事件呈现增长态势;手机恶意程序现多发态势;木马和僵尸网络活动越发猖獗;应用软件漏洞呈现迅猛增长趋势;DDoS攻击仍然呈现频率高、规模大和转嫁攻击的特点。 1.1.2网站安全监测服务介绍 1.1. 2.1基本信息安全分析 对网站基本信息进行扫描评估,如网站使用的WEB发布系统版本,使用的BBS、CMS版本;检测网站是否备案等备案信息;另外判断目标网站使用的应用系统是否存在已公开的安全漏洞,是否有调试信息泄露等安全隐患等。 1.1. 2.2网站可用性及平稳度监测 拒绝服务、域名劫持等是网站可用性面临的重要威胁;远程监测的方式对拒绝服务的检测,可用性指通过PING、HTTP等判断网站的响应速度,然后经分析用以进一步判断网站是否被拒绝服务攻击等。 域名安全方面,可以判断域名解析速度检测,即DNS请求解析目标网站域
名成功解析IP的速度。 1.1. 2.3网站挂马监测功能 挂马攻击是指攻击者在已经获得控制权的网站的网页中嵌入恶意代码(通常是通过IFrame、Script引用来实现),当用户访问该网页时,嵌入的恶意代码利用浏览器本身的漏洞、第三方ActiveX漏洞或者其它插件(如Flash、PDF插件等)漏洞,在用户不知情的情况下下载并执行恶意木马。 网站被挂马不仅严重影响到了网站的公众信誉度,还可能对访问该网站的用户计算机造成很大的破坏。一般情况下,攻击者挂马的目的只有一个:利益。如果用户访问被挂网站时,用户计算机就有可能被植入病毒,这些病毒会偷盗各类账号密码,如网银账户、游戏账号、邮箱账号、QQ及MSN账号等。植入的病毒还可能破坏用户的本地数据,从而给用户带来巨大的损失,甚至让用户计算机沦为僵尸网络中的一员。 1.1. 2.4网站敏感内容及防篡改监测 基于远程Hash技术,实时对重点网站的页面真实度进行监测,判断页面是否存在敏感内容或遭到篡改,并根据相应规则进行报警 1.1. 2.5网站安全漏洞监测 Web时代的互联网应用不断扩展,在方便了互联网用户的同时也打开了罪恶之门。在地下产业巨大的经济利益驱动之下,网站挂马形势越来越严峻。2008年全球知名反恶意软件组织StopBadware的研究报告显示,全球有10%的站点都存在恶意链接或被挂马。一旦一个网站被挂马,将会很快使得浏览该网站用户计算机中毒,导致客户敏感信息被窃取,反过来使得网站失去用户的信任,从而丧失用户;同时当前主流安全工具、浏览器、搜索引擎等都开展了封杀挂马网站行动,一旦网站出现挂马,将会失去90%以上用户。 网站挂马的根本原因,绝大多数是由于网站存在SQL注入漏洞和跨站脚本漏洞导致。尤其是随着自动化挂马工具的发展,这些工具会自动大面积扫描互联
编号 本科生毕业设计 基于机器视觉的表面缺陷检测系统设计 Surface defect detection system design based on machine vision 学生姓名 专业电子信息工程 学号 指导教师 学院电子信息工程学院 二〇一三年六月
毕业设计(论文)原创承诺书 1.本人承诺:所呈交的毕业设计(论文)《基于机器视觉的表面缺陷检测系统设计》,是认真学习理解学校的《长春理工大学本科毕业设计(论文)工作条例》后,在教师的指导下,保质保量独立地完成了任务书中规定容,不弄虚作假,不抄袭别人的工作内容。 2.本人在毕业设计(论文)中引用他人的观点和研究成果,均在文中加以注释或以参考文献形式列出,对本文的研究工作做出重要贡献的个人和集体均已在文中注明。 3.在毕业设计(论文)中对侵犯任何方面知识产权的行为,由本人承担相应的法律责任。 4.本人完全了解学校关于保存、使用毕业设计(论文)的规定,即:按照学校要求提交论文和相关材料的印刷本和电子版本;同意学校保留毕业设计(论文)的复印件和电子版本,允许被查阅和借阅;学校可以采用影印、缩印或其他复制手段保存毕业设计(论文),可以公布其中的全部或部分内容。 以上承诺的法律结果将完全由本人承担! 作者签名:年月日
中文摘要 为了不断提高产品质量和生产效率,金属工件表面缺陷在线自动检测技术在生产过程中显得日益重要。针对金属工件表面的多种缺陷,本文设计了一套基于机器视觉能够实现对金属工件表面缺陷进行实时在线、无损伤的自动检测系统。该系统采用面阵CCD和多通道图像采集卡作为图像采集部分,提高了检测系统的速度并降低了对CCD的性能要求,使系统在现有的条件下比较容易实现实时在线检测;采用自动选取图像分割阈值,根据实际应用的阈值把工件信息从图像中提取出来并扫描工件图像中的信息,实现了系统的自动测量;根据扫描得到的工件信息去除掉工件边缘的光圈,利用自动选取的阈值对金属工件表面的图像进行二值化分割,从而实现各种缺陷的自动提取及识别。 关键词:机器视觉表面缺陷CCD 图像处理缺陷检测
表面缺陷无损检测方法的比较方法 项目 磁粉检测(MT) 漏磁检测(MLF) 渗透检测(PT) 涡流检测(ET) 方法原理 磁力作用 磁力作用 毛细渗透作用 电磁感应作用 能检出的缺陷 表面和近表面缺陷 表面和近表面缺陷 表面开口缺陷 表面及表层缺陷 缺陷部位的显示形式 漏磁场吸附磁粉形成磁痕 漏磁场大小分布 渗透液的渗出
检测线圈输出电压和相位发生变化 显示信息的器材 磁粉 计算机显示屏 渗透液、显像剂 记录仪、示波器或电压表 适用的材料 铁磁性材料 铁磁性材料 非多孔性材料 导电材料 主要检测对象 铸钢件、锻钢件、压延件、管材、棒材、型材、焊接件、机加工件在役使用的上述工件检测铸钢件、锻钢件、压延件、管材、棒材、型材、焊接件、机加工件在役使用的上述工件检测任何非多孔性材料、工件及在役使用过的上述工件检测 管材、线材和工件检测;材料状态检验和分选;镀层、涂层厚度测量 主要检测缺陷 裂纹、发纹、白点、折叠、夹渣物、冷隔 裂纹、发纹、白点、折叠、夹渣物、冷隔 裂纹、白点、疏松、针孔、夹渣物
裂纹、材质变化、厚度变化缺陷显示 直观 直观 直观 不直观 缺陷性质判断 能大致确定 能大致确定 能基本确定 难以判断 灵敏度 高 高 高 较低 检测速度 较快 快 慢
很快 污染 较轻 无污染 较重 无污染 相对优点 可检测出铁磁性材料表面和近表面(开口和不开口)的缺陷。 能直接的观察出缺陷的位置、形状、大小和严重程度。 具有较高的检测灵敏度,可检测微米级宽度的缺陷。 单个工件的检测速度快、工艺简单,成本低、污染轻。 综合使用各种磁化方法,几乎不受工件大小和几何形状的影响。 检测缺陷重复性好。 可检测受腐蚀的在役情况。 a) 易于实现自动化 b) 较高的检测可靠性 c) 可以实现缺陷的初步量化 d) 在管道的检查中,在厚度高达30mm的壁厚范围內,可同时检测內外壁缺陷 e) 高效、无污染,可以获得很高的检测效率. 可检测出任何非松孔性材料表面开口性缺陷。 能直接的观察出缺陷的位置、形状、大小和严重程度。 具有较高的灵敏度。 着色检测时不用设备,可以不用水电,特别适用于现场检验。 检测不受工件几何形状和缺陷方向的影响。 对针孔和疏松缺陷的检测灵敏度较高。 非接触法检测,适用于对管件、棒材和丝材进行自动化检测,速度快。 可用检测材料导电率代替硬度检测。了解材料的热处理状态和进行材料分选。污染很小。 相对局限性
双元表面缺陷检测系统在塑料行业的应用 章毅 (浙江双元科技开发有限公司,浙江杭州) 摘要:双元公司致力于利用先进成熟的技术和完善快捷的售服网络,为塑料行业,特别是薄膜类及片材类客户提供一整套缺陷检测及处理的解决方案。 关键字:双元缺陷检测塑料 随着各行各业对塑料制品的要求不断提高,以及同行业内的竞争不断加剧,塑料制品的质量控制日益受到各个塑料企业的关注和重视。如何对生产线上的产品进行实时掌控?如何保证提供给客户是完美无暇的产品?浙江双元科技开发有限公司依托本身雄厚的技术实力以及广大的应用网络,从2003年开始,对应用于各行业的表面缺陷在线检测系统进行开发,经过不断的攻关与完善,目前新一代的具有完全自主知识产权的表面缺陷检测系统已成功的应用于造纸、塑料薄膜、新材料、无纺布、金属片材等各个行业,总计应用实例已达三百余套。其中,在塑料行业内的保有量也已近百套! 本文将就双元表面缺陷检测系统在塑料行业中的应用进行介绍。 一、公司概况 浙江双元科技开发有限公司(双元科技)成立于2000年3月。公司主要从事过程自动控制和产品质量在线检测系统的开发和研制。 公司的技术创新中心下辖产品表面缺陷检测技术、产品质量控制技术、微波应用技术、产品色度检测分析技术、电磁感应加热技术等6个研究所,对相关领域的应用技术开展了前瞻性的研究。通过这些年的研究,公司成功推出了一系列产品,每个产品都是自主研发的,总体技术水平已经接近或达到了国际先进水平,初步形成了国产高档过程检测仪器仪表及控制系统产品平台,打破了国外公司在该领域的垄断地位。 公司于2006年11月被浙江省科技厅认定为“浙江省高新技术企业”。现有员工106人,其中工程技术及管理人员就占了70%左右。 二、系统介绍 双元表面缺陷检测系统(以下简称SYWIS)能够在线检测、识别和显示塑料薄膜表面上的各种缺陷。其主要由高速CCD线阵相机,组合光源及机架、数据处理中心、报警系统和操作站组成。采用当今世界上先进的在线检测识别、成像及数据处理技术,为客户提供了包括实时缺陷检测、图象显示、报警、质量报告、设备故障诊断等功能在内的表面缺陷检测全套
1.产品简介 每年都有数以千计的网络安全漏洞被发现和公布,加上攻击者手段的不断变化,网络安全状况也在随着安全漏洞的增加变得日益严峻。事实证明,99%的攻击事件都利用了未修补的漏洞,使得许多已经部署了防火墙、入侵检测系统和防病毒软件的企业仍然饱受漏洞攻击之苦,蒙受巨大的经济损失。 寻根溯源,绝大多数用户缺乏一套完整、有效的漏洞管理工作流程,未能落实定期评估与漏洞修补工作。只有比攻击者更早掌握自己网络安全漏洞并且做好预防工作,才能够有效地避免由于攻击所造成的损失。 绿盟远程安全评估系统(NSFOCUS Remote Security Assessment System,简称:NSFOCUS RSAS)第一时间主动诊断安全漏洞并提供专业防护建议,让攻击者无机可乘,是您身边的“漏洞管理专家”。 产品为国内开发,具备自主知识产权,并经过三年以上应用检验并提供产品用户使用报告的复印件;产品具有高度稳定性和可靠性。 产品取得了中华人民共和国公安部的《计算机信息系统安全专用产品销售许可证》,中华人民共和国国家版权局《计算机软件著作权登记证书》,中国人民解放军信息安全产品测评认证中心的《军用信息安全产品认证证书》,国家保密局涉密信息系统安全保密测评中心《涉密信息系统产品检测证书》,中国信息安全测评中心《信息技术产品安全测评证书--EAL3》,中国信息安全认证中心《中国国家信息安全产品认证证书》。 厂商在信息安全领域有丰富的经验与先进的技术,须有对系统漏洞进行发现、验证、以及提供应急服务的技术能力。
产品使用了专门的硬件,基于嵌入式安全操作系统,大大提高了系统的工作效率和自身安全性。系统稳定可靠,无需额外存储设备即可运行,系统采用B/S 设计架构,并采用SSL加密通信方式,用户可以通过浏览器远程方便的对产品进行管理。 产品要求界面友好,并有详尽的技术文档;产品支持中英文图形界面,能够方便的进行语言选择,能够提供丰富的中英文语言的文档资料。 通过CVE兼容性认证及英国西海岸实验室Checkmark认证等国际权威认证。 2.产品功能 2.1 系统漏洞扫描功能 1. 漏洞知识库从操作系统、服务、应用程序和漏洞严重程度多个视角进行分类, 需要给出具体的分类信息。 2. 支持对漏洞信息的检索功能,可以从其中快速检索到指定类别或者名称的漏 洞信息,并具体说明支持的检索方式。 3. 提供漏洞知识库中包含的主流操作系统、数据库、网络设备的列表信息。
华东交通大学硕士学位论文开题报告格式模板 本模板供统招硕士和同等学历硕士使用 (2005年12月制订) 一、页面设置 ●纸张大小:A4,正文部分可双面印刷 ●页边距:上2.8cm、下2.5cm,左、右2.5cm,装订线:0cm ●页眉:1.6cm,页脚:1.5cm ●文档网格:无网格(设置文档网格后无法达到模板格式要求!) 二、字间距 无特别说明时均采用标准字间距。 三、小技巧 1、设置标题、段落格式时请学会使用格式刷; 2、一段文字中既有中文又有英文(含数字),中英文采用不同字体时,可先选中这段文字,设定中文字体后再设定英文字体; 3、采用插入分节符(下一页)的办法强行换页; 4、如果对自动编号的格式设置不十分熟悉,建议不要使用自动编号。 四、其他 1、本模板中的内容来自于不同的资料,上下文之间可能没有直接的联系,由此给您带来的不便,我们表示歉意; 2、报告中有图、表、公式时,其格式要求与“学位论文”相同,可参见“华东交通大学硕士学位论文格式模板”。
铁路货车滚动轴承表面缺陷的自动检测 与识别技术研究 学 号: 20020390010101 姓 名: XXX 导 师: XXX 教授 学 院: 机电工程学院 专 业: 机械制造及其自动化 研究方向: 故障诊断 年3月 华东交通大学研究生院制
一、课题的来源、目的和意义 ................................................ 1 二、货车滚动轴承表面缺陷的计算机自动识别的研究现状 (1) 1、常用的表面缺陷检测方法 ............................................. 1 2、滚动轴承表面缺陷自动识别的研究现状 ................................. 2 3、相关的研究 ......................................................... 2 三、本课题研究的主要内容和重点 ............................................ 2 四、技术方案 .............................................................. 3 五、实施方案所需的条件 .................................................... 3 六、存在的主要问题和技术关键 .............................................. 3 七、预期能达到的目标 ...................................................... 3 八、课题研究计划进度 ...................................................... 3 九、研究经费预算 .......................................................... 3 十、主要参考文献 .......................................................... 4 文献阅读报告:金属零件表面缺陷的检测与识别技术综述 (5) 1 金属零件表面缺陷检测的必要性 ........................................ 5 2 检测表面缺陷的常规方法 .............................................. 5 3 …… ................................................................ 5 …… 8 5
一、光学元件检测系统描述 本系统用于光学元件外观缺陷识别以及产品位置获取,系统采用进口高分辨率工业相机,可 以快速获取产品图像,通过图像识别、分析和计算,给出产品外观缺陷,给出产品坐标,并 输出相应检测结果信号,以便于设备对不合格产品的处理。 二、光学元件检测系统设计方案 台州振皓自动化科技有限公司基于机器视觉图像处理技术研发的光学元件外观缺陷检测系统,具有高精度、高速、多样品化的特点。系统主要模块有:触发模块、图像处理模块。根据用 户需求,样品移动到检测位,触发相机并及时由视觉系统输出检测信号,从而完成检测功能。为了达到高精度的检测要求,首先要产品来料的位置一致,达到的效果是位置准、稳定。 三、系统主要功能 1.高速识别检测功能2/s; 2.检测精度±0.08mm; 3.自动完成被检产品与相机获取图像同步; 4.自动完成光学元件的外观缺陷检测; 5.还可根据需要对不同颜色产品类型学习并检测; 6.对产品图像进行自动存储,可进行历史查询; 7.自动统计(良品、不良品、总数等); 8.异常时可提供声、光报警、并可控制设备停机; 9.系统有自学习功能,且学习过程操作简单。 四、项目系统检测界面 五、系统主要技术特点 1.操作界面清晰明了,简单易行,只需简单设定即可自动执行检测; 2.检测软件及算法完全自主开发,系统针对性强; 3.可灵活设置检测模板、检测范围; 4.可选择局部检测功能,提高检测速度; 5.专业化光源设计,成像清晰均匀,确保测量任务完成; 6.支持多种型号产品的检测、具备产品在线自动检测等功能; 7.安装简单、结果紧凑,易于操作、维护和扩充; 8.可靠性高,运行稳定,适合各种现场运行条件。
“产品外观缺陷的认识和检验标准”培训教材 一、瓶子各部位名称 (1)口径、(2)口外径、(3)密封面、(4)螺纹、(5)介子或叫球环。以上组成统称口部,(6)瓶颈根部、(7)瓶颈、(8)瓶肩、(9)瓶身,瓶身有初模合缝线与成模合缝线。(10)瓶根、(11)模底线(12)瓶底,瓶底有闷头线及大部份产品有防爆纹。 二、玻璃瓶罐通用口型 (1)皇冠口、(2)三旋口、(3)四旋口、( 4 )螺纹口、( 5 )防盗口、( 6 )介子口、(7 )拉环口。 三、名词术语 深裂纹:玻璃表面深裂纹。这种裂纹的深度通常超过2mm。其形状即可以是垂直的,如:口部 裂口,合缝线也可以是放射状的。如瓶底裂纹。 裂纹:一种深度小于2mm的裂纹。这种裂纹通常容易反光,呈水平或斜状。如:爆头、爆颈根、爆颈。 细裂纹:一种表面任意长度的裂纹,这不深入到玻璃部,反光程度不如“深裂纹”强。细裂纹的表面有小有波纹。不像“深裂纹”和“裂纹”那么平直。如:平时节检验经常看到的浅爆口或瓶身细裂纹。 裂缝:玻璃表面上未断裂的缝隙,这种缝隙用指甲能感觉到,或手感触摸感觉到刮手。出现在瓶身、外。它与深裂纹、裂纹不同,不反光。具有不同的长度和宽度。 四、缺陷的认识与区别 4 . 1重缺陷:①危害人身安全的,如:崩口、瓶玻璃碎。②客户无常 的。如:重变形,口不足。 (1)瓶粘丝,又称打:瓶有一根玻璃丝对面相搭。
(2)瓶身外部粘玻璃:瓶子外表面粘玻璃通常相当尖锐。即热端成型后,瓶子高温,而两瓶子互相接触而粘连。到冷端后分开。 (3)瓶粘玻璃:与冲头粘料及瓶尖刺三种缺陷均是在热端成型时产生,瓶粘玻璃是指瓶子高温时玻璃块掉入并粘在瓶罐表面上,但可能出现在瓶身。冲头粘料瓶头壁有一小粒尖锐的玻璃凸起。瓶尖刺是指玻璃瓶表面上有一处玻璃尖锐凸出,通常靠近瓶底。 (4)瓶壁裂纹(裂缝):瓶子表面化任意长度和宽度的裂缝,其宽度能让指甲进入。它与裂缝线的形状相同。列为重缺陷是因为出现在瓶身,一些产品须高温消毒或装充气料时,裂缝抗散,产生玻璃碎,危及人安全。 (5)口部飞刺(、外双口),瓶口边毛刺(瓶口毛刺)口部飞刺:瓶口径边缘凸出,一片环状玻璃,属于外双口时,常伴有瓶咼增加或瓶口不平等现象。瓶口边毛剌:瓶口径边缘局部出现极小的玻璃片向上凸出,两缺陷影响封盖的密封性及导致压碎玻璃掉入瓶。 (6)薄皮气泡(破气泡):瓶子外部或瓶口密封面的气泡,由于过软,在正常地使用瓶子时都会使其破裂,用手指甲刮可穿。 (7)成型模飞剌:在瓶子合缝线上凸出的较高飞剌。 (8)口不足:瓶口顶部成型不足。 4 . 2 :瓶口缺陷 (1)瓶口翻边(凸边口)与口模损伤:瓶口外缘水平向外凸出的玻璃片。口模损伤:在口子合缝线与封合面以及与初型模配合处凸出一小粒玻璃,用游标卡尺对正缺陷部位测量,通常会产生口夕卜径超标或影响自动封盖时的顺滑性。 (2)瓶口裂口(深爆口),瓶口密封面细裂纹(浅爆口):深爆口不同于浅爆口,它爆得比较深,并且裂纹常常由缘延至外缘,浅爆口是瓶口顶部边缘的浅裂纹。要在灯光的折射才能看到裂纹反
WEB漏洞检测与评估系统实施方案 一、背景 WEB网站是互联网上最为丰富的资源呈现形式,由于其访问简单、拓展性好等优点,目前在资讯、电子政务、电子商务和企业管理等诸多领域得到了广泛的应用。与此同时,WEB网站也面临着数量庞大、种类繁多的安全威胁,操作系统、通信协议、服务发布程序和编程语言等无不存在大量安全漏洞。根据国家互联网应急中心最新监测分析报告的发布,一个令人触目惊心的数据引发各方关注:“1月4日至10日,境内被篡改政府网站数量为178个,与前一周相比大幅增长409%,其占境内被篡改网站总数的比例也大幅增长为31%。”不仅政府网站,近年来各种Web网站攻击事件也是频频发生,网站SQL注入,网页被篡改、信息失窃、甚至被利用成传播木马的载体---Web安全威胁形势日益严峻。 Web网站的安全事件频频发生,究其根源,关键原因有二:一是Web网站自身存在技术上的安全漏洞和安全隐患;二是相关的防护设备和防护手段欠缺。Web网站的体系架构一般分为三层,底层是操作系统,中间层是Web服务程序、数据库服务等通用组件,上层是内容和业务相关的网页程序。这三层架构中任何一层出现了安全问题都会导致整个Web网站受到威胁,而这三层架构中任何一层都不可避免地存在安全漏洞,底层的操作系统(不管是Windows还是Linux)都不时会有黑客可以远程利用的安全漏洞被发现和公布;中间层的Web服务器(IIS或Apache等)、ASP、PHP等也常会有漏洞爆出;上
层的网页程序有SQL注入漏洞、跨站脚本漏洞等Web相关的漏洞。另一方面,目前很多Web网站的防护设备和防护手段不够完善,虽然大部分网站都部署了防火墙,但针对Web网站漏洞的攻击都是应用层的攻击,都可以通过80端口完成,所以防火墙对这类攻击也是无能为力,另外,有些网站除了部署防火墙外还部署了IDS/IPS,但同样都存在有大量误报情况,导致检测精度有限,为此,攻击性测试成为发现和解决WEB安全问题最有效和最直接的手段。 WEB漏洞检测与评估是通过模拟恶意黑客的攻击方法,来评估计算机网络系统安全的一种方法。这个过程包括对系统的任何弱点、技术缺陷或漏洞的主动分析,这个分析是从一个攻击者可能存在的位置来进行的,并且从这个位置有条件主动利用安全漏洞。WEB漏洞检测与评估系统是作为WEB检测的专用系统,用于发现操作系统和任何网络服务,并检查这些网络服务有无漏洞。 二、概述 WEB漏洞检测与评估系统是集基本信息扫描、操作系统指纹扫描、开放服务扫描、OS漏洞扫描、WEB漏洞扫描于一体的专业自动化扫描系统,并通过扫描插件、知识库和检测结果的可拓展对其检测能力进行扩充,为实施攻击性测试对WEB信息系统进行全面的、深入的、彻底的风险评估和参数获取,全面获得目标系统的基本信息、漏洞信息、服务信息等。 三、系统部署与使用
金属材料外观缺陷的检验与处理 金属材料外观缺陷的检验 钢材表面缺陷:结疤、裂缝、气泡、夹杂(非金属夹杂)、折叠、麻面、分层、拉裂、辊印、粘结等不得超出相应标准规定。 有色金属材料表面缺陷:裂缝、起皮、起泡、针孔、夹杂、起刺、压折、划伤、擦伤、斑点、凹坑、压灰、辊印等不得超出相应标准规定。 金属材料形状缺陷:弯曲、波浪弯、镰刀弯、瓢曲、扭转、外缘斜度(工字钢)、弯腰挠度(工字钢、槽钢)、椭圆、凹面(钢管)、剪切偏斜,锯齿形边(钢板)、剪切宽窄、塌肩(槽钢)、厚薄不均、厚边(钢板)、缺角(钢板)等不得超出相应标准规定。 金属材料外观缺陷的处理 金属材料的外观缺陷,在验收中除根据相应标准判别外,还应根据实际情况做好文字记录,必要时照像摄影留存,作为综合判断处理的依据。 金属材料的锈蚀 金属材料锈蚀的分类 分轻锈(浮锈)、中锈(迹锈)、重锈(层锈)、水渍、粉末锈、破锡(锌)锈 金属材料锈蚀的计算 板材锈蚀的计算:两面锈蚀在相对的同一部位,按较重的一面锈蚀面积计算,不在同一部位的,按两面锈蚀面积之和计算。 管材锈蚀的计算:内外壁锈蚀在相对的或同一长度的同一部位,按较重的一面锈蚀长度计算,不在同一部位的或不在同一长度内的,按两面锈蚀之和计算。 型材锈蚀的计算:按锈蚀长度计算,在已计算的长度内,各点、段处不重复加以计算。金属材料锈蚀等级的划分
金属材料锈蚀的处理 一般一、二级锈蚀要根据情况做贬值处理,三级锈蚀的材料拒收。贬值处理后入库的材料要及时做好除锈、防锈处理,以免锈蚀程度增加。 部分常用金属材料的外观质量检验 圆钢、方钢、条钢、槽钢、工字钢、角钢、扁钢的外观质量检验 圆钢、方钢、工字钢、角钢不应有扭转、弯折。条钢表面用肉眼检查,不应有裂缝、折迭、结疤和夹杂,两端不应有分层和6mm以上的毛刺。扁钢不应有显著的扭转,侧边不应有显著弧形凸起或凹入。 线材的外观质量检验 盘条表面不能有裂缝、折迭、结疤、分层及杂夹。钢筋表面不应有裂缝、结疤和折迭;钢筋表面可有凸块,但不应超过螺纹筋的高度,钢筋的螺纹筋与纵筋应相连接。 钢板、钢带的外观质量检验 钢板、钢带的表面不应有裂纹、结疤、折叠、气泡和夹渣;不应有分层;表面可有深度和高度小于或等于厚度公差之半的折印、麻点、划伤、小拉痕,以及氧化铁皮脱落所造成的表面粗糙等局部缺陷;表面的局部缺陷,可用修磨方法清除,但清除深度小于或等于钢板、钢带厚度公差之半。 无缝钢管的外观质量检验 钢管的外表面不应有裂缝、折迭、轧折、离层、发纹和结疤等缺陷,缺陷清除深度不能超过公称壁厚的负偏差,清除处的实际壁厚大于或等于壁厚的最小值。 焊接钢管的外观质量检验 钢管内外表面应光滑,不应有折迭、裂缝、分层、搭焊等缺陷,表面可有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等缺陷存在,允许焊缝处壁厚增厚和内缝焊筋存在。 镀锌钢管的外观质量检验 镀锌钢管的内外表面应有完整的镀锌层,不应有未镀上锌的黑斑和气泡存在,局部可有微小的粗糙和不明显的锌瘤存在。 套管、油管的外观质量检验 套管、油管的管体内外表面及接箍外表面不应有折迭、发纹、离层、裂缝、轧折和结疤等缺陷;套管、油管及其接箍外表面应有一层透明光滑、致密、防锈的涂层;管体、接箍不能有碰伤变形、管体弯曲;从靠近接箍的管体表面查漆印、钢印,识别钢级、查壁厚;成捆油管拆捆后不应有明显弯曲。 钻杆的外观质量检验 杆体表面外观检验与套管、油管要求相同;所有加厚钻杆的管体表面加厚过渡段结构应平整,不应有直台肩、折皱、表面凹凸尖角。 钻铤的外观质量检验 钻铤管体内外表面不应有裂纹、分层和结疤等缺陷,若有缺陷应修磨消除。修磨处与钻铤表面呈圆弧过渡。钻铤表面的任何部位不能焊补。
对于生产物件的检测,由于科学技术的限制,起初只能采用人工进行检测,这样的方式不仅消耗大量人力,而且浪费时间,效率低下。于是,基于机器视觉技术的表面缺陷检测技术应运而生,我们有必要关注关注,并了解相关注意事项。 当今社会,随着计算机技术,人工智能等科学技术的出现和发展,以及研究的深入,出现了基于机器视觉技术的表面缺陷检测技术。这种技术的出现,大大提高了生产作业的效率,避免了因作业条件、主观判断等影响检测结果的准确性,实现能更好更准确地进行表面缺陷检测,更加快速的识别产品表面瑕疵缺陷。 产品表面缺陷检测属于机器视觉技术的一种,就是利用计算机视觉模拟人类视觉的功能,从具体的实物进行图象的采集处理、计算、进行实际检测、控制和应用。产品的表面缺陷检测是机器视觉检测的一个重要部分,其检测的准确程度直接会影响产品的质量优劣。由于使用人工检测的方法早已不能满足生产和现代工艺生产制造的需求,而利用机器视觉检测很好地克服了这一点,表面缺陷检测系统的广泛应用促进了企业工厂产品高质量的生产与制造业智能自动化的发展。
在进行产品表面检测之前,有几个步骤需要注意。 首先,要利用图像采集系统对图像表面的纹理图像进行采集分析; 其次,对采集过来的图像进行一步步分割处理,使得产品表面缺陷能像能够按照其区域特征进行分类; 再者,在以上分类区域中进一步分析划痕的目标区域,使得范围更加的准确。 通过以上的三步处理之后,产品表面缺陷区域和特征能够进一步确认,这样表面缺陷检测的基本步骤就完成了。 利用机器视觉技术提高了用户生产效率,使得生产更加细致化,分工更加明确,同时,减少了公司的人工成本支出,节省了财力,实现机器智能一体化发展。 南京博克纳自动化系统有限公司总部位于美丽的中国古都南京,是国内专业研制无损检测仪器及设备的高科技企业。公司致力于涡流、漏磁和超声波仪器及各种非标设备的研制,已拥有自主研发的多项国家专利。产品被广泛应用于航天航空、军工、汽车、电力、铁路、冶金机械等行业。产品出口:美国、
手机玻璃盖板外观缺陷检测 1、玻璃盖板发展趋势及现状 手机玻璃盖板虽然是生产行业中较为细分的一个小市场,在全球手机保有量如此巨大的情况下(2018年出货约17.5亿部),手机屏幕作为配件其每年出货量非常可观。据市场数据反馈,现手机盖板(也称玻璃盖板)每年出货量达到了20亿片/年。3D玻璃盖板作为下一代手机的必备配件,到2020年为止3D玻璃盖板的市场规模将近192亿元。作为智能终端产品最重要的构成部件之一,玻璃盖板的制造拥有巨大的市场存量以及增长潜力,是众多国家和企业争夺的焦点。其中检测作为玻璃盖板生产的最后一道工序,是产品品质控制的关键。但是目前国内企业在玻璃盖板的检测,基本上采用的是人工目检。但人工目检面临着效率低下、漏检率高、人工成本不断上升等诸多缺陷。
目前全球最大玻璃盖板厂商蓝思科技、伯恩光学,其产线上仍然以人力检测辅助设备的方式为主。在智能装备制造大潮流及国内人口红利逐渐消逝的环境下,自动化检测设备开始步入市场。 2、玻璃盖板外观缺陷检测难点以及检测设备国内外现状 玻璃盖板生产工艺复杂,特别是进入2.5D和3D盖板时代后,由于导入了更多更复杂的工序以及最终客户对外观要求的不断提高,在生产过程中无可避免的会产生各种各样类特征不同的缺陷,常见的有划痕、凹坑、丝印不良、杂质、异色等外观缺陷。各类特征的缺陷需要检测员不断翻转盖板,并在一些特定光线角度或观察视角下才能捕捉到。这就对用于取代人工目视检查的玻璃盖板自动化检测设备的设计和制造提出了非常高的要求。 现今国际上比较领先的玻璃盖板检测设备厂家,主要分布于欧洲,例如德国ISRA Vision和Dr.Schenk、瑞士的BUCHER和丹麦的JLI Vision等。目前在国内应用最多的是德国的Dr.Schenk,部分国内玻璃面板生产厂家采购了其设备,但是仍然存在较多问题,一是价格昂贵,只有极少数的大公司能负担相关费用;二是Dr.Schenk目前只能够检测素玻璃(白片),并且2.5D或3D玻璃盖板的弧面处也无法检出,因此该设备不能适应现在市场的需要。 目前国内在玻璃盖板检测方面取得了一些技术突破,但还没有特别突出的企业来代替国外的设备。国内某企业试图通过增加多个检测工位,实现对2.5D玻璃盖板的检测,但检测效果并不理想。该设备在更换不同类型盖板检测时,需要重新制作并更换治具,同时需要对设备的多个工位的光源或者相机进行调整,并
基于机器视觉技术的产品表面质量检测系统 王岩松1章春娥2 (1凌云光子集团100089 2交通大学信息科学研究所100044) 摘要:介绍了基于机器视觉技术的表面检测系统的设计方案和系统构成原理,并且针对表面检测系统中广泛应用的高精度定位配准算法以及Blob分析算法从原理上进行了阐述,同时给出了当前通用的表面检测系统的处理单元构成特点。基于本文所介绍的机器视觉技术的表面检测系统已经在工业现场得到了批量推广应用,对于以后开展类似的表面检测系统具有一定的参考价值和指导意义。 关键字:机器视觉表面检测斑点分析(Blob分析) A Surface Inspecting System Based on Machine Vision Technology Wang Yansong Zhang Chun-e A LUSTER LightTech Group Company,100089 Institute of Information Science, Beijing Jiaotong University, Beijing, 100044 Abstract:An introduction to some general design schemes and constructing principles about surface inspecting system based on machine vision technology. Some algorithms widely used in surface inspecting system such as high resolution Search-alighment algorithm and Blob analysis algorighm are desrcibed in detail theoretically.The constructing way of processing uint in general surface inspecting system is also presented in this paper. Up to now, a great deal of surface inspecting systems based on the technology introduced in this paper have been successfully used in some industrial factory。 KayWords:Machine Vision Surface Inspection Blob Analysis 1.机器视觉及系统 机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品,如CCD、CMOS 和光电管等,将被摄取的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,再根据判别的结果控制现场的设备。典型的工业机器视觉应用系统包括如下部分:光源,镜头,CCD照相机,图像处理单元(或图像采集卡),图像处理软件,监视器,通讯/输入输出单元等[1]。 机器视觉是一项综合技术,其中包括数字图像处理技术、机械工程技术、控制技术、光源照明技术,光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。其中图像处理软件中的图像处理算法是整个机器视觉的核心部分。图像处理技术包含数字图像处理学、计算机图形学中的大量容,涉及图像分割、图像测量、图像融合、图像匹配、模式识别、计算机神经网络等大量前沿技术。图像处理算法选择的合理性、算法的适用性、算法的处理速度和处理精度等均将直接绝对最终机器视觉质量检测系统的检测结果。