陶瓷耐磨弯头型号说明
流体管道输送不仅应用于电力行业、而且遍及冶金、煤炭、石油、化工、建材、机械等行业。当管道内输送磨削性大的物料时(如灰渣、煤粉、矿精粉、尾矿水泥等),都存在一个管道磨损快的问题,尤其是弯管磨损快;当管道内输送具有强烈腐蚀性气体、液体或固体时,都存在管道被腐蚀从而被很快破坏的问题;当管道内输送具有较高温度的物料时,存在着使用耐热钢管价格十分昂贵等问题。陶瓷耐磨弯头在输灰管道煤粉管道用量日益增加,但是陶瓷耐磨弯头的价格相差很大,大约30%,很多客户只选择价格低的,不管质量好坏。耐磨陶瓷弯头质量最要看耐磨层厚度,致密度、表面光洁度。
好多电厂钢厂技术人员设计耐磨弯头不知道常用规格型号现总结一下表格供技术人员以供参考,耐磨弯头设计一般安保管道内径设计。
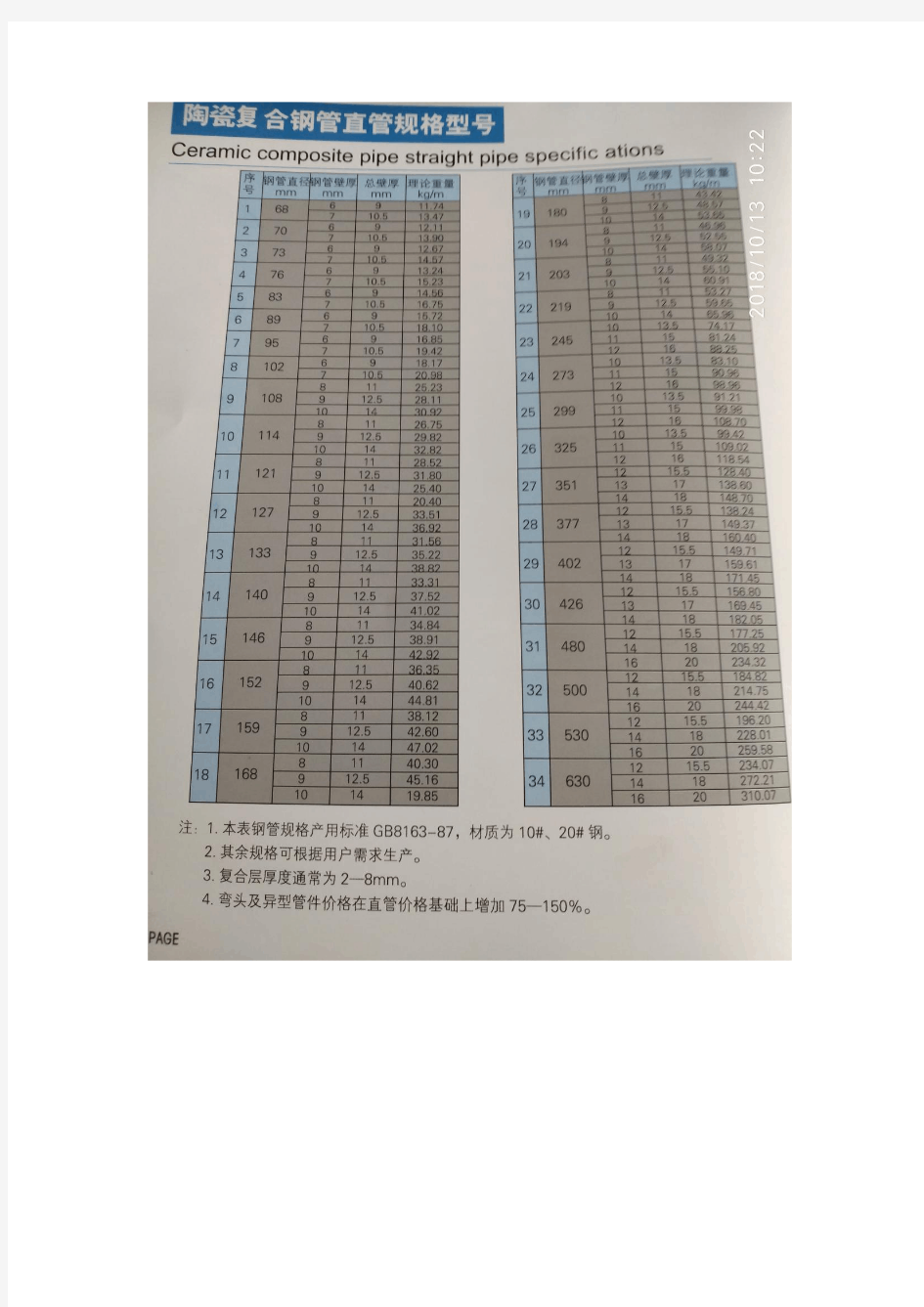
1、本表钢管规格参照GB8163-87,材质为10# 20#钢。
2、长度按用户要求制作,大于3米时采用焊接(法兰或快速连接)法获得。
3、陶瓷层厚度通常为3-8mm。
4、表中D(为本厂产品钢管的外径)及理论重量供选用者参考。
5、其余规格可根据用户要求制作。
耐磨弯头与传统弯头的比较 耐磨弯头能得到市场的青睐并不断取代一些传统的防磨材料,根本原因在于其优异的产品品质,以及在与传统防磨材料,如铸石、铸钢和离心浇注陶瓷材料相比所具有的多方面优势。 (一)性能比较 1.铸石 以前每个厂的弯头大部分都是使用铸石弯头,这种材料的特点是易碎、开裂,而且磨损面背包,壁厚25-35毫米,有的近40毫米,内侧短时间磨破开裂后,煤粉随着缝隙向外侧磨损,其寿命也就只有一个大修期。而且内部常有气孔,易留隐患,一旦磨穿,现场无法修补。 2.铸钢 铸钢(包括合金钢)广泛应用在防磨领域,其制造工艺相对简单。但由于材料本身性能的局限和工艺的限制,铸钢材料的表面硬度(约60)远低于陶瓷(80以上),耐磨性能仅相当于陶瓷的几十分之一至更低,(具体数据参见中南大学粉末冶金所的磨损试验报告和日本九州工业陶瓷研究所的喷射磨损试验结果),用其制造的弯头有投运一年多就磨穿的情况。此外,铸钢管道厚度大,非常笨重,且含碳量高,可焊性比较差,需现场对焊缝热处理,给现场的安装维修带来相当大的困难。 3.离心浇注复合陶瓷管 该工艺采用自蔓延离心浇注的方法成型,主要利用物质自身化学反应,放热燃烧产生高温,在燃烧波蔓延过程中合成新物质的技术。 此种方法成型的陶瓷复合管内表面置换出陶瓷层,与碳钢、锰钢钢管相比,耐磨性能有一定程度的提高,但是由于反应的温度不高(平均不超过1200℃),反应
时间短,还原出来的氧化铝还停留在低温相β-Al2O3,并没有能够转换为高温相α -Al2O3(转变温度超过1300℃)。同是氧化铝,但是高温相氧化铝与低温相氧化铝之间在强度、硬度及密度等性能上天壤之别。由于反应时间短,低温相氧化铝与铁水离心分离不彻底,造成陶瓷层不致密、颗粒松散、硬度低。耐磨弯头衬贴95陶瓷,氧化铝含量不低于95%,而且全部是高温相α-Al2O3,烧结温度高达1670℃,确保材料品质。从实际防磨的效果来看,耐磨弯头的耐用时间是复合陶瓷弯管的5倍以上。 而且离心浇注复合陶瓷管的技术决定了不适合做弯头及大小头,普通技术条件下,复合陶瓷管只能做成直管状,要做成弯管或大小头,必须将直管分割成若干段焊接,成型后的弯头及大小头内壁不是流线型结构,妨碍物料输送,降低设备出力。 同时,该种工艺所生产的陶瓷管,微观裂纹多,质脆易碎,容易局部脱落失效,而且脱落后无法修补。 此外,从整个锅炉的吊架承载力来说,铸钢弯头、复合陶瓷弯头都是以重量和厚度来取胜,有的弯头磨损面壁厚达40多毫米,从机组设计看,无疑给吊架增加重量,缩短了使用寿命。 (二)价格比较 目前市场弯头的价格是:合金每吨1.8万元左右,铸石弯头每吨1.3万元,复合弯头每吨1.7万元。这几类弯头特别重,它们是以重量来谋利润。也就是说,一个合金弯头的价格是耐磨陶瓷弯头的两倍,用一个合金弯头的钱,可以买两个耐磨陶瓷弯头,耐磨陶瓷弯头的使用寿命是这种合金弯头的2-3倍,用价格与使用寿命比,也就是用1/5的合金弯头的钱买一个耐磨陶瓷弯头。 例如:2×600MW超临界机组送粉管道,管径为φ530×10,一个90°弯头,
1600 162 - 1010 2438 1620 1700 1727 - 1073 2591 1727 1800 1820 - 1137 2743 1827 2000 2020 - 1263 3048 2032 弯头规格尺寸表 弯头是改变管路方向的管件。弯头标准是什么呢?按角度分,有45°及90°180°三种最常 用的,另外根据工程需要还包括60°等其他非正常角度弯头。弯头标准都有哪些?弯头市 场调研报告显示,弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢、有色金属及塑料 等。弯头标准表显示,按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头等。 其他名称:90度弯头、直角弯、爱而弯等。下面介绍弯头标准尺寸表及弯头规格表: 弯头标准尺寸表及弯头规格表一览 弯头市场调研显示,国标弯头管道安装中常用的一种连接用管件,连接两根公称通径相同或者不同的管子,使管路作一定角度转弯. 弯头标准尺寸表 弯头标准jis b2311 通用钢制对焊管件 弯头标准jis b2312 钢制对焊管件 弯头标准jis b2313 钢板制对焊管件 弯头标准jis b2316 钢制承插焊管件 弯头标准管件执行标准之美国标准: 弯头标准号描述 弯头标准asme/ansi b16.9 工厂制造的锻钢对焊管件
弯头标准asme/ansi b16.11 承插焊和螺纹锻造管件 弯头标准asme/ansi b16.28 钢制对焊小半径弯头和回头弯 弯头标准asme b16.5 管法兰和法兰配件 弯头标准mss sp-43 锻制不锈钢对焊管件 弯头标准mss sp-83 承插焊和螺纹活接头 弯头标准mss sp-97 承插焊、螺纹和对焊端的整体加强式管座弯头规格表一览
耐磨陶瓷弯头耐磨弯头 国家“863”高科技计划项目、国家“九五”重点支持和推广的高技术新材料产品—自蔓燃陶瓷复合钢管,采用自蔓燃高温离心合成法制造。由刚玉陶瓷层、过渡层、钢三层组成。 陶瓷内衬钢管性能介绍 陶瓷钢管与传统的钢管、耐磨合金铸钢管、铸石管以及钢塑、钢橡管等有着本质性区别。陶瓷钢管外层是钢管,内层是刚玉。刚玉层维氏硬度高1100~1500(洛氏硬度为90-98),相当于钨钴硬金。耐磨性比碳钢管高20倍以上,它比通常粘接而成的刚玉砂轮性能优越得多。现在刚玉砂轮仍是各种磨床削淬火钢主要砂轮。陶瓷钢管中刚玉层可把刚玉砂轮磨损掉。陶瓷钢管抗磨损主要是靠内层几毫米厚的刚玉层,其莫氏硬度为9,仅次于金刚石和碳化硅,在所有氧化物中,它的硬度是最高的。而铸石管成分中只有20%左右是刚玉,大部分为SiO2,SiO2莫氏硬度为7。高铬或稀土耐磨合金管,维氏硬度400左右(洛氏硬度为50左右);不足刚玉硬度的三分之一。所以耐磨合金铸钢管,铸石管抗磨既靠成分和组织,又靠厚度,陶瓷钢管抗磨能力与它们相比,有了质的飞跃。 陶瓷内衬钢管是采用自蔓延高温合成;离心法制造的,陶瓷钢管中刚玉熔点为2045°C,刚玉层与钢层由于工艺原因结构特殊,应力场也特殊。在常温下陶瓷层受压应力,钢层受到拉应力,二者对立统一,成一个平衡的整体。只有温度升高到400°C以上,由于二者热膨胀系数不一样,热膨胀产生的新应力场和使陶瓷钢管中原来存在的应力场相互抵消,使陶瓷层与钢铁层两者处于自由平衡状态。当温度升高到900℃把陶瓷内衬钢管放入泠水内,反复浸泡多次,复合层不裂缝或崩裂,表现出普通陶瓷无可比拟的抗热冲击性能。这一性能在工程施工中大有用处,由于其外层是钢铁,加之内层升温也不崩裂,在施工中,对法兰、吹扫口、防爆门等能进行焊接,也可用直接焊接方法进行连接,这比耐磨铸石管、耐磨铸钢管、稀土耐磨钢管、双金属复合管、钢塑管、钢橡管在施工中不易焊接或不能焊接更胜一筹。陶瓷内衬钢管抗冲击性能也好,在运输、安装敲打以及两支架间自重弯曲变形时,复合层均不破裂脱落。 工业耐磨陶瓷弯头的磨损一直是影响安全文明生产的一个因素,特别是弯头。随着科学技术不断发展,材料也不断创新,相继出现铸石、铸钢、合金、粘贴陶瓷等材料。其中管道内衬陶瓷以其高耐磨性、高硬度、耐氧化、耐腐蚀性好和极高的耐高低温强度性能,已成为一种应用最广泛耐磨材料,占据了世界特种陶瓷市场份额(耐磨材料)的80%左右。 国内“建湖远达”耐磨弯头及耐磨管道,致力于该项目生产和研究已达十余年,目前各项性能指标已处于国际领先水平。产品已销往全国30多个省市的400余家客户,广泛分布在火电、钢铁、冶炼、水泥、机械、煤炭、矿山、化工、港口码头等磨损严重的行业。 刚玉层维氏硬度高达1100—1500(洛氏硬度为90-98),相当于钨钴硬金。耐磨性比碳钢管高20倍以上,它比通常粘接而成的刚玉砂轮性能优越得多。目前,使用建湖县远达特种材料有限公司生产的陶瓷内衬复合钢管的数十家火电厂实践表明:陶瓷内衬复合钢管抗磨损能力高,抗流体冲刷能力强。 离心浇铸复合陶瓷管 离心浇铸复合管是采用“自蔓燃高温合成-高速离心技术”制造的复合管材,在高温高速下形成均匀、致密且表面光滑的陶瓷层及过渡层。另外工作常温850~900度陶瓷都不会掉落,重量较轻,复合陶瓷以硬度防磨,解决过去以厚度防磨。目前直管、弯头、弯管、三通等在磨损严重行业使用效果非常好。
公称通径 端部外径 中心至端面尺寸中心至中心尺寸背面至端面尺寸 45 °弯头90 °弯头180 °弯头180 °弯头 A 系列 B 系列长半径长半径短半径长半径短半径长半径短半径 15 21.3 18 16 38 - 76 - 48 - 20 26.9 25 16 38 - 76 - 51 - 25 33.7 32 16 38 25 76 51 56 41 32 42.4 38 20 48 32 95 64 70 52 40 48.3 45 24 57 38 114 76 83 81 50 60.3 57 32 76 51 152 2 106 100 65 76.1(73) 76 40 95 64 191 127 132 121 80 88.9 89 47 114 76 229 152 159 159 100 114.3 108 63 152 102 305 203 210 197 125 139.7 133 79 190 127 381 254 262 237 150 168.3 159 95 229 152 457 305 313 313 200 219.1 219 126 305 203 60 406 414 391 250 273 273 158 381 254 762 508 518 467 300 323.9 325 189 457 305 914 610 619 533 350 355.6 377 221 533 356 1067 711 711 610 400 406.4 426 253 610 406 1219 813 813 686 450 457 478 284 686 457 172 914 914 762
三分钟了解耐磨陶瓷施工的工艺及施工流程注意事项 一般耐磨产品主要使用在火电、钢铁、冶炼、机械、煤炭、矿山、化工、港口码头等磨损严重的行业;可安装在火力发电厂5万千瓦的小机组至100万千瓦的大机组上,在其输煤、制粉、排灰、除尘等系统均可安装使用;在钢铁厂、冶炼厂的烧结分厂的输料、配料、除尘等系统亦能安装使用。施工作业分:胶粘型、直粘型、抗冲击型、粘固型、装配型、耐热胶粘型、耐寒胶粘型、耐磨陶瓷衬板和衬里。可用于耐磨弯头、耐磨直管、耐磨三通、耐磨异型管件等耐磨陶瓷管道。 设备在运行中由于不断地受到硬介质的摩擦、腐蚀、碰撞、冲击,系统极易发生泄漏,造成环境污染。所以各个厂家对耐磨陶瓷施工都比较重视,要求都很高。 设备防磨是个系统工程,不同厂家采取的施工方法不同,产生的效果就会有天壤之别很大,目前我们耐磨陶瓷的施工步骤一般是先对设备进行修复、打磨,然后配胶、涂胶、粘贴、固化,特殊产品还需要焊接等工作。这些看似简单的工作,实施起来却没那么容易。这是个需要细心、有经验且费时的工作,不是临时拼凑的队伍可以胜任的。遗憾的是,一些用户很重视对耐磨陶瓷及粘胶的选择,却忽视了对耐磨陶瓷施工的控制。一些厂家为了节省成本,往往会在当地临时组建施工队伍,这些临时组建的队伍无论从操作技术还是从责任心上都很难控制,致使昂贵的耐磨陶瓷很快脱落,达不到预期的防磨效果。 怎么避免耐磨陶瓷片在使用过程当中脱落的注意事项: 一、耐磨陶瓷贴片在施粘到钢件表面前,钢件没有处理好,有的是除锈不够彻底,有的是表面不平滑,为了获得良好的施工效果,钢件要经过喷砂预处理。还要在钢件表面再用丙酮擦拭,从而达到一定的除油除胶效果; 二、耐磨陶瓷胶的配比有误,不同胶的配比是不一样的,要严格掌控,配比不合适的也无法达到预定的粘黏度; 三、耐磨陶瓷胶没有抹匀,所以导致不粘胶或胶太少的地方容易脱落。耐磨陶瓷片施工完毕后要拿橡皮锤轻轻敲实,施工面要平整; 四、耐磨陶瓷贴片施工前一定要弄清楚工作温度,耐磨陶瓷贴片可以耐一千度的高温,不同温度要选择耐温性能不同的胶,否则容易出现随着温度升高耐磨陶瓷贴片脱落的现象; 建议各位,在耐磨陶瓷施工的时候一定要选择有经验的施工队伍,好的耐磨陶瓷施工能让效果好上很多。
华电莱州发电有限公司一期(2×1000MW级)工程 送粉管道耐磨弯头 技术规范书 2011年08月
目录 1.总则 (1) 2.技术规范 (1) 3.设计与环境条件 (3) 4.技术要求 (3) 5.质量保证及试验 (4) 6.标识、包装和运输 (5) 7.技术文件要求 (6) 8.供货范围 (7)
1. 总则 1.1 本技术规范适用于华电莱州发电有限公司一期(231000MW级)工程送粉管道耐磨弯头的招标,它包括耐磨弯头的功能设计、结构、性能、供货、安装和试验等方面的技术要求。 1.2 本技术规范提出的是最低限度的技术要求,并未对一切技术细节作出规定, 也未充分引述有关标准和规范的条文,卖方应保证提供符合本技术规范和最新工业标准 的优质产品。 1.3 如果卖方没有以书面形式对本规范书的条文提出异议,那么买方可以认为卖 方提出的产品完全符合本规范的要求。 1.4 在签订合同之后,买方有权以书面形式提出因规范标准和规程发生变化而产 生的一些补充要求,具体款项由买方和卖方共同商定。 1.5 本技术规范所使用的标准如与卖方所执行的标准发生矛盾时,按较高标准执 行。 1.6 卖方产品应在相应工程或相似条件下用于1~2台机组运行,且运行超过两年, 已证明安全可靠的。 1.7 本工程采用KKS标识系统。卖方提供的所有设备均应在最终版的图纸及供货 实物上标明其KKS编码。具体标识原则按照华电集团公司KKS编码原则执行。 2. 技术规范(空白处由卖方填写) 2.1 型式:送粉管道耐磨复合弯头 2.2 规格及数量:(见耐磨弯头附图)。 2.3 耐磨弯头参数及性能: 送粉管道正常工作温度:75℃ 送粉管道设计压力:0.35MPa 介质:煤粉、空气两相流 耐磨弯头内介质最大流速:29m/s 所联接管道尺寸及规格:Ф762310mm无缝钢管,材质10钢 耐磨弯头结构强度设计压力:≥0.35Mpa 耐磨弯头的材料牌号:加强型碳化硅/钢复合弯管 耐磨弯头内衬:碳化硅陶瓷 煤粉浓度:0.74Kg/Kg 2.4 燃料性质 本期工程的设计燃料由神华煤炭运销公司所属的活鸡兔矿、补连塔煤矿供给,校核 燃料为神府和晋北混煤,燃用煤种为烟煤。煤质及灰成份分析数据如下:
公称通径 Nominal Diameter? 端部外径 Outside Diameter? at Bevel? 中心至端面? Center to End 中心至中心 Center to Center 背面至端面 Back to Face 45°弯头 45°Elbow ??????? 90°弯头 ??90°Elbow 180°弯头? 180°Elbow B???????A??????O?????? K DN NPS A 系列 Series A B 系列 Series B 长半径 Long? Radius 长半径 Long? Radius 短半径 Short ? Radius 长半径 Long? Radius 短半径 Short ? Radius 长半径(A 系列) Long? Radius 短半径(A系 列) Short ? Radius 151/2181638-76-48-203/4251938-76-51-2513222382576515641 3243825483295647052 40245295738114768362 5025735765115210210681 652(73)76449564190127132100 803895111476229152159121 902-5713389267178184140 100410864152102305203210159 125513379190127381254262197 150615995229152457305313237 2008219127305203610406414313 25010273159381254762508518391
最耐磨气力输灰球形耐磨弯头 在气力输送系统中,普通弯头是磨损最快的部件。普通弯头几天就磨透漏粉,即使耐磨弯头有的只能使用1-个月,弄得管道上千疮百孔,是好多气力输灰专工头疼的问题。当料气混合物流过转弯处,受惯性力的作用,冲刷紧贴弯头的外侧面,使此处很快被磨穿,降低了使用寿命。 在气力输灰中经过多年的生产使用经验,最耐磨气力输灰弯头首选最耐磨气力输灰双金属球形耐磨弯头。许多电厂使用了双金属球形耐磨弯头,漏粉现象都很好的解决。 双金属球形耐磨弯头延长使用寿命的工作原理: 料气混合物在球形弯头内的流动则与普通弯头不同。从图1③可以看出,当A,B两条管道通过球形弯头作90°转弯时,A管流入球内的流体,首先速度锐减3~5倍(因截面积增大3~5倍),其次,气流进入球形弯头内很难直接冲刷到球的内表面,而是与球内的涡旋发生摩擦及物质和能量的交换。因此,流体对球体的直接磨损被缓冲而削弱。对球壁直接磨损的是球内的涡旋。而涡旋的旋速较低又集中在进,出口管与球体的交接部位C,D,E,F(图1③)。 这里成为球形弯头最先被磨穿的地方。即使如此,球形弯头在不加固的情况下,其使用寿命也比普通弯头长3~5倍,使用期可达十年以上(输送水泥)。若对进出管与球体对接处的球面作加固焊接,则使用周期更长。 气力输灰管道耐磨设计与安装-离心浇铸复合陶瓷管 在气力输送系统中,普通弯头是磨损最快的部件。普通弯头几天就磨透漏粉,即使耐磨弯头有的只能使用1-个月,弄得管道上千疮百孔,是好多气力输灰专工头疼的问题。当料气混合物流过转弯处,受惯性力的作用,冲刷紧贴弯头的外侧面,使此处很快被磨穿,降低了使用寿命。 根据输灰管道压力,输灰量选择合适的耐磨管道是很重要的。 1.自蔓燃陶瓷复合耐磨管。离心浇铸复合管是采用“自蔓燃高温合成-高速离心技术”制造的复合管材,在高温高速下形成均匀、致密且表面光滑的陶瓷层及过渡层。另外工作常温850~900度陶瓷都不会掉落,重量较轻,复合陶瓷以硬度防磨,解决过去以厚度防磨。直管、弯头、弯管、三通等在磨损严重行业使用效果非常好。 全称陶瓷内衬复合钢管。 复合管因充分发挥了钢管强度高、韧性好、耐冲击、焊接性能好以及刚玉瓷高硬度、高耐磨、耐蚀、耐热性好,克服了钢管硬度低、耐磨性差以及陶瓷韧性差的特点。因此,复合管具有良好的耐磨、耐热、耐蚀及抗机械冲击与热冲击、可焊性好等综合性能。是输送颗粒物料、磨削、腐蚀性介质等理想的耐磨、耐蚀管道。 2.贴片耐磨管 贴片耐磨管是用粘胶将氧化铝陶瓷片粘贴在管道内壁。该种产品制作工艺简单,制作周期长。使用环境不得超过150度。
工业耐磨管的磨损一直是影响安全文明生产的一个因素,随着科学技术不断发展,材料也不断创新,相继出现铸石、铸钢、合金、粘贴陶瓷等材料。其中管道内衬氧化铝陶瓷以其高耐磨性、高硬度、耐氧化、耐腐蚀性好和极高的耐高低温强度性能,已成为一种应用最广泛耐磨材料,占据了世界特种陶瓷市场份额(耐磨材料)的80%左右。 自1996年我公司自主研发了“华星”牌耐磨弯头及衬板以来,致力于该项目生产和研究已达十余年,目前各项性能指标已处于国际领先水平。产品已销往全国30多个省市的400余家客户,广泛分布在火电、钢铁、冶炼、水泥、机械、煤炭、矿山、化工、港口码头等磨损严重的行业。 在国外,工业企业普遍采用耐磨陶瓷做防磨内衬,包括日本京瓷(KYOCERA),九州工业及德国BMW 等知名企业均采用高铝瓷制作衬板和耐磨零部件。国外进口设备,大部分都是用这种耐磨陶瓷复合管,如华能德州发电厂、华能济宁发电厂一期、中华聊城发电厂等厂。 刚玉层维氏硬度高达1100—1500(洛氏硬度为90-98),相当于钨钴硬金。耐磨性比碳钢管高20倍以上,它比通常粘接而成的刚玉砂轮性能优越得多。目前,使用山东华星电力辅机有限公司生产的陶瓷内衬复合钢管的数十家火电厂实践表明:陶瓷内衬复合钢管抗磨损能力高,抗流体冲刷能力强。 在一次风管中,弯管磨损最快,陶瓷内衬复合钢管弯管的耐磨性比厚壁的耐磨铸钢弯管提高5倍以上。在实践中,陶瓷内衬复合钢管使用1-2年后打开观察并测量,复合层均无明显的磨损或脱落,在相同规格和单位长度的管道方面,陶瓷内衬复合钢管重量只有耐磨铸钢管或双金属复合管的1/2左右,其每米工程造价降低30-40%,只有铸石管和稀土耐磨钢管重量的2/5左右,每米工程造价降低20%以上。 在腐蚀或高温场所下使用的陶瓷内衬复合钢管,其价格只有不锈钢管、镍钛管的几分之一陶瓷内衬复合钢管除应用于燃煤电厂除灰、排渣、送粉、回粉外,还广泛用于以下行业:1、矿山: 1.1煤炭工业中水煤浆、洗煤泥、矿山充填料、矿煤粉 1.2金属矿山:精矿和尾矿的管道输送。 2、冶金: 2.1钢铁厂的炼铁的高炉喷煤、输渣等管道、 2.2炼钢的输送铁
国标弯头外弧长度及中心距尺寸 标准长半径弯头尺寸数据对照表: 公称通径弯头外径尺寸中心距A系列B系列公称通径DN A系列B系列mm 外弧长度内弧长度外弧长度内弧长度NPS 15 21.3 18 38 76 42 73 45 1/2 20 26.9 25 38 81 38 76 40 3/4 25 33.7 32 38 86 33 84 34 1 32 42.4 38 48 108 42 105 45 1.1/4 40 48.3 45 57 127 51 124 54 1.1/2 50 60.3 57 76 166 72 164 74 2 65 76.1(73) 76 95 208 89 208 89 2.1/2 80 88.9 89 114 248 109 248 109 3 90 101.6 - 133 288 129 - - 3.1/2 100 114.3 108 152 328 149 323 153 4 125 139.7 133 190 408 188 402 193 5 150 168.3 159 229 491 227 484 234 6 200 219.1 219 305 650 306 650 306 8 250 273.0 273 381 812 383 812 383 10 300 323.9 325 457 972 462 972 462 12 350 355.6 377 533 1115 652 1132 540 14 400 406.4 426 610 1276 638 1292 623 16 450 457.2 478 686 1435 718 1452 701 18 500 508.0 529 762 1595 797 1611 781 20 550 559 - 838 1754 876 - - 22
耐磨弯头技术标准技术要求怎么写 一、耐磨弯头技术标准 设备产品设计、制造遵照的规范和标准(当应用的规范及标准有新版本实施时应采用最新版本,不限于此) (1)GB223-84~96,《钢铁及合金化学分析方法》 (2)GB228-87,《金属拉力试验方法》 (3)GB229-94,《金属夏比冲击试验方法》 (4)GB230-91,《金属洛氏硬度试验方法》 (5)GB241-90,《金属管道液压试验方法》 (6)GB912-89,《碳素结构钢和低合金结构钢热轧薄板及钢带》 (7)GB3092-82,《低压流体输送用焊接钢管》 (8)GB5030-85,《金属小负荷维氏硬度试验方法》 (9)GB8162-87,《结构用无缝钢管》 (10)GB8163-85,《输送流体用无缝钢管》 (11)GB/T8263-1998,《抗磨白口铸铁件》 (12)GB/T13298-91,《金属显微组织试验法》 (13)YB/T5200-93,《致密耐火浇注料气孔率和体积密度试验》 (14)DL/T680-2015,《耐磨管道技术条件》 (15)GB 223 钢铁及合金化学分析方法 (16) GB 228 金属拉力试验方法 (17)GB 229 金属夏比冲击试验方法 (18)GB/T 230.1 金属洛氏硬度试验第1部分:试验方法(A,B,C,D,E,F,G,H,K,N,T标尺) (19)GB/T 230.2 金属洛氏硬度试验第2部分:硬度计(A、B、C、D、E、F、G、H、K、N、T标尺)的检验与校准 (20) GB/T 230.3 金属洛氏硬度试验第3部分:标准硬度块(A,B,C,D,E,F,G,H,K,N,T标尺)的标定 (21) GB 3091 低压流体输送用焊接钢管 二、耐磨弯头技术要求
弯头规格尺寸表
公称通径
端部外径
A 系列
B 系列
中心至端面尺寸
45°弯头
90°弯头
长半径
长半径
短半径
中心至中心尺寸
180°弯头
长半径
短半径
背面至端面尺寸
180°弯头
长半径
短半径
15
21.3
18
16
38
-
76
-
48
-
20
26.9
25
16
38
-
76
-
51
-
25
33.7
32
16
38
25
76
51
56
41
32
42.4
38
20
48
32
95
64
70
52
40
48.3
45
24
57
38
114
76
83
81
50
60.3
57
32
76
51
152
2
106
100
65
76.1(73)
76
40
95
64
191
127
132
121
80
88.9
89
47
114
76
229
152
159
159
100
114.3
108
63
152
2
305
203
210
197
125
139.7
133
79
190
127
381
254
262
237
150
168.3
159
95
229
152
457
305
313
313
200
219.1
219
126
305
203
60
406
414
391
250
273
273
158
381
254
762
508
518
467
300
323.9
325
189
457
305
914
610
619
533
350
355.6
377
221
533
356
1067
711
711
610
400
406.4
426
253
610
406
1219
813
813
686
450
457
478
284
686
457
172
914
914
762
500
508
529
316
762
508
1524
1016
1016
550
559
-
343
838
559
600
610
630
381
914
610
650
660
-
405
991
660
700
711
720
438
1067
711
750
762
820
470
1143
762
800
813
-
502
1219
812
850
864
920
533
1295
864
900
814
1020
565
1372
914
1000
1016
-
632
1524
1016
1050
1067
1120
663
1600
1067
1100
1118
1220
694
1676
1118
1200
1219
-
758
1829
1219
1300
121
-
821
1981
1321
1400
1420
-
883
2134
1420
1500
1524
-
947
2286
1524
1600
162
-
1010
2438
1620
1700
1727
-
1073
2591
1727
1800
1820
-
1137
2743
1827
2000
2020
-
1263
3048
2032
弯头是改变管路方向的管件。弯头标准是什么呢?按角度分,有 45°及 90°180°三种最常用的,另外根据工程需要还包
括 60°等其他非正常角度弯头。弯头标准都有哪些?弯头市场调研报告显示,弯头的材料有铸铁、不锈钢、合金钢、可煅
铸铁、碳钢、有色金属及塑料等。弯头标准表显示,按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头等。
其他名称:90 度弯头、直角弯、爱而弯等。下面介绍弯头标准尺寸表及弯头规格表
气力输送用耐磨弯头 火力发电厂锅炉的煤粉输送管道耐磨,必须综合考虑防暴、防磨、防堵、防漏、防腐蚀、防雨、防冻等因素进行设计,其中的要点是防磨损和防腐蚀,煤粉管道耐磨弯头磨损特别严重,长期以来一直是电厂检修的重点部位,该管道系统的综合性能,特别是耐磨性能,直接关系到整个电厂的运营成本和经济效益,是新建电厂工程和检修中必须重点考虑的问题。 针对以上情况,我们综合以往各项研究成果,总结了历年来煤粉管道耐磨弯头在火电厂的使用情况,吸取国际同行业的先进经验,,重点是综合考虑管道的耐磨性能、耐高温性能和防腐性能,并从施工的便利性、较低的制造成本以及比较简单的制作工艺出发进行综合考虑,设计了几种主流耐磨型式的煤粉管道耐磨弯头,供使用单位选择使用。 解决方案:内衬耐磨陶瓷贴片复合型式,内衬高铬合金双金属型式,内衬环状碳化硅复合型式。 执行标准:《耐磨管道技术条件》DL/T680-1999。 方案一:陶瓷贴片式煤粉管道耐磨弯头 陶瓷贴片型式基于两个专利《陶瓷贴片耐磨管件》(专利号:ZL 01 265620.8)和《储能焊接式陶瓷贴片耐磨管件》(专利号:ZL 03 257897.0)性能特点:近年来,在众多同类产品性能的比较中,送粉管道陶瓷贴片耐磨弯头的耐磨性能一直居于首位,而且我们成功的解决了瓷片脱落问题、复杂部位的陶瓷复合问题以及耐高温问题,使粘贴法制造的陶瓷复合管道TC-G产品成为最好的送粉系统耐磨管道。 一.防脱落设计 1.陶瓷片。 耐磨陶瓷片的结构型式为“三面呈压、三面反压、正反弧度”,瓷片与瓷片之间相互镶嵌衔接,具备整体和局部防脱性能。 2.媒体层。 瓷片和钢体之间采用耐高温、高强度、低膨胀系数的无机胶合成剂作为钢体和陶瓷片之间的结合媒体层,长期运行在高温干粉管道中仍然能够保持良好的粘结性能,不发生分层现象。 3.焊接固定工艺。 工艺一:直接用耐热钢碗将具备含扣锥形孔的陶瓷片直接焊接在钢体上,然后用带扣陶瓷堵涂胶后封装在陶瓷片的锥形孔上,整体外观全部为陶瓷面。 工艺二:采用储能焊接工艺将带锥形孔的陶瓷片通过专用耐磨螺栓焊接在钢体上面。 二.结构形式
60w机组陶瓷贴片耐磨弯头的技术要求 4.3.1.1 耐磨陶瓷弯管的设计、制造和验收原则上采用国际上现行规范、标准。设计、制造和施工及验收遵循的标准《耐磨管道技术条件》DL/T 680-1999 4.3.1.2 耐磨陶瓷片采取应采用互锁的片形设计,相互镶嵌套接,用无机胶粘结后,再用储能焊接工艺将带锥形孔的陶瓷片通过专用耐磨螺栓固定在钢体上面,不易脱落。陶瓷块要求具有同管道实际通径一致的弧度以减小煤粉的输送阻力,实际通流内径应为φ510。陶瓷块切割需用金刚石割片完成,严禁用锤子等物品修整;陶瓷装贴应平整并尽可能形成光滑面,每相邻的陶瓷块的高低差应小于0.5mm。 4.3.1.3 氧化铝陶瓷贴片技术参数: (1)耐磨陶瓷层 AL2O3 含量抗压强度 (Mpa) 弯曲强度 (Mpa) 洛氏 硬度 密度 (g/cm3) 表面 光洁度 耐温 (℃) 热膨胀系数 (30-1500?C) /?C
(2)媒体层(无机胶粘结剂) (3)焊接螺栓耐热钢碗 4.3.1.4 弯头为有缝对焊弯头,执行GB/T13401标准,弯头为光滑的曲线,减小摩擦阻力系数。不允许采用若干个扇形节和带切口的管道组合而成的弯头。 4.3.1.5 耐磨弯头结构尺寸: 耐磨弯头外壁钢材壁厚:14 mm; 耐磨陶瓷层厚度:8 mm; 外径尺寸:φ556x14。 4.3.1.6 耐磨弯头材质:Q235-A。 4.3.1.7 耐磨弯头寿命的保证值不小于10年。 4.3.1.8弯头进、出口端有一定长度与弯头耐磨材料同样的直管段;弯头与管道的连接采用焊接的方式,弯头在与管道的接口处有材料的过渡,以满足现场焊接的需要。产品现场焊接应无特殊要求,以保证产品在盐雾、潮湿的环境焊接性能良好。 4.3.1.9经热割后所需焊接钢件断面或边必须清理除渣。 4.3.1.10保证耐磨陶瓷弯管的同心度和整体质量。 4.3.1.11 贴陶瓷片后过渡段的直径与壁厚应与所连接管道相同,直管段内壁应与所连接管道内壁一致,不允许有台阶,两块瓷间表面凹凸不超过±0.5mm。 4.3.1.12弯头内壁应光滑平整。无毛刺、毛边、粘沙、多肉或缺肉,无裂纹、疏松、气孔或气泡、夹层等缺陷。
弯头规格尺寸表 公称通径外径 (MM ) 中心距至端面的距离理论重量KG/PCS - - - = P 5S 10S 20S 40S 80S 20 3/4 25 20.7 - - - - - - - 25 1 32 33.4 25 50 0.055 0.096 0.11 0.11 0.15 32 11/4 38 42.2 32 64 0.069 0.075 0.102 0.132 0.14 0.15 0.158 0.17 0.20 0.236 40 11/2 45 48.3 38 76 0.12 0.13 0.18 0.186 0.2 0.21 0.22 0.24 0.3 0.33 50 2 57 60.3 51 102 0.17 0.176 0.297 0.308 0.787 0.396 0.42 0.44 0.6 0.616 55 21/2 73 76.1 64 128 0.35 0.364 0.53 0.546 0.64 0.655 0.89 0.91 1.0 1.29 80 3 89 76 152 0.486 0.729 0.972 1.36 1.94 90 31/2 101.6 89 178 0.7 1.05 1.4 1.96 2.8 100 4 108 114.3 102 204 0.90 0.94 1.2 1.4 1.7 1.876 2.56 2.77 4.0 4.13 125 5 133 141.3 139.7 127 254 1.8 2.02 2.1 2.37 3.2 3.49 4.0 4.4 6.5 6.98 150 5 159 168.3 165.2 152 304 2.6 2.9 3.1 3.4 4.8 5.0 6.8 7.1 10.3 11.0 200 8 219 216.3 203 406 6.25 5.0 7.0 6.8 11.08 10.7 14.1 13.5 22 21 250 10 273 267.3 254 508 10.08 9.7 11.2 10.0 17.6 16.0 24.6 23.0 44.8 40.0 300 12 325 323.9 318.5 305 610 14.8 16.7 23.3 37 64.5 350 14 377 355.6 356 711 19.1 15.6 22 19.5 38 34 48.6 42.6 80.0 74.0 400 18 426 406.4 406 812 29.0 26.5 35 30 57.0 49.9 67 62 149.0 135.0 500 20 529 508 508 1016 - - - - - 55 18 - - - - -
耐磨陶瓷管道的工艺特点及应用 根据工艺特点的不同,耐磨陶瓷管道分为三大类:自蔓燃陶瓷复合管道、贴片陶瓷耐磨管道和整体煅烧型陶瓷复合管道。鼎盛新材料将对各类耐磨陶瓷管道的工艺特点进行分析:1.自蔓延陶瓷复合管道 1.1自蔓延陶瓷复合管道的原理: 陶瓷复合管道是采用自蔓延高温合成+离心浇注制造的,即把无缝钢管放在离心机的管模内,在钢管给加入铝热剂(氧化铁粉和铝粉混合物),离心机管模旋转达到一定速度后,经通电点燃铝热剂,燃烧波迅速蔓延,爆炸成型。在蔓延时发生如下剧烈的化学反应:?2A1+Fe2O3=Al2O3+2Fe+836KJ ?3Fe3O4+8Al=4AL2O3+9Fe+3256KJ ?反应后生成物a-Al2O3,?- Al2O3和铁,同时放出大量热量。由于反应迅速,只有几秒钟,熔融反应物在离心力作用下,迅速按照比重大小进行分离,铁的比重(7.85g/cm3)为Al2O3比重(3.95 g/cm3)的两倍,较重的铁被离心力甩到钢管内壁,较轻的Al2O3则分布在铁的内层;由于钢管迅速吸热和传热,Al2O3和Fe很快达到凝固点,分层凝固;最后形成的陶瓷钢管从内到外分别为刚玉瓷层,以铁为主的过渡层,以及外部的钢管层。高温熔融的铁液和Al2O3液,与钢管内壁接触,使钢管内壁处于半溶状态,使铁层与钢管形成冶金结合,铁层与刚玉瓷层也形成牢固结合。 1.2自蔓延陶瓷复合管道的特点 ?采用高温离心合成法制成的复合管材,经过2200度高温烧制而成的致密刚玉陶瓷。 由过渡层把致密刚玉陶瓷同钢管牢固结合在一起。 ?工艺:陶瓷粉+氧化铁粉+氧化镁粉按比例混合(主要成分是氧化铁,黑色),把管道两端封口,加入粉末,管道旋转,电子点火,用离心的方法烧结在管道内壁。特点利润低,价格透明,一吨8000~12000之间。?100以下的管道效果比较好。管道一般为黑色。 ?特点:强度高、韧性好、耐冲击,焊接性好,解决了可焊性与耐磨性的矛盾。 ?耐磨、耐高温 1.3自蔓燃复合管道结构图 ?管道的规格: ?钢管的长度、外径、内径、陶瓷层的厚度及法兰尺寸
陶瓷贴片耐磨弯头 目录 [1] 1、陶瓷贴片耐磨弯头的性能参数 2、陶瓷贴片耐磨弯头的应用 3、陶瓷贴片耐磨弯头优势 4、陶瓷贴片耐磨弯头生产流程 陶瓷贴片耐磨弯头的性能参数:[2] Al2O3陶瓷:氧化铝含量高,结构比较致密,具有特殊的性能,故称为特 种陶瓷。Al2O3.陶瓷材料是以氧离子构成的密排六方结构,而铝离子填充于三分 之二的八面体间隙中,这是与天然刚玉相同稳定的α- Al2O3结构,因此陶瓷具有 陶瓷耐磨结构形式(2张) 高熔点、高硬度,具有优良的耐磨性能。陶瓷贴片硬度≥HRA85,仅次于金刚石
强度粘结媒体层相结合彻底解决了脱落问题,并且厚度可以任意选取,使陶瓷贴片耐磨管道(TC-G)产品成为电厂煤粉管道、矿粉输送管道最好的解决方案。 陶瓷贴片耐磨弯头优势 一.防脱落设计 1.陶瓷片。 耐磨陶瓷片的结构型式为“三面呈压、三面反压、正反弧度”,瓷片与瓷片之间相互镶嵌衔接,具备整体和局部防脱性能。 2.媒体层。 瓷片和钢体之间采用耐高温、高强度、低膨胀系数的无机胶合成剂作为钢体和陶瓷片之间的结合媒体层,长期运行在高温干粉管道中仍然能够保持良好的粘结性能,不发生分层现象。 采用储能焊接工艺将带锥形孔的陶瓷片通过专用耐磨螺栓焊接在钢体上面。 3.焊接固定工艺。 工艺一:直接用耐热钢碗将具备含扣锥形孔的陶瓷片直接焊接在钢体上,然后用带扣陶瓷堵涂胶后封装在陶瓷片的锥形孔上,整体外观全部为陶瓷面。 工艺二:采用储能焊接工艺将带锥形孔的陶瓷片通过专用耐磨螺栓焊接在钢体上面。 二.结构形式 结构一:(碳素钢)+无机胶粘剂+陶瓷贴片+焊接钢碗+带扣瓷堵(如图一)。 结构二:(碳素钢)+无机胶粘剂+陶瓷贴片+焊接螺栓+锥形螺母(如图二)。 三.技术性能 1.耐磨陶瓷片(95型氧化铝耐磨陶瓷) 基本特征:高密度、高硬度、高耐磨,性能仅次于金刚石。 技术参数:1760℃高温烧结而成;国家权威检测部门检测AL2O3含量为95.02%;洛氏硬度≥85(HRA);抗拉强度≥550Mpa;密度≥3.8g/cm;抗折强度≥370Mpa;耐高温:1760℃。 2.结合媒体层(IV型无机胶粘合剂) 基本特征:高粘合力、高防水、耐高温,基于国内高科技研究成果研制。 技术参数:国家权威检测部门检测胶粘接面抗拉强度≥24.2Mpa;260℃下抗拉强度≥18Mpa;胶粘接面剪切强度≥7.08Mpa;耐温:-35~1250℃。
一、陶瓷耐磨弯头的种类 陶瓷耐磨弯头种类多,规格复杂,这就要求生产厂家及采购人员需要多沟通,以保证,所采购的产品能够适用现场耐磨工矿。其实陶瓷耐磨弯头的定做加工费用并不高,种类大体可分为,粘贴陶瓷片耐磨弯头和内衬陶瓷复合耐磨弯头,内实整体氧化铝管耐磨弯头三种比较多,用户可以根据自己的使用情况,来选择不同工艺加工的耐磨弯头,其中以陶瓷复合弯头,价格最低,实用量比较大,应用范围广。 二、陶瓷耐磨弯头技术参数 1、耐磨陶瓷弯头陶瓷主要参数: 氧化铝含量:≥95% 密度:≥3.8g/cm? 洛氏硬度:≥90 冷压强度:≥850MPa 陶瓷厚度:≥12mm 弯头本港钢板厚度:≥10mm 抗弯强度:≥290MPa 使用温度:≥350℃ 2、耐热粘合剂的技术指标: 抗拉强度:≥24.2MPa 260℃下抗拉强度≥18MPa 陶瓷-钢铁剪切强度:≥7.08MPa 使用温度:-35-1250℃
三、陶瓷耐磨弯头执行标准 耐磨弯头的设计、材料和制造,符合现行使用的有关国家标准和部颁标准。这些标准和规范包括(但不限于): (1)GB223-84~96《钢铁及合金化学分析方法》 (2)GB228-87《金属拉力试验方法》 (3)GB229-94《金属夏比冲击试验方法》 (4)GB230-91《金属洛氏硬度试验方法》 (5)GB241-90《金属管道液压试验方法》 (6)GB912-89《碳素结构钢和低合金结构钢热轧薄板及钢带》(7)GB3092-82《低压流体输送用焊接钢管》 (8)GB5030-85《金属小负荷维氏硬度试验方法》 (9)GB8162-87《结构用无缝钢管》 (10)GB8163-85《输送流体用无缝钢管》 (11)GB/T8263-1998《抗磨白口铸铁件》 (12)GB/T13298-91《金属显微组织试验法》 (13)YB/T5200-93《致密耐火浇注料气孔率和体积密度试验》(14)GB1184《形状和位置公差、未注公差的规定》 (15)GB/T1804《一般公差线性尺寸的未注公差》 (16)DL/T680-1999《耐磨管道技术条件》 (17)D-LD2000《烟风煤粉管道零部件典型设计手册》 (18)DL/T859-2004《火力发电厂焊接技术规程》