
MB4363B(PC)半自动双盘研磨机使用说明书
目录
机床外观图----------------------------------------------------1一、
..
主要用途和特性----------------------------------------------2二、
..
主要规格和参数--------------------------------------------2-3三、
..
传动系统-----------------------------------------------------4-7四、
..
主要结构与性能-------------------------------------------8-15五、
..
液压系统---------------------------------------------------16-25六、
..
电气系统---------------------------------------------------26-34七、
..
冷却系统-------------------------------------------------------35八、
..
润滑系统-------------------------------------------------------36九、
..
吊运与安装------------------------------------------------37-39十、
..
调整与操作--------------------------------------------40-51
十一、
...
附件----------------------------------------------------52-55
十二、
...
注:由于机床经常不断地改进,如机床的结构性能无重大改变时,本说明书不随时修改。
二.主要用途和特性
本机床为万能机床,用于研磨零件的平面和圆柱面。可以广泛地用于油泵油嘴厂,柴油机厂,动力机厂,轴承厂,量具刀具厂,电器厂,磨具厂,仪表厂……用以研磨轴承滚柱,轴承座圈,销柱,量规,密封环,阀体等零件。
本机床可实现半自动循环,也可以选用手动,生产效率较高。自动循环是采用PC机,液压控制。液压系统采用双联叶片泵,可使升降缸下腔压力与上腔压力,自重平衡造成对工件的近似零压。无论用循环或手动加工过程都可分为初压加工,主压加工和精压加工三个阶段自动转换。其中初压加工和零压加工调到零压。这种加工方法可提高工作效率和加工精度。
机床备有修整器,单偏心机构,导向机构和行星机构。根据特殊订货可供应砂轮盘。
三.主要规格与参数
1...研磨盘:
外径630mm
内径305mm
厚度60mm
2...两新盘最大距离110mm
3...最大工件直径160mm
4...最大工件高度100mm
5...研磨盘转速
上研磨盘120.61.49.24r/min
下研磨盘110.55.44.22r/min
6...偏心机构转速10.20.40 r/min
7...修整器进给量10-50mm/min
8...主电机
型号YD160M-8/4
转速730/1450 r/min
功率5/7.5KW 9...偏心机构电机
型号YD112M-8/4/2
转速700/1450/2980 r/min 功率0.65/2/2.4KW 油泵电机
10.
...
型号Y90S-4
转速1430 r/min
功率 1.1KW
冷却泵电机
11.
...
型号JCB-45
转速2800 r/min
功率0.15KW
磁性分离器电机
12.
...
型号YLF11/4
转速1400 r/min
功率0.12KW
机床外形尺寸(长×宽×高)1743×1769×1995mm 13.
...
机床重量4200kg
14.
...
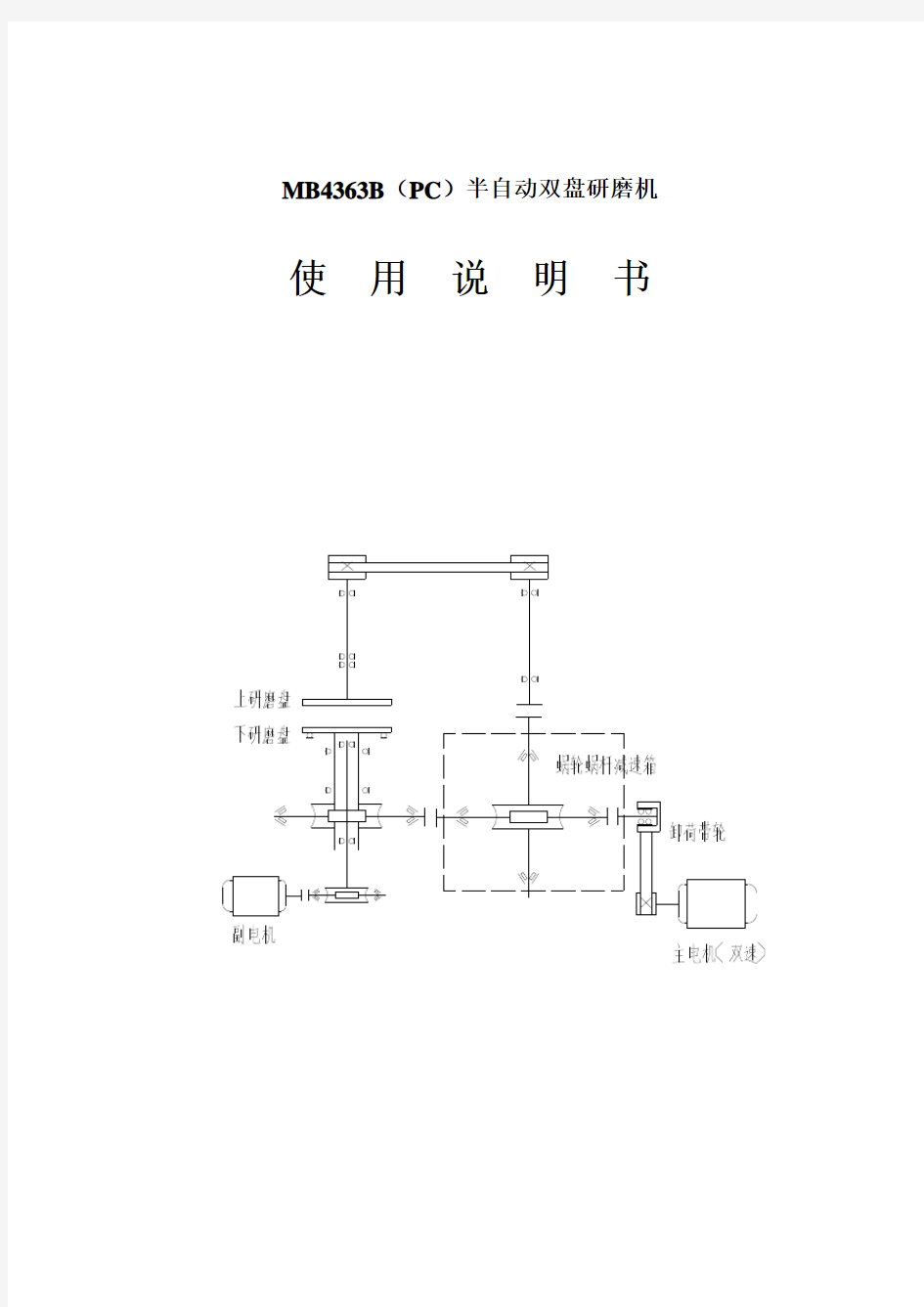
四.传动系统
研磨盘运动
上下研磨盘转动是由双速电机通过两对可换皮带轮,经减速箱水平轴上蜗轮副带动下研磨盘转动,经垂直轴使上研磨盘随动,拨动离合器可使上研磨盘转动或固定。上下研磨盘的旋转方向相反。上研磨盘的升降通过液压压力有进入油缸推动活塞使主轴升降来实现。
工件的运动:
工件安放在下研磨盘上,有床身下腔内一个三速电机通过对三角皮带轮和一对蜗轮副传至偏心轴,使偏心机构或行星机构运动,带动工件摆动,旋转,工件也可由导向机构带着摆动。
摇臂的摆动:
为了便于装卸工件或修车下研磨盘,可以使摇臂摆向左侧60°。它是由液压推缸将活塞齿条带动扇形齿轮使其来回摆动。
滚动轴承明细表
五.主要机构及性能
㈠上研磨盘(图5-1)
上研磨盘的主轴4穿过油缸活塞3。主轴下端装有两个D 级单列向心推力球轴承,轴承小口相对,借内隔套5和外隔套6的尺寸差,使这一对轴承具有1200N欲加负荷。上主轴上端为一单列向心球轴承,轴向可以浮动,以自动补偿主轴热胀冷缩的影响。
主轴顶端有卸荷装置,当主轴旋转时,从三角皮带轮传来的径向力有轴承座1承受,主轴仅受扭矩。
通过上主轴下端钢球8,六角螺钉13(此螺钉如调得过松有掉盘的危险),弹簧12和传动螺钉9将研磨盘10与接盘7连接起来,使研磨盘可以浮动。当修整时不能浮动,需把三个垫片11分别垫入三个螺钉处,并拧紧螺钉。
冷却液通过管子15进入接盘,经过接盘的八个孔流入加工表面。主轴的升降是由压力油进入油缸2推动活塞3实现,此动作可纳入自动循环或用单独按钮控制。
主轴升降的行程开关于摇臂左侧,当块16和17装于标尺
上。
㈡下研磨盘(图5-2)
下研磨盘箱体6固定在床身上部。下主轴7是空心轴,装在箱体内,研磨盘所受的轴向力由接盘通过一个D级的向心推力球轴承直接传到壳体。研磨盘所受的径向力有两个D级的单列向心球轴承支撑。
保持架的传动轴8空套在空心的主轴里,下端由一对单列向心推力轴承支承,上端由一对单列向心球轴承支撑,保持架传动轴上端固定了一套调整偏心的装置4,用以调整小轴5的偏心距,调整好后将螺钉固定(图标)。其最大偏心距为40mm.当使用行星机构时偏心距调到零。在装行星机构的中心轮时需取下套1,小轴5,套1和调整螺钉共有三组,已备研磨不同高度的零件,如选择过长的轴会与上研磨盘部分相碰。
下主轴箱体有游标10,打开床身侧面的门就可以看到,9位加油孔,11为放油孔。
㈢立柱(图5-3)
立柱5根带在床身上,立柱上装有推缸部分Ⅱ和上研磨盘部分Ⅲ。
摇臂与立柱之间装有两个单向推力球轴承承受轴向力,用压盖11通过齿轮10压紧。另外有两个短圆柱磙子轴承受径向力。
旋转运动有减速箱传至轴1,再经皮带轮12传至上盘的皮带轮14,皮带的松紧用螺杆13调整,注意调整时勿使套8碰到立柱5内壁上。
摇臂T的摆动是由推缸9来实现。压力油自液压箱径配油板进入推缸,推动活塞移动,活塞上的齿条使齿轮9旋转,从而带动摇臂旋转,自工作位置向左旋转最大角度为66°28′。
当摇臂转至工作位置后,摇臂需要定位和锁紧。自动循环时摇臂至工作位置后会自动定位,锁紧。选用手动时要按加紧按钮方能夹紧,定位油缸3的设计保证了总是先定位而后锁紧。手动时,则不在工作位置也可以按加紧按钮,但往往要用手推动一下摇臂,定位销才可以插入扇形齿圈4,这一般用于两盘对研。
锁紧机构示于F-F刨面,碟形弹簧15产生锁紧力以锁紧摇臂。当压力油进入锁紧缸16时,压缩碟形弹簧,使摇臂松开。正常状态下进入锁紧缸的油压为1.8MPA。这时活塞所受的总压力为4000N,当碟形弹簧的压力小于4000N时,压力油可使摇臂放松,但如碟形弹簧调得过松,摇臂就不可能可靠的锁紧。碟形弹簧每片高3.4mm,六片总高20.4 mm。根据碟形弹簧性能曲线,尺寸为16.5 mm时,锁紧力为3000N。
但由于制造误差和用旧后的变化,此数仅供调整时参考。调整时注意三个螺钉17处锁紧缸与垫片18的距离一致。
上主轴升降的行程开关装于摇臂左侧。
㈣减速箱(图5-4)
减速箱由主电机经可换皮带轮10(或11)驱动。蜗杆轴6经水平轴5可传至下研磨盘。蜗轮1是以两个单列向心球轴承支承在垂直轴2上。蜗轮上部有爪式离合器,当滑动齿轮3移至最下位置时蜗轮可通过此离合器传至垂直轴2,垂直轴的运动可传至上盘。滑动齿轮的移动是由操纵手柄12控制。操纵手柄通过轴9经扇形齿轮8,齿条7和拨叉4带动滑动齿轮。
滑动齿轮在最高位置是上盘固定在中间位置是上盘随动。
㈤修整器(图5-5)
修整器为液压驱动无级调速,进给量10~50mm/min.活塞1的一端可装金刚石杆或车刀。活塞杆是装在油缸3内,当压力油进入右腔(按图示位置)活塞杆左移。当压力油进入左腔活塞杆右移。轴4为花键轴,以防活塞移动。
螺钉6和7是调整修整器水平移动对下主轴中心线的垂直度的,出厂时已调到0.02 mm以内,用户可根据修盘的凹凸情况进行调整.
升降方尾2用机床所带棘轮扳手操纵,每转一圈,修整器移动4毫米.手柄8为纵向移动的调速反向手柄。
六液压系统
㈠概述
本系统采用集成块形式,装在独立的液压操纵箱内,底板1#-5#各配油板自下而上叠在一起.
双联叶片泵的压力油分别供给底板下部的压力油孔和2#配油板的7#油孔.6#配油板起转接作用,上面7个油孔以油管与各配油板连接,后侧面的根高压软管分别与主机的各执行机构连接,回油与浅油均在底板的下面.
二底板以油管连接,二位二通阀底又以高压软管与修整器连接.
6#配油板的确,2号出油口通上缸和下缸,3,4号出油口通定位缸,5,6出油口通推缸.
各配油板和油管的通路示意图见图6-2,1#-5#各配流板的四个侧面向外展开,其上画有相应的允件和油管,中间正方形表示上下平面,上面的孔以实线表示,下面的孔以虚线表示,各钻孔以细实线表示,孔的相交处以“+”表示,外部连接也用细实线表示。
各元件作用如图6—3所示,压力表2A表示摆动,加紧部分的压力,表2B表示上缸压力,表2C表示下缸压力。调整溢留阀1D,1E,和1C,可获得对工件的研磨压力。初(精0加工压力为400N(近似为零压)已在出厂前调定。主加工压力在出厂前调到3000N,使用时可根据加工工艺要求,定出主加工压力植,再次调整。
液压系统与电气系统连锁,以保证整机的动作顺序,又不出现误动作。
用20#机械油,油面保持在二油窗之间。
㈡调整
当安装完毕时,将各手轮钮到放松位置,,启动油泵,分别进行手动操纵,调整各相应的元件,使各执行机构在压力尽量低的条件下缓慢动作,然后按以下顺序调整:
1)..升降缸的上升压力调整:
启动油泵后,调溢流阀1A,使上盘升到最高位置,观察压力表2C,使压力达到2PMA。
2)..升降缸的下降压力和工作时的上腔压力调整:
按上盘下降按钮,使上下盘接触,调溢流阀1C,观察压力表2B,使压力达到1.2MPA,将1C之手轮固定。
3)..上盘下降速度调整:
调节流阀12,使下降速度适中,约20S,固定12之手轮。
4)..摆动,加紧压力调整:
调溢流阀1B,观察压力表2A,使压力达到2MPA,将1B
之受轮固定。
5)..初(精)加工压力调整:
在(2)中已调整了升降缸上腔压力为1.2PMA,在各加工过程中,此值不变。按下降按钮,碰行程开关SQ2,使YV2及YV4吸合,上盘压住下盘(中间可垫胶皮,以防压住上下盘),调溢流阀1D,使压力表2C之读数缓慢增加,直到上盘缓慢上升为止,以其读数减去0.5,即为初(精)加工压力的基准值P0,此值在换盘和修盘后将发生变化,可随时调整。用新铸铁盘,P0=1.4MPA;用新砂轮盘,P0=1.3~1.2MPA,可作参考值,通常上下腔压力差近似0(考虑上盘重量)压。将1D手轮固定。
6)..主加工压力调整:
调溢流阀1E之手轮,详见P42
7)..摇臂摆动速度调整:
使上盘升到最高位置,按左,右摆动按钮,使摇臂摆动调
单向节流阀8A及8B,使单行程时间约为8S。这部分调整
要电气部分配合调行程开关位置,与上下盘对中定位调整
一起进行。
8)..修整速度的调整
操作见53页,在修整位置上,二位二通电磁阀YV9得电,
压力油路通,向修整器供压力油,可按标牌示意进退,手
柄转的角度大则速度快,可随时根据车盘需要而定。
正常情况下各压力表读数值(MPA)
*初(精)加工压力近似为零
主加工压力约为3000N
如果上述读数值相差在0.2MPA以上,或上动作失调时,应先检查各电磁铁的连接是否松动,再检查各管路接头有无漏失,清洗相应的元件,按“初步调整”查对和调整。
㈢液压系统的工作过程
1...半自动循环
将各部分调整完毕,启动油泵,将上盘停在左极限位置,按动半自动循环按钮“循环开”,全机可按下述程序进行一次半自动循环。此刻上盘距离工件约2mm
手动操作
在按钮站上选用相应的手动按钮,可使各执行机构单独动
作,初步调整就是用手动操作来完成的。
七电气系统
机床电气系统的总电源系3N~50HZ,380V通过电
循环开SB3”可实
按通电源,启动油泵,SA3在自动位置,按加工见将各选择开关选好,此时摇臂应在左侧,上极限开关“SQ1…受压,按”SB3“循环开始,摇臂放松,“SQ5,SQ6”受压,摇臂摆入工作位置,“SQ4?受压,摇臂夹紧,夹紧指示灯亮,上研磨板下降,”SQ2…受压,若“SQ4”在循环位置,水泵开启,约2~3秒钟,主轴转动,时间到,主轴停,约3秒钟,上研磨板上升,水泵停,“SQ1“受压,执行摇臂放松,摆出,循环结束。按中途停SB13,可提前完成循环动作。
3...修整
SA3在休整位置可进行研磨修整,此上研磨应在上极限,摇臂处于夹紧状态时,才能开启,点动主轴,此时上升夹紧放松钮起作用。
另外:SA1:主轴转速控制开关,可选择主轴的转速及转向
SA2:偏心机构转速控制开关,可选择偏心机构转速及转向。
★电机转动时,不准转换SA1,SA2
KT1为主压研磨整定用时间继电器,KT2为精研磨整定用时间继电器,SA5为主压精压选择开关。二.电器系统的保护,连锁及其它。
A...短路保护:
熔断器FU1——FU7为线路短路保护器件,熔芯电流选择如下:
FU1 FU2 FU3 FU4 FU5 FU6 FU7
2A 2A 4A 6A 2A 6A 2A B.过载保护
自动开关QS1——QS4和热继电器FR1,FR2作为电机的过载保护元件,电流整定值如下“
QS1 QS2 QS3 QS4 FR1 FR2
5.7A 0.47A 0.45A 2.7A 15.1A 2.7A C.电气连锁
1)..油压保护,所有动作必须在油泵启动后方可进行
2)..手动,循环,修整之间连锁
3)..上升——下降,摆入——摆出之间连锁
4)..摆入摆出须在摇臂放松后才可进行
4.其它
1)..紧急停车:按“SB1”可实现紧急停车
2)..有关PC机详细资料参见所副《可编程序控制器用户
手册》
三.照明,信号指示
1...照明:照明采用JC6-2工作灯,灯泡40W,
24V。
2...信号指示:
电源信号:绿色表示电源接通
油泵信号:绿色表示油泵已工作
加紧信号:黄色表示摇臂已被夹紧。
四.附图
目录 第一章用户须知 (2) 1.1 安全使用须知 (2) 1.2使用前准备 (2) 1.3研磨液的安全使用 (2) 第二章概述 (3) 2.1结构及适用范围 (3) 2.2设备各部件名称 (4) 2.3研磨操作程序 (4) 第三章研磨前的准备 (7) 3.1研磨底盘的准备 (7) 3.2研磨片的放置 (7) 3.3设置压力参数 (7) 3.4设置研磨时间 (8) 第四章研磨 (9) 4.1装夹插芯 (9) 4.2去除粘结剂 (10) 4.3调整尾纤悬挂臂 (10) 4.4开启研磨机 (10) 4.5粗磨(第一次研磨)及精磨1、2(第二、三次研磨) (10) 4.6抛光研磨(第四道研磨工序) (12) 4.7检查研磨状况 (13) 第五章研磨机的维护与保养 (13) 第六章研磨机常见故障机原因 (15) 第七章机器主要技术参数 (16) 第八章光纤连接器规模生产中的研磨技术 (18)
第一章用户须知 1.1安全使用须知 1.使用中不要远离机器,防止水分渗入,损坏机器; 2.不要使研磨机遭受不适当的振动及不必要的撞击; 3.不要用湿手触摸操作按扭或开关; 4.应保证研磨机电源使用正确的电压及频率; 5.应保证研磨机有充分的接地; 6.使用中不要触摸旋转的部件; 7.拆装研磨底盘或其它部件时,应确保切断电源。 1.2 使用前的准备 1. 应仔细检查研磨机,确保研磨机的各部件齐全及状况正常。 2. 准备清洁用的合成薄纸; 3.应有氯乙烷; 4. 准备超声波清洗机1台,用以清洗工件及夹具。 1.3 研磨液的安全使用 1. 如不小心将研磨液粘上皮肤或眼睛,应立即用水彻底的清洗; 2. 应将研磨液使用处置于通风良好的地方; 3. 如将研磨液粘上衣物,应用水清理干净;
JM-LB系列整体不锈钢胶体磨(使用说明) JM系列胶体磨使用说明: 中成多功能胶体磨,简称:SS-JM系列胶体磨COLLOIDAL MILL(研磨机GRINDIND MACHINE )又名湿式超微粒粉碎机,湿式粉碎机、胶磨机、、磨均机、高剪切乳化研磨机、沥青胶体泵、混料泵。中成胶体磨制造历史悠久,品质超群、性能卓越,久享盛誉,深得海内外客商的青睐。尤其,近年以来经我厂技改部门通过高科技手段的革新,难题攻关,对传统胶体磨进行大幅度改造取得了突破性成果。连续获得国家专利七项,通过ISO9001-2000国际质量管理体系认证、产品执行中成企业标准Q/WSS01-2004和国家标准GB/T14466-2005(我企业参与修订),荣获“2000-2004年度国家质量检测合格证书”,“全国质量检验稳定合格产品”、“国家专利技术奖一等奖”、“国家科学技术成果进步奖二等奖”、中国食品与包装机械行业“诚信单位”、“中国质检协会先进单位”等称号。中成胶体磨产品新型实用,外形新颖,环保节能,价格优惠,体积小,效益高等特点。让你的系统更可靠,更卫生,更静,更省电。 SS-JM系列胶体磨可根据用户的特殊要求提供多功能的可空转式运作,机封与介质绝无接触,机械密封使用寿更长的新一代卫生级可空转式胶体磨(中国专利)。以及研制了另一种封闭式胶体磨(中国专利)其全封闭式内循环回流系统,使物料在密闭的环境中进行多功能研磨、乳化、均质、粉碎、分散、搅拌、混合的加工。该机器封闭性能良好,防止挥发性、易燃性、易爆性、高卫生及可在真空条件要求下工作等特点,特别适用于:香精、香料、医药、药物、石油、化工、精细化工、生物制剂、植物蛋白、动物蛋白、啤酒、食品、高校,科研实验室等领域行业使用。从而达到防爆防燃、防止加工物料有效成份的挥发或刺激工作环境和确保物料的品质纯正。可以使加工的物料有效得到多循环的处理而达到理想的效果,封闭式胶体磨还配备了多项功能装置亦可使调节盘灵活地调节机器的间距乳化细度和预防膨胀、平衡容器内部的压力、机器可以缺料空转等多种功能。因此,其特点全封闭性能好,防火防爆,防泄漏、可空转、操作方便,卫生环保,节能高效和使用寿命长,是更先进的胶体磨。 SS-JM系列胶体磨可干湿两用粉碎机器,主要以多功能湿式处理流体超微粒粉碎、研磨、乳化、分散、均质、搅拌、混合等功能为主导产品,可代替并优于石磨,砂磨机、球磨机、乳匀机、剪切分散泵,均质乳化机、三辊机、组织捣碎机等工作效率。多功能胶体磨已形成五大系列“立式胶体磨系列、分体式胶体磨系列、卧式胶体磨系列、全封闭式胶体磨系列、可空转干湿两用胶体磨系列”百多种型号规格的胶体磨产品,给广大用户选购设备提供更大空间和余地,使设备资源得到更科学性、专业性和节能性的利用,成功应用于菠萝、芦荟、仙人掌等果汁、饼馅、涂料、生化、制药、啤酒、动植蛋白深加工、淀粉、胶粘剂、聚氨酯、陶瓷、沥青及新材料生产和研究等领域。特别是我们最新推出的小型胶体磨、特大胶体磨、封闭式胶体磨、可空转胶体磨系列等产品,国内首创,已被全国各地近千家企业及高等院校重点实验室、科研所的采用和实用性推广,并得到广大专家的好评,产品畅销国内外市场。 一、使用范围
震动抛光机使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 震动研磨机,源自台湾精工技术,采用台湾原装马达,高效稳定的保证。震动研磨机应用行业:震动研磨机在自行车、铝压铸件、锌压铸件、家具五金、服装五金、箱包五金件、眼镜配件、钟表配件、锁、电子配件、各类首饰、珠宝及粉末冶金、树脂等;针对于不锈钢、铁、铜、锌、铝、镁合金等材质经冲压、压铸、铸造、锻造,针对于线材、陶瓷、玉石、珊瑚、合成树脂、塑料、瓷器等材质物品表面抛光、倒角、去除毛边、除锈、粗磨光、精密磨光、光泽打光。 震动研磨机的产品说明:震动研磨机采用先进的螺旋流动,三次元振动的加工原理,可实现大批量生产,省人、省力、省能源。震动研磨机适用于中小尺寸工件的表面抛光、倒角、去除毛边、磨光、光泽打光处理,处理后不破坏零件的原有形状和尺寸精度,可消除零件内部应力,并提高了零件表面光洁度、精度.震动研磨机的特点:1. 震动研磨机振幅较大、翻转较强、切削力高,适用于较小型工作之研磨抛光。2. 震动研磨机适用大批量中、小、尺寸零件的研磨抛光加工,提高工效6~10倍,节省成本大约1/3. 3. 振动研磨机适用于铝、铜、铝合金、铁、白铁、锌、镁合金等,各种金属之去毛边、去批风、倒角、抛光均可。均适用振动研磨机 特点 1、震动研磨机振幅较大、翻转较强、切削力高,适用于较小型工作之研磨抛光。 2、震动研磨机适用大批量中、小、尺寸零件的研磨抛光加工,提高工效6~10倍,节省成本大约1/3. 3、震动研磨机适用于铝、铜、铝合金、铁、白铁、锌、镁合金等,各种金属之去毛边、去批风、倒角、抛光均可 磁力研磨机
双面研磨机操作说明 一、前言 非常感您选择海德系列双面研磨机。在使用之前仔细阅读此说明书,将有助于您快速的操作此设备,和快速的找到故障原因。当然了,在使用过程中,故障可能总是以各种原因出现,而本手册难免有纰漏,还请您给予谅解。在使用过程中,您可能有自己的想法,这可能是能够提高生产率,并且可能会减少故障的出现,提高设备稳定性和安全性的。基于此,您可以将这些想法记下来,并及时联系我们。只要是合理的,我们将竭进全力达到您的要求。 在设备运行之前,您需要在触摸屏上设定参数,之后才能运行,否则将出现各种问题。 下面要说明的就是在触摸屏上如何设置参数,如何对设备进行操作的,及如何对发现的故障快速进行解决的。
目录 一、前言 (1) 二、人身安全注意事项 (3) 2.1电气 (3) 2.2开停机 (3) 2.3急停位置 (3) 三、双面研磨机如何上电 (3) 四、如何快速操作双面研磨机 (3) 4.1:设置运行参数 (3) 4.2:运行双面研磨机 (3) 4.21:自动运行 (3) 4.22:手动运行 (3) 五、其它画面说明 (3) 5.1:监控画面 (3) 5.2:产量记录画面 (3) 5.3:操作说明画面 (3) 5.4:告警记录画面 (3) 六、故障及解决办法 (3)
二、人身安全注意事项 2.1电气 系统使用了三相电源,有可能对人体造成危险。 a.定期检查接线端子是否接触良好。 b.如发现有损坏的电气元件,在修复或更换前要先隔离该元件。 c.检查电器箱密封是否良好以防进水。 d.只允许有资格的电气技术人员进行检修工作。 e.三相电动机处于工作状态时不可切断水泵上的电源线。 2.2开停机 开机前先检查系统总的电源、研磨液是否正常开启,停机后再关闭系统总的电源、研磨液,其他操作必须遵守开停机程序来保证工作人员的安全。 2.3急停位置 当机器出现异常紧急情况时,应立即按下急停按钮,以防造成人员不必要的伤亡。急停位置在操作面板的左下方。 三、双面研磨机如何上电 3.1:本设备所使用电源为标准的3相5线制。请确保接入的电源没有缺项、断相、欠压。 3.2:请将机台上的负荷开关打至ON位置,如下图1所示: 图1
一、毕业设计(论文)课题来源、类型 本课题来源于一双面研磨机改造科研实践,属于工程设计类题目。 二、选题的目的及意义 目的:此次主要研究双面研磨机的立柱部分,并进行相关设计。 主要内容有:平面磨床的工作原理、双面研磨机总体方案设计、双面研磨机立柱部分设计、研磨压力控制部分设计。 意义:我国研磨机市场前景广阔,市场需求巨大:1国家的高度重视和政策优势。2009年初,国家发布并实施装备制造业调整振兴规划将提高我国装备制造业水平和实力提高到国家战略高度,这给机床工具行业的调整振兴指明了方向,为我国机床工具工业的战略调整和产业提供了难得的历史机遇。2下游制造业的迅速发展,给整个机床行业带来强有力的支撑。我国汽车工业,航天航空,铁路,船舶以及下游制造业的迅猛发展对机床产生了巨大需求从而拉动整个机床行业的寻速发展。3与研磨消费密切相关的众多领域的固定资产投资规模的持续增长,将进一步拉动研磨机的市场需求。淘汰落后产能,产业结构调整和产品优化升级已经成为各行业各部门的共识,这将给研磨机企业提供许多的发展机遇。4 中高档数控机床是市场需求的主流和重点现在各行各业对研磨机的性能,加工速度精度要求较高虽然其对高速高精度复合柔性多轴和多种联动,高强度等技术性能对于不同行业和不同企业的应用需求各有侧重,但是总的需求趋势是向中高档方向发展。制造业的升级和转型,对于研磨机行业有着深远影响和重
大意义。在充分查阅国内外相关资料的基础上,研究和开发具有国际先进水平和自主知识产权平面研磨设备,旨在开发出性价比比较高的超精密平面研磨机,用于陶瓷、磁盘基片、磁头、半导体晶片、光学器件等光电子材料的超精密平面研磨加工。主要对研磨设备设计中的关键问题,包括研磨盘加载变形及受热变形、主轴组件设计、加载系统设计和修盘系统设计等问题进行相关研究,具有非常重要的意义。 三、本课题在国内外的研究状况及发展趋势
MB4363B (PC)半自动双盘研磨机使用说明书
目录 一、机床外观图----------------------------------------------------1.. 二、主要用途和特性----------------------------------------------2.. 三、主要规格和参数--------------------------------------------2-3.. 四、传动系统-----------------------------------------------------4-7.. 五、主要结构与性能-------------------------------------------8-15.. 六、液压系统---------------------------------------------------16-25.. 七、电气系统---------------------------------------------------26-34.. 八、冷却系统-------------------------------------------------------35.. 九、润滑系统-------------------------------------------------------36.. 十、吊运与安装------------------------------------------------37-39.. 十一、调整与操作--------------------------------------------40-51... 十二、附件----------------------------------------------------52-55 ... 注:由于机床经常不断地改进,如机床的结构性能无重大改变时,本说明书不随时修改。
目录 第一章、激光基础 第二章、激光器 第三章、光纤的特性 第四章、光纤激光器 第五章、实验室激光器型号及操作安全
第一章激光基础 1.1什么是激光? 激光在我国最初被称为“莱赛”,即英语“Laser”的译音,而“Laser”是“Light amplification by stimulated emission of radiation”的缩写。意为“辐射的受激发射光放大”,大约在1964年,根据钱学森院士的建议,改名为“激光”。激光是通过人工方式,用光或者放电等强能量激发特定的物质而产生的光。 激光的四大特性:高亮度、高单色性、高方向性、高相干性。具有高亮度的激光束经过透镜聚焦后,能在焦点附近产生数千度乃至上万度的高温,这就使其能够加工几乎所有材料。由于激光的单色性极高,从而保证了光束能精确地聚焦到焦点上,得到很高的功率密度。 1.2激光产生的基本理论 1.2.1原子能级和辐射跃迁 按照玻尔的氢原子理论,绕原子核高速旋转的电子具有一系列不连续的轨道,这些轨道称为能级,如图1-1。 图1-1 原子能级图
当电子在不同的能级时,原子系统的能量是不相同的,能量最低的能级称为基态。当电子由于外界的作用从较低的能级跃迁到较高的能级时,原子的能量增 图1-2 电子跃迁图 加,从外界吸收能量。反之,电子从较高能级跃迁到较低能级时,向外界发出能量。在这个过程中,若原子吸收或发出的能量是光能(辐射能),则称此过程为辐射跃迁。发出或吸收的光的频率满足普朗克公式(hv=E2-E1)。 1.2.2受激吸收、自发辐射、和受激辐射 受激吸收:处于低能级上的原子,吸收外来能量后跃迁到高能级,则称之为受激吸收。 自发辐射:由于物质有趋于最低能量的本能,处于高能级上的原子总是要自发跃迁到低能级上去,如果跃迁中发出光子,则这个过程称为自发辐射。
顺佳研磨科技有限公司磁力精密研磨机 PRECISION MAGNETIC GRINDER https://www.doczj.com/doc/4b12008961.html, 机械原理简介 Mechanic Principle 利用神奇磁场力量传导不锈钢针磨材产生加速旋转动作,高效率达到精密研磨去除毛边和抛光洗净效果 With the use of the magical force of magnetic field, making the stainless steel pins rotate very fast, to de-burr, polish and clean the workpieces high-effectively and precisely. 1、特点Features 1) 卓越快速去除毛边能力,细小内孔、内管、夹缝死角均可高效研磨,绝不变形及伤表面,不影响精度。 Have excellent ability of fast de-burring, high efficiently grinding small inner holes, inner pipes, crevices, etc. Make NO damage to the surface of workpieces, and DO NOT affect the accuracy of workpieces. 2) 加工速度快,一次3~15分钟即可完成,可在机器运转中替换工件。 Fast grinding or polishing, only 3~15 minutes is needed for each time. Workpieces can be changed during the machine running. 3) 操作方面简单,成本低,无污染,不锈钢针为永久性磨材。 Simple and convenient operation, low cost, no pollution. The stainless steel pins are permanent abrasives. 2、用途Application 金饰业打磨洗净工作,成品表面抛光处理,去除氧化薄膜工作,锈蚀去除处理,电镀或喷漆前处理,烧结痕迹处理,零件残磁去除。
脉冲光纤激光器使用说明书
安全信息 在使用该产品之前,请先阅读和了解这份用户手册并熟悉我们为您提供的信息。 这份用户手册提供了重要的产品操作,安全以及其他信息给您以及所有将来的用户作参考。为了确保操作安全和产品的最佳性能,请遵循以下注意和警告事项以及该手册的其他信息去操作。 ●锐科公司脉冲光纤激光器是IV级的激光产品。在打开24VDC电源前,要确保连 接是正确的24VDC的电源并确认正负极,错误连接电源,将会损坏激光器。 ●该激光器在1064nm波长范围内发出超过5W、10W、15W、20W、25W、30W(根 据不同激光器型号)的激光辐射。避免眼睛和皮肤接触到光输出端直接发出或散射出来的辐射。 ●不要打开机器,因为没有可供用户使用的产品零件或配件。所有保养或维修只能在 锐科公司内进行。 ●不要直接观看输出头,在操作该机器时要确保长期配戴激光安全眼镜。 安全标识及位置 上面二个安全标识符号表示有激光辐射,我们把这符号标在产品光纤盒体盖顶上。
目录 1.产品描述 (1) 1.1 产品描述 (1) 1.2实际配置清单 (1) 1.3使用环境要求及注意事项 (1) 1.4技术参数 (2) 2.安装 (3) 2.1 安装尺寸图 (3) 2.2 安装方法 (4) 3.控制接口 (5) 4.操作程序 (6) 4.1 前期检查工作 (6) 4.2 操作步骤 (6) 4.3打标过程中应注意的事项 (6) 5.质保及返修、退货流程 (7) 5.1一般保修 (7) 5.2保修的限定性 (7) 5.3服务和维修 (7)
1.产品描述 1.1 产品描述 锐科脉冲激光器是是为高速和高效的激光打标系统而专门发展的。为工业激光打标机和其它应用提供了一款理想的高功率激光能量源。 脉冲激光器相对于传统的激光器,能够对每瓦的泵浦光转换效率提高10倍以上,低能量消耗的自动设计,适合实验室或室外操作。精巧,可独立放置,可随时使用,能够直接嵌入用户的设备上。 激光器可发出1064nm波长的脉冲激光,通过工业激光器标准接口来控制,激光器需要使用24V直流供电。 1.2实际配置清单 请根据图表1参考所包括的清单。 表1 1.3使用环境要求及注意事项 脉冲激光器需使用24VDC±1V直流电。 1)注意:使用激光器时要将接地线可靠接地。 2)没有内置可供使用的零件,所有维修应由合格的锐科人员来进行,为了防止电击, 请不要损坏标签和揭开盖子,否则产品的任何损坏将不被保修。 3)激光器的输出头是与光缆相连接的,使用时请小心处理输出头,防止灰尘或其它污 染,清洁输出端透镜时请使用专用的镜头纸。激光器没有安装在系统设备上且不 出光的时候,请将光隔离器保护罩盖好以免灰尘污染。
研磨机说明书 Prepared on 22 November 2020
MB4363B (PC )半自动双盘研磨机 使用说明书 目录 一、.. 机床外观图----------------------------------------------------1 二、.. 主要用途和特性----------------------------------------------2 三、.. 主要规格和参数--------------------------------------------2-3 四、.. 传动系统-----------------------------------------------------4-7 五、.. 主要结构与性能-------------------------------------------8-15 六、.. 液压系统---------------------------------------------------16-25 七、.. 电气系统---------------------------------------------------26-34 八、.. 冷却系统-------------------------------------------------------35 九、.. 润滑系统-------------------------------------------------------36 十、.. 吊运与安装------------------------------------------------37-39 十一、... 调整与操作--------------------------------------------40-51 十二、... 附件----------------------------------------------------52-55 注:由于机床经常不断地改进,如机床的结构性能无重大改变时,本说明书不随时修改。 二.主要用途和特性 本机床为万能机床,用于研磨零件的平面和圆柱面。可以广泛地用于油泵油嘴厂,柴油机厂,动力机厂,轴承厂,量具刀具厂,电器厂,磨具厂,仪表厂……用以研磨轴承滚柱,轴承座圈,销柱,量规,密封环,阀体等零件。 本机床可实现半自动循环,也可以选用手动,生产效率
C1500W-2200W 连续光纤激光器 说明书 武汉锐科光纤激光技术股份有限公司Wuhan Raycus Fiber Laser Technologies Co., Ltd.
目录 1安全信息 (3) 1.1安全标识 (3) 1.2激光安全等级 (3) 1.3光学安全 (4) 1.4电学安全 (4) 1.5其他安全注意事项 (4) 2 产品说明 (5) 2.1产品特性 (5) 2.2实际配置清单 (5) 2.3开箱及检查 (5) 2.4运行环境 (6) 2.5注意事项 (6) 2.6产品性能 (7) 3安装 (8) 3.1安装尺寸图 (8) 3.2安装注意事项 (9) 3.3冷却系统要求 (11) 4产品的使用 (13) 4.1前面板 (13) 4.2后面板 (14) 4.3电源连接 (16) 4.4控制接口定义 (17) 4.5激光器工作模式及控制模式 (20) 4.6控制模式的设置 (21) 4.7超级终端模式 (21)
4.8 RS-232模式 (27) 4.9 AD模式 (30) 4.10红光控制 (33) 5常见故障及处理措施 (33) 5.1故障记录及故障的发生 (33) 5.2故障处理 (34) 6质保及返修、退货流程 (35) 6.1一般保修 (35) 6.2保修的限定性 (35) 6.3技术支持及产品维修 (36)
感谢您选择锐科光纤激光器,本用户手册为您提供了重要的安全、操作、维护及其它方面的信息。故在使用该产品之前,请先仔细阅读本用户手册。为了确保操作安全和产品运行在最佳状态,请遵守以下注意和警告事项以及该手册中的其他信息。 1.1安全标识 警告 注意 1.2激光安全等级 根据欧洲标准EN 60825-1,条款9,该系列激光器属于4类激光仪器。该产品发出波长在1080nm或1080nm附近的激光辐射,且由输出头辐射出的平均光功率为1500W~2200W(取决于机器型号)。直接或间接的暴露于这样的光强度之下会对眼睛或皮肤造成伤害。尽管该辐射不可见,光束仍会对视网膜或眼角膜造成不可恢复的伤害。在激光器运行时必须全程佩戴合适且经过认证的激光防护眼镜。 警告 全防护眼镜是具有激光波长防护选择性。故请用户选择符合产品激 光输出波段的激光安全防护眼镜。即使佩戴了激光安全防护眼镜, 在激光器通电时
大功率激光器说明书 KEEN-EYES大功率激光器是我公司根据刑侦工作的需要开发研制的专用痕迹提取设备。采用国际最新大功率激光技术。先进的石英光纤传输,具有输出功率大,色谱纯正,操作简单,携带方便等特点。一;技术指标: 1电源电压交流220V。输入功率300瓦。 2可分离式电源盒,直流12V,35安时锂电池组。可连续使用1.5小时。3输出光功率8W;激光颜色,绿色.。 4光缆长度3米。 5可调焦镜头。 二;使用说明: 1钥匙开关拧到1位置,为交流供电。或将主机安装到电池盒上,钥匙开关拧到2位置,为直流供电。 2插上220V电源插头,将光缆拧紧到光缆座上,(光缆座带保护功能,不接光缆没有光输出)。将手柄上调光插头,插入面板上的调光插座。3打开钥匙开关,电源接通后,红色指示灯点亮。主机处于预热过程中。蓝色指示灯亮起表示预热结束。然后按动前面板上的启动按钮,绿色指示灯亮起,激光输出。 4激光器启动时为最大功率输出。旋转面板上,或镜头上的黑色调光旋钮,可以调节输出功率大小,顺时针增大,逆时针减小。数码屏显示为即时功率值。
5旋转镜头外套可以调节光斑大小。及光斑外缘清晰。 6按动电源盒前面按钮可显示电池容量。指示条只剩红色灯亮,表示电量不足应及时充电。 7电池充电应使用本机专配充电器,不可使用其他充电器。充电器接通220V交流电源红色电源指示灯常亮。充电时,充电指示灯红色。充电指示灯变为绿色表示电池已满,充电结束。 8本机配有伸缩式镜头支架,可以固定镜头及调节镜头高度和角度。三;注意事项: 1使用完毕应及时套上光缆及光缆座防护套,避免进入灰尘。 2光缆折弯半径大于15厘米。 3清洁光缆端面应使用无尘棉签,沾无水乙醇,沿一个方向擦拭。 切不可用手指或油渍接触光缆端面。否则会造成光缆报废。 4本激光器输出功率强大,切不可直视镜头或对准人眼,否则可造成永久失明。 四;基本配置: 1主机一台。 2带镜头光缆一根。 3电池盒一个。 4充电器一个。 5伸缩光缆支架一个。 6主机电源线一根。 7充电器电源线一根。
一、适用范围 1.本操作规程规定了振动研磨光饰机的操作方法及参数设定、工艺要求、使用安全注意事项及日常维护与保养。适用于本公司ZHXXM 振动研磨光饰机的操作。主要适用于金属、有色金属和非金属制品的各种零部件的去毛刺、除氧化皮、倒角和抛光光饰,特别适用于形腔复杂零部件的表面的光整加工,该机型适用于大批量、中小尺寸零部件的表面光整。(带刃口的工件不能在该机内进行光整加工) 二、主要结构 2.1此机型主要有振动源点击,带有分筛选或无分选筛的容器。是弹簧支座连接上下结构组成,振动电机与容器用螺栓固定连接,并一起坐在与底座相连的弹簧上。 2.2 在研磨过程中,容器是主要受振动的部件,应具有较好的刚性,所以用钢板焊接而成,为了避免工件在振动过程中表面被划伤及减少噪音,在容器内壁衬上PU胶或橡胶,此胶具有耐酸和耐碱性能,但不耐油。 2.3 振动光饰机的振动电机上下部位有两块不平衡重荷,通过调整他们相互的相应位置,可以调节水平和垂直的振幅大小以满足各种工件的不同光整加工需求。 2.4 当振动电机高速旋转时,不平衡重荷产生离心力和倾倒力矩,并通过弹簧的作用使容器产生规律性的振动。 2.5 由于容器底部为一圆环形状,各点的受力和振幅不同,是容器中的研磨石和工件既围绕容器中心公转,且围绕中心翻滚,其合成运动为环状螺旋运动,研磨石和工件在运动时产生相对运动,互相磨削,产生研磨石对工件进行光整加工。 2.6 弯口、直口带分选和平底振动研磨机的基本结构与工作原理是基本相同的。 三、安装与调试 3.1 安装振动机,一般采取整机发运形式,整机发运时容器与底座上下装有保险吊筋,便于搬运和运输,使用前先拆去保险吊筋,将振动光饰机放在平整的水泥地面上。 3.2 调试前,现连接电源与控制柜,控制柜须安装放在墙上,通电后检查电源指示灯是否亮,正常后开启运转开关。2~5秒钟内关停电源,从中心筒体看电机的正确旋转方向(电机上下部有箭头所示),正确后封上盖板。 3.3 为了使用安全,电缆切忌碰触其他易碰伤部件,否则会造成断线,漏电事故,同事 控制柜应有可靠接地。 3.4 本振动研磨机电机出厂时已调整好,但可以根据具体零部件(工件的研磨需要来调整振动力大小),调整振动力大小可按如下步骤进行:
版本:V0 连续光纤激光器 使用说明书 1000W 武汉锐科光纤激光器技术有限责任公司 WuHan Raycus Fiber Laser Technologies CO., LTD
安全信息 在使用该产品之前,请先阅读和了解这份用户手册并熟悉我们为您提供的信息。这份用户手册提供了重要的产品操作,安全以及其他信息给您以及所有将来的用户作参考。为了确保操作安全和产品的最佳性能,请遵循以下注意和警告事项以及该手册的其他信息去操作。 ●连续光纤激光器是IV级的激光产品。在接入交流电源前,要确保连接是正确的三 相380VAC的电源,错误连接电源,将会损坏激光器。 ●请确保使用带有可靠接地以及过流保护装置的交流电源。使用时务必保证激光器 的可靠接地,以避免可能产生的人身伤害。 ●该激光器在1080nm波长范围内发出超过1000瓦的激光辐射。避免眼睛和皮肤接 触到光输出端直接发出或散射出来的辐射。 ●不要打开激光器,因为没有可供用户使用的产品零件或配件。所有保养或维修只 能在锐科公司内进行。 ●在操作该机器时要确保全程配戴激光安全防护眼镜。即使佩戴了激光安全防护眼 镜,也严禁直接观看输出头。 安全标识及位置 上面二个安全标识符号表示有激光辐射,我们把这符号标在产品光纤盒体盖顶上。
目录 1. 产品描述 (1) 1.1. 产品描述 (1) 1.2 实际配置清单 (1) 1.3 使用环境要求及注意事项 (1) 1.4 性能参数 (2) 2. 安装 (2) 2.1 安装尺寸图 (2) 2.2 安装方法 (4) 2.3 冷却系统要求 (4) 3. 控制接口与操作 (5) 3.1串口操作-超级终端 (8) 3.2外部RS232控制 (15) 3.3外部模拟量控制 (16) 4. 质保及返修、退货流程 (17) 4.1一般保修 (17) 4.2保修的限定性 (17) 4.3服务和维修 (17)
MB4363B(PC)半自动双盘研磨机使用说明书
目录 机床外观图----------------------------------------------------1一、 .. 主要用途和特性----------------------------------------------2二、 .. 主要规格和参数--------------------------------------------2-3三、 .. 传动系统-----------------------------------------------------4-7四、 .. 主要结构与性能-------------------------------------------8-15五、 .. 液压系统---------------------------------------------------16-25六、 .. 电气系统---------------------------------------------------26-34七、 .. 冷却系统-------------------------------------------------------35八、 .. 润滑系统-------------------------------------------------------36九、 .. 吊运与安装------------------------------------------------37-39十、 .. 调整与操作--------------------------------------------40-51 十一、 ... 附件----------------------------------------------------52-55 十二、 ... 注:由于机床经常不断地改进,如机床的结构性能无重大改变时,本说明书不随时修改。
脉冲激光器操作面板 使用说明书 使用本产品前请务必详细阅读本说明,如有疑问请及时联系我们! 版权声明 本公司对其发行的或与合作公司共同发行的包括但不限于产品或服务的全部内容拥有版权等知识产权,受法律保护。 未经本公司书面许可,任何单位及个人不得以任何方式或理由对上述产品、服务、信息、材料的任何部分进行使用、复制、修改、抄录、传播或与其它产品捆绑使用、销售。 凡侵犯本公司版权等知识产权的,本公司必依法追究其法律责任。 特此郑重声明! 敬告:为避免硬件误差,我们在本产品的软件中进行了参数修正,请使用对应SN编号的软件,以获得最大精确度! 2011年7月
1背景 脉冲激光器操作面板的开发是基于为广大用户提供更为良好的用户界面,旨在为用户提供更方便更快捷的服务。编写本手册最主要的的目的,是为广大用户说明本软件的使用方法和注意事项。 2界面介绍及术语解释
3界面性能 系统上电后,上位机与下位机通过串口通信,由中断触发通信,每次通信时长不等,约200ms 至400ms间,第一次获取系统状态。对系统参数进行操作时,当光源状态刷新速度为fast 时,每个操作反馈时长不等,约200ms至800ms内,系统会有反馈。 4运行环境 硬件设备要求 本界面采用串口通信,用户端至少需要一个串口,若无串口,需将其他类型接口转换为串口。 5安装与初始化 1.双击STC_ISP_V480.exe,会出现串口调试界面,将其关闭。完成串口控件的注册! 2.若用户使用USB端口转化为串口,还需安装driver-232文件夹下的驱动。 3.双击“M14******PFL.EXE”,即会出现脉冲激光操作面板界面。
怎样选择一款适合自己产品抛光的振动抛光机 产品表面抛光的亮度可以达到要求与振动研磨抛光机及研磨抛光材料的选择有着极为重要的关系。在选择振动抛光机前应明确产品需要达到的目的,确定产品想要的效果,来进行选择一款适合的振动抛光机。只有这样才能避免在振动抛光时出现的很多问题,使产品能顺利的起到想要达到的效果。 一、振动抛光机的工作原理 台湾地区生产的振动研磨机,大多叫做“三次元振动研磨机”,而大陆地区所生产的振动研磨机,一般叫做振动式光饰机,它们的原理是一样的,只是叫法不一样、性能有一些差异而已。振动研磨机在振动盘中安装有振动马达,振动盘通过振动弹簧与底座连接启动振动研磨机时,振动马达产生强大的激振力,通过振动弹簧带动振动盘中的研磨混合物(即研磨材料、研磨加工零件、研磨助剂等混合物)产生三个方向的运动,即上下振动、由里向外的翻转、螺旋式的顺时针旋转(因为这个原因,有些厂家的振动研磨机,也称“螺旋式振动研磨机或螺旋式振动光饰机”),“三次元”说的就是这个道理。振动马达是振动研磨机中的核心部件,它是一种特殊的振动马达(如上图所示),它在两端的轴心上安装有偏心块(也叫振动块)。通过调节这两块偏心块的相对角度、重量,可以很方便的调节振动机的振动频率、翻转速度,具体的调节方法可以参见我公司的说明书。那些需要研磨抛光的产品零配件,在这种立体的研磨方式下,与研磨抛光材料相互摩擦,达到表面抛光、去批锋、倒角、去毛边、除锈、粗磨光、精密磨光、光泽打光、电镀前细磨、振动出色等目的。 二、振动抛光机的用途及型号 振动抛光机,又称震动研磨机或三次元振(震)动研磨机,它适用于各种五金零件倒角、去毛边、披风(锋)及抛光,也可用于咖古工件振动出色,在树脂、粉末冶金、陶瓷方面也有广泛应用。[1] 机种容量(L)重量(KG)马力(HP)功率(KW)机台尺寸(MM)充填量(L) VB-25 25L 58KG 0.5HP 0.37 ¢570×670H 100 VB-50 50L 260KG 1HP 0.75 ¢696×850H 150 VB-100 100L 360KG 2HP 1.5 ¢906×990H 300 VB-150 150L 460KG 3HP 2.25 ¢1045×1035H 380 VB-250 250L 640KG 5HP 3.75 ¢1200×1260H 650 VB-350 350L 750KG 7.5HP 5.62 ¢1340×1330H 950 VB-500 500L 1070KG 10HP 7.2 ¢1560×1560H 1200 三、振动抛光机的优点及缺点: 1、振动研磨的优点:节省人力成本,提高生产效率,研磨均匀,可避免人工去毛边或抛光时因用力不均而造成的产品平整度或光亮度差异。对于较小工件和角位,人工操作不方便,振动研磨亦能解决。 2、振动研磨的缺点:去除较厚的毛边披锋时没人工打砂快,抛光的效果也没人工磨光好。因此要视乎产品的加工要求来选用。
Ytterbium Fiber Laser Alarm messages Analysis and Solution English
Notice Information contained in this document is subject to change without notice. IPG Laser GmbH (IPG) believes that the information provided is accurate and reliable, however IPG makes no warranty of any kind as to the information contained in this document, including without limitation the implied warranties of merchantability or fitness for a particular purpose. Further, IPG does not assume responsibility for use of the information contained in this document or for any infringement of patents or other rights of third parties that may result from its use. IPG shall not be liable for errors contained in this documents or for incidental or consequential damages in connection with the furnishing, performance or use of this material. IPG grants no license, directly or indirectly under any patent or other intellectual property rights from use of the information provided herein. Copyright 2008 IPG Laser GmbH. All rights reserved. You may not reproduce, transmit, store in a retrieval system or adapt this publication, in any form or by any means, without the prior written permission of IPG, except as allowed under applicable copyright laws. We have identified words that we consider as trademarks. Neither the presence nor absence of trademark identifications affects the legal status of any trademarks. All service and maintenance shall be performed by qualified IPG trained personnel.
操作规程编号:LX-FS-A24397 螺旋振动研磨机安全操作规程标准 范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
螺旋振动研磨机安全操作规程标准 范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 1. 操作者必须熟悉设备一般结构及性能,不得超性能使用设备。 2. 零件与磨具体积之和不得超过料斗体积的90%。 3. 开机前,应检查紧固螺钉,检查电机轴等转动是否灵活。 4. 接通电源后,进行空运转,应运转平稳,无异常噪声。否则应停机检查。 5. 工件研磨前,必须将工件进行脱油去污处理。
6. 加工过程中必须根据工件研磨情况适时添加研磨剂和控制水的添加量。 7. 设备在运转中,发现异常应即停车。 8. 每隔6个月,应向振动电机或旋转轴的轴承注油口加注锂基脂。 9. 工作完毕停机时,切断电源,清扫设备,做好设备维护保养工作。 请在该处输入组织/单位名称 Please Enter The Name Of Organization / Organization Here