可转位刀片型号与ISO表示规则
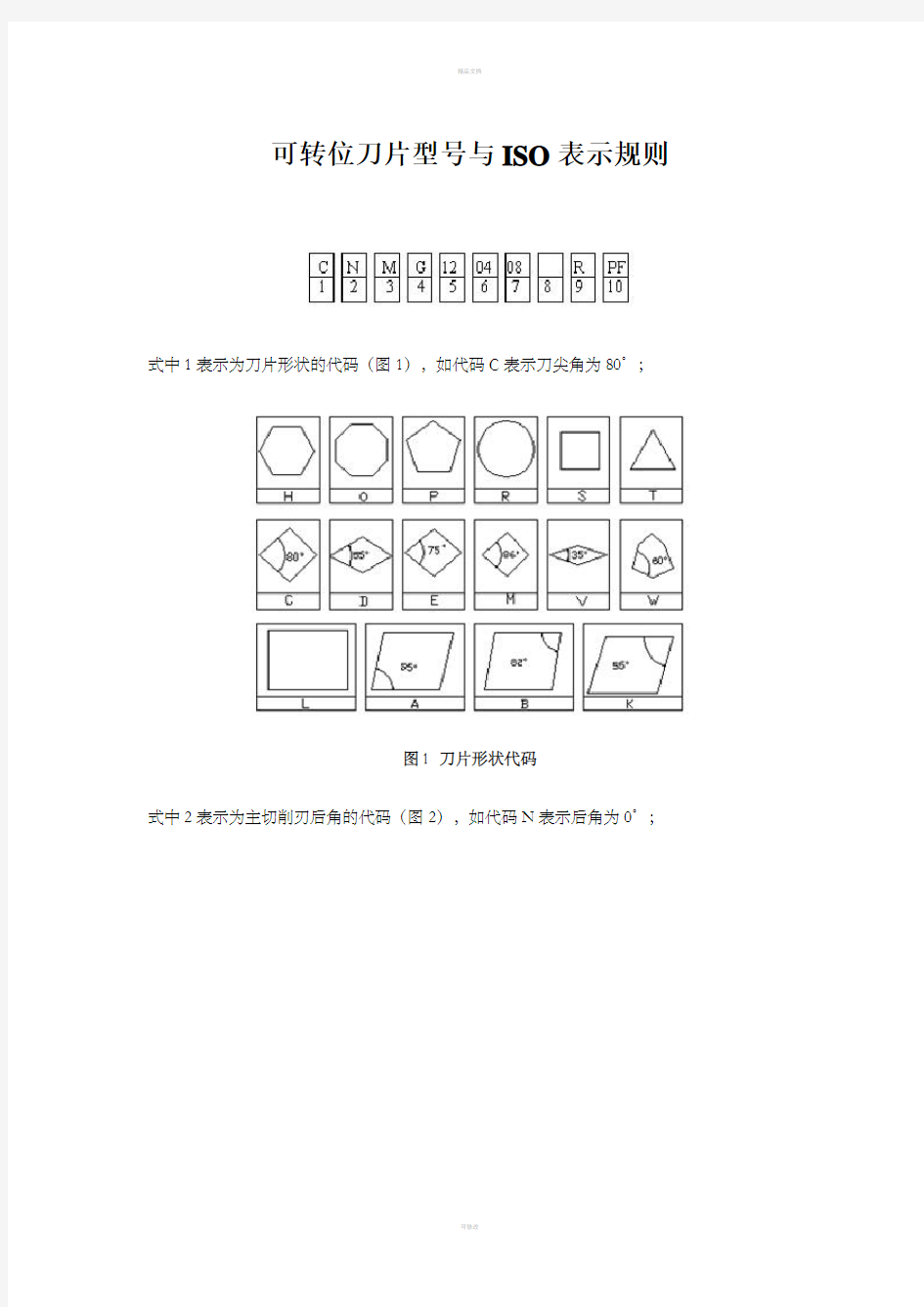
式中1表示为刀片形状的代码(图1),如代码C表示刀尖角为80°;
图1 刀片形状代码
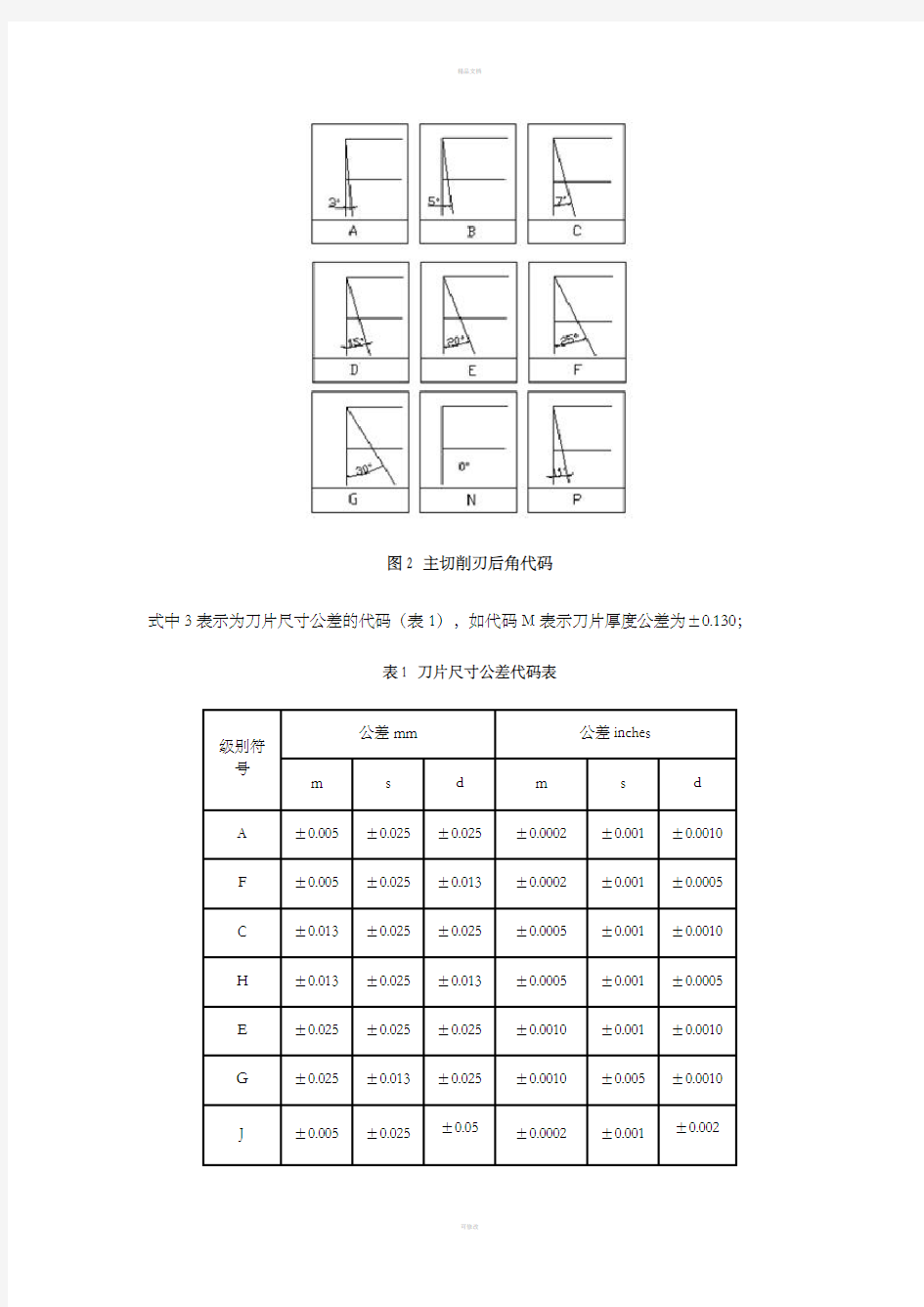
式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;
图2 主切削刃后角代码
式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;
表1 刀片尺寸公差代码表
级别符号
公差mm公差inches
m s d m s d
A±0.005±0.025±0.025±0.0002±0.001±0.0010 F±0.005±0.025±0.013±0.0002±0.001±0.0005 C±0.013±0.025±0.025±0.0005±0.001±0.0010 H±0.013±0.025±0.013±0.0005±0.001±0.0005 E±0.025±0.025±0.025±0.0010±0.001±0.0010 G±0.025±0.013±0.025±0.0010±0.005±0.0010 J±0.005±0.025±0.05±0.0002±0.001±0.002
±
0.13±0.005
K±0.013±0.025
±0.05
±0.13±0.0005±0.001
±0.002
±0.005
L±0.025±0.025
±0.05
±0.13±0.0010±0.001
±0.002
±0.005
M
±0.08
±0.18±0.013
±0.05
±0.13
±0.003
±0.007
±0.005
±0.002
±0.005
N
±0.08
±0.18±0.025
±0.05
±0.13
±0.003
±0.007
±0.001
±0.002
±0.005
U
±0.013
±0.38±0.013
±0.08
±0.25
±0.005
±0.015
±0.005
±0.003
±0.010
注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
图3 刀片尺寸参数
式中4表示为刀片断屑及夹固形式的代码(图4),如代码G表示双面断屑槽,夹固形式为通孔;
图4 刀片断屑及夹固形式代码
式中5表示为切削刃长度表示方法(图5),如代码12表示切削刃长度为12mm;
图5 切削刃长度表示方法
式中6表示为刀片厚度的代码(图6),如代码04表示刀片厚度为4.76mm;
图6 刀片厚度代码
式中7表示为修光刃的代码(图7),如代码08表示刀尖圆弧半径为0.8mm;
图7 修光刃代码
式中8表示为表示特殊需要的代码;
式中9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中间进刀;
式中10表示为断屑槽型的代码(表2)。
表2 刀片断屑槽选用推荐表
断屑槽型
工件材料
长屑材料不锈钢短屑材料耐热材料软材料ABCDE ABCDE BCDE ABCD ABCD
PF PMF PM PMR PR 543--
353--
-253-
-144-
-1455
543--
353--
1552-
-134-
-1343
21--
21--
22--
4554
1122
43--
54--
2552
-221
--22
21--
-33-
-232
----
-33-
HF HM HR 54---
-54--
1451-
54---
354--
2641-
3---
21--
441-
43--
343-
1231
21--
344-
2342
31
53 TCGR PMR PGR --145
54---
54---
1442-
1442-
--133
54---
54---
2442-
2442-
4444
3---
3---
322-
322-
--11
43--
43--
1322
1322
----
21--
21--
2342
2342
NUN NGN PUN PGN -1343
-1343
-1443
-1443
-----
-----
-3553
-3553
4554
4554
4431
4431
----
----
-355
-355
----
----
-222
-222
11 12-431-
-342-
-452-
-243-
321-
-353
-431
-253
-421
-242
RCMT RCMX RNMG 13442
-1343
-1242
13432
-2322
-221-
3332
3433
233-
-222
-222
-231
2232
-111
----
注:表中断屑槽型为株洲硬质合金厂可转位刀片的断屑槽代码
建筑电气工程施工图
第十五章建筑电气工程施工图 第一节电气工程施工图 一、电气工程施工图的组成及内容 电气工程施工图的组成主要包括:图纸目录、设计说明、图例材料表、系统图、平面图和安装大样图(详图)等。 1. 图纸目录 图纸目录的内容是:图纸的组成、名称、张数、图号顺序等,绘制图纸目录的目的是便于查找。 2. 设计说明 设计说明主要阐明单项工程的概况、设计依据、设计标准以及施工要求等,主要是补充说明图面上不能利用线条、符号表示的工程特点、施工方法、线路、材料及其他注意的事项。 3. 图例材料表 主要设备及器具在表中用图形符号表示,并标注其名称、规格、型号、数量、安装方式等。 4. 平面图 平面图是表示建筑物内各种电气设备、器具的平面位置及线路走向的图纸。平面图包括总平面图、照明平面图、动力平面图、防雷平面图、接地平面图、智能建筑平面图(如电话、电视、火灾报警、综合布线平面图)等。 5. 系统图 系统图是表明供电分配回路的分布和相互联系的示意图。具体反映配电系统和容量分配情况、配电装置、导线型号、导线截面、敷设方式及穿管管径,控制及保护电器的规格型号等。系统图分为照明系统图、动力系统图、智能建筑系统图等。 6. 详图 详图是用来详细表示设备安装方法的图纸,详图多采用全国通用电气装置标准图集。 二、电气施工图的一般规定 1. 电气图面的规定 幅面尺寸共分五类:A0~A4,见表15-1。 基本幅面尺寸(mm)表15-1幅面代号A0A1A2A3A4宽×长(B×L)841×1189594×841420×591297×420210×297边宽(C)10 5 装订侧边宽25 绘制电气图所用的各种线条统称为图线。常用图线见表15-2。 2. 图例符号和文字符号 电气施工图上的各种电气元件及线路敷设均是用图例符号和文字符号来表示,识图的
可转位刀片型号与ISO表示规则 式中1表示为刀片形状的代码(图1),如代码C表示刀尖角为80°; 图1??刀片形状代码 式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°; 图2??主切削刃后角代码 式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130; 表1??刀片尺寸公差代码表
注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。 图3??刀片尺寸参数 式中4表示为刀片断屑及夹固形式的代码(图4),如代码G表示双面断屑槽,夹固形式为通孔; 图4??刀片断屑及夹固形式代码 式中5表示为切削刃长度表示方法(图5),如代码12表示切削刃长度为12mm; 图5??切削刃长度表示方法 式中6表示为刀片厚度的代码(图6),如代码04表示刀片厚度为4.76mm; 图6??刀片厚度代码 式中7表示为修光刃的代码(图7),如代码08表示刀尖圆弧半径为0.8mm; 图7??修光刃代码 式中8表示为表示特殊需要的代码; 式中9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中间进刀; 式中10表示为断屑槽型的代码(表2)。?
表2??刀片断屑槽选用推荐表 断屑槽型 工????件????材????料 长屑材 料 不锈钢短屑材 料 耐热材 料 软材料ABCDE ABCDE BCDE ABCD ABCD PF PMF PM PMR PR 543-- 353-- -253- -144- -1455 543-- 353-- 1552- -134- -1343 21-- 21-- 22-- 4554 1122 43-- 54-- 2552 -221 --22 21-- -33- -232 ---- -33- HF HM HR 54--- -54-- 1451- 54--- 354-- 2641- 3--- 21-- 441- 43-- 343- 1231 21-- 344- 2342 31 53 TCGR PMR PGR --145 54--- 54--- 1442- 1442- --133 54--- 54--- 2442- 2442- 4444 3--- 3--- 322- 322- --11 43-- 43-- 1322 1322 ---- 21-- 21-- 2342 2342 NUN-1343-----4554--------
第二章、可转位刀片的介绍 1、可转位刀具的基本概念 (理解) 可转位刀具是将预先加工好并带有若干个切削刃的多边形刀片,用机械夹固的方法夹紧在刀体上的一种刀具。当在使用过程中一个切削刃磨钝了后,只要将刀片的夹紧松开后转位或更换刀片,使新的切削刃进入工作位置,再经夹紧就可以继续使用。 2、可转位刀具与焊接式刀具和整体式刀具相比有两个特征(了解) 1)刀体上安装的刀片,至少有两个预先加工好的切削刃供使用。 (个别特殊刀片不能转位,只能更换,如球头刀片) 2)刀片转位后的切削刃在刀体上位置不变,并具有相同的几何参数。 3、可转位刀片与焊接式刀具相比有以下特点:(了解) 1)刀片成为独立的功能元件,其切削性能得到了扩展和提高; 2)机械夹固式避免了焊接工艺的影响和限制,更利于根据加工对象选择各种材料的刀片,并充分地发挥了其切削性能,从而提高了切削效率; 3)切削刃空间位置相对刀体固定不变,节省了换刀、对刀等所需的辅助时间,提高了机床的利用率。 4)由于可转位刀具切削效率高,辅助时间少,所以提高了工效率,而且可转位刀具的刀体可重复使用,节约了钢材和制造费用,因此其经济性好。可转位刀具的发展极大的促进了刀具技术的进步,同时可转位刀体的专业化、标准化生产又促进了刀体制造工艺的发展。 4、刀片常识:(了解) 1)硬质合金刀片是钨跟钴粉末按一定的比例混合,用模具压制后送高温炉中烧结完成,粗加工就直接涂层,精加工经修磨后再涂层。 2)刀具涂层的成份有很多:主要有两种成份三氧化二铝(AL2O3)、氮化钛(TiN)。 其中三氧化二铝(AL2O3)涂层用于耐磨、氮化钛(TiN)涂层用于耐崩。 3)本公司所有刀片中,90%以上都是涂层硬质合金刀片。只有部分是陶瓷或金属陶瓷材质的刀片,他通常不涂层。 5、刀片材质的种类有很多,可分为以下6种(识记) 1)硬质合金-刀片 2)镀层硬质合金-刀片 3)金属陶瓷-刀片 4)纯陶瓷-刀片 5)CBN立方氮化硼-刀片(车削较多)6)PCD金刚石-刀片 硬质合金硬质合金涂层(涂层硬质合金) 金属陶瓷涂层金属陶瓷高压烧结体超微粒硬 质合金耐磨损用硬质合金超微粒硬质合金 涂层硬质合金(Coated carbide) 涂层硬质合金(Coated carbide) 涂层硬质合金(Coated carbide) 涂层硬质合金 涂层硬质合金(Coated carbide) 金属陶瓷(Cermet) 非涂层硬质合金(Uncoated cemented carbide)
第十五章建筑电气工程施工图 第一节电气工程施工图 一、电气工程施工图的组成及内容 电气工程施工图的组成主要包括:图纸目录、设计说明、图例材料表、系统图、平面图和安装大样图(详图)等。 1. 图纸目录 图纸目录的内容是:图纸的组成、名称、张数、图号顺序等,绘制图纸目录的目的是 便于查找。 2. 设计说明 设计说明主要阐明单项工程的概况、设计依据、设计标准以及施工要求等,主要是补 充说明图面上不能利用线条、符号表示的工程特点、施工方法、线路、材料及其他注意的事项。 3. 图例材料表 主要设备及器具在表中用图形符号表示,并标注其名称、规格、型号、数量、安装方 式等。 4. 平面图 平面图是表示建筑物内各种电气设备、器具的平面位置及线路走向的图纸。平面图包 括总平面图、照明平面图、动力平面图、防雷平面图、接地平面图、智能建筑平面图(如电话、电视、火灾报警、综合布线平面图)等。 5. 系统图 系统图是表明供电分配回路的分布和相互联系的示意图。具体反映配电系统和容量分 配情况、配电装置、导线型号、导线截面、敷设方式及穿管管径,控制及保护电器的规格型号等。系统图分为照明系统图、动力系统图、智能建筑系统图等。 6. 详图 详图是用来详细表示设备安装方法的图纸,详图多采用全国通用电气装置标准图集。 二、电气施工图的一般规定 1. 电气图面的规定 幅面尺寸共分五类:A0~A4,见表15-1。 绘制电气图所用的各种线条统称为图线。常用图线见表15-2。 2. 图例符号和文字符号
电气施工图上的各种电气元件及线路敷设均是用图例符号和文字符号来表示,识图的基础是首先要明确和熟悉有关电气图例与符号所表达的内容和含义。常用电气图例符号见表15-3。 图线形式及应用表
英制螺紋說明及螺紋標注方法 一、嚴格地說,UN、UNR、UNC、UNF、UNS以及UNEF是螺紋系列的規定代號,而不是某些英文片語的縮寫: 統一螺紋:Unified Screw Threads( 由英國(United Kingdom)、加拿大(Canada)和美國(United States)於948年共同制定; UN:外螺紋設計牙型根部可平可圓(A flat root contour is specified ,but it is necessary to provide for some threading tool crest wear, hence a rounded root contour cleared beyond the flat width of the Basic Profile is optional.) UNR:外螺紋設計牙型根部必須為圓弧(In order to reduce the rate of threading tool crest wear and to improve fatigue strength of a flat root thread, the Design Profile of the UNR thread has a non-reversing continuous curved root tangent to the thread flanks at a depth of H.) UNC:粗牙系列(Coarse-Thread Series); UNF:細牙系列(Fine-Thread Series); UNEF:超細牙系列(Extra-Fine-Thread Series); UNS:特殊螺距系列(Selected Combinations和 Other Threads of Special Diameters, Pitches, and Lengths of Engagement); 另外還有恒定螺距系列(Constant Pitch Series),有8UN、12UN、16UN等等,不一一列舉 二、標注方法: 英寸制統一螺紋,在英寸制國家廣泛採用,該類螺紋分三個系列:粗牙系列UNC,細牙系列UNF,特細牙系列UNFF,外加一個定螺距系列UN。 標注方法:螺紋直徑—每英寸牙數系列代號—精度等級 示例:粗牙系列 3/8—16 UNC—2A 細牙系列 3/8—24 UNF—2A 特細牙系列 3/8—32 UNFF—2A 定螺距系列 3/8—20 UN—2A
一、车刀的结构 机夹可转位车刀是将可转位硬质合金刀片用机械的方法夹持在刀杆上形成的车刀,一般由刀片、刀垫、夹紧元件和刀体组成(见图1)。 图1 机夹可转位车刀组成 根据夹紧结构的不同可分为以下几种形式。 ·偏心式(见图2) 偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。当偏心量过小时,要求刀片制造的精度高,若偏心量过大时,在切削力冲击作用下刀片易松动,因此偏心式夹紧结构适于连续平稳切削的场合。 图2 偏心式夹紧结构组成 ·杠杆式(见图3) 杠杆式夹紧结构应用杠杆原理对刀片进行夹紧。当旋动螺钉时,通过杠杆产生夹紧力,从而将刀片定位在刀槽侧面上,旋出螺钉时,刀片松开,半圆筒形弹簧片可保持刀垫位置不动。该结构特点是定位精度高、夹固牢靠、受力合理、适 用方便,但工艺性较差。 图3 杠杆式夹紧结构组成 ·楔块式(见图4) 刀片内孔定位在刀片槽的销轴上,带有斜面的压块由压紧螺钉下压时,楔块一面靠紧刀杆上的凸台,另一面将刀片推往刀片中间孔的圆柱销上压紧刀片。该结构的特点是操作简单方便,但定位精度较低,且夹紧力与切削力相反。 图4 楔块式夹紧结构 不论采用何种夹紧方式,刀片在夹紧时必须满足以下条件:①刀片装夹定位要符合切削力的定位夹紧原理,即切削力的合力必须作用在刀片支承面周界内。 ②刀片周边尺寸定位需满足三点定位原理。③切削力与装夹力的合力在定位基面(刀片与刀体)上所产生的摩擦力必须大于切削振动等引起的使刀片脱离定位基面的交变力。夹紧力的作用原理如表1所示。 可转位车刀片的形状有三角形、正方形、棱形、五边形、六边形和圆形等,是由硬质合金厂压模成形,使刀片具有供切削时选用的几何参数(不需刃磨);同
电气图符号含义及图例 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
第十五章建筑电气工程施工图 第一节电气工程施工图 一、电气工程施工图的组成及内容 电气工程施工图的组成主要包括:图纸目录、设计说明、图例材料表、系统图、平面 图和安装大样图(详图)等。 1. 图纸目录 图纸目录的内容是:图纸的组成、名称、张数、图号顺序等,绘制图纸目录的目的是便于查找。 2. 设计说明 设计说明主要阐明单项工程的概况、设计依据、设计标准以及施工要求等,主要是补充说明图面上不能利用线条、符号表示的工程特点、施工方法、线路、材料及其他注意的 事项。 3. 图例材料表 主要设备及器具在表中用图形符号表示,并标注其名称、规格、型号、数量、安装方式等。 4. 平面图 平面图是表示建筑物内各种电气设备、器具的平面位置及线路走向的图纸。平面图包括总平面图、照明平面图、动力平面图、防雷平面图、接地平面图、智能建筑平面图(如 电话、电视、火灾报警、综合布线平面图)等。 5. 系统图 系统图是表明供电分配回路的分布和相互联系的示意图。具体反映配电系统和容量分配情况、配电装置、导线型号、导线截面、敷设方式及穿管管径,控制及保护电器的规格 型号等。系统图分为照明系统图、动力系统图、智能建筑系统图等。 6. 详图 详图是用来详细表示设备安装方法的图纸,详图多采用全国通用电气装置标准图集。 二、电气施工图的一般规定 1. 电气图面的规定 幅面尺寸共分五类:A 0~A 4 ,见表15-1。
绘制电气图所用的各种线条统称为图线。常用图线见表15-2。 2. 图例符号和文字符号 电气施工图上的各种电气元件及线路敷设均是用图例符号和文字符号来表示,识图的基础是首先要明确和熟悉有关电气图例与符号所表达的内容和含义。常用电气图例符号见表15-3。 表15-2 表15-3 常用电气图例符号
多头螺纹的标注方式有以下几种: 1.一种是“公称直径×Ph导程P螺距”,如果要进一步表明螺纹的头数,可在后面增加括号用英语说明,例如双头为two starts,三头为three starts,四头为four starts等。如M30×Ph3P1.5(two starts)。 2.其次一种标注方法为“公称直径×导程/螺纹头数”。如M30×3/2。 3.第三种标注方法为“公称直径×螺距(n头螺纹)”,如M30×1.5(双头)。 4.还有一种标注方法为“公称直径×导程(P螺距)”,如M30×3(P1.5)。 M30×Ph3P1.5(two starts)、M30×3/2、M30×1.5(双头)和M30×3(P1.5)都表示的是公称直径是30mm,导程是3mm,螺距是1.5mm的双头螺纹。 了解了多头螺纹与单头螺纹的不同,就可以很容易的加工出多头螺纹了。因系统不同,加工多头螺纹的方法也不尽相同,有的系统编程时可直接给出螺纹的头数。有的系统需要给出分头角度,即第一条螺纹螺旋线切入工件时的切入点,与第二条螺纹螺旋线切入工件时的切入点之间的角度。如双头螺纹的分头角度是360°÷2=180°, 三头螺纹的分头角度是360°÷3=120°,四头螺纹的分头角度是360°÷4=90°。 如加工M30×3/2双头螺纹,广数GSK980TDa可以用螺纹头数编程,螺纹循环指令为G92,程序为 G92 X29.2 Z-50.0 F3.0 L2,在加工多头螺纹时,不论任何系统,F都指导程,而不是螺距,所以式中F3.0指螺纹的导程是3mm,L2指螺纹的头数是2。华中世纪星系统用螺纹头数和分头角度混合编程,螺纹循环指令为G82,则M30×3/2的螺纹循环:程序为G82 X29.2 Z-50.0 C2 P180 F3,式中C2指螺纹的头数是2,P180指双头螺纹的分头角度是180°,F3指螺纹的导程是3mm。世纪星系统用G76编程时,取消了螺纹头数的指令,只需给出分头角度P即可。 还有一种加工多头螺纹的方法,适用于任何系统,即加工第二条螺旋线时,螺纹切削的起点向前或向后移动一个螺距的距离。如加工M30×6/3三头螺纹时,螺纹导程是6mm,螺纹头数是3头,所以螺距是2mm。假如加工第一条螺旋线时,刀具的螺纹切削起点定位在Z10.0,切削第二条螺旋线时,刀具的螺纹切削起点可定位在Z8.0或Z12.0的位置上,切削第三条螺旋线时,刀具的螺纹切削起点可定位在Z6.0或Z14.0的位置上,程序如下: G00 X34.0Z10.0;(第一条螺旋线的起点) G92X29.2Z-50.0F6.0;(加工第一条螺旋线) …… G00 X34.0Z12.0;(第二条螺旋线的起点) G92X29.2Z-50.0F6.0;(加工第二条螺旋线)
车床可转位刀片的选择 拿到工件图纸以后,根据图纸的要求首先选择合适形状的可转位刀片。一般情况下,主要使用车床完成车削外圆和内孔、切断和切槽和车削螺纹等工作。刀片选用根据加工工艺的具体情况决定。一般要选通用性较高的及在同一刀片上切削刃数较多刀片。粗车时选较大尺寸,精、半精车时选较小尺寸。我们根据工艺的要求依次确定需要的刀片形状、切削刃长度、刀尖圆弧、刀片厚度、刀片后角和刀片精度。 一、选择刀片形状 车外圆的刀片 S形:四个刃口,刃口较短(指同等内切圆直径),刀尖强度较高,主要用于75°、45°车刀,在内孔刀中用于加工通孔。 T形:三个刃口,刃口较长,刀尖强度低,在普通车床上使用时常采用带副偏角的刀片以提高刀尖强度。主要用于90°车刀。在内孔车刀中主要用于加工盲孔、台阶孔。 C形:有两种刀尖角。100°刀尖角的两个刀尖强度高,一般做成 75°车刀,用来粗车外圆、端面,80°刀尖角的两个刃口强度较高,用它不用换刀即可加工端面或圆柱面,在内孔车刀中一般用于加工台阶孔。 R形:圆形刃口,用于特殊圆弧面的加工,刀片利用率高,但径向力大。 W形:三个刃口且较短,刀尖角80°刀尖强度较高,主要用在普通车床上加工圆柱面和台阶面。 D形:两个刃口且较长,刀尖角55°刀尖强度较低,主要用于仿形加工,当做成93°车刀时切入角(图1)不得大于27°~30°;做成62.5°车刀时,切入角不得大于57°~60°,在加工内孔时可用于台阶孔及较浅的清根。
图1 V形:两个刃口并且长,刀尖角35°刀尖强度低,用于仿形加工。做成93°车刀时切入角不大于50°;做成72.5°车刀时切入角不大于70°;做成107.5°车刀时切入角不大于35°。 2. 切断、切槽刀片: 1) 切断刀片: 在数控车床上一般使用直接压制出断屑槽形的切断刀片(图3),它能使切屑横向产生收缩变形,切削轻快,断屑可靠,另外它的侧偏角和侧后角都很大,切削热产生的少,使用寿命长,只是价格高一些。 2) 切槽刀片:一般切深槽用切断刀片,切浅槽用成型刀片,如以下几种:立装切槽刀片(图4)、平装切槽刀片(图5)、条状切槽刀片(图6)、清台阶圆弧根槽刀片(图7),这些刀片切出的槽宽精度较高。 图4 图5
硬质合金可转位刀片编号Newly compiled on November 23, 2020
硬质合金可转位刀片编号我国的硬质合金可转位刀片的形状、尺寸、精度、结构特点由GB 2076——1987规定。该标准与ISO国际标准基本相同。标准规定用10个号位的内容来表示主要参数的特征。其中前7个号位必须使用,后3个号位在必要时才使用。对于车刀刀片,第10号位属于标准要求标注的部分。不论有无第8、9两个号位,第10号位都必须用短横线“——”与前面号位隔开,并且其字母不得使用第8、9两个号位已经使用过的(E、F、T、S、R、L、N)字母。第8、9两个号位如只使用其中一位,则写在第8号位上,中间不需空格。各号位的含义见表。 可转位刀片10个号位的内容 1.刀片形状
2.刀片主切削刃法向后角 O:其他的后角 注:刀片的后角不一样,即所配的刀杆也不一样。有后角的刀片即刀片的上表面跟下表面不一样大。 3. 刀片尺寸精度(公差)
注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数 4.刀片固定方式及有无断屑槽型 X:需要图形或文字准确描述 5.刀片主切削刃长度 (1)取理论长度的整数部分表示。 (2)如舍去小数部分后,则必须在数字前面加工个“0”,例如切削刃长度为9.525mm,表示法为09, 6.刀片厚度——主切削刃到刀片定位底面的距离
7.刀尖圆角半径或刀尖转角半径 为数字时,表示可转位刀片刀尖圆弧半径 注:1、圆形刀片圆弧半径为00,即可省略不写。 2、车刀片,刀尖转角为圆角,则用两位阿拉伯数字表示刀尖圆角半径,且用放大10倍的数字表示刀尖的大小。 为字母时,分别表示可转位刀片主偏角及修光刃后角 若刀片为铣刀片,刀尖转角具有修光刃,则用两个英文字母分别表示主偏角Kr大小和修光刃法向后角αn的大小 Mo 圆形刀片(R) 8.切削刃形状 (1)表示刀片切削刃形状,刀片的槽形每个品牌都不一样,它主要决定刀片的精、半精、粗加工用的。用一个英文字母代表。
01,电气施工图中配电箱AL/PL是什么意思,为什么? 我知道AL代表照明配电箱。PL代表动力配电箱。但为什么这么标志。而有的还标志为XM等。有没有文字符号对照表 在电气施工图中,AL表示照明配电箱;AP表示动力配电箱。 GB 7159 《电气技术中的文字符号制订通则》中,A表示组件或部件, L、P与GB 7159无关,是对A的限定,L—Light(照明);P—Power(动力)。X表示端子、插头、插座等。XM的含义要看图纸才能确定。 动力配电箱一般不用PL表示。 AW是电表箱,AL是照明箱,ALE是应急照明箱,AP是动力配电箱. 02,电气施工图配电箱名字 ALE,AP,ALR,APES,APS,APQ,APN,APE,CZX,AL,APEZ,ALXF,ALES,ALEW,APEW,HX麻烦把这些名字说下 一般来说ALE是应急照明配电箱柜,双电源进线的;AP是动力配电箱柜,大部分时候是单电源,有时也有双电源,但不参与消防联动;AL是普通正常照明配电箱柜,单电源进线;APE是应急动力配电箱柜,双电源进线,参与消防联动; 像ALR、APS、CZX、HX等是设计在前面说的基础上按房间或者所控制设备功能的汉语拼音第一个字母简写,为了编号方便,可能就是ALR,热力的,APS,送风机的;CZX,插座箱;HX,户箱等,因为好些汉字生母一样,可以按配电箱所在位置或所控设备对照。 03,电路施工图符号意思含义 配电箱系统图中C65N-D/3P 20ALC1-D25 LR2-D13 12~18 YC-4*6 P32-FC L123/WP1 是什么意思,哪位大侠帮忙解释下,谢谢 C65N-D/3P:小型断路器,C65应该是西门子的型号,3P为3极; 20ALC1-D25:新型交流接触器 LR2-D13:热继电器 YC-4*6 P32-FC:电缆规格型号及敷设方式 L123/WP1:电力线路 注:WP1,WL1,WE1 分别为电力线路1,照明线路1,应急线路1 04,ALE在电气图中指什么设备?图形符号是什么? 指应急照明配电箱(有双电源)。 A表示配电设备(箱、柜); L表示用于照明类; E表示用于应急(照明)。 如AL--正常照明配电箱。
刀具的选择,如何选择刀具 1.豆丁网址:刀具的选择原则 2.(1)尽可能选择大的刀杆横截面尺寸,较短的长度尺寸进步刀具的强度和刚度,减小刀具振动; 3.(2)选择较大主偏角(大于75°,接近90°);粗加工时选用负刃倾角刀具,精加工时选用正刃倾角刀具; 4.(3)精加工时选用无涂层刀片及小的刀尖圆弧半径; 5.(4)尽可能选择标准化、系统化刀具; 6.(5)选择正确的、快速装夹的刀杆刀柄。 7. 2.选择车削刀具的考虑要点 8.数控车床一般使用标准的机夹可转位刀具。机夹可转位刀具的刀片和刀体都有标准,刀片材料采用硬质合金、涂层硬 质合金等。 9.数控车床机夹可转位刀具类型有外圆刀、端面车刀、外螺纹刀、切断刀具、内圆刀具、内螺纹刀具、孔加工刀具(包 括中心孔钻头、镗刀、丝锥等)。 10. 11.首先根据加工内容确定刀具类型,根据工件轮廓外形和走刀方向来选择刀片外形(如图所示)。主要考虑主偏角,副偏 角(刀尖角)和刀尖半径值。 12. 13. 14.可转位刀片的选择: 15.(1)刀片材料选择:高速钢、硬质合金、涂层硬质合金、陶瓷、立方碳化硼或金刚石。 16.(2)刀片尺寸选择:有效切削刃长度、主偏角等。 17.(3)刀片外形选择:依据表面外形、切削方式、刀具寿命等。 18.(4)刀片的刀尖半径选择 19.1)粗加工、工件直径大、要求刀刃强度高、机床刚度大时选大刀尖半径值。 20.2)精加工、切深小、细长轴加工、机床刚度小选小刀尖半径值。 21.3.选择铣削刀具的考虑要点 22.在数控铣床上使用的刀具主要立铣刀、面铣刀、球头刀、环形刀、鼓形刀和锥形刀等。如图所示。常用到面铣刀、立 铣刀、球头铣刀和环形铣刀。除此以外还有各种孔加工刀具,如钻头(锪钻、铰刀、丝锥等)镗刀等。 23.面铣刀(也叫端铣刀)如图所示,面铣刀的圆周表面和端面上都有切削刃。面铣刀多制成套式镶齿结构和刀片机夹可 转位结构,刀齿材料为高速钢或硬质合金,刀体为40Cr。
建筑电气工程施工图 令狐采学 第十五章建筑电气工程施工图 第一节电气工程施工图 一、电气工程施工图的组成及内容 电气工程施工图的组成主要包括:图纸目录、设计说明、图例材料表、系统图、平面 图和安装大样图(详图)等。 1. 图纸目录 图纸目录的内容是:图纸的组成、名称、张数、图号顺序等,绘制图纸目录的目的是 便于查找。 2. 设计说明 设计说明主要阐明单项工程的概况、设计依据、设计标准以及施工要求等,主要是补 充说明图面上不能利用线条、符号表示的工程特点、施工方法、线路、材料及其他注意的 事项。 3. 图例材料表 主要设备及器具在表中用图形符号表示,并标注其名称、规格、型号、数量、安装方 式等。 4. 平面图 平面图是表示建筑物内各种电气设备、器具的平面位置及线路
走向的图纸。平面图包 括总平面图、照明平面图、动力平面图、防雷平面图、接地平面图、智能建筑平面图(如 电话、电视、火灾报警、综合布线平面图)等。 5. 系统图 系统图是表明供电分配回路的分布和相互联系的示意图。具体反映配电系统和容量分 配情况、配电装置、导线型号、导线截面、敷设方式及穿管管径,控制及保护电器的规格 型号等。系统图分为照明系统图、动力系统图、智能建筑系统图等。 6. 详图 详图是用来详细表示设备安装方法的图纸,详图多采用全国通用电气装置标准图集。 二、电气施工图的一般规定 1. 电气图面的规定 幅面尺寸共分五类:A0~A4,见表151。 152。 2. 图例符号和文字符号 电气施工图上的各种电气元件及线路敷设均是用图例符号
和文字符号来表示,识图的基础是首先要明确和熟悉有关电气图例与符号所表达的内容和含义。常用电气图例符号见表153。图线形式及应用表152 图线名称图线形式图线应用图线名称图线形式图线应用粗实线 电气线路, 一次线路点划线控制线细实线 二次线路, 一般线路双点划线辅助围框线虚线 屏蔽线路, 机械线路 常用电气图例符号表153 图例名称备注图例名称备注 双绕组 变压器 形式1 形式2 电源自动切 换箱(屏) 隔离开关 三绕组 变压器 形式1 形式2 接触器(在非 动作位置触 点断开) 电流互感器 脉冲变压器 形式1 形式2 断路器 电压互感器 形式1 形式2 熔断器一般 符号 屏、台、箱 柜一般符号 熔断器式开 关
在美标中一般螺纹是这样标注 0.25 – 20 UNF – 2 A 以前又为1/4 – 20 UNF –2A ①②③④ ①--公称直径(现在多以小数表示基本大径,单位:inch) ②--每英寸牙数(即螺距) ③--螺纹系列代号 ④--螺纹等级代号 注: ①的数值小于1/4in的小直径系列为公称直径代号,不是公称直径的英寸值,用0,1,2,3,4,5,6,8,10,12 十个号码,来表示。 代号为0,1,2,3,4,5,6,8,10,12 的螺纹大径(in)分别为: 0.060,0.073,0.086,0.099,0.112,0.125,0.138,0.164,0.190,0.216; 粗牙螺纹每英寸牙数分别为: —,64,56,48,40,40,32,32,24,24; 细牙螺纹每英寸牙数分别为: 80,72,64,56,48,44,40,36,32,28。 螺纹代号Thread Code 一、英制螺纹(螺纹牙型角55度)Thread of British standard ( Thread pitch shape angle 55°) BSW----英国标准惠氏螺纹(粗牙)British Standard Whitworth Thread ( Coarse ) BSF----英国标准惠氏螺纹(细牙)British Standard Whitworth Thread ( Fine ) G----直管螺纹(外螺纹分A、B两面级、丝锥分G、G-D)Straight pipe thread ( Outside ) thread in A\B: taps in G、G-D ) R----锥管外螺纹(旧代号ZG;KG)Outside paper pipe thread ( Old thread code ZG,KG ) RC----锥管内螺纹(旧代号ZG;KG)Inside taper pipe thread ( Old thread code ZG,KG ) 二、美制螺纹(螺纹牙型角60度)Thread of American standard ( Thread pitch shape angle 60° UNC----统一制粗牙螺纹(代替NC)Unified coarse pitch thread ( Instead of NC ) UNF----统一制细牙螺纹(代替NF)Unified fine pitch thread ( Instead of NF ) UNEF----统一制超细牙螺纹Unified superfine pitch thread UN-----统一制不变螺距螺纹Unified thread UNS----统一制特殊螺纹Unified Special thread NPT----一般用途锥管螺纹(旧代号Z;K)Taper pipe thread for general purpose ( Old thread code Z,K ) NPSC----管接头直管内螺纹Internal straight pipe thread for connection NPSM----设备上自由配合,机械连接用直管螺纹Straight pipe thread for general purpose NPTF----干密封锥管螺纹Dry seal taper pipe thread NPSF----干密封燃油直管螺纹Dry seal straight pipe internal thread NGT----气瓶用锥螺纹Special thread for gas cylinder 三、米制螺纹Metric thread ZM-----米制锥管螺纹Metric taper pipe thread 四、其它螺纹Other threads SM----缝纫机螺纹Thread for sewing machine PZ----气瓶用锥螺纹Special thread for gas cylinder 5V1-20V1-气门芯螺纹5V1-20V1-Tire valve thread 螺纹代号说明示例:
硬质合金可转位刀片技术要求 1带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求 ⑴、刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。 ⑵、刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,其值不大于0.03mm。 ⑶、刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。 ⑷、刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。 ⑸、刀片断面组织应均匀一致,不得有对使用有害的缺陷。 ⑹、凡新开发的或引进的新材料应高于YB849-75标准,符合企业推荐值。 2硬质合金可转位铣刀片的技术要求⑴、可转位铣刀片表面粗糙度应符合下表要求:
⑵、铣刀片常用精度等级A 、C 、E 、K 的d 、m 和s 的允差,见下表。 d d 的允许偏差 m 的允许偏差 s 的允 许偏差 偏差等级 偏差等级 偏差等 级 A 、C 、E K A C 、K E A 、C 、E 、 K 6.35 ±0.025 ±0.05 ±0.005 ±0.013 ±0.025 ±0.025 9.525 ±0.05 12.70 ±0.08 15.875 ±0.10 19.05 ±0.10 允许偏差等级 前面及后面(Ra) 修光刃后面(Ra ) A 0.4 0.4 C 0.8 0.8 K 1.6 0.8 E 1.6 0.8
⑶、刀片基面平直度,只允许向内凹,A级不大于0.005mm;C级不大于0.01mm;K级和E级不大于0.02mm。 ⑷、刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。 ⑸、刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。 ⑹、刀片断面组织应均匀一致,不得有对使用有害的缺陷。 3硬质合金可转位刀片其他共性技术要术 ⑴、凡进行表面化学涂层(CVD)的刀片,包括车刀片、铣刀片或其他硬质合金刀片,涂层前刀片刃口皆须进行倒圆处理,刃口圆弧半径γε≤5μm。 ⑵、可转位刀片未标注后角允差的,皆为允许偏差为±1°;此外,刀尖圆弧半径γε≤1.0mm,允许偏差为±0.1mm, γεr>1.0~2.0mm,允许偏差为±0.15mm。 ⑶、可转位刀片产品,在每个刀片上应刻、蚀有可识别特征的标志,特征如:材料类别或涂层代码等。
建筑电气工程施工图 1、Pe=94KW 【安装容量】:安装用电器统计容量 2、Kx=0.8 【需用系数】:同回路的多个同类用电器实 际使用几率<1,查手册或依经验取值 3、cosΦ=0.8 【功率因数】:交流系统中存在电感电容 性负荷时,功率因数≠1,查手册或设备参数 4、Ijs=135A 【计算电流】:根据以上数据计算出的该 系统实际运行电流 (不加说明,以380VAC/3相为例) Ijs=KxPe/3/0.22/cosΦ=0.8*94/3/0.22/0.8=? 楼主给的135A,怀疑设计者实际选用的功率因数是 0.85(计算结果是134A) 若计算结果略有差别,通常是设计者用近似系数计算得 出
第十五章建筑电气工程施工图 第一节电气工程施工图 一、电气工程施工图的组成及内容 电气工程施工图的组成主要包括:图纸目录、设计说明、图例材料表、系统图、平面 图和安装大样图(详图)等。 1. 图纸目录 图纸目录的内容是:图纸的组成、名称、张数、图号顺序等,绘制图纸目录的目的是 便于查找。 2. 设计说明 设计说明主要阐明单项工程的概况、设计依据、设计标准以及施工要求等,主要是补 充说明图面上不能利用线条、符号表示的工程特点、施工方法、线路、材料及其他注意的 事项。 3. 图例材料表 主要设备及器具在表中用图形符号表示,并标注其名称、规格、型号、数量、安装方 式等。 4. 平面图 平面图是表示建筑物内各种电气设备、器具的平面位置及线路走向的图纸。平面图包 括总平面图、照明平面图、动力平面图、防雷平面图、接地平面图、智能建筑平面图(如 电话、电视、火灾报警、综合布线平面图)等。 5. 系统图 系统图是表明供电分配回路的分布和相互联系的示意图。具体反映配电系统和容量分 配情况、配电装置、导线型号、导线截面、敷设方式及穿管管径,控制及保护电器的规格 型号等。系统图分为照明系统图、动力系统图、智能建筑系统图等。 6. 详图 详图是用来详细表示设备安装方法的图纸,详图多采用全国通用电气装置标准图集。 二、电气施工图的一般规定 1. 电气图面的规定 幅面尺寸共分五类:A0~A4,见表15-1。 基本幅面尺寸(mm)表15-1幅面代号A0A1A2A3A4 宽×长(B×L)841×1189594×841420×591297×420210×297 边宽(C)10 5 装订侧边宽25 绘制电气图所用的各种线条统称为图线。常用图线见表15-2。 2. 图例符号和文字符号 电气施工图上的各种电气元件及线路敷设均是用图例符号和文字符号来表示,识图的 基础是首先要明确和熟悉有关电气图例与符号所表达的内容和含义。常用电气图例符号见
硬质合金可转位刀片编号我国的硬质合金可转位刀片的形状、尺寸、精度、结构特点由GB 2076——1987规定。该标准与ISO国际标准基本相同。标准规定用10个号位的内容来表示主要参数的特征。其中前7个号位必须使用,后3个号位在必要时才使用。对于车刀刀片,第10号位属于标准要求标注的部分。不论有无第8、9两个号位,第10号位都必须用短横线“——”与前面号位隔开,并且其字母不得使用第8、9两个号位已经使用过的(E、F、T、S、R、L、N)字母。第8、9两个号位如只使用其中一位,则写在第8号位上,中间不需空格。各号位的含义见表。 可转位刀片10个号位的内容
1.刀片形状 2.刀片主切削刃法向后角
O:其他的后角 注:刀片的后角不一样,即所配的刀杆也不一样。有后角的刀片即刀片的上表面跟下表面不一样大。 3. 刀片尺寸精度(公差)
注:表中s 为刀片厚度,d 为刀片内切圆直径,m 为刀片尺寸参数 4.刀片固定方式及有无断屑槽型 X :需要图形或文字准确描述 5.刀片主切削刃长度 (1) 取理论长度的整数部分表示。 (2) 如舍去小数部分后,则必须在数字前面加工个“ 0”,例如切削刃长度为9.525mm ,表示法为09, 6.刀片厚度——主切削刃到刀片定位底面的距离 7.刀尖圆角半径或刀尖转角半径 为数字时,表示可转位刀片刀尖圆弧半径?
注:1、圆形刀片圆弧半径为00,即可省略不写。? 2、车刀片,刀尖转角为圆角,则用两位阿拉伯数字表示刀尖圆角半径,且用放大?10?倍的数字表示刀尖的大小。? 为字母时,分别表示可转位刀片主偏角及修光刃后角? 若刀片为铣刀片,刀尖转角具有修光刃,则用两个英文字母分别表示?主偏角?Kr?大小和修光刃法向后角?αn?的大小 Mo 圆形刀片(R) 8.切削刃形状 (1)表示刀片切削刃形状,刀片的槽形每个品牌都不一样,它主要决定
电气控制图的常用符号 电气图,也称电气控制系统图。图中必须根据国家标准,用统一的文字符号、图形符号及画法,以便于设计人员的绘图与现场技术人员、维修人员的识读。在电气图中,代表电动机、各种电器元件的图形符号和文字符号应按照我国已颁布实施的有关国家标准绘制。如 GB4728—85 《电气图常用图形符号》 GB6988—86 《电气制图》 GB7159—87 《电气技术中的文字符号制订通则》 GB5094—85 《电气技术中的项目代号》 GB5226—85 《机床电气设备通用技术条件》 国家规定从1990年1月1日起,电气图中的文字符号和图形符号必须符合最新国家标准。表2—1给出了部分常用电气图形符号和文字符号。因为目前有些技术资料仍使用旧国标,所以表中给出了新、旧国标对照,以供参考。若需更详细的资料,请查阅最新国家标准。 一、图形符号 图形符号通常用于图样或其他文件,用以表示一个设备或概念的图形、标记或字符。图形符号含有符号要素、一般符号和限定符号。常用图形符号见表2—1。 1.符号要素 它是一种具有确定意义的简单图形,必须同其他图形结合才构成一个设备或概念的完整符号。如接触器常开主触电的符号就由接触器触点功能符号和常开触点符号组合而成。 2.一般符号 用以表示一类产品和此类产品特征的一种简单的符号。如电动机可用一个圆圈表示。 3.限定符号 是一种加在其他符号上提供附加信息的符号。 运用图形符号绘制电气图时应注意: ①符号尺寸大小、线条粗细依国家标准可放大与缩小,但在同一张图样中,统一符号的尺寸应保持一致,各符号之间及符号本身比例应保持不变。 ②标准中示出的符号方位,在不改变符号含义的前提下,可根据图面布置的需要旋转,或成镜像位置,但是文字和指示方向不得到置。 ③大多数符号都可以附加上补充说明标记。 ④对标准中没有规定的符号,可选取GB4728《电气图常用图形符号》中给定的符号要素、一般符号和限定符号,按其中规定的原则进行组合。 二、文字符号 文字符号用于电气技术领域中技术文件的编制,也可以标注在电气设备、装置和元器件上或近旁,以表示电气设备、装置和元器件的名称、功能、状态和特性。 文字符号分为基本文字符号和辅助文字符号,常用文字符号见表2—1。 1.基本文字符号 基本文字符号有单字母符号与双字母符号两种。单字母符号按拉丁字母顺序将各种电气设备、装置和元器件划分为23大类,每一类用一个专用单字母符号表示,如“C”表示电容器类,“R”表示电阻器类等。 双字母符号由一个表示种类的单字母符号与另一个字母组成,且以单字母符号在前,另一个字母在后的次序排列,如“F”表示保护器件类,则“FU”表示为熔断器,“FR”表示为热继电器。 2.辅助文字符号
1.影响数控刀具选择的因素 在选择刀具的类型和规格时,主要考虑以下因素的影响: (1)生产性质 在这里生产性质指的是零件的批量大小,主要从加工成本上考虑对刀具选择的影响。 例如在大量生产时采用特殊刀具,可能是合算的,而在单件或小批量生产时,选择标准刀具更适合一些。 (2)机床类型 完成该工序所用的数控机床对选择的刀具类型(钻、车刀或铣刀)的影响。在能够保证工件系统和刀具系统刚性好的条件下,允许采用高生产率的刀具,例如高速切削车刀和大进给量车刀。 (3)数控加工方案 不同的数控加工方案可以采用不同类型的刀具。例如孔的加工可以用钻及扩孔钻,也可用钻和镗刀来进行加工。 (4)工件的尺寸及外形 工件的尺寸及外形也影响刀具类型和规格的选择,例如特型表面要采用特殊的刀具来加工。 (5)加工表面粗糙度 加工表面粗糙度影响刀具的结构形状和切削用量,例如毛坯粗铣加工时,可采用粗齿铣刀,精铣时最好用细齿铣刀。 (6)加工精度 加工精度影响精加工刀具的类型和结构形状,例如孔的最后加工依据孔的精度可用钻、扩孔钻、铰刀或镗刀来加工。 (7)工件材料 工件材料将决定刀具材料和切削部分几何参数的选择,刀具材料与工件的加工精度、材料硬度等有关。 2.数控刀具的性能要求 由于数控机床具有加工精度高、加工效率高、加工工序集中和零件装夹次数少的特点,对所使用的数控刀具提出了更高的要求。从刀具性能上讲,数控刀具应高于普通机床所使用的刀具。 选择数控刀具时,首先要应优先选用标准刀具,必要时才可选用各种高效率的复合刀具及特殊的专用刀具。在选择标准数控刀具时,应结合实际情况,尽可能选用各种先进刀具,如可转位刀具、整体硬质合金刀具、陶瓷刀具等。 在选择数控机床加工刀具时,还应考虑以下几方面的问题: (1)数控刀具的类型、规格和精度等级应能够满足加工要求,刀具材料应与工件材料相适应。 (2)切削性能好。为适应刀具在粗加工或对难加工材料的工件加工时能采用大的背吃刀量和高进给量,刀具应具有能够承受高速切削和强力切削的性能。同时,同一批刀具在切