127mm 9 19mmS135钻杆管体断裂失效分析
- 格式:pdf
- 大小:489.54 KB
- 文档页数:4
学性能试验定义方法以及ASTM E23中对金属材料的缺口试验标准做了拉伸和冲击试验。
从实验结果得知,本次断裂的钻杆在力学性能上与API SPEC 5DP 中的钻杆规范完全相符。
3.3 金相最后笔者又对钻杆的开裂部位做取样进行了金相分析,从中得出管内存有许多裂纹,在裂纹的两侧部位没有发现氧化与脱碳现象。
4 分析结果本文以一宗钻杆开裂事故为研究对象,对开裂钻杆化学成分与力学性能进行了初步的检查,得出钻杆本身没有任何问题。
之所以出现了钻杆断裂,主要是因为钻杆的工作环境对钻杆造成了较为严重的腐蚀。
通过对钻杆端口纹路分析得知断口最初出现在外壁,且断口的扩展区有着明显的疲劳辉纹。
外壁、钻杆都有微裂纹、腐蚀凹坑,得出钻杆的外壁裂纹与开裂断口有相同的性质。
内壁扩展区疲劳辉纹是腐蚀疲劳。
在钻杆壁出现的腐蚀物为氧化腐蚀物,所以钻杆腐蚀为氧化腐蚀。
钻井液是钻井过程中必须用到的物品,其循环系统为半敞开系统。
钻井液在除砂器、离心泵、振动筛、储罐通过时都会与和大气接触[1]。
大气中的部分氧气会在此过程中渗入钻井液成为游离氧。
因溶解氧强去极化作用导致即便氧的质量分数非常低,同样也会导致钻杆出现腐蚀问题,甚至造成严重的损伤[2]。
5 应对钻杆开裂的手段腐蚀是钻杆开裂最主要的原因[3]。
因此钻杆保养工作首先要做的就是为钻杆和钻井液提供更安全的工作环境,减少甚至是消除溶解氧对钻杆的腐蚀。
笔者建议定期对钻井液做脱氧处理在钻井液当中添加一定的缓腐蚀剂,提高钻井液的酸碱值,使其pH 值保持在10以上。
此外还要大力推广内涂层钻杆应用,做好钻杆堆放期的维护工作,以免存放不当引发钻杆出现腐蚀坑。
钻杆存放前必须清理钻杆内外的钻井液,当清洁结束后才可以堆放钻杆。
6 结语本次开裂的钻杆失效机理是腐蚀性疲劳,原因是钻杆的内外壁氧化腐蚀进而出现了腐蚀坑。
在交变应力作用下,钻杆内的腐蚀坑出现了疲劳裂纹,在疲劳裂纹不断扩张的作用下,导致钻杆出现了横向开裂问题。
大口径定向钻穿越钻杆断裂分析和预防2008-09-26 11:34:59 作者:yufangchuan来源:浏览次数:251 网友评论5条文字大小:【大】【中】【小】评分等级:0简介:大口径管道定向钻穿越是管道施工中难度大、风险高的一种特殊施工方法。
在目前国内大口径管道定向钻穿越施工中,由于各施工单位对大口径管道定向钻穿越的经验不足,相继出现了一些问题,其中主要的问题是在扩孔和回拖过程中钻杆断裂问题。
本文分析了钻杆断裂的原因,并探讨了相应的预防措施,提出更好的解决问题的方法。
1 钻杆受力和断裂的主要原因1. 1 钻杆断裂的原因众所周知,在穿越过程中,特别是在扩孔和回拖过程中,钻杆的基本受力为扭矩、拉力和弯矩。
从目前大口径定向钻所配置的钻杆情况看,一般选用 S135 127mm、114.3mm (5in、4.5in ) IF 和 S135 168.3mm (6.625in ) FH 两种钻杆;从钻杆的基本参数看,127mm (5in) 钻杆一般能承受6万N· m以上的扭矩,1 68. 3mm (6.625in ) 钻杆能承受 10 万N·m 左右的扭矩,其能承受的拉力也较大 , 一般都能满足穿越长度小于2000m的大口径管道回拖所需要的拉力和扭矩。
因此,我们认为造成钻杆断裂的主要原因是钻杆所承受弯矩过大。
从钻杆断裂的断口形状看,也属于钻杆弯矩过大造成的断裂,只有极少数钻杆的断裂是因为承受的扭矩过大以及钻杆使用时间过长,发生疲劳破坏。
从断裂位置来看,一般在前几根扩孔器、麻花钻杆位置、公扣与母扣联接处和钻杆摩擦焊处。
1. 2 弯矩过大的原因通过总结定向钻穿越施工的经验,我们认为钻杆承受弯矩过大的原因主要有两方面:(1) 在钻导向孔过程中,如果实际曲线与理论曲线偏差较大,或出现急弯、死折等,都可能使钻杆产生过大的弯矩。
(2) 由于扩孔后孔洞不规则,使管道与扩孔器以及钻杆轴线形成夹角, 从而造成钻杆承受弯矩过大。
127*9.19*G105钻杆管体刺穿分析及预防措施2017年管具公司靖边服务部127*9.19*G105钻杆管体刺穿37起,占到了127*9.19*G105钻杆失效的92.5%,为了分析原因制定预防措施,我们从刺穿的37起钻杆中随机抽取15根管体刺穿钻杆解剖分析,得到钻杆接头18度斜坡下250mm到350mm区域内涂层脱落、内壁局部腐蚀严重是钻杆管体刺穿的主要原因,钻杆母接头18度斜坡下450mm到750mm区域卡瓦牙咬伤是钻杆刺穿的主要原因。
同时,提出了减少钻杆管体两种位置刺穿的预防措施。
标签:刺穿;疲劳腐蚀;漏磁曲线靖边服务部2017年管体刺穿37起。
我们从刺穿的37根钻具随机抽取了15根,过漏磁检测线,解剖测量,统计分析,提出刺穿机理,制定预防措施。
希望对后面的127*9.19*G105管体刺穿预防起到一定的作用。
1 刺穿钻杆统计分析1.1 刺穿位置统计刺穿位置全位于距钻杆接头18°斜坡下250mm-750mm处。
钻杆刺穿的主要发生位置位于内加厚过渡带消失区与气动卡瓦或卡瓦夹持区域。
钻杆公扣端刺穿的主要发生位置位于钻杆内加厚过渡带消失区。
1.2 刺穿钻杆分级统计按照发放时钻杆分级进行统计分析。
刺穿主要发生在一级钻杆中,共12起,占到了80%。
摩擦对焊钻杆2起,占到了13%。
1.3 刺穿钻杆内壁宏观分析15根刺穿钻杆刺穿位置处内壁局部内涂层均已脱落,内壁腐蚀严重,刺穿应该与内表面涂层脱落、腐蚀有关。
1.4 刺穿钻杆外壁宏观分析刺穿管体外壁除2根有明显的卡瓦牙咬痕,其余的管体表面均虽有锈蚀,但整体光滑,无明显的变形或较深的表面缺陷。
2 刺穿钻杆失效原因分析2.1 钻杆刺穿机理根据上述统计分析与资料翻阅,两个位置刺穿机理应为:1.钻杆内加厚过渡带消失区内壁腐蚀或者涂层脱落后腐蚀→形成腐蚀坑→腐蚀疲劳裂纹萌生→裂纹扩展→刺穿。
2.钻杆母接头18度斜坡下450mm到750mm区域卡瓦牙挤毁咬伤→内壁内涂层脱落、外壁塑性变形、管体应力集中→腐蚀疲劳裂纹萌生→裂纹扩展→刺穿。
设备管理与维修2021№3(下)1某钻井试压过程分析某钻井为开发井,井型为定向井,设计井深4117m ,实际井深2674m ,作业层位为Lower Fars ,泥岩。
钻杆规格为127×9.19mm ,材料为G105钢级。
井身结构:30"导管×43m+20"套管×1203m+16"套管×1464m+1434"井眼×2674m ×1358"套管×2670m (1"=2.54cm )。
2017年×××区域某井三开完钻后,下套管固井侯凝,然后安装1358"×10000psi 封井器组(1psi=6.895kPa )。
套管头尺寸Section C :1834×10000psi ,套管头上面接1834"×10000psi 转1358"×10000psi 的转换法兰,转换法兰上面接1358"×10000psi封井器组。
安装完封井器后准备试压,发现1834"试压塞无法通过1358"封井器下入到1834"套管头内,于是决定采用1358"试压杯试压。
试压杯下入到套管头Section C以下0.45m 处,完全坐在1358"套管里面。
关上半封,从压井管汇打压,打压过程中发现随着压力升高大钩拉力增加,说明试压杯下移,导致钻杆与封井器半封及套管环空体积增加,所以打压速度极慢。
排除试压泵故障后,确认环空体积增加导致打压时间长速度慢。
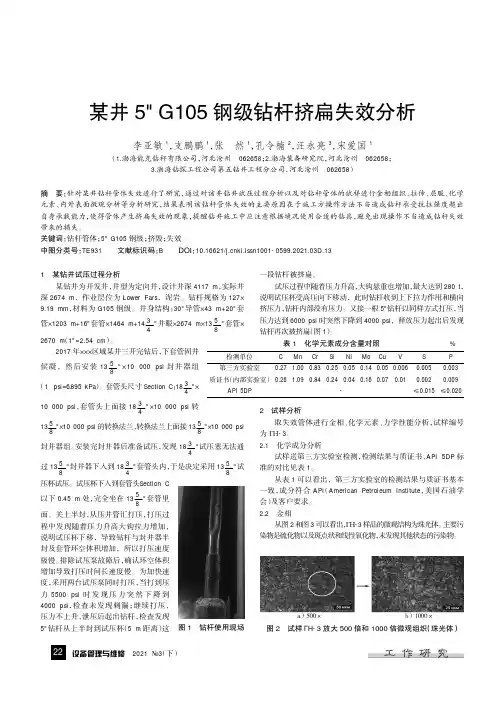
为加快速度,采用两台试压泵同时打压,当打到压力5500psi 时发现压力突然下降到4000psi ,检查未发现刺漏;继续打压,压力不上升,泄压后起出钻杆,检查发现5"钻杆从上半封到试压杯(5m 距离)这一段钻杆被挤扁。
Φ127mmS135钻杆接头刺孔失效分析摘要本文通过力学性能测试、化学成分分析、金相组织和断口分析,并结合受力状态,对某井φ127mms135钻杆接头的纵向刺孔原因进行分析。
结果表明,钻杆刺孔失效的原因是钻井液中的腐蚀性介质对内表面造成严重腐蚀,在交变应力作用下,裂纹萌生并迅速扩展,最终导致钻杆接头发生应力腐蚀刺穿失效。
关键词钻杆接头;失效分析;应力腐蚀中图分类号 te242 文献标识码 a 文章编号1674-6708(2010)17-0155-021 现场工况我国某钻井公司钻井至5 460m时,泵压明显下降,操作人员提钻,发现一立柱下单根的s135钻杆内螺纹接头距台肩面160mm处有一纵向刺孔,立柱中单根公扣小端与母扣啮合处亦被刺坏。
当对失效现场进行调研,并对接头失效原因进行分析。
使用pdc钻头进行钻进,钻井参数分别为:钻压:50~60kn;转速:80~90rpm;排量:30~35l/s;泵压:17mpa;扭矩:60~80knm,最高扭矩为90knm。
钻井过程中的钻井液体系分别为:一开(0~300m)选用cmc-hv膨润土,二开(300~3200m)选用优质低固相聚合物钻井液体系,三开(3200~5473m)选用聚磺钻井液体系。
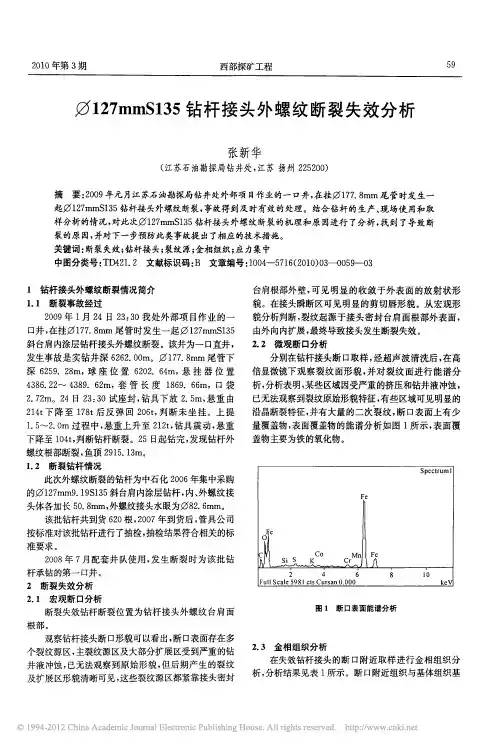
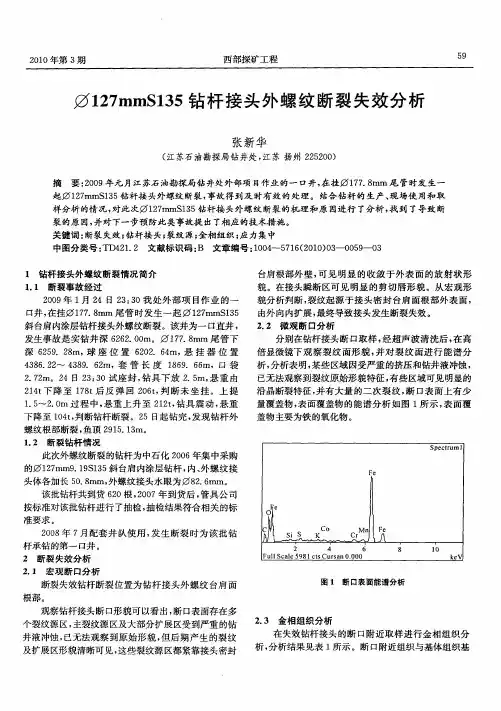
2 理化检验2.1 断口宏观形貌钻杆接头纵向刺孔贯穿整个接头,且外螺纹接头小端与内螺纹接头啮合处亦被刺坏,刺孔近端距内螺纹接头端面约80mm,远端距内螺纹端面约160mm,刺孔最大横向孔径为10mm,与之配套的外螺纹接头螺纹部分有刺痕。
经磁粉检测,发现内螺纹接头外表面还有一条明显可见的纵向裂纹,长度约为30mm。
2.2 化学成分检测表1接头化学成分分析 (wt%)在失效钻杆接头上取试样,检测其化学成分,分析结果见表1所示。
由表可以看出,该接头的化学成分符合api spec 5dp[1]和sy/t5561-2008 [2]标准规定。
2.3 力学性能试验在内螺纹接头上取直径为12.5mm,标距为50mm的圆棒拉伸试样,10×10×55mm的cvn纵向和横向冲击试样以及硬度试块,对接头力学性能进行检验,试验结果表明,接头材料的力学性能指标符合api spec 5dp和sy/t5561-2008标准要求。
φ127 mm S135型钻杆管体刺穿失效分析
陈长青;李齐富;刘进田;徐永生;王宝忠
【期刊名称】《石油矿场机械》
【年(卷),期】2013(042)001
【摘要】通过力学性能测试、金相显微组织和断口分析,并结合钻杆的受力状态,对一例φ127 mmS135型钻杆刺穿失效原因进行分析.结果表明:钻杆管体的刺穿失效为腐蚀疲劳失效,疲劳裂纹起源于管体内加厚锥面消失部位对应的外壁腐蚀坑底部,当微裂纹扩展穿透壁厚时,高压泥浆刺穿,形成刺孔.
【总页数】3页(P59-61)
【作者】陈长青;李齐富;刘进田;徐永生;王宝忠
【作者单位】渤海装备制造有限公司第一机械厂,河北青县062658;渤海装备制造有限公司第一机械厂,河北青县062658;长庆油田分公司机械制造总厂,西安710201;渤海钻探工程公司第三钻井分公司,天津300280;渤海钻探工程公司第三钻井分公司,天津300280
【正文语种】中文
【中图分类】TE921.2
【相关文献】
1.φ127 mm S135钻杆刺漏失效分析 [J], 叶顶鹏;王瑞成;崔顺贤;廖凌;袁中华
2.127mm G105钻杆管体刺穿失效分析 [J], 崔顺贤;黄伟;叶顶鹏;袁中华
3.φ127 mm×9.19 mm S135钻杆管体断裂失效分析 [J], 魏善泉
4.一例ф127 mm×9.19 mm钻杆刺穿失效分析 [J], 邝献任;胡芳婷;王新虎
5.Φ127mm S135钻杆内螺纹接头胀扣失效分析 [J], 李齐富;姜新越;陈长青;王青林;孙家栋;刘悦来
因版权原因,仅展示原文概要,查看原文内容请购买。
钻杆管体横向开裂失效原因分析与预防摘要:经济和科技不断的发展,使得钻井技术水平不断提升,本文就对发生横向开裂的失效钻杆进行断口形貌的宏观及微观观察、金相分析、物相分析,以及对钻杆尺寸、化学成分及力学性能的综合分析,并结合钻杆的受力状态,指出钻杆的失效原因是钻井液中的氧气对钻杆的内外表面产生严重腐蚀。
并提出了预防措施及建议。
关键词:钻杆;腐蚀;交变载荷;横向开裂;失效分析引言钻杆作为钻柱系统的重要组成部分,是影响钻井安全和钻进效率的关键部件,由于钻杆在使用过程中承受拉压弯扭等复杂交变载荷的作用,同时还受环境介质的影响,钻杆的主要失效有管体刺穿和断裂、接头螺纹黏扣、刺漏和断裂等形式。
一旦发生钻杆失效,尤其是断裂,极易引发严重的钻井事故,造成重大经济损失。
所以针对钻杆失效形式进行原因分析并采取措施避免,具有重要意义。
1实例某钻井公司在吉林省白山市进行地热井施工。
该区域为中朝准台地北缘东段,处于浑江凹陷、褶皱断层带上,为单斜构造。
地层总体走向北东45°,倾向东南,倾角在30~40°。
地热井主要钻遇地层为:0~10m,新生界第四系,岩性为砂层、砾石层黏土层;10~695.5m,中生界侏罗-白垩系,岩性为黄绿色、粉色砂岩,夹泥岩;695.50~1930m,元古界震旦系桥头组、万隆组和八道江组,岩性为灰岩、板状粉砂岩、石英砂岩。
地热井设计井深2500m,施工目的层为1200~2500m的含水层段。
施工使用钻机为石油30。
事故发生时井深1320m,距井底135~140m的一支Φ127mm×9.19mm,G105钢级钻杆,提钻时发现管体有横向裂纹,尚未造成刺漏和折断,钻杆管体材质为26CrMo4s/2钢,钻杆开裂部位距内螺纹接头端面2.5m处。
钻具配置为Φ215.9mm镶齿牙轮钻头+Φ178mm钻铤4支+Φ165mm钻铤8支+Φ127mm钻杆,钻进过程中泵压4.5MPa,钻压2~3t,钻井液pH=7。
一例S135钻杆本体断裂原因分析
刘永刚;苏建文;林凯;冯耀荣
【期刊名称】《石油矿场机械》
【年(卷),期】2007(036)005
【摘要】对失效钻杆的断口形貌、金相组织、化学成分和力学性能进行了分析,结合钻杆的受力状态分析,推断出钻杆的断裂原因.在弯曲、拉压、扭转、冲击、振动等交变载荷的复合作用下,在钻杆外表面的腐蚀坑底部产生疲劳裂纹,随着裂纹的不断扩展,导致钻杆腐蚀疲劳断裂.
【总页数】4页(P58-61)
【作者】刘永刚;苏建文;林凯;冯耀荣
【作者单位】中国石油天然气集团公司,管材研究所,西安,710065;中国石油塔里木油田,工程技术部,新疆,库尔勒,841000;中国石油天然气集团公司,管材研究所,西安,710065;中国石油天然气集团公司,管材研究所,西安,710065
【正文语种】中文
【中图分类】TE921.204
【相关文献】
1.水平井中S135钻杆断裂原因分析 [J], 龚丹梅;余世杰;袁鹏斌;帅亚民
2.S135钻杆断裂原因分析 [J], 蔡锐;胡志兵;田伟;李丽锋;李发根
3.S135钻杆摩擦焊焊区横向侧弯试样断裂原因分析 [J], 李磊;党文杰;刘绍东;宋成立;卢攀辉;袁军涛
4.S135钻杆管体断裂原因分析 [J], 聂采军;吕拴录;袁鹏斌;谢又新;邝现任;马红英;
盛树彬
5.S135钻杆摩擦焊焊区横向侧弯试样断裂原因分析 [J], 李磊;党文杰;刘绍东;宋成立;卢攀辉;袁军涛;;;;;;
因版权原因,仅展示原文概要,查看原文内容请购买。
螺杆钻具主轴的断裂失效分析1王炳英,薄国公中国石油大学(华东)机电工程学院,山东东营(257061)E-mail :*****************摘要:对失效螺杆钻具主轴进行了理化检验、力学分析,通过金相组织观察、扫描电镜(SEM)测试等实验手段,结合钻杆的受力状态分析,推断出主轴的主要断裂原因是由于服役条件时复杂的受力状态以及钻井液腐蚀综合作用,最终导致钻杆腐蚀疲劳断裂。
关键词:螺杆钻具;交变载荷;腐蚀疲劳中图分类号:螺杆钻具是以泥浆为动力的一种井下动力钻具,对传递动力和输送泥浆有着重要作用。
钻具主轴在服役过程中承受着复杂交变载荷的作用,要求钻具有很好的抗弯和抗冲击等力学性能及较高的表面质量[1-3]。
一般主轴的工作时间达到100小时以上被认为合格,但由于马达输出功率不均匀、地下地况复杂,受力不均匀等原因,造成很多主轴工作40-50小时便发生断裂,给钻井公司造成较大的经济损失。
要保证整个钻柱系统的结构完整性和密封完整性,确保钻井生产的正常运行,减小井下事故的发生,有必要对钻杆的失效进行研究。
1.理化检验结果1.1宏观形貌检查失效主轴的位置位于主轴的顶端,此处截面积较小,断口整体平整,有明显的起裂点,失效轴端的一部分平整光亮,另一半则存在大量的沟纹。
宏观断口明显观察到疲劳源区和宏观疲劳条纹。
对断口截面形貌进行观察,发现其具有灰亮色金属光泽,没有明显宏观塑性变形。
1本课题得到山东省自然科学基金资助(项目编号:Y2008F38)的资助。
图1钻具主轴失效部位的宏观形貌Fig.1Macrograph of the failure part of the drilling tool spindle1.2化学成分分析在失效部位取样进行化学成分分析,结果(质量分数)见表1。
从表1可见,主轴为材料36CrNiMo4,符合GB3077-1999[4]标准中材料的技术要求。
表1钻具主轴的化学成分Tab.1Chemical composition of the drilling tool spindle项目C Si Mn P S Cr Mo Ni 牌号主轴0.350.40.60.0350.03 1.00.2 1.036CrNiMo4GB3077-19990.32-0.40.40.5-0.80.0350.030.9-1.20.15-0.30.9-1.236CrNiMo41.3金相分析在失效主轴断口端面沿轴向取样,制作金相试样,观察显微组织,金相分析结果表明,断口附近显微组织和基体组织相同,为回火索氏体,晶粒度为8级,夹杂物如图2所示。
钻杆失效原因分析2008年09月28日星期日钻杆失效原因分析在钻井过程中,钻杆在任何部位失效都会造成严重的后果,甚至使井报废。
我国各油田每年发生钻杆事故约五六百起,经济损失巨大,每年进口各种规格的钻杆就要耗用数亿元人民币的外汇。
随着浅层资源的不断枯竭,今后越来越多的钻深井、超深井,钻杆的安全可靠性就成为一个十分突出的问题。
钻杆失效一般表现为本体断裂和刺漏,钻杆螺纹处失效等。
原因大致是由以下一些因素引起的:钻进时钻杆的基本力学工况,钻具的组合及钻井工艺,井径规则性,偏磨,螺纹密封脂,钻井液,钻杆结构和材料,地层因素,井内腐蚀介质等,以上因素交互作用的结果导致钻杆失效。
钻杆的基本力学工况钻杆在内外充满钻井液的狭长井眼里工作,通常承受压、弯、扭、液力等载荷。
如果钻杆所受应力小于每平方米206.8牛顿时,钻杆虽经过无数次的弯曲,也不会产生疲劳裂纹。
钻井时钻杆承受弯曲、扭转和拉伸应力组成的复合应力很大,特别是在大位移定向井及水平井中扭矩极大,钻杆在远远小于100万次弯曲次数时便产生疲劳微裂纹;微裂纹产生后便不断扩大延伸,此时如果具有腐蚀作用的高压钻井液进入微裂纹中,就会加速裂纹扩展,最终导致钻井液刺穿钻杆的失效事故。
刺穿发展的结果,使钻杆有效断面不断缩小,刺孔加裂纹的总长度超过其临界裂纹尺寸时,即发生断裂。
除旋转向下的运动,同时还有钻杆的各种振动和涡动。
钻具组合及钻井工艺钻杆作为一个旋转的细长弹性杆件,有其固有振动频率,钻具的组合决定了此固有频率。
钻杆旋转时还会产生纵向、横向和扭转3种形式的振动,当它们的频率与固有频率相吻合时则产生共振。
共振的结果会在原来钻杆疲劳应力的基础上附加一个额外的疲劳应力,加速钻杆的失效。
采用长效螺杆钻杆替代转盘钻定向井、水平井的钻井工艺可以减少钻杆的旋转弯曲疲劳程度。
如牙轮钻头轴产生的纵向振动频率与钻头-钻柱系统的固有自振频率相同时会出现共振,使钻头的振幅增大,产生极大的冲击载荷,加剧钻杆疲劳。
旋挖钻机钻杆管体开裂原因分析与解决方案作者:杨宏伟,乔居斌来源:《海峡科技与产业》 2016年第10期摘要:针对旋挖钻机钻杆使用过程中出现的管体开裂情况,综合考虑旋挖钻机作业时运行情况及钻杆材质,制造工艺等情况,查明开裂原因,并提出解决方案。
该方案切实可行,可大幅减少钻杆管体开裂情况,对提高钻杆使用寿命及施工效率具有重要意义。
关键词:旋挖钻机;钻杆;管体开裂旋挖钻机是目前基础施工中常见的钻孔灌注施工机械,图1为北京市三一重机有限公司生产的SR280R旋挖钻机,各主要部件如图1所示。
钻杆是旋挖钻机的工作装置,上端与随动架相连,下端与钻斗相连,将钻机输出的动力传递给钻斗,是钻机最重要的部件之一,提高钻杆的可靠性对提升钻机施工效率及施工质量具有重要意义[1-4]。
本文对钻杆中相对典型的管体开裂故障进行分析,并提出解决方案。
1钻杆管体开裂情况管体开裂主要发生在机锁式钻杆的第一节第一组加压台与斜键间,既影响施工进度,也给客户造成经济损失,是钻杆作业过程中常见的及影响最大的故障之一。
图2是一起φ508-4 x15m机锁杆管体开裂故障,该钻杆配备于SR280R入岩钻机,孔径1.5m,孔深27m,在使用500小时左右时第一节钻杆断裂,其余三节杆沉在孔中提不上来,严重影响施工进度。
2钻杆管体开裂原因分析通过深入工地实地调研,并结合以往机锁式钻杆管体开裂的情况,分析总结原因如下:作用过程中强力加压,致主机前履带上翘,桅杆后仰,钻杆长时间在弯曲条件下作业,受弯矩折断。
模拟钻杆作业时各节杆的伸出顺序及状态,分析各状态时钻杆的受力情况,如图3至图5所示。
(1)如图3所示,使用第一节钻杆钻进时,各节钻杆重合在一起,抗弯性能比较强,桅杆后仰不会导致钻杆断裂。
(2)如图4所示,使用第二节钻杆最下面一组加压台钻进时,二、三、四节杆重合在一起,二杆顶端位于第一节杆中间一组传扭段。
当主机前履带翘起桅杆后仰时,第一节杆受动力头向后的力Fl,其余各节杆保持竖直,对第一节杆产生力F2,两者形成力矩M,使第一节杆后仰距离x,将一杆最上端加压台与斜键间的管体扳断。
收稿日期:2007-04-02作者简介:魏善泉(1974-),男,山东德州人,助理工程师,1999年毕业于成都理工大学勘察与机电工程系机械制造专业,主要从事石油专用管材的质量管理工作。
文章编号:1001-3482(2007)11-0030-04<127mm @9.19mm S135钻杆管体断裂失效分析魏善泉(中国石化集团公司西北分公司器材供应中心,新疆轮台831600)摘要:对油井钻杆管体断裂事故进行综合研究,用磁粉探伤、扫描电镜和金相显微镜等对断裂钻杆样品进行分析,发现钻杆纵断口的周向裂纹众多,横断口的硫化物含量明显高于附近基体金属区,裂纹具有明显H 2S 应力腐蚀开裂特征。
综合钻杆使用情况和试验分析结果,认为钻杆断裂属硫化氢应力腐蚀断裂,指出钻杆选用抗硫化氢材料及其再次使用前的存放等问题。
关键词:钻杆;硫化氢应力腐蚀;裂纹;断裂中图分类号:T E921.204 文献标识码:AFailure Analysis on Pipe Body Fracture of <127mm @9.19mm S 135Drill PipeWEI Shan -quan(Sup p ly Center of M ater iel ,X ibai Comp any of SI N OPEC ,L untai 831600,China)Abstract:T his paper presents a detailed investig ation on the drill pipe fracture accident.The fr ac -ture had many cycle cr acks and the sulfur content w as higher than that in the other area of the drill pipe based on the M T and the SEM and metalloscope etc.It co ncludes that the fracture fea -tured sulfide stress co rrosio n crack,and the drill pipe broke due to H 2S penetratio n during o pera -tion.It po ints out the ant-i hy drog en sulfide m aterial pro duce the drill pipe and its store before u -sing as w ell.Key words:drill pipe;sulfide stress corrosion;crack;fracture 钻杆是钻井的主要工具,起着传递动力和输送泥浆的作用。
钻杆承受拉、压、扭、弯曲等复杂交变载荷的作用,要求钻杆有很好的抗扭和抗冲击等力学性能及较高的表面质量。
目前的部分国产钻杆存在质量问题,给钻井公司造成了较大的经济损失[1]。
研究和分析国产钻杆失效的原因,不但可以避免钻具失效事故发生,而且对提高国产钻杆质量及市场占有率有一定帮助。
1 现场事故概况2005-03-19,某油井钻进至井深6039.30m 发现井涌而关井,在后期节流循环时发现有硫化氢存在。
03-20在配压井液时发生断钻具事故,03-22下钻打捞起钻至83立柱中部单根(2005-01-29入井,使用井段5186.16~6039.30m),发现钻杆距内螺纹端1.17m 处管体断裂,规格为<127mm @9.19m m S135钻杆。
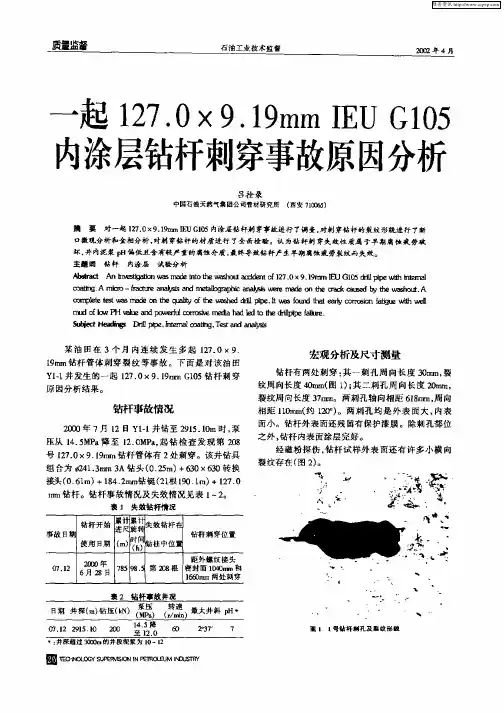
2 试验研究分析2.1 宏观分析与磁粉探伤对钻杆进行清洗之后,发现在钻杆断口附近有一细长裂纹。
观察钻杆断口横截面,可明显的区分出断裂区和最后断裂区(如图1),且断口平齐,断口颜色暗淡,断口上有放射花纹;对断口进行壁厚测量发现,管体壁厚符合标准规定,断口无宏观塑性变形;断裂区占断口圆周的1/3左右。
此外,钻杆还存2007年第36卷 石油矿场机械第11期第30页 OIL FIELD EQUIPM ENT 2007,36(11):30~33在着2条狭长的纵向断口(如图1)。
图1 钻杆断口对钻杆管体及断口表面与近表面进行磁粉探伤。
经磁粉检测发现,再次确定断口附近存在着25mm 左右的细长裂纹(如图2);在钻杆纵向断口附近共有23条周向裂纹,长度各为3~10mm ;在横断口有3条沿管壁裂纹长度大约为5m m。
图2 钻杆断口附近细长裂纹(样品号为3#)2.2 取样裂纹分析在对失效样品的3#样(含25m m 左右的细长裂纹)位置的机械加工中,3#样突然断开,其断口形貌如图3所示。
分析3#样断口发现,断开前裂纹从钻杆断口表面向管体内部延伸,且沿径向从管体外表面向内表面扩展,越靠近钻杆断口表面,其径向扩展深度越大,最大扩展深度8mm 左右,已快穿透管体。
裂纹断口表面已有红色锈迹,对裂纹表面清洗之后,发现表面布满条状沟壑和腐蚀坑(如图3)。
图3 3#样断口形貌(银白色区域为机加所致新断口)2.3 化学成分分析经直读光谱仪分析,钻杆管体化学成分(如表1)符合API SPEC 5D 规定[2]。
2.4 力学性能试验在钻杆管体上取2514mm @50mm @300mm 的条状纵向拉伸试样和10m m @715mm @55mm 的CVN 冲击试样。
试验结果分别见表2~表3,钻杆机械性能符合API SPEC 5D 规定。
2.5 扫描电镜与能谱分析在钻杆横断口断裂区取一试样,进行扫描电镜分析。
所取试样断口宏观形貌较为粗糙。
低倍下观察,试样断面的外表面侧有明显的放射状花纹,为裂纹源,如图4。
在距离裂纹源约20m m 区域腐蚀形貌如图5所示。
表1 化学成分分析结果w t.%元素C Si M n P S Cr M o N i V T i Cu 分析结果0.240.22 1.410.0100.0030.230.420.0220.0490.0090.03A PI SP EC 5D 表3规定///[0.030[0.030//////表2 力学性能(拉伸)试验结果抗拉强度/M Pa屈服强度/M Pa 伸长率/%失效钻杆试样1112、1121、10491006、1027、94221.6、19.2、20.2A PI SP EC 5D 表4~5规定\1000931~1138\11.5表3 力学性能(冲击)试验结果温度/e 冲击功/J 韧性断面率/%AP I SPEC 5D表6规定2059、56、57100、100、100\43J(平均)048、49、5280、80、85\38J(个别)-1034、42、3250、60、50(21e ?2.8e ,-2028、28、2940、40、4010mm @7.5mm)-4030、24、2830、25、30-6028、22、2315、10、10#31# 第36卷 第11期 魏善泉:<127mm @9.19mm S135钻杆管体断裂失效分析对整个面上腐蚀产物进行能谱分析,结果见图6。
从图6中得知,钻杆断口表面产物中含有S 元素,在断口上有较多的腐蚀产物FeS,S 元素含量见表4。
图4钻杆断口微观形貌图5钻杆断口腐蚀形貌图6 钻杆断口表面腐蚀产物的能谱分析表4 能谱分析结果(相对质量w t%) 元素C O Si S 分析结果19.0718.680.698.82元素M n F e Zn T o tal 分析结果0.9350.421.401002.6 金相分析沿钻杆断口附近取全壁厚金相分析试样(编号:1#、2#、3#、4#,4个试样均含裂纹),经抛光后,进行金相分析,按GB10561-89评定钻杆材料非金属夹杂物,结果为:A0.5,B0.5,D0.5。
按GB6394-2002评定钻杆材料晶粒度为8级。
钻杆材料基体组织为回火索氏体(图7)。
1#、2#试样的断口表面组织有磨损白亮层组织,最厚处为0.78mm(图8),且2#试样外壁表面接近断口处有一弧形裂纹。
3#、4#试样的断口表面组织与基体组织相同,4#试样断口边缘有数条裂纹,最长裂纹长度为1.8mm ,其余均很细小(图9)。
图7 钻杆基体组织图8 2#断口表面白亮层组织图9 4#断口裂纹形貌图8中白亮层组织是由于钻杆断口摩擦引起的高温在钻井液的冷却下,在断口表面产生的淬火马氏体。
3 综合分析钻杆的横断口由2部分组成:断裂区和最后断裂区断口平齐且无宏观塑性变形,均表现为脆性断裂的特征;钻杆纵断口周向裂纹多,横断口有明显的放射状花纹,断口表面产物含有过高的S 元素,这表明井下作业中存在硫化氢。
从钻杆的力学性能分析得知,该钻杆具有良好的韧性,但在硫化氢环境中作业时一旦有裂纹存在,并承受外载作用,便易造成裂纹急剧扩展,形成如图3所示的裂纹形貌,最终导致断裂,这就需要考虑耐硫化氢腐蚀材料的选用。
钻杆材料的晶粒度为8级,#32#石油矿场机械 2007年11月其组织已很细小,但仍有很大发展余地(如晶粒度9级以上),晶粒度越高,材料性能也越好。
从现场资料知道失效钻杆的工作环境介质中有硫化氢存在,钻杆还承受着较大的拉应力,而且API S135钻杆对硫化氢应力腐蚀比较敏感,在硫化氢作业条件下钻杆性能差。
故发生应力腐蚀破裂的3项基本条件已完全具备,再加上钻杆横断口形貌及特征分析,本失效钻杆具有明显的硫化氢应力腐蚀破裂特征。
4 结论1) <127mm @9.19m m S135钻杆断裂原因为硫化氢应力腐蚀断裂。
2) 该井在钻进过程中有硫化氢存在,钻进时应选用抗硫化氢材料,控制钻井液pH 值。
3) 该批钻杆再次使用前应在室温下放置一段时间(以便氢从材料内部逸出),并需经无损检测证实没有裂纹缺陷存在才能继续使用。
参考文献:[1] 李鹤林,李平全,冯耀荣.石油钻柱失效分析及预防[M ].北京:石油工业出版社,1999.[2] AP I SPEC 5D,Specificat ion for Drill Pipe[S].第5版.2001.收稿日期:2007-07-06作者简介:王佑坤(1978-),男,四川巴中人,助理工程师,主要从事石油化工工程管理工作,E -mail:lzshw angy ouk@cnpc. 。
文章编号:1001-3482(2007)11-0033-03空气压缩机变工况运行试验研究王佑坤1,朱荣东2(1.兰州石化公司工程造价部,兰州730060;2.西南石油大学油气藏地质及开发工程国家重点实验室,成都610500)摘要:在空气钻井作业中,由于受特殊地区和气候条件的影响,使得空压机在变工况运行时不能满足现场作业要求。
对活塞式空气压缩机进行了室内试验,研究了吸气压力、吸气温度对排气量和功耗的影响,指出提高压缩机的吸气压力,降低吸气温度是提高压缩机排气量、降低功率消耗的有效措施,为空气压缩机在空气钻井中的合理应用提供科学依据。