
在传统的勾边加工与铣底加工中,刀具处于全包埋状态,是典型的全刀宽切削,此时刀具受力大,排屑不畅,容易造成热量的聚积,会使刀具的寿命大幅度下降,甚至发生断刀。
针对这种情况,Ucancam开发了摆线加工功能,这是一种全新的加工方式,在所有的雕刻软件中,Ucancam首次将其融入到雕刻系统中,被应用于勾边加工与铣底加工中。
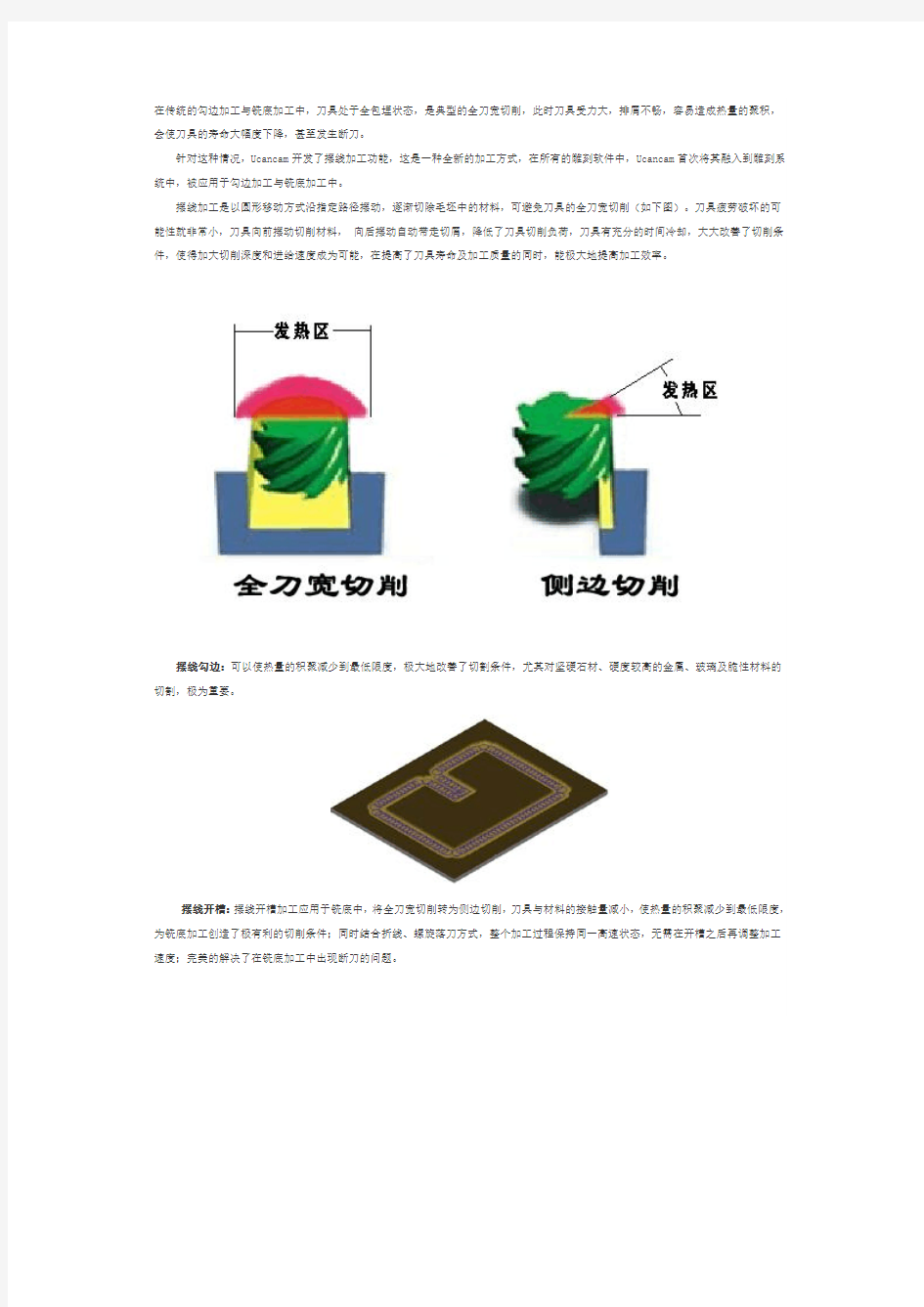
摆线加工是以圆形移动方式沿指定路径摆动,逐渐切除毛坯中的材料,可避免刀具的全刀宽切削(如下图)。刀具疲劳破坏的可能性就非常小,刀具向前摆动切削材料,向后摆动自动带走切屑,降低了刀具切削负荷,刀具有充分的时间冷却,大大改善了切削条件,使得加大切削深度和进给速度成为可能,在提高了刀具寿命及加工质量的同时,能极大地提高加工效率。
摆线勾边:可以使热量的积聚减少到最低限度,极大地改善了切割条件,尤其对坚硬石材、硬度较高的金属、玻璃及脆性材料的切割,极为重要。
摆线开槽:摆线开槽加工应用于铣底中,将全刀宽切削转为侧边切削,刀具与材料的接触量减小,使热量的积聚减少到最低限度,为铣底加工创造了极有利的切削条件;同时结合折线、螺旋落刀方式,整个加工过程保持同一高速状态,无需在开槽之后再调整加工速度;完美的解决了在铣底加工中出现断刀的问题。
龙源期刊网 https://www.doczj.com/doc/3b1870733.html, RV减速器摆线轮零件加工工艺设计探讨 作者:郑红 来源:《价值工程》2015年第23期 摘要: RV减速器产品的关键零件是摆线轮,摆线轮零件加工一直是企业生产制造的难题,本文探讨了摆线轮零件加工工艺设计,通过此工艺来保证摆线轮零件的表面质量和加工精度要求。 Abstract: The key part of the RV reducer is cycloid, and cycloid parts processing is the manufacturing difficulty for enterprises. This paper discusses the processing design of cycloid part,to ensure the surface quality of cycloid parts and machining accuracy through this process. 关键词:摆线轮;加工工艺;RV减速器 Key words: cycloid;processing;RV reducer 中图分类号:TH132.41 文献标识码:A 文章编号:1006-4311(2015)23-0062-03 0 引言 近年来制造业转型升级、国家推出“机器换人”工程,把机器人、高端数控设备的应用推向了高潮,但基于机器人的RV减速器一直是个技术难题,直接影响到机器人的工作性能指标。RV减速器是一款刚度最高、振动最低的机器人用减速器,能够提高机器人工作时的动态特性,减小传动回差,而且还具有体积小重量轻、结构紧凑、传动比范围大、承载能力大、运动精度高、传动效率高等优点。RV减速传动装置不仅在机器人中使用,在数控机床行业也广泛应用,例如:数控车床(NC)主轴分度驱动;加工中心(MC)坐标轴的驱动;工厂自动化(FA)领域、柔性制造单元;精密伺服机构等。 当下中国正处于从制造大国向制造强国转型发展中,工厂自动化生产线日益增多,机器人、数控机床的使用在企业日益普及,随着我国制造业的科技进步,对驱动机器人、数控设备的RV减速器工业化市场前景广阔,社会经济效益可观。 RV减速器产品在结构上由一级渐开线齿轮传动和一级摆线针轮行星传动串联构成,渐开线齿轮传动构成第一级传动,摆线齿轮行星传动构成第二级传动。第二级针摆传动中摆线轮与针齿壳的啮合传动,在结构上采用无针齿摆线内齿廓结构,即内齿廓不采用针齿滚动,而是直接使用摆线齿廓,这种结构对于摆线轮和针齿壳的零件加工精度、表面质量、硬度、强度、动平衡要求更高。为了提高RV减速器的承载能力并使机器工作时内部受力平衡,动力由齿轮轴输入后,由两个从动齿轮分别带动两根曲轴同步驱动摆线轮工作。RV减速器第二级传动就是由曲轴驱动摆线轮作行星运动,为了载荷平衡,一般用两个摆线轮,呈180度倒置安装,摆线轮与针齿壳相啮合产生减速运动,减速运动经曲轴拨动输出盘输出。
第27卷 第1期 2006年3月大连铁道学院学报JOURNAL OF DALIAN RAILWAY INSTITUTE VOi.27 NO.1Mar. 2006 文章编号:1000-1670(2006)01-0083-02!研究简报! Solidworks 中渐开线齿廓曲线的精确绘制 朱 静,谢 军 (大连交通大学机械工程学院,辽宁大连116028) !关键词:SOiidwOrks ;齿廓曲线;绘图 中图分类号:TP317.4 文献标识码:A 与UG 、PrO /E 等流行的三维建模软件相比,SOiidWOrks 是一种真正基于WindOws 的软件.该软件具有全面的零件实体建模功能,灵活的装配设计和约束检验,能快速生成工程图,同时还具有强大的数据转换接口,因此它已广泛应用于电子、机械、模具、汽车等行业.但SOiidWOrks 软件在参数绘图方面的功能模块还不完善,如SOiidwOrks 中只能用近似圆弧代替渐开线曲线绘制齿轮,而齿轮的齿廓曲线比较复杂,其中渐开线齿轮能保证齿轮特定传动比、受力方向不变等优点,在许多行业得到应用.所以在齿轮的实体造型中有必要对渐开线齿廓曲线进行精确绘制,以满足轮齿造型的准确性. 本文针对渐开线直齿圆柱齿轮,通过采用笛卡尔坐标方程得到渐开线上一系列型值点,在SOiid-wOrksk 中准确的绘制出渐开线齿廓曲线,从而实现SOiidwOrks 的齿轮三维造型.渐开线齿轮造型比较复杂,一直是三维CAD 设计的难点.本论文解决了如何在SOiidWOrksk 精确绘制渐开线齿轮的问题,对SOiidWOrks 后续的齿轮机构造型设计,以及动态仿真、干涉检验、有限元分析等都有作用. (1)在SOiidwOrks 中建立圆柱齿轮的参数方程式,建立关系渐开线直齿齿轮的基本参数主要有:模 数m 、齿数z 1、 压力角alpha .在SOiidwOrksk 中,实现齿轮的造型,首先草绘出分度圆、齿顶圆、齿根圆、基圆草图,并根据SOiidWOrks 中的建立方程方法,按下列各式建立分度圆、齿顶圆、齿根圆、基圆直径关系. 分度圆直径d =m ?z 1. 齿顶圆直径d a =m ? (z 1+2)齿根圆直径d f =m ?(z 1-2.5) 基圆直径d b =m ?z 1?cOs (alpha ?!/180).(2)渐开线的绘制 图1 渐开线极坐标法当一条直线沿着一个直径为d b (基圆)的圆周上作纯滚动时,直线上任一点K 的轨迹为渐开线,如图1所示. 渐开线的极坐标方程为: r k =r b cOs "k #=inv "k =tg "k -"{k 其中r b =r ?cOs "=1/2m ?z 1?cOs "=d b /2 首先根据齿廓极坐标方程,经整理变换成为笛卡尔坐标系中的渐开线齿 廓参数方程(设参数t =0~1时,"=0~45 ) theta =t ?45?!/180 x =r b ?cOs (theta )+r b ?sin (theta )?theta !收稿日期:2005-09-15 作者简介:朱 静(1972-),女,讲师,硕士 .
5:1037 1040. [3] 林拜松.滑开型断裂的复合型脆断判据[J].应用数 学和力学,1985,6(11):977 983. [4] 赵艳华,徐世烺. -复合型裂纹脆性断裂的最 小J2准则[J].工程力学,2002,19(4):94 98. [5] 俞茂宏.双剪理论及其应用[M].北京:科学出版社, 1998. [6] 蒋国宾,蒋玉川.广义合成偏应力强度理论[C]//第 二届全国结构工程学术论文集.北京:清华大学出 版社,1993:324 328. [7] 张行.断裂力学与损伤力学[M].北京:北京航空航 天大学出版社,2006. [8] 蒋玉川,王启智.形状改变比能密度因子准则[J].工 程力学,2005,22(5):31 35. [9] 龙晓林,王国顺.高铬铸铁的切削用量优化计算[J]. 机械,2001,28(6):30 32. (编辑 袁兴玲) 作者简介:周建来,男,1969年生。淮海工学院机械工程学院副教授。主要研究方向为金属切削加工原理及加工工艺。发表论文30余篇。陈书法,男,1970年生。淮海工学院机械工程学院副教授。 成形磨削摆线轮齿廓修形的研究 焦文瑞1 孔庆华1 宋德朝1 刘金龙2 秦志文2 1.同济大学,上海,201804 2.镇江液压件厂有限责任公司,镇江,212005 摘要:根据摆线针轮啮合副成形磨削加工原理和生产实践,总结了成形磨削摆线轮修形方式,包括沿磨床坐标系y g轴移距修形、沿磨床坐标系x g轴移距修形、转角修形、金刚石滚轮修形;建立了成形磨削摆线修形齿廓的数学模型,并推导了修形后齿廓的法向变动量计算式,以BZZ系列全液压转向器中摆线针轮啮合副参数为例进行了计算。 关键词:摆线轮;成形磨削;齿廓修形;法向变动量 中图分类号:T H132.414 文章编号:1004!132X(2009)22!2676!04 Research on Modification on C ycloidal Teeth Profile with Form Grinding Jiao Wenr ui1 Kong Q inghua1 Song Dechao1 Liu Jinlong2 Qin Zhiw en2 1.T ong ji U niversity,Shanghai,201804 2.Zhenjiang H ydraulic Com ponents M anufacturing Co.,Ltd.,Zhenjiang,Jiangsu,212005 Abstract:Accor ding to manufacturing theory and pro duction practice o n cycloidal g ear pair with fo rm grinding,there are four m odificatio n methods,they ar e y g ax ial dir ectio n mov em ent distance,x g ax ial dir ectio n mov em ent distance of g rinding m achine coor dinate system,ro tating ang le and em er y-w heel.T he m athematical m odel of cyclo idal gear pair w ith form gr inding w as built,the form ula of no rmal alterant value o n modified pro file w as pr ovided,the norm al alterant value w as calculated as an ex ample of BZZ the full hydrostatic steering control units cycloidal pair pr actical parameter,w hich pro vides essential theoretical basis of teeth backlash and cycloidal pair modification desig n. Key words:cycloid gear;form gr inding;pro file m odificatio n;norm al alter ant v alue 0 引言 为了补偿摆线针轮啮合副(以下简称摆线副)的制造误差,保证合理的侧隙以利于装拆、摆线轮在针轮中的灵活转动及齿廓之间的可靠润滑,实际上的摆线副必须进行修形。传统的摆线轮精加工采用范成磨削,文献[1 6]对摆线副修形的研究都是以范成磨削摆线轮为对象。这种方法由于受到磨齿机传动链的影响,齿形精度低,误差达0 1m m,表面粗糙度(Ra)还达不到0 4 m,严重影响摆线副啮合质量,并且生产效率低。为了提高摆线齿轮的精度,国外摆线副制造一般使用成 收稿日期:2009!01!04形磨削,国内也在20世纪90年代逐渐使用成形磨削代替范成磨削[7]。成形磨削齿形误差小于0 03mm,表面粗糙度(Ra)可达0 2 m,适合大批量生产。采用成形法磨削摆线轮同样需要进行修形[8 9],因此,研究成形磨削修形方式及其齿廓法向变动量的变化规律,有着重要意义。 1 成形磨削的修形方式 用成形法加工摆线齿轮时,磨床坐标系如图1所示,z g轴过摆线轮中心,垂直于o c x g y g平面。磨削摆线轮时,砂轮转动,同时沿摆线轮自身轴线o c z g轴方向移动,待磨出一个齿槽,也就是磨出一个齿槽的两侧齿廓后,砂轮退回到原来的位置,并
摘要 本文就摆线的基本概念作了介绍,并阐述摆线齿轮泵中,外转子的加工工艺过程、工装设备以及成形拉刀的设计计算。摆线齿轮泵中以内转子为主动轮,外转子为从动轮,在设计中要求外转子精度高,同时考虑到经济成本,在设计加工工艺时,尽量采用既高精度又经济的方式。而且还介绍了在单件生产纲领下,进行摆线齿轮泵外转子曲面磨削的方法。确定了磨削参数及工艺装备。本加工方法具有传动链短,砂轮修磨简单,可稳定的保持加工精度。 关键词:摆线齿轮外转子;工艺;结构设计;工装设备;成形拉刀。
Abstract This article introduced the basic concept of cycloid and cycloid gear pump described, the outer rotor of the machining process, tooling equipment and design calculation of forming broach. Within the rotor cycloidal gear pump for the driving wheel, outer rotor to the driven wheel, the rotor in the design requirements of high precision, taking into account economic costs, in the design process, try to use the high-precision and economical way. But also introduced the program in the single production under the cycloid gear pump outer rotor surface grinding method. Determine the parameters and processes of grinding equipment. This processing method has a short transmission chain, grinding wheel simple, steady and precision Keywords: cycloidal gear outer rotor; process; structural design; tooling equipment; forming broach
传动:摆线针轮传动 摆线针轮传动 由外齿轮齿廓为变态摆线﹑内齿轮轮齿为圆销的一对内嚙合齿轮和输出机构所组成的行星齿轮传动。除齿轮的齿廓外﹐其他结构与少齿差行星齿轮传动相同。摆线针轮行星减速器的传动比约为6~87﹐效率一般为0.9~0.94。图轮齿曲线的形成为轮齿曲线的形成原理。发生圆在基圆上滚动﹐若大於r1﹐M'点画出的是长幅外摆线﹔若小於r1﹐M''点画出的是短幅外摆线﹔用这些摆线中一根曲线上的任意点作为圆心﹐以针齿半径rz为半径画一系列圆﹐而后作一根与这一系列圆相切的曲线﹐得到的就是相应的长幅外摆线齿廓或短幅外摆线齿廓﹐其中短幅外摆线齿廓应用最广。用整条短幅外摆线作齿廓时﹐针轮和摆线轮的齿数差仅为1﹐而且理论上针轮有一半的齿数都与摆线轮齿同时嚙合传动。但如果用部分曲线为齿廓就可得到两齿差和三齿差的摆线针轮传动。用长幅外摆线的一部分作轮齿曲线时﹐其齿廓与圆近似﹐并与针齿半径相差不大﹐因此可用它的密切圆弧代替。摆线针轮传动的优点是传动比大﹑结构紧凑﹑效率高﹑运转平稳和寿命长。
摆线齿轮传动 cycloidal gearing 由一对摆线齿轮组成的齿轮传动。摆线齿轮的齿廓由内摆线或外摆线组成 (图中a摆线齿轮的齿廓)。滚圆S 在节圆外面滚动形成齿顶曲线 bc,在节圆内面滚动形成齿根曲线;同样,滚圆Q 在内面滚动形 成齿根曲线,在外面滚动形成齿顶曲线。这样的轮齿接触传动相当 于一对大小为和的摩擦轮互相滚动。摆线齿轮传动大多用于钟表和某 些仪器,与一般齿轮传动相比,它的特点是:①传动时一对齿廓中凹的内摆线与凸的外摆线啮合,因而接触应力小,磨损均匀;②齿廓的重合度较大,有利于弯曲强度的改善;③无根切现象,最少齿数不受限制,故结构紧凑,也可得到较大的传动比;④对啮合齿轮的中心距要求较高,若不能保证轮齿正确啮合,会影响定传动比传动;⑤这种传动的啮合线是圆弧的一部分,啮合角是变化的,故轮齿承受的是交变作用力,影响传动平稳性;⑥摆线齿轮的制造精度要求较高。 摆线齿轮传动分内外啮合和齿条啮合两种。齿条的齿顶和齿根都是滚圆在直线上滚成的摆线。这种传动还有一些变形齿廓 (图中b[摆线齿轮
齿轮传动是最重要的机械传动之一。齿轮零件具有传动效率高、传动比稳定、结构紧凑等优点。因而齿轮零件应用广泛,同时齿轮零件的结构形式也多种多样。根据齿廓的发生线不同,齿轮可以分为渐开线齿轮和圆弧齿轮。根据齿轮的结构形式的不同,齿轮又可以分为直齿轮、斜齿轮和锥齿轮等。本章将详细介绍用Pro/E创建标准直齿轮、斜齿轮、圆锥齿轮、圆弧齿轮以及蜗轮蜗杆的设计过程。 3.1直齿轮的创建 3.1.1渐开线的几何分析 图3-1 渐开线的几何分析
渐开线是由一条线段绕齿轮基圆旋转形成的曲线。渐开线的几何分析如图3-1所示。线段s绕圆弧旋转,其一端点A划过的一条轨迹即为渐开线。图中点(x1,y1)的坐标为:x1=r*cos(ang),y1=r*sin(ang) 。(其中r为圆半径,ang为图示角度) 对于Pro/E关系式,系统存在一个变量t,t的变化范围是0~1。从而可以通过(x1,y1)建立(x,y)的坐标,即为渐开线的方程。 ang=t*90 s=(PI*r*t)/2 x1=r*cos(ang) y1=r*sin(ang) x=x1+(s*sin(ang)) y=y1-(s*cos(ang)) z=0 以上为定义在xy平面上的渐开线方程,可通过修改x,y,z的坐标关系来定义在其它面上的方程,在此不再重复。 3.1.2直齿轮的建模分析 本小节将介绍参数化创建直齿圆柱齿轮的方法,参数化创建齿轮的过程相对复杂,其中要用到许多与齿轮有关的参数以及关系式。 直齿轮的建模分析(如图3-2所示):
(1)创建齿轮的基本圆 这一步用草绘曲线的方法,创建齿轮的基本圆,包括齿顶圆、基圆、分度圆、齿根圆。并且用事先设置好的参数来控制圆的大小。 (2)创建渐开线 用从方程来生成渐开线的方法,创建渐开线,本章的第一小节分析了渐开线方程的相关知识。 (3)镜像渐开线 首先创建一个用于镜像的平面,然后通过该平面,镜像第2步创建的渐开线,并且用关系式来控制镜像平面的角度。 (4)拉伸形成实体 拉伸创建实体,包括齿轮的齿根圆实体和齿轮的一个齿形实体。这一步是创建齿轮的关键步骤。 (5)阵列轮齿 将上一步创建的轮齿进行阵列,完成齿轮的基本外形。这一步同样需要加入关系式来控制齿轮的生成。 (6)创建其它特征 创建齿轮的中间孔、键槽、小孔等特征,并且用参数和关系式来控制相关的尺寸。
学习范例:在Solid Edge中精确生成齿廓曲线(Clubs整理) 在Solid Edge中精确生成齿廓曲线的研究 发布曰期:2005-9-23 23:20:12 作者:张志佳雒兴刚焦明海于得仁 出处: UG中国 前言 齿轮的齿廓曲线比较复杂,当用齿条刀具加工齿轮时,齿廓曲线由三段组成,如图1所示:Ⅰ、Ⅲ两段为延伸渐开线的等距曲线,Ⅱ段为齿轮的齿根圆圆弧,其余为渐开线。过渡曲线不参与齿轮的啮合运动,但是它对于齿轮的弯曲强度具有重要意义。所以在齿轮的实体造型中有必要对包括过渡曲线在内的齿廓曲线进行精确绘制,以满足轮齿造型的准确性,更可靠的满足强度计算和实际生产的需要。本文以实际生产中最常用的齿条刀具加工出的直齿圆柱齿轮为例,描述了一种准确的计算轮齿的齿廓截面曲线的算法,并将之应用于基于SolidEdge的齿轮三维造型系统。 一渐开线方程 1. 渐开线参数方程 以下为渐开线在图2示坐标系下以αi 为参数的参数方程: x=cos[π(1/2+2/z)-+2(invαi -invα)] y=sin[π(1/2+2/z)-+2(invαi -invα)] 其中si 表示轮齿任意半径ri圆周上的齿厚。αi 、θi 分别为ri圆上的压力角和渐开线展开角, s、r、α、θ分别为分度圆上的齿厚、半径、压力角和渐开线展开角。z表示齿轮的齿数。 2. 渐开线齿廓起始点的确定 “**** 隐藏信息跟贴后才能显示*****” 以下内容跟帖回复才能看到 ============================== 如图3 所示:用F 表示齿条齿廓上直线段的起点,F点将在啮合线(两齿廓接触点在固定平面上的轨