双室侧井熔炼炉组技术方案第一部分:矩形双室熔炼炉组
一、需方对熔炼炉的基本要求:
1、炉子用途:铝锭及废铝料的熔化;
2、燃料:天然气;
3、炉料:废杂铝及铝屑;
4、产品:铝合金锭;
5、炉型选择:
客户案例图片
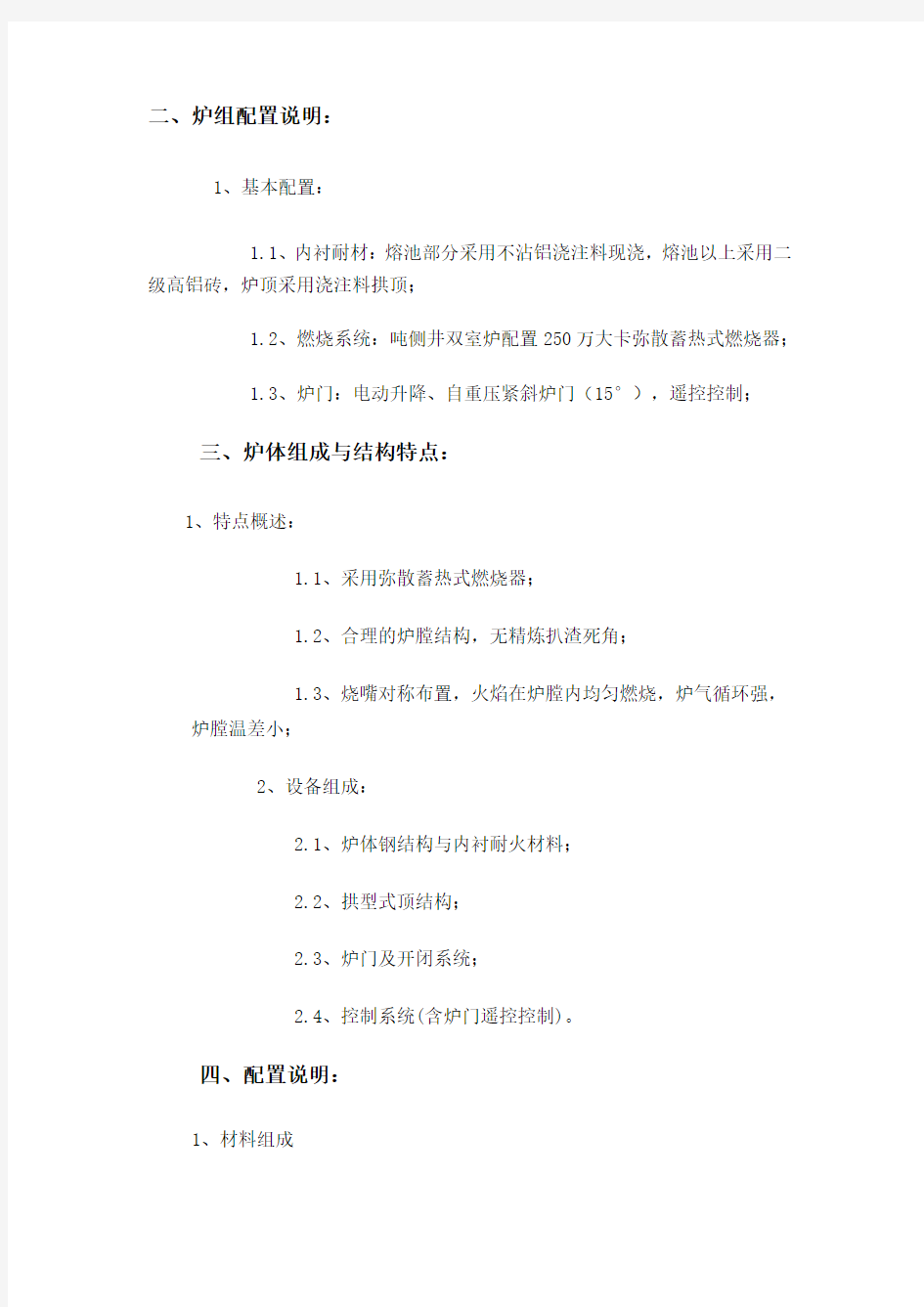
二、炉组配置说明:
1、基本配置:
1.1、内衬耐材:熔池部分采用不沾铝浇注料现浇,熔池以上采用二级高铝砖,炉顶采用浇注料拱顶;
1.2、燃烧系统:吨侧井双室炉配置250万大卡弥散蓄热式燃烧器;
1.3、炉门:电动升降、自重压紧斜炉门(15°),遥控控制;
三、炉体组成与结构特点:
1、特点概述:
1.1、采用弥散蓄热式燃烧器;
1.2、合理的炉膛结构,无精炼扒渣死角;
1.3、烧嘴对称布置,火焰在炉膛内均匀燃烧,炉气循环强,
炉膛温差小;
2、设备组成:
2.1、炉体钢结构与内衬耐火材料;
2.2、拱型式顶结构;
2.3、炉门及开闭系统;
2.4、控制系统(含炉门遥控控制)。
四、配置说明:
1、材料组成
1.1、炉子内衬与外壳组成:
1.工程概况 1.1 工程特点 中铝东南铜业铜冶炼基地项目工程铜冶炼采用了闪速熔炼炉和闪速吹炼炉的“双闪”工艺。两台闪速反应炉体是本工程的核心设备,基本结构类似,主要包括沉淀池底部钢结构、炉体主钢架、反应塔及上升烟道筒体、沉淀池框架及侧板结构、水冷元件、耐火砌体、喷嘴及各种烧嘴等。沉淀池位于混凝土基础上,反应塔与上升烟道悬挂于炉体主钢架上,水冷元件(铜水套)遍布于反应塔、上升烟道、沉淀池各部位的耐火砌体中,给入炉料、富氧空气的喷嘴和供氧烧嘴布置在反应塔顶部。 根据上述结构特点,两炉的安装所采用的工艺及方法相同,以下根据以往我公司安装、改造过的闪速熔炼炉、闪速吹炼炉的实际经验简述两台闪速炉的安装方法和技术特点。 1.2熔炼炉概况 (1)、熔炼炉概况 1)、闪速熔炼炉具有节能环保的优点,它利用铜精矿巨大表面面积的粉状物料,在炉充分与氧接触,在高温下,以极高的速度完成硫化物的可控氧化反应。反应放出大量热,供给熔炼过程,使用含硫高的物料,有可能实现自热熔炼。闪 )浓度高的特点。 速炉具有生产率高、能耗低、烟气中二氧化硫(SO 2 2)、闪速熔炼炉主要用于铜、镍等硫化物 精矿熔炼,闪速熔炼是充分利用细磨物料的巨 大活性表面,强化冶炼反应过程的熔炼方法。 这种方法主要用于铜、镍等硫化矿的造锍 熔炼(铜、镍、钴火法炼制过程中的一个重要 工序)。闪速熔炼脱硫率高,有利于二氧化硫 的回收,并可通过入炉的氧量,在较大围控制 熔炼过程的脱硫率。 (2)、熔炼炉组成及特点与发展 1)、中铝东南铜业铜冶炼基地项目工程闪速炉具备年产量40万吨阴极铜的处理能力,这是其他传统冶金炉不能比拟的,1996年在美国Kenncott冶炼厂,
闪速熔炼炉工艺培训 祥光铜业潘如春 1、铜精矿的成分 自然界的铜主要以硫化矿和氧化矿形式存在,特别是硫化矿分布最广。硫化矿采用火法冶炼进行处理,氧化矿用湿法进行处理。我们处理的铜精矿均为硫化矿, 铜精矿一般由黄铜矿、辉铜矿、斑铜矿、硫铁矿(FeS2)等其中两种或两种以上混合而成,并含有一定的脉石成分(SiO2、Al2O3、CaO、MgO等)及金属的氧化物如氧化镁,氧化铝等。熔炼炉入炉物料主要为硫化物和较少的氧化物。硫化物组成成分有:CuFeS2、CuS、Cu2S、FeS2、FeS、ZnS、PbS、NiS等。氧化物有:SiO2、Al2O3、CaO和MgO 等以及Fe2O3、Fe3O4、Cu2O、CuO、ZnO、NiO、MeO·Fe2O3。 闪速炉对原料要求较高,对物料的粒度、水份都有很高的要求。闪速炉实现的是自热反应,在冶炼过程中不需要外部供热(或需要很少的热量),所有对混合精矿的化学成分也有要求,对铜精矿的含铜和S/Cu有一定要求,过高的S/Cu造成反应热量多,过低的S/Cu造成反应热量低(烟灰和吹炼炉渣等冷料处理不掉)。 2、FSF配料计算 按车间配料单(《配料计划变更指令书》)在熔炼计算机数模中,设定铜精矿、FCF渣、渣精矿等配料比例,然后计算出所需要的石英沙配比,从而得到入炉混合精矿的成分。 根据石英沙比例,我们可以保证反应得出的渣型合理。 配料计算得到的混合精矿成分是FSF炉况控制的基础。 配料的准确性非常重要,将直接关系到炉况控制的精确性。 3、熔炼反应过程 1)高价硫化物的热分解
熔炼未经焙烧或烧结处理的生精矿或干精矿时,炉料中含有较多的高价硫化物,在熔炼炉内被加热后,离解成低价化合物,主要反应有: 2FeS2(s)→2FeS(s)+S2(g) (2-1) 300℃开始,560℃激烈进行: 2CuFeS2(s)→Cu2S(s)+2FeS(s)+1/2S2(2-2) 550 ℃开始: 2CuS(s)=Cu2S(s)+1/2S2(2-3) 400 ℃开始,600 ℃激烈反应。 2)硫化物氧化 在现代强化熔炼炉中,炉料往往很快地就进入高温强氧化气氛中,所以高价硫化物除发生离解反应同时,还被直接氧化。主要的氧化反应有: 高价硫化物的直接氧化 2CuFeS2+5/2O2=(Cu2S·FeS)+FeO+2SO2(2-7 ) 2FeS2+11/2O2= Fe2O3+4SO2(2-8 ) 3FeS2+8O2= Fe3O4+6SO2(2-9 ) 2CuS+O2=Cu2S+SO2(2-10) 低价的化合物的氧化反应 2FeS(l)+3O2(g) = 2FeO(g)+2SO2 (g) (2-11) 10Fe2O3(s)+FeS(l) = 7Fe3O4 (s)+SO2 (g) (2-12) 2Cu2S(l)+3O2 (g) = 2Cu2O(l)+2SO2 (g) (2-13) Cu2O(l)+FeS(l)= Cu2S+FeO 其它有色金属硫化物(NiS、PbS、ZnS等)也会被氧化成相应的氧化物。 在强氧化气氛下,还会发生下列反应时,Fe3O4生成量较多。Fe3O4容易在炉壁形成挂渣,在炉底析出形成炉底粘结,对炉体耐火材料起保护作用。 3FeO(l)+1/2O2 = Fe3O4 (S) (2-14) 3)沉淀池造渣反应 2FeO(l) + SiO2 =2Fe O·SiO2 (2-15) 炉渣是以2FeO·SiO2(铁橄榄石)为主的氧化物熔体。 铜锍与炉渣互不相溶,且密度各异从而分离。 在氧化气氛的造锍熔炼中,只能依靠与FeS的作用来还原,即: 3 Fe3O 4 (s)+[FeS] = 10(FeO)+SO2 (g) ΔGo=761329-455千焦(2-16) 式中()为渣相,[ ]为冰铜相。反应要在1400℃以上才能向右进行,而且Kp值很小。 铁硫化物生成Fe3O4的趋势是不可避免的,只是随炉型,程度不同。在强氧势及良好的气固接触经过氧化反应,炉料中铁的一部分形成Fe3O4,纯Fe3O4的
第一章定向井(水平井)钻井技术概述 第一节定向井、水平井的基本概念 1.定向井丛式井发展简史 定向井钻井被(英)T .A.英格利期定义为:“使井筒按特定方向偏斜,钻遇地下预定目标的一门科学和艺术。”我国学者则定义为,定向井是按照预先设计的井斜角、方位角和井眼轴线形状进行钻进的井。定向井相对与直井而言它具有井斜方位角度而直井是井斜角为零的井,虽然实际所钻的直井它都有一定斜度但它仍然是直井。 定向井首先是从美国发展起来的,在十九世纪后期,美国的旋转钻井代替了顿钻钻井。当时没有考虑控制井身轨迹的问题,认为钻出来的井必定是铅垂的,但通过后来的井筒测试发现,那些垂直井远非是垂直的。并由于井斜原因造成了侵犯别人租界而造成被起诉的案例。最早采用定向井钻井技术是在井下落物无法处理后的侧钻。早在1895年美国就使用了特殊的工具和技术达到了这一目的。有记录定向井实例是美国在二十世纪三十年代初在加利福尼亚享廷滩油田钻成的。 第一口救援井是1934年在东德克萨斯康罗油田钻成的。救援井是指定向井与失控井具有一定距离,在设计和实际钻进让救援井和失控井井眼相交,然后自救援井内注入重泥浆压死失控井。 目前最深的定向井由BP勘探公司钻成,井深达10,654米; 水平位移最大的定向井是BP勘探公司于己于1997年在英国北海的Rytch Farm 油田钻成的M11井,水平位移高达1,0114米。 垂深水平位移比最高的是Statoil 公司钻成的的33/9—C2达到了1:3.14; 丛式井口数最多,海上平台:96口;人工岛:170口; 我国定向井钻井技术发展情况 我国定向井钻井技术的发展可以分为三个阶段,50—60年代开始起步,首先在玉门和四川油田钻成定向井及水平井:玉门油田的C2—15井和磨三井,其中磨三井总井深1685米,垂直井深表遗憾350米,水平位移444.2米,最大井斜92°,水平段长160米;70年代扩大实验,推广定向井钻井技术;80年代通过进行集团化联合技术攻关,使得我国从定向井软件到定向井硬件都有了一个大的发展。 我国目前最深的水平井是胜利定向井公司完成的DH1-H1井,完钻井深达到:6452.00米。水平位移最大的大位移井是胜利定向井公司完成的埕北21-平1井,水平位移达到3167.34米,最大的丛式井组是胜利石油管理局的河50丛式井组,该丛式井组长384米,宽115米,该丛式井平台共有钻定向井42口。 2.定向井的分类 按定向井的用途分类可以分为以下几种类型: 普通定向井 多目标定向井 定向井丛式定向井 救援定向井 水平井 多分枝井(多底井)
中频炉熔炼工艺操作规程 1、中频炉范围 本标准规定了中频感应电炉,熔炼技术操作规程。 本标准适用于阳极组装车间生产。 2、设备主要技术性能 2.1 产品型号KGPS—1250 额定容量2t 额定功率1250KW 额定频率500HZ 额定温度1500℃ 感应器电压2000V 熔化效率1.8t/h 2.2 冷却水系统 冷却水压力0.1~0.25MPa 冷却水进水温度≤35℃ 冷却水耗量12t/h 冷却水出口温度≤55℃ 冷却水PH 值7-8.5 总硬度不大于10度 导电率<500u.s/cm 3、生产前的检查 3.1操作人员必须认真了解中频炉系统设备的结构、性能。 3.2生产前仔细检查炉体及部件是否完好。 3.3仔细检查炉衬、炉口烧损情况,如发现问题及时处理 3.4检查和维修熔炼时所用的工器具是否齐全。 3.5检查冷却水系统及液压系统管路是否有滴漏现象。 3.6检查各个部位的仪表和显示是否正常。 3.7检查炉料是否清理干净和数量充足,配比是否合理。 3.8检查铁水包及输送电胡芦是否完好。 3.9检查各控制系统是否正常,灵活可靠。 3.10检查漏炉报警装置是否灵敏、可靠,电气绝缘情况是否达到要求。 3.11检查倾炉系统是否灵活、可靠。 3.12检查中频炉电源系统及纯水冷却系统是否正常完好。 4、熔炼操作
4.1检查无误后,如是冷炉或空炉,必须先加入干净炉料,成份必须符合要求。 4.2炉料要干燥,严禁潮湿料及杂物入炉,一般情况炉料入炉前应予热,加料时应小心操作,不能砸伤炉口炉衬,空心料更应该小心加,防止炉气和铁水喷出飞溅伤人。 4.3开通冷却水,先用低功率进行炉料预热。几分钟后,改用高功率熔炼、炉料开始熔化,此时注意冷却水、根据水温和经验进行调整。 4.4熔炼过程中要经常检查炉衬的烧损情况电源功率表。检查炉口是否有凝结现象。炉膛里不准有炉料架空棚料现象,有应及时处理。 4.7在熔炼过程中、铁水不能溢出,应与炉沿保持50mm 的距离。 4.8铁料彻底熔化浇铸前,观测铁水温度是否达到1450℃,用渣耙除渣。按要求每周取样一次进行分析,参照分析结果及时调整配料。 4.9正确操作炉子液压倾炉系统,倒出铁水至铁水包。铁水距离包沿50mm. 4.10出炉后炉内应留有少量铁水,并及时添加新炉料,继续通电熔炼。 4.11根据浇铸组装块任务量熔化铁水,待生产结束后炉内不应留有铁水。为保护炉衬,一般情况下趁热加入炉料,准备下一班次的生产。 4.12停炉后冷却水不能停,仍继续循环24小时。 4.13待炉子冷却后,用照明灯或手电照明检查炉衬情况如有破损及时修理。 4.14停炉必须停掉电源,清理现场,做好所有记录。 5、中频炉突发事件 5.1当熔炼过程中中频炉产生报警或漏液时,应立即关掉电源停止熔化,倒出已熔化铁水、按应急预案处理故障。 5.2熔炼过程中,突然停水或停电时间又长时,应立即停掉中频电源,开启备用泵或备用水箱及自来水直接引至炉冷却管路,按应急预案处理故障,绝不能扩大事故范围
闪速熔炼炉泡沫渣的成因和预防措施 刘富全 中铝东南铜业有限公司熔炼厂,福建宁德 352100 摘要:分析了闪速熔炼炉泡沫渣发生的成因 ,同时提介绍出了泡沫渣预防和处理措施 关键词:闪速熔炼;炉温;渣型;泡沫渣 前言 目前国内铜冶炼工艺比较先进的“双闪”技术,即“闪速熔炼”、“闪速吹炼”冶炼工艺,在中国已有四座双闪铜冶炼厂。某厂设计能力为年产阴极铜400kt/a,硫酸1460 kt/a。该厂从建成至投产生产过程中不断设备改进与技术革新,于建成当年产出第一块阳极铜板。在试生产过程中熔炼炉因停炉后复产发生泡沫渣工艺事故 ,现就其原因作一简要分析 ,并提出预防和处理措施。 1 工艺简介 闪速熔炼是铜冶炼“双闪”炼铜的熔炼工艺,主要功能是处理铜精矿、烟尘、吹炼渣、渣选精矿、石英砂的混合物料,炉料在反应塔内与富氧空气完成氧化脱硫反应及造渣、造冰铜反应,生成的冰铜经冰铜风淬系统风淬后及冰铜磨研磨干燥后送闪速吹炼系统吹炼,熔炼渣经缓冷后进入渣选系统。烟气经过余热锅炉、电收尘净化后和吹炼炉烟气混合后送制酸厂制酸。 2 产生泡沫渣的情况 泡沫渣发生在闪速熔炼炉停炉保温再次投料复产时段。在停炉保温期间,通过采取增加柴油辅助升温,在闪速熔炼炉靠近反应塔侧形成明显的停炉前的生料堆,逐渐熔化反应。停炉保温期间,多次尝试进行熔体排放,由于铜渣分离不清和炉内熔体粘度较大,熔体下部温度较低等原因,排放困难,熔体排出效果不明显。 闪速熔炼炉停炉保温反应塔侧检尺炉内熔体总液面高640mm。发生泡沫渣前两小时炉内液面异常增高,测得反应塔侧熔体液面高740mm。熔炼炉再次投料生产,炉内产生泡沫渣从燃烧器口、观察孔逸出。现场取样泡沫渣较轻,渣面凹凸不平,渣内部有许多的气孔。 3 泡沫渣的成因
定向井技术(入门基本概念)
定向井技术(部分) 编制:李光远 编制日期:2002年9月9日 注:内部资料为企业秘密,任何人不得相互传阅或外借泄露!!!
一、定向井基本术语解释 1)井眼曲率:指在单位井段内井眼前进的方向在三维空间内的角度变化。它既包含了井斜角的变化又包含着方位角的变化,与“全角变化率”、“狗腿度严重度”都是相同含义。 K= v a SIN l l a 2*22 ?? ? ????Φ+??? ???? 式中: 均值 相邻两点间井斜角的平际长度 相邻两测点间井段的实的增量相邻两测点的增量相邻两测点----?--?Φ--?v a l a 方位角井斜角 2)井斜角、方位角和井深称为定向井的基本要素,合称“三要素”。 3)αA :A 点的井斜角,即A 点的重力线与该点的井眼前进方向线的夹角。单位为“度”; 4)ΦA :A 点的井斜方位角,亦简称“方位角”,即从正北方向线开始,顺时针旋转到该点井眼前进方向线的夹角。单位为“度”; 5)S B ’:B ’点的水平位移,即井口到B ’点在水平投影上的直线距离,也称“闭合距”。单位为“米”; 6)ΦS :闭合距的方位角,也称“闭合方位角”。单位为“度”; 7)L A :A 点的井深,也称“斜深”或“测深”,即从井口到A 点实际长度。单位为“米”; 8)H A :A 点的垂深,即L A 在H 轴上的投影。 H A 也是A 点的H 坐标值。同样,A 点在NS 轴和EW 轴上的投影,也可得到A 点的N 和E 坐标值。 9)磁偏角:某地区的磁北极与地球磁北极读数的差异; 10)造斜点:在定向钻井中,开始定向造斜的位置叫造斜点、通常以开始定向造斜的井深来表示; 11)目标点:设计规定的、必须钻达的地层位置,称为目标点; 12)高边:定向井的井底是个呈倾斜状态的圆平面,称为井底圆。井底圆上的最高点称为 高边。从井底圆心至高边之间的连线所指的方向,称为井底高边方向。高边方向上水平投影的方位称高边方位,即井底方位; 13)工具面:造斜工具面的简称。即在造斜钻具组合中,由弯曲工具的两个轴线所决定的 那个平面; 14)工具面角:工具面角有两种表示方法: A 、高边基准工具面角,简称高边工具角,即高边方向线为始边,顺时针转到工具
1、随井斜角的增加,岩屑在环空中的运移状态和规律与直井有何差别? 答:在直井中,岩屑下滑速度(Vs)与岩屑受重力作用方向一致,不存在指向下井壁的径向分量(Vsr)与指向井底的轴向分量(Vsa);但随井斜角的增加,下滑速度(Vs)亦随之增加,当井斜角为90°时径向分量(Vsr)增为最大值;而轴向分量(Vsa)则随井斜角的增加而降低,当井斜角为90°时轴向分量(Vsa)降为零。 2、根据Tomren等人的研究成果,岩屑运移规律按井斜角可分为几种类型? 答:①井斜角0~θα之间井段 岩屑在环空中受重力作用而下滑的方向是垂直于水平面,岩屑在井眼中,当钻井液上返速度稍微大于岩屑在钻井液中的下滑速度时,只要不停止循环,岩屑总会慢慢地被带出井简,不存在岩屑床。 ②井斜角在θα~θβ之间井段 当井斜角增大至θα时,径向分量(Vsr)增大至足以使岩屑脱离钻井液流,滞留井眼底侧并滑向液流的反向而形成岩屑床,而且当钻井液停止循环时,岩屑床受重力作用而存在下滑趋势。 ③井斜角在θβ~90°之间井段 井斜角超过θβ,轴向分量(Vsa)将逐渐降至零,岩屑沉淀并聚集在钻杆周围的井眼底侧,即使钻井液停止循坏,岩屑床也不再向下滑动。这里θα、θβ称为临界井斜角。 3、大斜度大位移定向井的井斜角一般在多少度左右? 答:大斜度大位移定向井的井斜角一般都大于45°,在70°左右。 4、岩屑上返最困难的井段一般处于井斜角的多少度的井段中?为什么? 答:岩屑上返最困难的井段一般处于井斜角在30°~65°之间的井段,因为在这一段,不仅岩屑床容易形成,而且岩屑床存在下滑趋势,使岩屑床的厚度不断增加。 5、在大斜度大位移定向井中影响岩屑正常上返的因素主要有以下几点? 答:①井筒中钻井液的上返速度 环空返速越大,岩屑越容易上返,井筒中越不易形成岩屑床;然而,若环空返速过大,会冲蚀井壁,使井壁坍塌,也会造成岩屑混杂,影响岩屑录井质量。大量实验表明,在30o一90o井斜角范围内,环空岩屑成床的临界返速为0.8—1.0m/s。 ②钻井液的流变参数 钻井液流变性能是影响岩屑上返能力的极为重要的因素。 层流状态下,钻井液流速较低时,提高钻井液的动切力和动塑比,可获得较好的携岩效果;井斜角较小时,动切力的作用是明显的;但随着井斜角增大,动切力的作用减弱,在大斜度和水平井段,动切力的作用变小甚至可以忽略,但动塑比对携岩的影响仍较大。
1.目的:规范熔炼操作,保证产品质量和生产的顺利进行。 2.范围:本公司的高、低铬合金铸铁熔炼操作。 3.内容: 3.1 生产准备:在炉料、工具、记录文件及人员的准备齐全后开始生产。如果准备不齐全,应准备齐全 后再开始生产。 3.1.1 炉料的准备:准备足够一个班次使用的炉料。废钢、和回炉料不能潮湿,不能严重锈蚀;回 炉料要求除净残砂。锰铁、铬铁、增碳剂、孕育剂和聚渣剂等,必须保持干燥无杂物。 3.1.2 工具、记录的准备:检查电炉、加料天车、加料车、测温枪和其它称量仪器,确保它们能够正常 工作。准备足够一个班次使用的除渣工具、孕育剂处理工具等。准备各种记录表格。扒渣、挡渣、搅拌等工具必须干燥,残汤罐必须刷涂料并烘干后方可使用。 3.1.3 中间包的准备,确保其处于良好状态。 3.1.3.1 中间包可采用混制好的浇注耐火材料制作。也可用与中频炉坩埚相同配比的石英砂和水玻璃制 作,混制方法同炉衬耐火材料。 3.1.3.2 包底厚度约150-180mm,包壁厚度约50-80mm。浇包内壁要轻轻打实、打平。 3.1.3.3 中间包制作完成后须用燃气烤包器彻底烘烤,或用木材、焦炭烘烤。要确保烤干烤透。任何时 候禁止用潮湿的中间包装盛转运或浇注铁水。 3.1.3.4 中间包的预热:每次重新生产前或浇注过程停工1 小时以上时,应将中间包充分烘烤至暗红色 状态(约600℃以上)后使用。 3.1.4 人员的准备:对临时代理或替班人员,代理人必须知道自己应做的工作,当班班组长保证代理人 可以完成相应的工作。 3.2 备料 3.2.1 准备主料:备料的数量要按生产指令的安排进行。废钢、回炉料的比例按技术部门最后提 出的《配料单》执行。 3.2.2 准备增碳剂、铬铁、锰铁等合金材料。 3.2.3 准备孕育处理:根据生产安排,依据相关技术文件《配料单》,准备相应份数和 重量的孕育剂。 3.3 电炉的检查 3.3.1 开炉熔炼前,必须认真进行下列项目的检查,以避免熔炼过程出现意外事故。 3.3.2 检查坩埚内部侵蚀程度:仔细检查坩埚底部和内壁,发现凹陷和裂纹要及时修补。 3.3.3 检查炉顶、炉嘴和炉盖板,发现掉砂和松动要注意修整和紧固。 3.3.4 检查感应圈四周是否有铁豆、铁屑和其他杂物,如有须清除干净。检查感应圈与绝缘柱的连接螺 栓是否松动和脱落,如有松动要紧固,如有脱落要全部补上并紧固。
铝熔炉除尘系统 设 计 方 案
目录 一、前言(设计依据和目标) 二、新建工程概述 三、设计内容 四、方案的设计依据及原则 五、治理方案实施后环保性能指标 六、铜熔炼炉车间粉尘治理方案 七、技术方案 八、除尘设备技术说明 九、高效除尘装置工艺流程及使用特点 十、工程投资概算 十一、工期 十二、项目实施效益分析 十三、结论意见
一、前言 随着经济的快速发展,环境污染已成为制约我国经济发展的重要因素。贵单位地处山东省济南地区,执行国家关于工业窑炉相关大气排放环境标准。今贵单位领导非常重视环保治理,受贵单位委托,我公司技术人员对贵单位所需废气治理工程现场进行了实地考察。并初步拟定选用高效复合除尘装置及系列专利技术承担此项任务。现将初步治理设计方案提请贵单位审查、决策。待审定后,作为施工及设备制作等相关设计依据。 二、新建工程概述 本工程所涉及治理范围为铝熔炼炉熔炼过程中,产生大量烟尘。严重地污染了生产现场环境,更重要的是直接危害了操作工人的身体健康。冶炼产生的粉尘具有较高的回收再利用价值。为了改善岗位条件和厂区的工作环境,必须新建除尘环保设施以满足保护工人身体健康,及回收利用价值粉尘的实际需要。铜在熔炼过程中产生大量的有价值粉尘,为了便于回收价值粉尘,在整个收尘系统中采用袋除尘设计,由于从熔炼炉烟道的烟气温度过高,且偶尔带有火星,在除尘系统前,布置火花捕集器。由于回收原料内杂质内含塑料、橡胶,在燃烧过程中会产生大量焦油,需设计干粉喷吹脱硫布袋保护系统。针对烟气内含有爆燃气体,整个系统做防爆设计。 三、设计内容 1、治理范围 铝熔炼炉在生产过程中,从炉内产生大量烟尘。 2、设计内容 尘气捕集罩的设计
定向井技术管理细则 1、直井段的位移控制 1.1 采用钟摆、塔式或满眼钻具结合,合理的钻压,把井斜角控制在2。以内,多目标定向井严格控制偏离设计线位移。 1.2 直井段较长的井,尽量采用单弯螺杆(PDC钻头)加钻盘的复合钻进,或者钟摆钻具加PDC钻头钻进。 1.3 井深超过800m后用单点测斜仪跟踪测斜,1500m以前每100m测斜一次,1500m以后每50m测斜一次,发现井斜超过2。,应及时采取纠斜措施。 2、定向及扭方位 2.1定向前要根据直井轨迹和设计轨迹重新确定定向井方位角及最大井斜角。 2.2认真检查入井弯接头。 2.2.1 检查弯接头实际弯度与名义弯度是否相符。 2.2.2 检查弯接头键是否偏离中心线。 2.2.3用定向杆反复试验,检查弯接头是否卡键。 2.3 认真检查螺杆,并试运转。 2.3.1螺杆(或涡轮)入井前必须认真检查旁通阀是否有堵塞现象,间隙是否符合要求。 2.3.2 螺杆入井前要用清水冲洗干净。
2.3.3 螺杆入井前要试运转,注意观察旁通阀出泥浆是否正常,螺杆动率是否符合要求。 2.4 动力钻具入井(螺杆、涡轮)必须保证井眼畅通无阻,严禁用动力钻具划眼。 2.5一般情况下,定向及扭方位推荐入下钻具组合: 钻头+动力钻具+弯接头+无磁钻铤+钻铤(2柱)+加重钻杆(100~200m)+普通钻杆,特殊情况的钻具组合以设计为准。 2.6 定向及扭方位施工 2.6.1 定向(扭方位)时,井斜角小于10°时用磁性工具面施工,井斜角大于10°时用高边工具面施工。 2.6.2 在无磁干扰情况下使用随钻测斜仪定向,在有磁干扰的情况下使用陀螺仪定向。 2.6.3 定向装置角的计算,采用沙尼金图解法或计算法。 2.6.4 采用平均角法进行数据处理,方位必须校正磁偏角。 2.6.5 定向及扭方位过程中,要及时跟踪计算“狗腿度”,发现“狗腿度”超标或增斜效果达不到设计要求,及时根据现场情况更换弯接头。 2.6.6 定向、扭方位过程中,如出现效果差甚至出现反向效果,应立即停止施工,起出随钻仪器并重新坐键,如坐键没问题应起钻检查弯接头。 2.6.7 定向、扭方位时,井斜角达到15°或扭方位施工50m 以上,必须用单点测斜仪校验随钻仪显示数据,定向、扭方位施
中频炉熔炼技术交流 第一局部中频炉根底 1.1感应电炉的根本原理 法拉第在1831年就发现了电磁感应现象:当经过导电回路所包围的面积的磁场发作变化时,此回路中会产生电势,此种电势称为感应电势,当回路闭合时,则产生电流。 感应电炉都是用交流电产生交变磁场,处在这个交变磁场中的金属内部则产生交变的感应电势与感应电流。感应电流的方向与炉子感应线圈中的电流方向相反。 在感应电势作用下,被加热的金属外表层产生感应电流。电流活动时,为克制金属外表层的电阻而产生焦耳热。 感应电炉就是应用这个热量使金属加热凝结。 1.2中频炉的特性 在感应炉内,被凝结的金属由于遭到电磁力的作用,产生激烈的搅拌力,这是感应电炉的特性。 在炉子内,电磁搅拌的作用有助于金属炉料和合金疾速凝结,铁水化学成
份和温度平均。假如电磁搅拌力过大,使金属外表旋速过高,金属液激烈活动,冲刷炉衬,使炉衬腐蚀加快,同时还使铁水氧化。这一点操作时十分重要。设计时已限制电磁搅拌作用在一定范围值内。这就请求在不消费时,限定铁水量,限定送电功率。 1.3铸造一厂灰熔车间中频炉的主要技术参数 炉子有效容量:8吨 额定中频感应功率:6000KW 熔比率:10t/h 逆变器输出电压:2800-3000V 逆变器输出额率:200-280HZ 变压器输入电压:10KV 进水压力:0.6Mpa 进水温度:≤35℃ 第二局部中频炉筑炉工艺 2.1耐火资料明细表
耐火资料常备2炉份料,维修用料常备1-2T。以上资料为联矿提供。 2.2主要筑炉工具 振实捣固主要用具 马丁振动器(气动):工作气压:0.6Mpa 以上由于紧缩空气系统压力不够,现运用一台增压泵,压力可达0.8 Mpa 六齿捣固叉: 圆型捣固头: 月牙型捣固头: 捣固工具衔接铁管: 热电偶、多点温度记载仪 2.3筑炉前准备工作 2.3.1中频炉的检查及调试 炉子的机械系统、液压系统、电气系统、水冷系统,必需在筑炉前调试完好,并做无炉衬冷态实验。报警安装信号设定好报警值。扫除炉子运转中可能呈现的不测毛病。
铜冶炼闪速熔炼及熔池熔炼技术探讨 当前世界上广泛采用的铜火法冶炼方法主要有三种,包括传统熔炼、闪速熔炼以及熔池熔炼。技术成熟、简易灵活、生产可靠、设备简单等是传统熔炼方法的优点,但其缺点是较低的生产效率,较差的硫回收率,烟气含SO2浓度比较低,烟气处理费用高。因此,本文主要对闪速熔炼、熔池熔炼技术进行了简要的分析,并进一步探讨了铜的火法精炼、电解精炼等关键环节,希望能够通过不断的分析和研究,切实的提升铜冶炼技术水平。 标签:铜冶炼;闪速熔炼;熔池熔炼 1 冶炼工艺选择的基本原则 1.1 适应能力 在冶炼中,主要有着能够对各种化学成分、粒度的原料进行处理,能够适应处理能力有较大波动等要求,因此所采用的工艺流程必须要适应这些要求。 1.2 高效节能 企业要想取得更高的经济效益,生产作业必须要有着较高的效率,能源消耗较少,因此工艺工艺流程的选择必须要满足高效节能的要求。 1.3 技术先进、成熟、可靠,环境友好,排放达标 技术的先进性与实用性是工艺流程必须具备的,同时技术的可靠性也至关重要,因此选择的工艺流程必须成熟可靠,技术风险较低。此外,还需要遵循“以人为本”的原则,工艺系统必须密闭性强、有害烟气泄露少,能够满足清洁工厂的要求。 2 两种冶炼工艺分析 2.1 闪速熔炼 2.1.1 工艺配置 图1为直接炼粗铜工艺的典型流程图。其与闪速吹炼流程相比有着差异较为明显,主要体现在把闪速吹炼渣返回至之前的闪速熔炼炉中,而不是在单独的炉渣贫化系统中处理。备料主要是对物料进行干燥和混合。物料的干燥能够使工艺的总热量实现平衡,此外,还能够更好的控制烟气管路的腐蚀。然后闪速炉中输送干燥物料。在反应塔中,物料和氧气进行混合,反应以悬浮物的形式进行,在沉降室中进行熔融相收集,分离出炉渣与粗铜。
(铸造公司黑色金属交流会) 刘树龙 目录 1、中频炉特点及主要技术参数 2、中频炉筑炉工艺 3、中频炉新炉衬启熔工艺 4、中频炉冷炉及冷炉启熔工艺 5、中频炉炉衬耐火材料使用寿命情况 6、中频炉熔炼工艺 7、我厂中频炉应用存在的问题
(铸造公司黑色金属交流会) 刘树龙 第一部分中频感应电炉基础 1.1感应电炉的基本原理 法拉第在1831年就发现了电磁感应现象:当通过导电回路所包围的面积的磁场发生变化时,此回路中会产生电势,此种电势称为感应电势,当回路闭合时,则产生电流。 感应电炉都是用交流电产生交变磁场,处在这个交变磁场中的金属内部则产生交变的感应电势与感应电流。感应电流的方向与炉子感应线圈中的电流方向相反。 在感应电势作用下,被加热的金属表面层产生感应电流。电流流动时,为克服金属表面层的电阻而产生焦耳热。 感应电炉就是利用这个热量使金属加热熔化。 1.2中频感应电炉的特点 在感应炉内,被熔化的金属由于受到电磁力的作用,产生强烈的搅拌力,这是感应电炉的特点。 在炉子内,电磁搅拌的作用有助于金属炉料和合金迅速熔化,铁水化学成份和温度均匀。如果电磁搅拌力过大,使金属表面旋速过高,金属液强烈流动,冲刷炉衬,使炉衬侵蚀加快,同时还使铁水氧化。这一点操作时非常重要。设计时已限制电磁搅拌作用在一定范围值内。这就要求在不生产时,限定铁水量,限定送电功率。 1.3铸造一厂灰熔车间中频感应电炉的主要技术参数 炉子有效容量:8吨 额定中频感应功率:6000KW 熔比率:10t/h 逆变器输出电压:2800-3000V 逆变器输出额率:200-280HZ 变压器输入电压:10KV 进水压力:0.6Mpa 进水温度:≤35℃
0.75吨/350KW(铝壳)中频感应熔炼炉主要技术参数: 项目参数 电炉参数 额定容量0.75t 最大容量0.85t 炉衬厚度50mm 感应圈内经φ650mm 感应圈高度800mm 最高工作温度1750℃ 熔钢工作温度1550℃ 电耗≤700kW.h/t 熔化率(1550℃)0.80t/h 电器参数 中频电源额定功率350KW 变压器容量400KVA 整流相数6脉 变压器一次电压10KV 变压器二次电压(额定输入电压)3N-380V 额定输入电流675A 直流电压510V 直流电流785A 中频电源最高输出电压750V 额定工作频率1000Hz 额定工作电压1400V 冷却水系统 冷却水流量25t/h 供水压力0.2~0.35MPa 进水温度5~35℃ 出水温度<55℃ 二、0.75吨/350KW中频熔炼炉(铝壳/一电两炉)配置表: 序号设备名称规格型号数量备注 中频炉主设备部分 1中频电源柜KGPS-350KW/1KHz1套含低压开关、电抗器 2补偿电热电容器350KW/1KHz6000Kvar1套电容器/水冷铜排组3铝壳炉体GWJ-0.75-350/10002台支撑架/感应圈/等 4坩埚模0.75t专用2只钢质
5水冷电缆电容到炉体之间2套 6连接铜排电源到电容之间1套 7倾炉系统431减速机2个 8倾炉操作盒1个 辅助设备部分(用户自备) 1整流变压器ZPS-350KVA-10KV-380V一台 2闭式冷却塔KBL-400一台冷却电源和炉体 三、0.75吨/350KW中频熔炼炉(铝壳)一电两炉价格:序号设备名称规格型号数量单价总价 0.75吨/350KW中频熔炼炉(铝壳)主设备价格 1中频电源柜KGPS-350KW/1KHz1套 2补偿电热电容器350KW/1KHz1套 3铝壳炉体GW-0.75-350/10002台 4坩埚模0.75t专用2只 5水冷电缆电容到炉体之间1套 6连接铜排电源到电容之间1套 7水分配器用于分配水路1个 8倾炉系统431减速机2个 9倾炉操作盒1个 10安装材料1套 11主控制板1块赠送
第一章定向井(水平井)钻井技术概述 定向井、水平井的基本概念 定向井丛式井发展简史 定向井钻井被(英)T.A.英格利期定义为:“使井筒按特定方向偏斜,钻遇地下预定目标的一门科学和艺术。”我国学者则定义为,定向井是按照预先设计的井斜角、方位角和井眼轴线形状进行钻进的井。定向井相对与直井而言它具有井斜方位角度而直井是井斜角为零的井,虽然实际所钻的直井它都有一定斜度但它仍然是直井。 定向井首先是从美国发展起来的,在十九世纪后期,美国的旋转钻井代替了顿钻钻井。当时没有考虑控制井身轨迹的问题,认为钻出来的井必定是铅垂的,但通过后来的井筒测试发现,那些垂直井远非是垂直的。并由于井斜原因造成了侵犯别人租界而造成被起诉的案例。最早采用定向井钻井技术是在井下落物无法处理后的侧钻。早在1895年美国就使用了特殊的工具和技术达到了这一目的。有记录定向井实例是美国在二十世纪三十年代初在加利福尼亚享廷滩油田钻成的。 第一口救援井是1934年在东德克萨斯康罗油田钻成的。救援井是指定向井与失控井具有一定距离,在设计和实际钻进让救援井和失控井井眼相交,然后自救援井内注入重泥浆压死失控井。 目前最深的定向井由BP勘探公司钻成,井深达10,654米; 水平位移最大的定向井是BP勘探公司于己于1997年在英国北海的RytchFarm 油田钻成的M11井,水平位移高达1,0114米。 垂深水平位移比最高的是Statoil公司钻成的的33/9—C2达到了1:3.14; 丛式井口数最多,海上平台:96口;人工岛:170口; 我国定向井钻井技术发展情况 我国定向井钻井技术的发展可以分为三个阶段,50—60年代开始起步,首先在玉门和四川油田钻成定向井及水平井:玉门油田的C2—15井和磨三井,其中磨三井总井深1685米,垂直井深表遗憾350米,水平位移444.2米,最大井斜92°,水平段长160米;70年代扩大实验,推广定向井钻井技术;80年代通过进行集团化联合技术攻关,使得我国从定向井软件到定向井硬件都有了一个大的发展。 我国目前最深的水平井是胜利定向井公司完成的JF128井,井深达到7000米,垂深位移比最大的大位移井是胜利定向井公司完成的郭斜井,水平
CENTRAL SOUTH UNIVERSITY 本科生毕业论文(设计) 题目铜闪速熔炼冶金计算 程序研究 学生姓名董红莉 指导教师艾元方副教授 学院能源科学与工程学院 专业班级热动0503 完成时间2009年6月4日
铜闪速熔炼冶金计算程序研究 摘要:闪速炉系统是一个庞大的复杂系统,其生产具有高度非线性、多环节、多操作变量的强烈耦合性,熔炼过程具有系统动力学特性的不确定性和对控制性能的高依赖性,使用传统的人工经验判断和探索性的试生产的方法很难满足闪速熔炼过程的不断优化的要求,因此充分利用现代计算手段的先进性和具有普遍性的模型技术在闪速炉熔炼生产中显得十分重要。物料平衡计算和能量平衡计算应用在工业生产的各个领域、各个阶段:在生产之前操作参数的优化需要输入物料的组成,在实际生产过程中需要进行配料和配风的计算。对于一个已建成的闪速炉系统,其生产气力究竟有多大,又主要受到哪些因素的制约,如何在生产过程中协调各环节因素以实现系统的最佳匹配等,这些问题已成为各闪速炉用户关注的一大焦点。为了适应生产强化的要求,更好的协调系统配置,科学地挖掘闪速炉生产潜力,本文通过对铜闪速熔炼过程中物料平衡及能量平衡计算的研究,建立了相应的衡算模型,建立并完善了闪速炉数值熔炼模型,开发了Matlab计算程序。 关键词:闪速炉;物料平衡;热量平衡;衡算模型;程序
The research of Metallurgical calculation in Copper Flash Furnace Abstract: Flash smelting Furnace system is a large complex system, its production has the important character of the strong coupling of high nonlinear, multi-link, and multi-variable operation. Smelting process has the uncertainty of the system dynamics and the high dependence on the performance of control. Using the traditional artificial judging by experience and exploratory way has cannot meet the request of the continuous optimization for the flash smelting process, therefore, it is very important to take full advantage of the advanced modern computing means and universal model technology in the production of flash smelting furnace. The calculations of material balance and energy balance are used by various fields and various stages of industrial production: the optimization of operating parameters before production need for inputting the composition of materials. The calculations of the feed and the volume of blast are needed in the actual production processes. For a completed flash furnace system, how much productivity it has? What is the main factors ? How to adjust various aspects of factor so that the system can has the best match in the production process. All these problems have become a major focus of concern for the flash Furnace users. In order to adapt to the requirements of the enhanced production, better coordinated system configuration, and scientifically Mining production potential of flash furnace, the paper set up a model of accounting, mathematical model of balance calculation of the flash smelting furnace through the study on the material balance calculation and energy balance calculation for the copper flash smelting process. Meanwhile, it developed a MATLAB program. Keywords:Flash smelting Furnace; material balance; heat balance; mathematical model of balance calculation; program
Φ5.8×30M底吹熔炼炉安装工程施工方案 衡阳中钢衡重工程有限公司技术部编制 2013年08月
目录 1、底吹熔炼炉安装工程概况 (3) 2、安装工艺流程式 (4) 3、保证工程质量的主要措施 (5) 4、安装施工规范 (6) 5、氟化氰反应炉安装工程施工组织 (7) 6、施工程序及规范 (9) 7、设备安装施工过程 (10) 8、主要设备的安装 (11) 9、设备试运转 (16) 10、劳动力配备计划 (16) 11、安装设备及量具 (17)
1、底吹熔炼炉安装工程概况 1.1工程概述:Φ5.8×30M氧气底吹熔炼炉是担负铅等金属初始熔炼任务的高能耗闪速熔炼炉的替代品,具有节省投资、回收率高、能耗低、清洁生产等显著特点。就其结构型式及产品的特性,对炉体的制造精度和安装精度都提出了很高的要求,该设备总重约1165.2t,炉窑直径5.8米、长30米、炉壳重430余吨,需要超大型的起吊、运输和加工设备,还得防止产品发生形变,致使制造、安装难度大幅提高。为此我公司从制造到安装都将精心组织,严格把关,确保工程按质按期竣工。 1.2 底吹熔炼炉主要设备:
1.3编制依据: 恩菲设计院设计图纸 GB50231-98 《冶金机械设备安装工程施工及验收规范之通用规定》YBJ207-85 《冶金机械设备安装工程施工及验收规范之液压、气动和润滑系统》 有色金属工业设计工程机械设备安装质量评定标准 YBJ212-88 《冶金建筑安装工程施工测量规范》 GBL232-82 《电气装置安装工施工及验收规范》 JB/5000.3-98 《焊接件通用技术条件》 JB1152 《锅炉和钢制压力容器对接焊接超声波探伤》 GB3323-87 《钢熔化焊对接接头射线照相和质量分级》 QJ/HY S10-96 《产品涂装技术要求》 2
钢壳中频感应熔炼设备制造项目设计技术方案
钢壳中频炉改造技术方案 一、项目改造范围及目标 1.1改造要求 应公司的要求,需对现有的两台铝壳中频熔炼炉体进行升级改造,现有铝壳炉体为2.5吨1台、3.0吨1台。 1.2改造范围及内容 1.2.1将现有的两台铝壳中频炉体(2.5吨、3.0吨)拆除,根据现有铝壳中频炉体的相关参数,设计制造为钢壳中频炉体。 1.2.2变压器、中频电源柜、电容器保持不变利旧。除尘设备主体不变利旧,对吸尘罩及旋转机构进行相应的调整改造。设备冷却循环水只对炉体进、出水管道改造,每台中频炉安装符合安全要求的循环水系统,确保水温、水压、流量在设备允许的数值内运行及报警。 1.2.3中频炉基础重新设计,受场地的影响,两台钢壳中频炉布置不得影响安全和现场生产,在保证安全情况下,基础改动量要尽量小。 1.3改造的目标 钢壳中频熔炼炉的设计、制作、安装及调试,要满足环保及安全要求,直至交付使用。 二、主要技术参数 2.1钢壳 3.0t中频炉主要技术参数
2.2钢壳2.5t中频炉主要技术参数
三、技术说明 3.1技术方案 本技术方案的主要设备包括: 1台3.0t钢壳中频熔炼炉体、 1台2.5t 钢壳中频熔炼炉体、1套液压倾炉传动系统(带2台钢壳炉倾动)、8条500mm2水冷电缆、2套龙卷风式除尘罩、2台炉体用不锈钢分水器、1只3.0t坩埚模和1只2.5t坩埚模及其它相关辅助工程及材料。 3.2钢壳熔炼炉 无芯中频感应熔炼炉由炉壳、炉架、旋风式除尘炉盖、感应线圈、倾炉系统、水冷系统、控制系统等组成。炉体结构由炉固定架和炉本体组成,炉固定架和炉体采用整体性钢体骨架结构。 3.2.1炉体结构 炉体结构由炉固定架和炉本体组成, 炉固定架和炉体采用整体性骨架结构。如 图所示: 3.2.2炉本体钢结构 炉壳采用优质型钢制焊接而成的鼠笼 式框架结构体,窗口有可拆式盖板,框架底板采用优质厚钢板制作。炉壳下部有炉衬顶出机构的固定支架。炉壳内配有长方形体磁轭。磁轭的屏蔽可以减小线圈漏磁防止炉体发热,提高电能效率,同时支撑感应圈,提高强度,在磁轭不取走情况下可以方便的拆装线圈和对线圈的维修、观察、散热。 炉盖采用液压(或机械手动)进行升降及旋开、旋回,炉盖顶部设有观察孔,可方便测温和补加合金材料。电炉熔炼时盖上炉盖可减少热能流失,降