钻杆螺纹断裂失效分析
鲍洪峰刘道喜
(无锡双马钻探工具有限公司技术研发中心 江苏 无锡 214000)
江苏钻通生产的X320型钻机中钻杆在使用一段时间,在钻杆螺纹处断裂。为查明原因进行失效分析。
钻杆材料为42MnMo7,化学成分由厂家提供,有待进行复验。
钻杆规格:¢73*8*3000mm。
技术要求:钻杆整体进行调制处理,硬度30~35HRC。抗拉强度:≧965Mpa,
屈服强度:≧865Mpa
钻杆结构及断裂位置如图1所示。
(图1)钻杆结构及断裂位置示意图
1、宏观分析
送检式样的宏观形貌如图2所示。
(图2)试样宏观形貌
从图2中看到断口在螺纹的第三级上,断口基本齐平与轴向垂直,无明显塑性形变痕迹,断口形貌如图3所示。
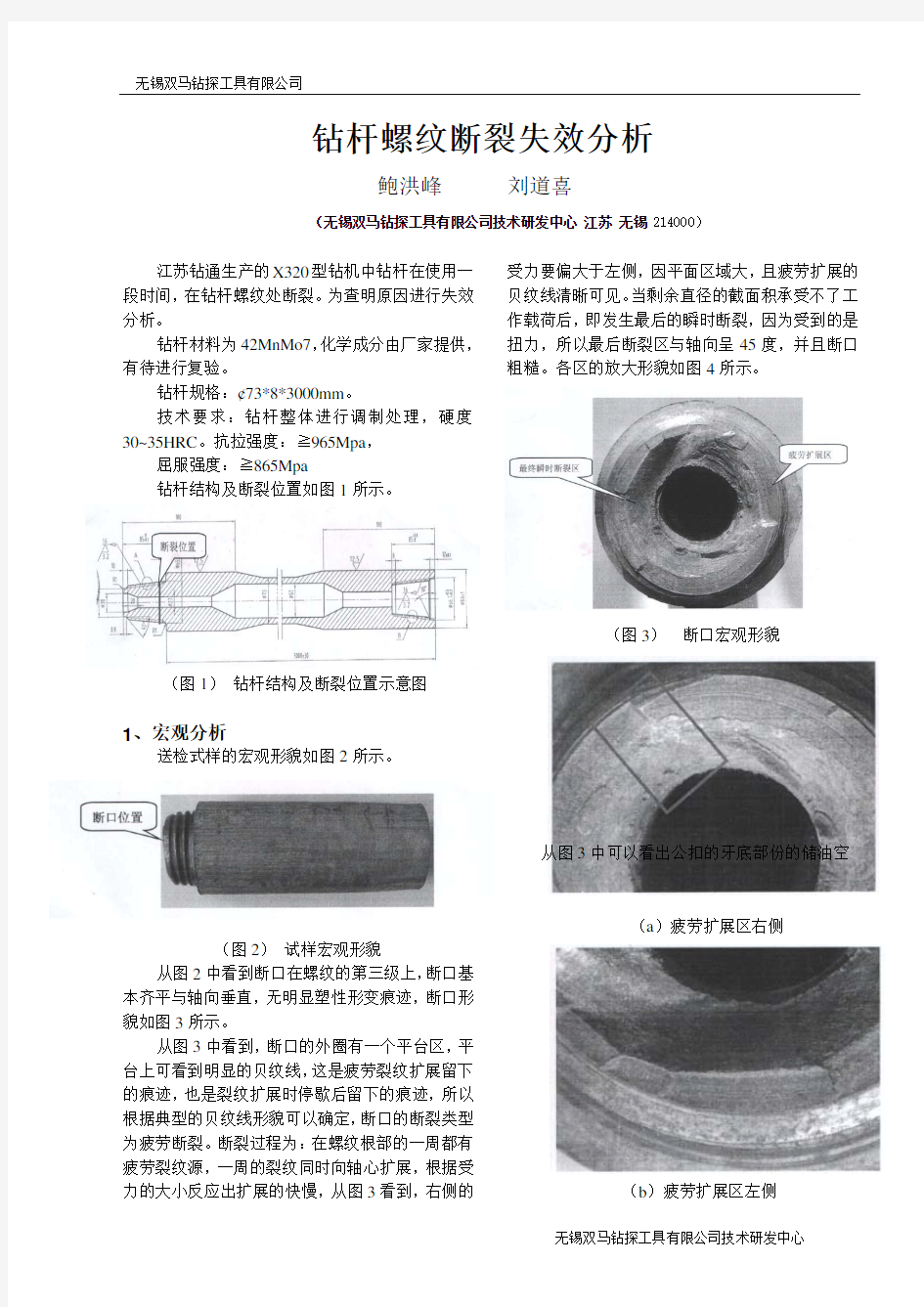
从图3中看到,断口的外圈有一个平台区,平台上可看到明显的贝纹线,这是疲劳裂纹扩展留下的痕迹,也是裂纹扩展时停歇后留下的痕迹,所以根据典型的贝纹线形貌可以确定,断口的断裂类型为疲劳断裂。断裂过程为:在螺纹根部的一周都有疲劳裂纹源,一周的裂纹同时向轴心扩展,根据受力的大小反应出扩展的快慢,从图3看到,右侧的受力要偏大于左侧,因平面区域大,且疲劳扩展的贝纹线清晰可见。当剩余直径的截面积承受不了工作载荷后,即发生最后的瞬时断裂,因为受到的是扭力,所以最后断裂区与轴向呈45度,并且断口粗糙。各区的放大形貌如图4所示。
(图3)断口宏观形貌
从图3中可以看出公扣的牙底部份的储油空
(a)疲劳扩展区右侧
(b)疲劳扩展区左侧
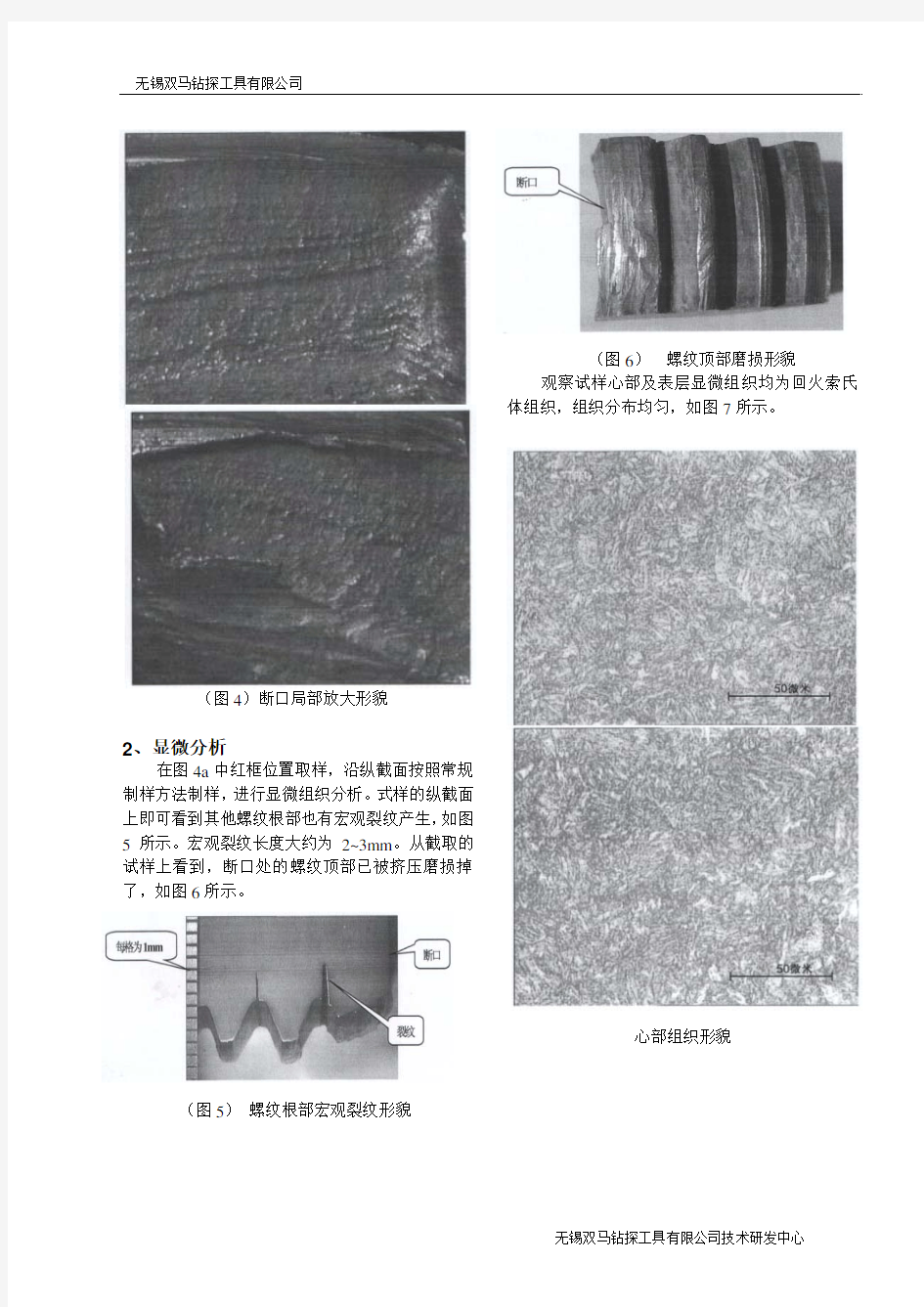
(图4)断口局部放大形貌
2、显微分析
在图4a中红框位置取样,沿纵截面按照常规制样方法制样,进行显微组织分析。式样的纵截面上即可看到其他螺纹根部也有宏观裂纹产生,如图5所示。宏观裂纹长度大约为2~3mm。从截取的试样上看到,断口处的螺纹顶部已被挤压磨损掉了,如图6所示。
(图5)螺纹根部宏观裂纹形貌
(图6)螺纹顶部磨损形貌
观察试样心部及表层显微组织均为回火索氏体组织,组织分布均匀,如图7所示。
心部组织形貌
表层组织形貌
(图7)试样显微组织形貌
(图8)微裂纹形貌
从图8中看到,微裂纹深度大致相同,深度在100微米左右,都是浅层裂纹,较深的裂纹是受力后扩展后造成的。
3、硬度试验
对试样进行洛氏硬度测试,测试结果见表1.
表1 洛氏硬度测试结果HRC
根据以上硬度测试结果,说明心部硬度符合技术要求,螺纹顶部表面的硬度有所升高说明螺纹处可能进行了表面处理。
4、综合分析
根据以上测试结果,可以得出零件的断裂类型为疲劳断裂,疲劳裂纹源产生在螺纹根部,显微分析证实在螺纹上有多处微裂纹,这些裂纹都可以形成疲劳源,或断裂的起点,只是根据微裂纹产生的位置是否受力大小而变化,如微裂纹处不受力,裂纹不会扩展;如微裂纹受力,当受力比较小时,就会产生疲劳裂纹扩展,直到剩余截面不能承受工作载荷时才会发生最后的一次性断裂。如微裂纹处受力过大,超出零件的承受工作应力,微裂纹就会快速扩展发生一次性的过载断裂。显而易见,本次零件的断裂为疲劳断裂,由此说明零件的工作应力不是很大的,只是当疲劳裂纹扩展一定截面后,剩余截面不能承受工作载荷时才发生了最后的断裂。由此微裂纹的产生原因是本次疲劳断裂的主要因素,从图8的微裂纹形貌看应该为应力集中区形成的裂纹扩展,所有在螺纹根部的裂纹在受力后都有所扩展,因在螺纹侧面上的裂纹不受力,所以都没有扩展。
结论
(1)零件的断裂类型为疲劳断裂。
(2)公口螺纹根部往往是应力集中区,特别是根部螺纹小径处应力不易释放最终导至形成裂纹。
使用具有较好抗疲劳强度的材质;同时在螺纹根部设计应力减轻槽才是解决问题的关键。
金属断裂与失效分析(尚慈编) 第一章概述 失效:机械装备或机械零件丧失其规定功能的现象。 失效类型:表面损伤、断裂、变形、材质变化失效等。 第二章金属断裂失效分析的基本思路 §2—1 断裂失效分析的基本程序 一、现场调查 二、残骸分析 三、实验研究 (一)零件结构、制作工艺及受力状况的分析 (二)无损检测 (三)材质分析,包括成分、性能和微观组织结构分析 (四)断口分析 (五)断裂力学分析 以线弹性理学为基础,分析裂纹前沿附近的受力状态,以应力强度因子K作为应力场的主要参量。 K I=Yσ(πα)1/2 脆性断裂时,裂纹不发生失稳扩展的条件:K I<K IC 对一定尺寸裂纹,其失稳的“临界应力”为:σc=K IC / Y(πα)1/2 应力不变,裂纹失稳的“临界裂纹尺寸”为:αc=(K IC / Yσ)2/π 中低强度材料,当断裂前发生大围屈服时,按弹塑性断裂力学提出的裂纹顶端开位移[COD(δ)]作为材料的断裂韧性参量,当工作应力小于屈服极限时: δ=(8σsα/πE)ln sec(πσ/2σs) 不发生断裂的条件为:δ<δC(临界开位移) J积分判据:对一定材料在大围屈服的情况下,裂纹尖端应力应变场强度由形变功差率J来描述。开型裂纹不断裂的判据为:
J<J IC K IC——断裂韧性;K ISCC——应力腐蚀门槛值 (六)模拟试验 四、综合分析 分析报告的涵:①失效零部件的描述;②失效零部件的服役条件;③失效前的使用记录;④零部件的制造及处理工艺;⑤零件的力学分析;⑥材料质量的评价;⑦失效的主要原因及其影响因素;⑧预防措施及改进建议等。 五、回访与促进建议的贯彻 §2—2 实效分析的基本思路 一、强度分析思路 二、断裂失效的统计分析 三、断裂失效分析的故障树技术 第三章金属的裂纹 §3—1 裂纹的形态与分类 裂纹:两侧凹凸不平,偶合自然。裂纹经变形后,局部磨钝是偶合特征不明显;在氧化或腐蚀环境下,裂缝的两侧耦合特征也可能降低。 发纹:钢中的夹杂物或带状偏析等在锻压或轧制过程中,沿锻轧方向延伸所形成的细小纹缕。发纹的两侧没有耦合特征,两侧及尾端常有较多夹杂物。 裂纹一般是以钢中的缺陷(发纹、划痕、折叠等)为源发展起来的。 一、按宏观形态分为: (1)网状裂纹(龟裂纹),属于表面裂纹。产生的原因,主要是材料表面的化学成分、金相组织、力学性能、应力状态等与中心不一致;或者在加工过程中发生过热与过烧,晶界性能降低等,导致裂纹沿晶界扩展。如: ①铸件表面裂纹:在1250~1450℃形成的裂纹,沿晶界延伸,
钻杆失效原因分析 在钻井过程中,钻杆在任何部位失效都会造成严重的后果,甚至使井报废。我国各油田每年发生钻杆事故约五六百起,经济损失巨大,每年进口各种规格的钻杆就要耗用数亿元人民币的外汇。随着浅层资源的不断枯竭,今后越来越多的钻深井、超深井,钻杆的安全可靠性就成为一个十分突出的问题。 钻杆失效一般表现为本体断裂和刺漏,钻杆螺纹处失效等。原因大致是由以下一些因素引起的:钻进时钻杆的基本力学工况,钻具的组合及钻井工艺,井径规则性,偏磨,螺纹密封脂,钻井液,钻杆结构和材料,地层因素,井内腐蚀介质等,以上因素交互作用的结果导致钻杆失效。 钻杆的基本力学工况钻杆在内外充满钻井液的狭长井眼里工作,通常承受压、弯、扭、液力等载荷。如果钻杆所受应力小于每平方米206.8牛顿时,钻杆虽经过无数次的弯曲,也不会产生疲劳裂纹。钻井时钻杆承受弯曲、扭转和拉伸应力组成的复合应力很大,特别是在大位移定向井及水平井中扭矩极大,钻杆在远远小于100万次弯曲次数时便产生疲劳微裂纹;微裂纹产生后便不断扩大延伸,此时如果具有腐蚀作用的高压钻井液进入微裂纹中,就会加速裂纹扩展,最终导致钻井液刺穿钻杆的失效事故。刺穿发展的结果,使钻杆有效断面不断缩小,刺孔加裂纹的总长度超过其临界裂纹尺寸时,即发生断裂。除旋转向下的运动,同时还有钻杆的各种振动和涡动。 钻具组合及钻井工艺钻杆作为一个旋转的细长弹性杆件,有其固有振动频率,钻具的组合决定了此固有频率。钻杆旋转时还会产生纵向、横向和扭转3种形式的振动,当它们的频率与固有频率相吻合时则产生共振。共振的结果会在原来钻杆疲劳应力的基础上附加一个额外的疲劳应力,加速钻杆的失效。采用长效螺杆钻杆替代转盘钻定向井、水平井的钻井工艺可以减少钻杆的旋转弯曲疲劳程度。 如牙轮钻头轴产生的纵向振动频率与钻头-钻柱系统的固有自振频率相同时会出现共振,使钻头的振幅增大,产生极大的冲击载荷,加剧钻杆疲劳。再如用于不同直径或不同扣型钻杆过渡的配合接头使用不当,配合接头本身螺纹(主要是公扣)和与之相连的钻杆螺纹就可能断裂。
油管基本知识 1、油管的分类 油管分为平式油管(NU)、加厚油管(EU)和整体接头油管。平式油管是指管端不经过加厚而直接车螺纹并带上接箍。加厚油管是指两管端经过外加厚以后,再车螺纹并带上接箍。整体接头油管是指一端经过内加厚车外螺纹,另一端经过外加厚车内螺纹,直接连接不带接箍。 2、英制与米制换算值 1英寸(in)=25.4毫米(mm) 1英尺(ft)=12英寸(in)=0.3048米(m) 1平方英寸(sp.in)=645.16平方毫米(mm2) 1磅(lb)=0.45359千克(kg) 3、API:它是英文American Petroleum Institute的缩写,中文意思为美国石油学会。 A P I油管规格及尺寸 公称尺寸(in)不加厚外径 (mm) 不加厚内径 (mm) 加厚外径 (mm) 加厚内径 (mm) 不加厚接箍 外径(mm) 加厚接箍 外径(mm) 2 3/8 60. 3 50.3 65.9 50.3 73 78 2 7/873.0 62.0 78.6 62.0 89.5 93 3 1/288.9 75.9 95.25 75.9 107 114.5 套管规格及尺寸 外径mm(in)接箍外径 (mm) 内径 (mm) 通径 (mm) 139.7 (5 1/2)153.7 124.3 121.1 121.4 118.2 油管及其接箍力学性能 钢级 屈服强度 MPa 抗拉强度 MPa 洛氏硬度 HRC 布氏硬度 HB J55 379-552 ≥517- - N80-1 552-758 ≥689- - N80-Q 552-758 ≥689- - P110 758-965 ≥862- - -1-
地质钴杆工作环境恶劣,工作环境差易磨损、易腐蚀、易疲劳综合力学要求高。钻杆失效形式主要是钻杆的断裂。钻杆在导向、定向钻进过程中一但断裂, 将会对工程造成严重影响,不仅是经济上的巨大损失,而且影响工期,失去信誉, 后果不堪设想。因此,作为施工个人或企业,一定要学会如何正确地选择和使用钻杆;而作为钻杆生产厂家,要知道各种开挖或非开挖工程对钻杆的特殊要求, 生产出高强度、高韧性和高可靠性的钻杆。 地址钻杆失效原因我们可从两方面来分析,人为因素和钻杆本身存在的缺陷,钻杆本身的缺陷又分设计缺陷和材料本身存在的缺陷。 钻杆在导向、定向钻进时往往在受到较大拉力和扭力作用的同时,还受到弯曲力的作用。钻杆通过曲线段时,钻杆被迫弯曲,弧线内侧受压应力作用,弧线外侧受拉应力作用。当钻杆在曲线段旋转时,杆体就受到拉压交变应力的作力,而钻孔曲率半径越小交变应力就越大。研究表明这个交变应力达到一定值后,就极容易使钻杆产生疲劳裂纹。钻杆刚开始产生的疲劳裂纹疲劳裂纹非常微小,肉眼很难发现,但疲劳裂纹发展速度极快,最后表现为突然的脆性断裂。试验证明,钻杆受交变应力作用而疲劳断裂是钻杆断裂失效的主要原因。 施工队伍有很多是经验丰富素质高的专业公司,也有临时拼凑起来的没有任何施工经验和技术的队伍,他们往往连钻杆(或钻孔)的曲率半径都没听说过,不太了解地址钻杆的特性是造成钻杆断裂的人为方面的主要原因。这要通过学习和培训加规范施工来解决。下表中列出来地质钻杆失效的部位和表现形式及原因。 表一
三、避免钻杆非正常失效的措施 钻杆的基本力学工况钻杆在内外充满钻井液的狹长井眼里工作,通常承受压、弯、扭、液力等载荷。如果钻杆所受应力小于每平方米206.8牛顿时,钻杆虽经过无数次的弯曲,也不会产生疲劳裂纹。钻井时钻杆承受弯曲、扭转和拉伸应力组成的复合应力很大,特别是在大位移定向井及水平井中扭矩极大,钻杆在100万次弯曲次数时便产生疲劳微裂纹;微裂纹产生后便不断扩大延伸,此时如果具有腐蚀作用的高压钻井液进入微裂纹中,就会加速裂纹扩展,最终导致钻井液刺穿钻杆的失效事故。刺穿发展的结果,使钻杆有效断面不断缩小,刺孔加裂纹的总长度超过其临界裂纹尺寸时,即发生断裂。除旋转向下的运动,同时还有钻杆的各种振动和涡动。 根据钻杆的失效原因分析,钻杆除正常磨损而失效外,钻杆的非正常失效原因可分为为两个方而:工人操作原因和钻杆自身质量原因。因此,我们可以从提高钻杆质M和规范操作两方而来避免钻杆非正常失效。 1.提高钻杆质量 (1)钻杆材料选择:为适应钻杆的受力分析,钻杆杆体应有较高的抗拉强度、较好抗弯性能和较好的冲击韧性。杆体材料应选择中碳合金结构无缝钢管,合金元素中应含有较多的 Cr、Mo等元素以提高材料的抗拉强度和冲击韧性,含有Mn、Si等元素以提高材料的弹性
GB/T 193-1981 普通螺纹直径与螺距系列(直径1~600mm); GB/T 196-1981 普通螺纹基本尺寸(直径1~600mm); GB/T 197-1981 普通螺纹公差与配合(直径1~355mm); GB/T 2516-1981 普通螺纹偏差表(直径1~355mm); GB/T 3934-1983 普通螺纹量规(NEQ ISO 1502-78); GB/T 9145-1988 商品紧固件的中等精度普通螺纹极限尺寸(EQV ISO 965/2-80); GB/T 9146-1988 商品紧固件的粗糙级精度普通螺纹极限尺寸; GB/T 10920-1989 普通螺纹量规型式和尺寸(NEQ ISO 3670-79); GB/T 10932-1989 螺纹千分尺(NEQ ΓOCT4380-78); GB/T 15756-1995 普通螺纹极限尺寸(NEQ DIN 13120/27-1983); JB/T 1128-1999 间隙螺纹量规 JB/T 3326-1999 量针; JB/T 7384.11-1994 紧固件螺母螺纹垂直规; JB/T 7912-1999 商品紧固件的普通螺纹选用系列(等效ISO 262:1973)(代替GB 9144-1988); JB/T 7981-1999 螺纹样板(代替GB 9055-1988); 管螺纹 GB/T 1414-1978 管路旋入端用普通螺纹尺寸系列; GB/T 1415-1992 米制锥螺纹(IDT ГOCT 25229-82); GB/T 1581-1979 米制锥螺纹量规; GB/T 7306.1-2000 55°密封管螺纹第1部分: 圆柱内螺纹与圆锥外螺纹(EQV ISO 7-1:1994) GB/T 7306.2-2000 55°密封管螺纹第2部分: 圆锥内螺纹与圆锥外螺纹(EQV ISO 7-1:1994) GB/T 7307-2001 非螺纹密封的管螺纹(EQV ISO 228/1-2000); GB/T 10922-1989 非螺纹密封的管螺纹量规(EQV ISO 228/2-80); GB/T 12716-1991 60°圆锥管螺纹(EQV ANSI B1.20.1-83); JB/T 10031-1999 用螺纹密封的管螺纹量规(参照ISO7/2-82); 梯形和锯齿形螺纹 GB/T 5796.1-1986 梯形螺纹牙型(EQV ISO 2901-77); GB/T 5796.2-1986 梯形螺纹直径与螺矩系列(EQV ISO 2902-77); GB/T 5796.3-1986 梯形螺纹基本尺寸(EQV ISO 2904-77); GB/T 5796.4-1986 梯形螺纹公差(EQV ISO 2903-77); GB/T 8124-1987 梯形螺纹量规技术条件(NEQ DIN 103-73); GB/T 8125-1987 梯形螺纹量规型式和尺寸(EQV ISO 3670-79); GB/T 12359-1990 梯形螺纹极限尺寸; GB/T 13576.1-1992 锯齿形(3°、30°)螺纹牙型(NEQ DIN 513/1-85); GB/T 13576.2-1992 锯齿形(3°、30°)螺纹直径与螺距系列(NEQ DIN 513/2-85); GB/T 13576.3-1992 锯齿形(3°、30°)螺纹基本尺寸; GB/T 13576.4-1992 锯齿形(3°、30°)螺纹公差(NEQ DIN 513/3-85);
五,金属的断裂韧性 传统的机械设计是建立在一个基本假设的基础上,即认为材料是连续的、均匀的、各项同性的可变形体。设计构件时不仅要满足强度、刚度和稳定性这三点要求,同时还要满足成本低、重量轻、耗能小、容量大的要求。而原来的传统设计方法已不能合理的解决以上问题,断裂力学则是为适应这一要求而发展起来的学科,是现代强度学科的重要组成部分。 断裂力学是从实际材料中存在缺陷和裂纹出发,把构建看成是连续和间断的统一体。研究带裂纹材料中裂纹拓展的规律,分析裂纹尖端应力、应变分布,并建立断裂判据,用以解决工程构建中的低应力脆性断裂问题。这一整套计算方法和设计原则,使工程中低应力脆断得到合理的说明和解决,使灾难性事故减少发生。宏观断裂理论包括线弹性断裂理论和弹塑性断裂理论。线弹性断裂理论主要研究脆性断裂。而脆性断裂主要以格里菲斯(Griffith)理论为基础。格里菲斯关系式是根据弹性材料和非常尖锐裂纹的应力分布推导出来的。平面应力下的格里菲斯公式为: σ= (5-1) 平面应变下的格里菲斯公式: σ= 5-2) 式中σ—工作应力; E—弹性模量; a—裂纹半长; r s ——比表面能; 图5-1 裂纹扩展三种类型 a-张开型;b-滑开型;c-撕开型 5.1.1应力强度因子 5.1.1.1 裂纹扩展方式 根据裂纹面的位移方式,将裂纹分为三种类型:Ⅰ型或张开型(拉伸型);Ⅱ型
或滑开型(面内剪切型);Ⅲ型或撕开型(面外剪切型);如图5-1所示。 5.1.1.2裂纹尖端的应力场和位移场 (1)Ⅰ型裂纹尖端的应力分量,如图5-2所示。 ) 23 s i n 2s i n 1(2c o s 2y θ θθπσ+=r K I 23c o s 2s i n 2c o s 2θ θθπτr K I xy = 图5-2 双向拉伸作用下的格里菲斯裂纹 图5-3 Ⅱ型Griffithlith 裂纹 Ⅰ型裂纹中y σ是引起断裂的关键性的应力。当0=θ时,则 r K I y πσ2= ) 23sin 2sin 1(2cos 2x θ θθπσ-= r K I
HT200试棒脆性断裂失效分析 过程装备与控制工程2013-2刘凯(22)李阔(16) 摘要:在机电装备的各类失效分析中以断裂失效最主要,危害最大,往往造成严重的后果及巨大的经济损失。试棒脆性断裂失效分析从断口的宏观外观、微观组织、受力状态等方面综合分析,解释断裂失效的原因。 关键字:HT200试棒脆性断裂失效分析 断裂是金属构件在应力作用下材料分离为互不相连的两个或两个以上部分的现象,是金属构件常见的失效形式之一,特别是脆性断裂,它是危害性甚大的失效形式。脆性断裂前构件的变形量很小,没有明显可以觉察出来的宏观变形量。断裂过程中材料吸收的能量很小,一般是在低于允许应力条件下的低能断裂。通过对HT200拉力试棒断裂失效分析包括力学性能、化学成分、金相组织、其他相关性能;断口分析、表面分析,包括金相组织、电镜分析各种分析;失效现象及原因分析等综合学习掌握关于脆性断裂的相关知识 一、试样收集与观察 HHT200拉力试棒 图示拉力试棒为液压万能试验机拉断后的试棒,其原始尺寸如下图。 HT200拉力试棒尺寸图 试棒装在液压万能试验机后,开动试验机缓慢加载。在拉伸过程中,没有肉眼可见的颈缩、屈服现象,,随着“砰”一声,试棒被拉断。拉断前的应变很小,伸长率也很小,十分典型的脆性断裂过程。 二、化学成分 脆性断裂实验所用拉力试棒为HT200材料,具体含义为灰口铸铁抗拉强度为200MPa,硬度范围为163~255HB,抗拉强度和塑性低,但铸造性能和减震性能好,主要用来铸造汽车发动机汽缸、汽缸套、车床床身等承受压力及振动部件。其具体化学成分如下表。
试验过程中观察不到拉力试棒明显的应变过程及颈缩现象,在较小的拉应力作用下就被拉断了,没有屈服和颈缩现象,拉断前的应变很小,伸长率也很小。其拉伸时的应力-应变关系是一段微弯的曲线,没有明显的直线部分,也没有明显的屈服阶段。 铸铁在拉断时的最大应力即为其强度极限。因为没有屈服现象,强度极限σ b是衡量强度的唯一指标。σ b =Fb Ao 。 灰口铸铁σ-ε图 四、断裂试棒断口宏观形貌及其微观金相组织观察 脆性断裂是从金属构件内部原本存在的微小裂纹为裂纹源而开始的。因此,脆性断裂往往是突然发生的,断裂前基本没有肉眼可见的变形量。脆性断裂一般沿低指数晶面穿晶解理,解理是金属在正应力作用下沿解理面发生的一种低能断裂。由于解理是通过破坏原子间的键合来实现的,而密排面之间的原子间隙最大,键合力最弱,故绝大多数解理面是原子密排面。但也有一些脆性材料断裂是沿晶断裂,如晶界上有脆性物或有晶间腐蚀是,就有可能产生沿晶断裂。该拉力试棒为沿解理面断裂,故其断口的宏观形貌具有两个明显特征。一、其断口表面是明亮结晶状的,表面存在小刻面。一个多晶体金属材料的解理断口,由于其每个晶体的取向不同,所以其解理面与断裂面所取的位向也就不同,若把断口放在手中旋转时,将闪闪发亮,像存在许多分镜面。二、存在“山形”条纹。脆性材料在断裂时会从断裂源点形成“山形”裂纹。随着裂纹的发展,条纹会变粗,因此,根据断口“山形”裂纹的图形可以判断脆性断裂的裂纹扩展方向和寻找断裂起源点。综上并观察试棒断口分析可知HT200拉力试棒为典型的脆性断裂。 脆性解理断裂的电子显微断口形态的一个特征是呈现河流花样。由于金属是多晶体,取向又是无序的,解理在某一晶粒内进行时以及穿过一个晶粒向相邻晶粒传播时,均会造成解理裂缝在不同的结晶面上断开,这些解理裂缝相交处即会形成台阶。在电子显微镜中这些解理台阶呈现出形似地球上的河流状形貌,故名河流状花样。沿着解理断裂的方向河流可以合并为“主流”。解理穿越晶界时,不仅河流花样的“流向”要发生变化,而且有可能加粗或部分消失由于实际晶体内部存在许多缺陷(位错、析出物、夹杂物等),所以在一个晶粒内的解理并不
如何对油管、套管螺纹的进行检验? 首次分享者:API石油量规已被分享1次评论(0)复制链接分享转载举报 加工好的油管、套管及偏梯形套管产品公扣,在用相应的工作环规检验时,公扣管端面与环规小端面之间距离P1值,测量后的数值在图中所示数值及公差范围内,则产品符合要求。(图中P1值见表1,公差值见表2) 当用API标准的螺纹环规检查长螺纹套管公扣时,管子端部延伸到环规小头外的长度为长短套管管端面到手紧平面的长度之差再减去P1,即(L1长— L1短)—P1 ±相应的公差值。加工好的油管、套管及偏梯形套管母扣,用相应的工作塞规检验时,只要塞规测量槽内测量面到管子端面之间的距离(如图2所示),测量后在图中所示数值及公差范围内产品符合要求(图中A值见下表1,公差值即相应的扣数见表2)。 美国API标准制造的量规尺寸 (表1)单位:mm 量规的紧密距值工作规 自配公 差 螺距 量规对产品 A 值P1 值
套管S1=9.525 P1=0 ±0.635 3.175 3牙(7"以下) 3 1/2牙(7 5/8"~20") P1=0 偏梯形套 管 4 1/2" S1=2.54 P1=0 ±0.381 5.080 1/2牙(2.540) P1=0 5"~13 3/8 S1=5.08 P1=0 1牙(5.080) 16"~20" S1=4.445 P1=0 7/8牙(4.445) 不加厚油 管 ≤3 1/2" S1=7.62 P1=0 ±0.635 2.5402牙(5.080) P1=0 4"~4 1/2 S1=9.525 P1=0 3.1752牙(6.350) 外加厚油 管1.050"~1.900 S1=7.62 P1=0 ±0.635 2.5402牙(5.080) P1=0 2 3/8"~4 1/2 S1=9.525 P1=0 3.1752牙(6.350) 我们在校准工作中,发现有些单位还在使用82年以前按YB标准生产的量规,钻具接头螺纹量规API与YB标准生产的量规可以互用,油管、套管量规在冶标(YB)中环规测量面在大头,而API标准在环规测量面在小,在使用油管、套管量规时,冶标的量规只能用冶标的方法来检验产品,按API标准生产的量规只能按API标准的方法去检验产品螺纹。 油管、套管及偏梯套管量规对产品的综合公差(表2) 环规对公扣P和P1塞规对母扣A和A+(S1~S)8牙/英寸、油管、套管±1 扣±1 扣 10牙/英寸、油管±1 1/2 扣±1 1/2 扣 偏梯形套管+ 1/2 扣 - 0 +0 -1/2 扣 注:偏梯形套管环规对公扣+1/2 表示公扣端部凹进环规小端测量面2.54mm。 钻具螺纹的测量 加工好的公接头,用工作环规进行旋合,旋紧以后,工作环规测量面与公接头台肩面之间的距离(如图1所示),测量后只要在15.875(+0.254~-0.127)<0.254 ~ 0.127 即:15.750 ~ 16.129范围内,加工的公接头符合要求。 但是,工作环规的紧密距值S2出厂时不可能就是15.875mm标准值,量规的制造公差只要在15.775 ~ 15.975之间均属合格品。根据此范围则产品的合格范围就应在S2(+0.254 ~ 0.127),即:15.650 ~ 16.229之间。
M10-45H 内六角紧定螺钉 断裂分析 据客户反映,由本公司供应的M10-45H 紧定螺钉,安装过程中发生故障。 现状:M10-45H 内六角紧定螺钉,在密封锁紧螺母安装过程中发生断裂; 安装过程:在部件上指定部位使用43~48N.m 扭矩旋入紧定螺钉(作为限位螺钉使用),然后,在紧定螺钉露出端使用43~48N.m 的终拧扭矩旋入密封锁紧螺母并拧紧,防止螺钉与基体之间的间隙造成介质渗漏。 一,失效件检测分析: 1,断口形貌宏观观察: 断面基本与轴线垂直,颜色灰色,颗粒细小均匀;放大10倍进行观测,未见目测可见原始裂纹。 2,机械性能检测: 3,金相检测分析: 沿轴线使用线切割方式制样,检测了纵向剖面的金相组织。如下图图1和图2。 图1 芯部金相x500 芯部金相组织:回火马氏体+回火屈氏体 图2 螺纹金相x200 螺纹部位金相:无脱碳层或渗碳层 4,化学成分分析: 合金钢SCM435: 0.35%C, 0.21%Si, 0.70%Mn, 0.013%P, 0.007%S, 1.04%Cr, 0.185%Mo 符合GB3098.3对45H 级螺钉的材质要求。 失效件检测分析表明,该产品机械性能和使用材料完全符合GB3098.3标准要求 二,断裂原因分析: 对失效件的机械性能检测、金相组织检测、化学成分检测结果表明,产品完全符合标准规范。 对照标准GB/T 3098.3-2000,在标准条文内第一章,标准范围,对该产品的描述,第一段有明确:本标 准 规 定了由碳钢或合金钢制造的、在环境温度为10-35℃条件下进行试验时,螺纹公称直径为1.6- 24m m 的紧定螺钉及类似的不受拉应力的紧固件机械性能。如下截图:
测试与分析 螺栓断裂失效原因分析 华南理工大学机电系(广州 510641) 高 岩 李 林 许麟康 【摘要】 合金结构钢(相当于我国35CrMo钢)制螺栓用于空调压缩机内连接气缸体与气缸盖,在生产线上用气动搬手装配时相当部分发生断裂。失效分析结果表明,机加工时螺纹根部及表面形成微裂纹,以及回火不足,硬度偏高,共同造成了螺栓失效。 关键词:低合金钢 螺栓 微裂纹 F ailure Analysis on the Fracture of Bolts G ao Yan,Li Lin,Xu Linkang (Department of Mechano2Electronic Engineering,S outh China University of Technology,Guangzhou510641)【Abstract】 A batch of bolts with size of M4×1135used to connect cylinder body and cover of air conditioner com pressor were made of imported low alloy steel close to35CrMo in com position1However,a great proportion of the bolts fractured when being assembled us2 ing pneumatic spanner1After failure analysis,it was found that the main reason for the ru pture of bolts was the micro2cracks induced by machining.At the same time,non2enough tempering which resulted in the brittleness of the material also accounted for the fracture1 K ey w ords:low alloy steel,bolt,micro2crack 某标准件公司一批螺栓,规格为M4×1135,材料为合金结构钢,相当于我国的35CrMo钢,冷墩头部,搓制螺纹,热处理工艺为淬火+回火,并进行发兰处理,规定σb>1000MPa, (32~38)HRC。螺栓用于空调压缩机内连接气缸体与气缸盖,但在生产线上用气动搬手装配时相当部分螺栓在与螺栓交截的第二、第三螺纹牙根处发生断裂。我们对该批螺栓的断裂原因进行了分析。 1 金相观察及硬度分析 在一批断裂螺栓中随机选取2个断裂螺栓头,将其沿轴向剖开,制备轴向剖面的金相试样,抛光状态(未侵蚀)下可见在螺纹尖端和根部有明显裂纹存在(图略);这些微裂纹由于高度的应力集中,在外力作用下极容易发生失稳扩展,从而导致螺栓断裂。 将上述抛光态试样用3%硝酸酒精溶液侵蚀后在显微镜下观察,发现其组织形态都很相似,为保持原马氏体位向的回火索氏体,见图1所示。35CrMo钢用作螺栓时,应有较好的综合力学性能,其组织应以调质状态为佳,即淬火+回火后得到回火索氏体。而本例中螺栓组织状态虽是回火索氏体,但原马氏体位向十分明显,显然会使材料的塑性和韧性受损,脆性增加,材料硬度也会增加。沿螺牙顶端到根部依次打硬度,所得结果见表1,可见硬度范围为(37~41)HRC,偏高于螺栓规定的硬度范围。螺栓硬度偏高的原因主要是回火不足或不充分造成的。 2 扫描电镜观察分析 为弄清螺栓断裂的机理,按断口形貌特征选取了9个样品,将其用物理方法清洗干净后置于扫描电镜下进行观察,发现断口有3种类型:第1类是断口边缘只有一个剪切唇(1号样品),第2类是断口边缘有2个剪切唇(2号样品),第3 高岩:女,35岁,工学硕士,讲师,曾以访问学者身份在葡萄牙焊接质量研究所(ISQ)工作,兼任中国机械工程学会失效分析分会失效分析工程师。主要从事高温合金,金属材料的腐蚀与防护,失效分析及工业设备寿命评估等方面的工作。已在国内外学术刊物上发表论文10余篇。收稿日期:1997年8月19 日。 图1 螺栓基体组织 ×500 表1 螺栓的硬度HRC 选点12345 试样14137393937 试样24039.5413937 类是断口边缘有3个剪切唇(3号样品),且以第3类断口数量居多。图2是2号样品的宏观断口形貌。这些断口边缘除剪切唇处或凸起或凹进以外,其余边缘处都较平滑,这与一般断裂由心部起源,最后断裂边缘处为杯口状剪切唇的断口形貌特征显然不同,而且,从断口的放射辉纹的走向看,断裂的起源都在断口的边缘即螺纹的根部上,而不是在螺栓的心部。对3类断口分别在扫描电镜下进行了详细的观察,图3a~3d 为2号样品的微观形貌。a是始断区,从右侧的螺纹面上可见明显发兰处理后的表面氧化膜,在螺纹面与断口的交界处(即螺纹根部)可见二次裂纹和摩擦痕存在;将a放大至b,可见摩擦痕底下是氧化物,而摩擦痕明显位于断口一侧,由此可以推断:此摩擦痕处在断裂前就已经有裂纹存在,裂纹为搓制螺纹时所产生,在随后的发兰处理过程中此裂纹内部也进行了发兰处理,形成了氧化膜,其形态与螺旋表面的发兰膜相 43《金属热处理》1998年第2期
API油管规格及尺寸 公称尺寸(in)不加厚外径 (mm) 不加厚内径 (mm) 加厚外径 (mm) 加厚内径 (mm) 不加厚接箍 外径(mm) 加厚接箍 外径(mm) 1 1/ 2 48.3 40.3 53.2 40.3 55 63.5 2 3/ 8 60.3 50.3 65.9 50.3 73 78 2 7/ 8 73.0 62.0 78.6 62.0 89.5 93 3 1/ 2 88.9 75.9 95.25 75.9 107 114.5 4 101.6 88.6 107.95 88.6 121 127 4 1/ 2 114.3 100.3 120.65 100.3 132.5 141.5 -1-
石油油管螺纹代号对照表 平式油管螺纹外加厚油管螺纹 GB9253.3 YB239-63 GB9253.3 YB239-63 1.900TBG 1 1/ 2 " 平式扣 1.900UPTBG 1 1/ 2 " 外加厚扣 2 3/ 8 TBG 2" 平式扣 2 3/ 8 UPTBG 2" 外加厚扣 2 7/ 8 TBG 2 1/ 2 " 平式扣 2 7/ 8 UPTBG 2 1/ 2 " 外加厚扣 3 1/ 2 TBG 3" 平式扣 3 1/ 2 UPTBG 3" 外加厚扣 4 TBG 3 1/ 2" 平式扣4UPTBG 3 1/ 2 " 外加厚扣 4 1/ 2 TBG 4" 平式扣 4 1/ 2 UPTBG 4" 外加厚扣 -2-
套管规格及尺寸 外径mm(in)接箍外径 (mm) 内径 (mm) 通径 (mm) 外径 mm(in) 接箍外径 (mm) 内径 (mm) 通径 (mm) 114.3 (4 1/ 2) 127.0 103.9 100.7 177.8 (7) 194.5 166.1 162.9 102.9 99.7 164.0 160.8 101.6 98.4 161.7 158.5 99.6 96.4 159.4 156.2 127 (5)141.3 115.8 112.6 193.7 (7 5/ 8 ) 215.9 178.5 175.3 114.1 111.0 177.0 173.8 112.0 108.8 174.6 171.5 108.6 105.4 171.8 168.7 139.7 (5 1/ 2) 153.7 127.3 124.1 219.1 (8 5/ 8 ) 244.5 205.7 202.5 125.7 122.6 203.7 200.5 124.3 121.1 201.2 198.0 121.4 118.2 198.8 195.6 -3-
作业:(8)航空发动机涡轮盘-叶片结构 ◆材料为镍基高温合金,为什么? ◆服役环境的要素有哪些? ◆有可能发生的失效类型是什么? ◆如何设计实验确定失效的类型? ◆改进的建议和措施 一.涡轮叶片的材料 涡轮叶片处于温度最高、应力最复杂、环境最恶劣的部位,是一种特殊的零件,它的数量多,形状复杂,要求高,加工难度大,而且是故障多发的零件,一直以来各发动机厂的生产的关键。所以对涡轮叶片材料就有更高的要求。 涡轮叶片的材料一般选择镍基高温合金。镍基合金就是以镍为基础,加入其他的金属,比如钨、钴、钛、铁等金属,做成以镍为基础的合金。有的镍基高温合金含镍量达到70%左右,其次Cr含量也比较高。其性能主要有: 1.物理性能。具有较高的熔点和弹性模量;各温度下均有较低的热膨胀系数,且随温度变化不大;没有磁性。 2.耐腐蚀性。镍基合金由于含Cr,在氧化性的腐蚀环境中的耐腐蚀性优于纯镍。同时,由于Ni含量高,在还原性腐蚀环境下也能维持良好的耐腐蚀性能。还具有良好的耐应力腐蚀开裂性能,也能抵抗氨气和渗氮、渗碳气氛。 3.机械性能。镍基高温合金在零下、室温及高温时都具有很好的机械性能。 4.高温特性。高温下耐氧化性极佳,对氮、氢以及渗碳也具有极佳的耐受性。 5.热处理及加工、焊接性。高温镍基合金不能通过热处理进行失效硬化,但可以进行固溶热处理和退火处理等。高温镍基合金比较容易进行热加工,冷加工性能比奥氏体不锈钢好。焊接性能与标准奥氏体钢一样,可采用TIG焊接、MIG焊接以及手工电弧焊。 总的来说,镍基合金具有优良的热强热硬性能、热稳定性能及热疲劳性能,可以承受复杂应力,组织稳定,有害相少,高温时抗氧化热腐蚀性好,蠕变特性出色,能够在相当苛刻的高温环境下进行服役。所以涡轮叶片的材料选择高温镍基合金。 二.涡轮叶片的服役环境 涡轮处于燃烧室后面的一个高温部件,而涡轮叶片处于温度最高、应力最复杂、环境最恶劣的部位,即涡轮叶片的服役环境特别的复杂与恶劣。总得来说,涡轮叶片服役环境的要素主要有: 1.不均匀的高温条件下工作。涡轮处于燃烧室后面的一个高温部件,涡轮工作叶片的工作温度大约在720℃~1120℃,其在工作时已达到红热状态,并且其温度场不均匀,随着飞行状态的变化而承受不同的温度,而且还存在高温氧化,这些都使得涡轮叶片的服役环境非常恶劣。 2.高转速条件下工作。涡轮发动机靠涡轮叶片快速旋转将燃气压缩排出,装化为机械能,为航天器提供动力。 3.高应力和复杂应力条件下工作。涡轮工作叶片承受很大的离心力及其弯矩,还要承受燃气施加的很高的弯曲载荷、热应力,还有振动应力和气动力等复杂的应力作用。 4.受到燃气高频脉动及燃气腐蚀的影响。涡轮工作叶片直接接触高温高压燃气,燃烧产生的燃气含有大量的Na,V,S等热腐蚀性元素,使得涡轮工作叶片的工作环境更为苛刻。 三.可能发生的失效类型 根据涡轮叶片的服役环境,可以推断出涡轮叶片的失效方式大概分为正常失效和非正常失效两种。 1.正常失效中的叶片损伤包括由磨损、掉块、内裂等构成的表观损伤和内部冶金组织损伤两类。其中,内部冶金组织损伤是指叶片在低于规定使用温度和应力的服役环境下发生的诸如γ'相粗化,晶界及晶界碳化物形貌的变化,脆性相生成等显微组织的变化。导致的主要失效形式是蠕变失效,但同时还有高温腐蚀、热疲劳和低周疲劳及其交互作用等。蠕变损伤主要表现为蠕变孔洞和蠕变裂纹的产生。 大多数涡轮叶片的失效方式为正常失效方式,即蠕变失效、蠕变-疲劳交互作用导致的失效和腐蚀失效。 2.非正常失效是由于叶片设计不当、制备缺陷或人员操作不当引起的失效行为,主要表现为高周疲劳、超温服役引起的过热甚至过烧等失效形式。 总的来说,涡轮叶片可能的失效类型主要为:疲劳失效、蠕变失效和过载断裂等。 四.设计实验确定失效的类型 1.疲劳失效。金属零件再使用中发生的疲劳断裂具有突发性、高度局部性及对各种缺陷的敏感性等特点;引起疲劳断裂的应力一般很低,端口上经常可观察到特殊的、反映断裂各阶段宏观及微观过程的特殊花样。典型的疲劳端口的宏观形貌结构可分为疲劳核心、疲劳源区、疲劳裂纹的选择发展区、裂纹的快速扩展区及瞬时断裂区等五个区域。 2.蠕变失效。蠕变断裂是材料在恒定应力(应力水平低于材料的断裂强度)作用下应变时间逐渐增加,最后发生断裂。明显的塑性变形是蠕变断裂的主要特征,在端口附近产生许多裂纹,使断裂件的表面呈现龟裂现象。
失效分析 第三章失效分析的基本方法 1.按照失效件制造的全过程及使用条件的分析方法:(1)审查设计(2)材料分析(3)加工制 造缺陷分析(4)使用及维护情况分析 2.系统工程的分析思路方法:(1)失效系统工程分析法的类型(2)故障树分析法(3)模糊故 障树分析及应用 3.失效分析的程序:调查失效时间的现场;收集背景材料,深入研究分析,综合归纳所有信息 并提出初步结论;重现性试验或证明试验,确定失效原因并提出建议措施;最后写出分析报告等内容。 4.失效分析的步骤:(1)现场调查①保护现场②查明事故发生的时间、地点及失效过程③收集 残骸碎片,标出相对位置,保护好断口④选取进一步分析的试样,并注明位置及取样方法⑤询问目击者及相关有关人员,了解有关情况⑥写出现场调查报告(2)收集背景材料①设备的自然情况,包括设备名称,出厂及使用日期,设计参数及功能要求等②设备的运行记录,要特别注意载荷及其波动,温度变化,腐蚀介质等③设备的维修历史情况④设备的失效历史情况⑤设计图样及说明书、装配程序说明书、使用维护说明书等⑥材料选择及其依据⑦设备主要零部件的生产流程⑧设备服役前的经历,包括装配、包装、运输、储存、安装和调试等阶段⑨质量检验报告及有关的规范和标准。(3)技术参量复验①材料的化学成分②材料的金相组织和硬度及其分布③常规力学性能④主要零部件的几何参量及装配间隙(4)深入分析研究(5)综合分析归纳,推理判断提出初步结论(6)重现性试验或证明试验 5.断口的处理:①在干燥大气中断裂的新鲜断口,应立即放到干燥器内或真空室内保存,以防 止锈蚀,并应注意防止手指污染断口及损伤断口表面;对于在现场一时不能取样的零件尤其是断口,应采取有效的保护,防止零件或断口的二次污染或锈蚀,尽可能地将断裂件移到安全的地方,必要时可采取油脂封涂的办法保护断口。②对于断后被油污染的断口,要进行仔细清洗。③在潮湿大气中锈蚀的断口,可先用稀盐酸水溶液去除锈蚀氧化物,然后用清水冲洗,再用无水酒精冲洗并吹干。④在腐蚀环境中断裂的断口,在断口表面通常覆盖一层腐蚀产物,这层腐蚀产物对分析致断原因往往是非常重要的,因而不能轻易地将其去掉。 6.断口分析的具体任务:①确定断裂的宏观性质,是延性断裂还是脆性断裂或疲劳断裂等。② 确定断口的宏观形貌,是纤维状断口还是结晶状断口,有无放射线花样及有无剪切唇等。③查找裂纹源区的位置及数量,裂纹源的所在位置是在表面、次表面还是在内部,裂纹源是单个还是多个,在存在多个裂纹源区的情况下,它们产生的先后顺序是怎样的等。④确定断口的形成过程,裂纹是从何处产生的,裂纹向何处扩展,扩展的速度如何等。⑤确定断裂的微观机理,是解理型、准解理型还是微孔型,是沿晶型还是穿晶型等。⑥确定断口表面产物的性质,断口上有无腐蚀产物,何种产物,该产物是否参与了断裂过程等。 7.断口的宏观分析(1)最初断裂件的宏观判断①整机残骸的失效分析;②多个同类零件损坏的 失效分析;③同一个零件上相同部位的多处发生破断时的分析。(2)主断面(主裂纹)的宏观判断①利用碎片拼凑法确定主断面;②按照“T”形汇合法确定主断面或主裂纹;③按照裂纹
螺纹断裂分析 螺纹 一般情况下,我们对于螺栓断裂从以下四个方面来分析: 第一、螺栓的质量 第二、螺栓的预紧力矩 第三、螺栓的强度 第四、螺栓的疲劳强度 实际上,螺栓断裂绝大多数情况都是因为松动而断裂的,是由于松动而被打坏的。因为螺栓松动打断的情况和疲劳断裂的情况大体相同,最后,我们总能从疲劳强度上找到原因,实际上,疲劳强度大得我们无法想象,螺栓在使用过程中根本用不到疲劳强度。 螺纹紧固件的松动不是由于螺栓的疲劳强度: 螺纹紧固件在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次。换句话说,螺纹紧固件在使用其疲劳强度的万分之一时即松动了,我们只使用了它大能力的万分之一,所以说螺纹紧固件的松动也不是因为螺栓疲劳强度。 螺纹紧固件损坏的真正原因是松动: 螺纹紧固件松动后,产生巨大的动能mv2,这种巨大的动能直接作用于紧固件及设备,致使紧固件损坏,紧固件损坏后,设备无法在正常的状态下工作,进一步导致设备损坏。 受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。 受径向力作用的紧固件,螺栓被剪断,螺栓孔被打成橢圆。 选用防松效果优异的螺纹防松方式是解决问题的根本所在:目前,最先进和效果最好的防松方式是唐氏螺纹紧固件防松方式。唐氏螺栓在四辊破碎机上使用、在液压破碎锤上使用,其强度都没有增加,而螺栓不再断裂了。 唐氏螺纹防松方式 唐氏, 螺纹 目前,最先进和效果最好的防松方式是唐氏螺纹紧固件防松方式。 唐氏螺纹同时具有左旋和右旋螺纹的特点。它既可以和左旋螺纹配合,又可以和右旋螺纹 配合。 联接时使用两种不同旋向的螺母。工作支承面上的螺母称为紧固螺母,非支承面上的螺母称为锁紧螺母。使用时先将紧固螺母预紧,再将锁紧螺母预紧。 在振动、冲击的情况下,紧固螺母会发生松动的趋势,但是,由于紧固螺母的松退方向是
液压接头标准 液压管接头—螺纹标准二 一. 螺纹的分类 1. 螺纹分内螺纹和外螺纹两种; 2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3. 按线数分单头螺纹和多头螺纹; 4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH; 5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二. 米制普通螺纹 1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,2 0表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距 公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径 M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5 M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.5 3.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1. 用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。