
耐磨陶瓷弯头耐磨管道技术要求
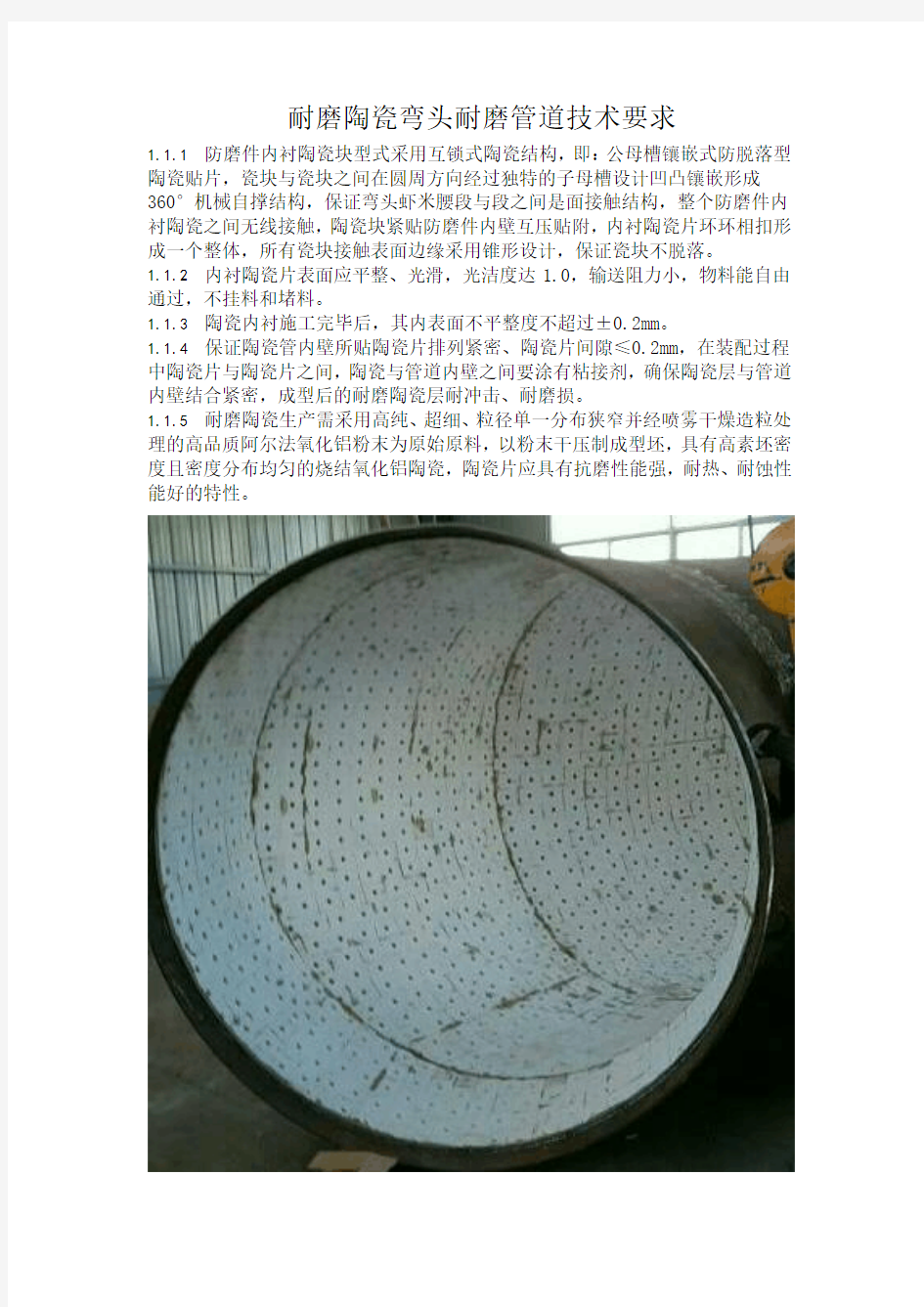
1.1.1防磨件内衬陶瓷块型式采用互锁式陶瓷结构,即:公母槽镶嵌式防脱落型陶瓷贴片,瓷块与瓷块之间在圆周方向经过独特的子母槽设计凹凸镶嵌形成360°机械自撑结构,保证弯头虾米腰段与段之间是面接触结构,整个防磨件内衬陶瓷之间无线接触,陶瓷块紧贴防磨件内壁互压贴附,内衬陶瓷片环环相扣形成一个整体,所有瓷块接触表面边缘采用锥形设计,保证瓷块不脱落。
1.1.2内衬陶瓷片表面应平整、光滑,光洁度达1.0,输送阻力小,物料能自由通过,不挂料和堵料。
1.1.3陶瓷内衬施工完毕后,其内表面不平整度不超过±0.2mm。
1.1.4保证陶瓷管内壁所贴陶瓷片排列紧密、陶瓷片间隙≤0.2mm,在装配过程中陶瓷片与陶瓷片之间,陶瓷与管道内壁之间要涂有粘接剂,确保陶瓷层与管道内壁结合紧密,成型后的耐磨陶瓷层耐冲击、耐磨损。
1.1.5耐磨陶瓷生产需采用高纯、超细、粒径单一分布狭窄并经喷雾干燥造粒处理的高品质阿尔法氧化铝粉末为原始原料,以粉末干压制成型坯,具有高素坯密度且密度分布均匀的烧结氧化铝陶瓷,陶瓷片应具有抗磨性能强,耐热、耐蚀性能好的特性。
1.1.7
供货清单。
1.1.8防磨件中耐磨弯头须严格按照供货清单中技术要求生产,且耐磨弯头进、出口两端200mm区域不贴陶瓷。
1.1.9耐磨陶瓷弯头进、出口两端200mm段与弯头进、出口需采用套管连接方式,套管接触端面采用衔接法兰环进行固定,如下图:
1.1.10陶瓷片和钢体之间采用耐高温、耐低温、高强度的无机胶合成剂作为钢体和陶瓷片之间的粘接剂,1.5>厚度≥1mm,粘接剂需性能稳定,抗冲击能力强,能长期在-30℃至+600℃温度之间长期运行且无失效、不脱落。
1.2标准和规范
项目所涉及的标准和规范,须符合现行使用的有关国家标准和行业标准。这些标准和规范至少包括:
GB8923涂装前钢材表面锈蚀等级和除锈等级
GB223-84~96钢铁及合金化学分析方法
GB/T228-2002金属材料室温拉伸试验方法
GB230-91金属洛氏硬度试验方法
GB/T17395-2008无缝钢管尺寸、外形、重量及允许偏差YB/T176-2000陶瓷内衬复合钢管
GB/T7997-1987硬质合金维氏硬度试验方法
JB/ZQ4000.3焊接件通用技术条件
GB985-986焊接接头的基本形式与尺寸
GB1764漆膜厚度测定法
DL/T680-1999耐磨管道技术条件
GB191包装储运图示标志