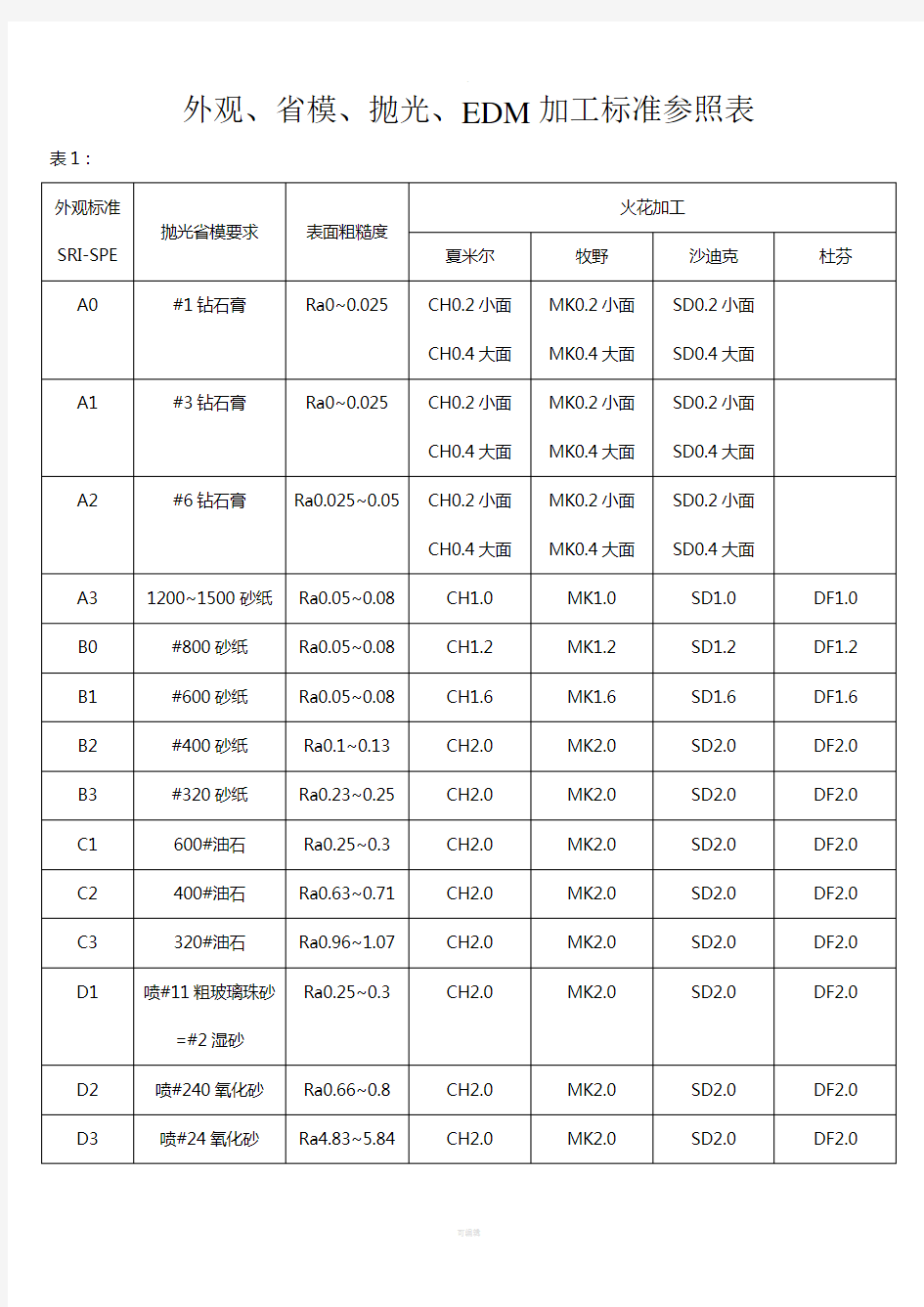
外观、省模、抛光、EDM加工标准参照表表1:
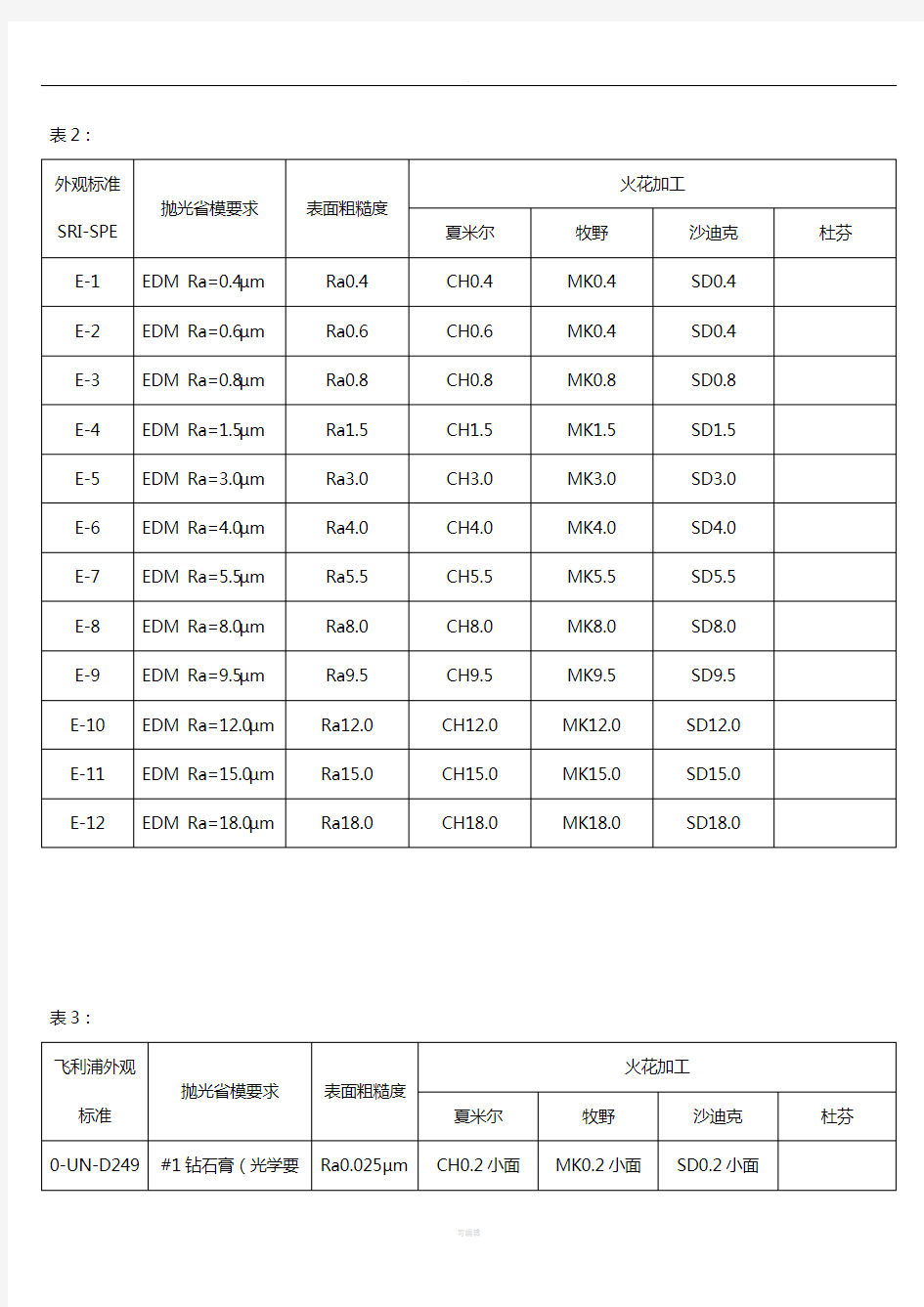
表2:
表3:
表4:
《模具制造工艺学》课程标准 [课程名称]:模具制造工艺学 [课程代码]:0812010 [适用专业]:模具设计与制造专业 [开设时间]:大二下学期 [开课学时]: 72课时 1.课程性质与设计思路 1.1课程的性质 本课程是模具设计与制造专业的一门理论性和实践性都很强的主要专业课程。本课程的任务是培养学生掌握有关模具制造所需要的基本理论和基本方法,掌握模具设计与制造所必须具备的工艺知识,具有常用模具加工工艺规程的编制和一般复杂程度的模具加工工艺设计的能力;能应用所学知识指导生产,并具有在生产过程中发现问题、解决问题的能力;具有生产管理的能力,提高合理设计模具的能力。 1.2设计思路 模具制造工艺学是高职高专模具设计与制造专业的核心专业课程,也是学生就业后从事的主要工作岗位之一。模具制造及使用企业需要大批高素质高技能的模具设计与制造人才、工艺施工和生产管理的技术人才,因而模具设计与制造人员的素质和能力直接关系到模具生产企业的生存和发展。本课程的功能就是培养学生掌握模具制造加工工艺的编制所需要的基本知识和方法。通过完成本课程的学习,使学生能编制出一般复杂程度的模具加工工艺规程,初步能进行一般复杂程度的模具加工工艺设计,能应用所学知识进行生产管理,依据模具加工工艺来指导生产,使学生具有发现问题、解决问题的能力。因此本课程在模具设计与制造专业课程中处于非常重要的地位,应当作为专业核心课程和必修课程。 本课程立足于实际能力培养,因此对课程内容的选择标准作了根本性改革,即紧紧围绕模具加工的典型工作任务选择课程内容,以更为有效的手段培养学生
实际工作的能力,提高课程内容的实用性与工作任务的相关性。 模具加工的种类繁多,不同类型的模具加工方法也不尽相同。按工序性质的不同主要有普通加工,包括车、铣、刨、磨等;还有数控加工;以及特种加工等加工方法。经过行业专家深入、细致而系统的分析,其中最基本的、生产中应用最多的是机械加工,数控加工和特种加工。因而,模具加工工艺课程的教学,主要设置机械加工,数控加工和特种加工等三大模块。在整门课程的内容编排上,要考虑到学生的认知水平,由浅入深的安排课程内容,实现能力的递进。 2.课程培养目标 2.1 知识目标 1)了解模具加工的基本原理; 2)了解各种模具加工材料及其性能; 3)掌握模具加工工艺设计的基本方法及其工艺规程的编制; 4)熟悉典型的模具加工工艺结构; 5)掌握模具加工的基本原理、方法及加工流程 6)学会搜集和查询相关参考资料 7)培养学生具有较强的安全和环保意识 2.2能力目标 1)能根据零件图纸,准确的进行加工工艺性分析,确定最好的加工工艺方案;2)能够针对加工工艺方案,确定模具加工的结构形式; 3)熟练掌握各种加工工艺计算; 4)能运用模具加工的相关知识,确定主要零部件结构、尺寸、材料的选择及热处理; 5)熟练运用以前所学的机械制图知识,看懂模具的总装图和零件图; 6)能应用相关模具加工设备进行简单的模具加工 3 课程内容和要求
一、对模具设计的总体要求 1、合理的模具设计,主要体现在所成型的塑料制品的质量(外观质量与尺寸稳定性);加工制造时方便、迅速、简练,即省资金、人力,留有更正、改良余地;使用时安全、可靠、便于维修;在注射成型时有较短的成型周期和较长使用寿命以及具有合理的模具制造工艺性等方面。 2、模具设计应注意的几个方面: 1)开始模具设计时,应多注意考虑几种方案,衡量每种方案优缺点,从中优选一种,对于T模,亦认真对待。你因为时间认识上的原因,当时认为合理的设计,经过生产使用实践也一定会有可能可以改进得地方。 2)在交出设计方案后,要与工厂多沟通,了解加工过程及制造使用中德情况。每套模都应有一个固定分析经验,总结得失的过程,才能不断提高模具设计水平; 3)设计时多参考过去所设计的类似图纸,吸取其经验与教训; 4)模具设计部门理应是一个整体,不能每个设计成员各自为政,特别是模具设计总结结论方面,一定要有一支的风格。 3 模具设计依据; 主要依据,就是客户所提供的产品图纸及样板。设计人员必须对产品及样板进行认真详细的分析与消化,同时在设计过程中,必须逐一核查一下所有项目; 1) 尺寸精度相关尺寸的正确性; A.外观要求高,尺寸精度要求低得熟料制品,如玩具等,具体尺寸除转配外,其余尺寸只要吻合较好即可: B 功能性塑料制品,尺寸要求严格,必须在允许的公差范围内,否则会影响到整个产品的性能: C 围观尺寸要求都狠严的制品; 2)脱模斜度是否合理。 3)制品壁厚及均匀性, 4)塑料种类。(塑料种类想盗模具钢材的选择与确定缩水率。) 5)表面要求。 6)制品颜色。(一般情况,颜色对模具设计无直接影响。但制品壁厚,外型较大时,易产生颜色不均匀;且颜色越深,制品缺陷暴露得越明显)。 7) 制品成型后是否有后处理。(如有表面电镀的制品,且一模多腔时,必须考虑设置辅助流道将制品连在一起,待电镀工序完工再将之分开)。 8)制品的批量,(制品的批量是模具设计重要依据,客户必须提供一个范围, 1
模具设计结构标准
兴旺模具模具设计结构标准 一.产品排位 1.1 产品的排位 二.型芯尺寸结构 2.1 型芯的设计 三.冷却水道结构 3.1 冷却水道的设计原则 四.流道结构 4.1 喷嘴与定位环 4.2 流道的设计 4.3 浇口的设计 4.4 其它设计 五.定位结构 5.1 模板的定位 5.2 镶针的定位 六.开闭模控制结构 6.1 小拉杆 6.2 拉板 6.3 尼龙扣 七.滑块结构 7.1 滑块的设计 7.2 滑块设计时应注意的问题 7.3 滑块的结构 八.滑块镶拼结构 8.1 滑块镶拼的使用场合 8.2 滑块镶拼的几种结构 8.3 滑块的导向 8.4 滑块压板设计 8.5 耐磨块的设计 8.6 楔紧块的设计 九.斜顶结构 9.1 斜顶的设计原则 9.2 斜顶的结构与参数 9.3 斜顶设计时应注意的问题 9.4 斜顶导向 9.5 斜顶座 十.顶出结构 10.1 顶针顶出结构 10.2 司筒顶出结构 10.3 直顶顶出结构 10.4 顶块顶出结构
10.5 推板顶出结构 10.6 气顶顶出结构 十一.模具加工及外观标准 一.产品排位 1.1产品的排位 ○1一定要以节约为原则 ○2应尽量避免滑块和斜顶产生多重角度,减少模具的加工难度。 ○3一模多腔时,应当优先考虑平衡排列,尽量减少流道的总长度保证塑料的流动性。 ○4一模多腔时,当产品之间不通过流道时X、Y向之间的距离要保证在6~25mm,当产品之间过流道时X、Y之间的 距离要保证在20~40mm。 二.型芯尺寸结构 2.1型芯的设计 ○1在保证强度的前提下,尽可能节约成本。 ○2型芯强度设计标准,如表: 产品尺寸(X、Y)产品与型芯边缘的距离(X、Y)产品与型芯边缘的距离(高度Z向)50以下15 25 100以下20 25 150以下25 30 250以下30 35 400以下35 40 650以下40 45 800以下45 50 ○3当设计深腔模具时,高度大于150mm以上的桶形产品。 应考虑原身留的形式,模板之间互锁来加强模具的强度
模具制造技术课程标准 课程名称:模具制造技术 课程编码:20111408 课程类型:理实一体化课程 开课部门:模具技术系 适用专业及参考学时:64 专业名称专业方向参考学分参考学时模具设计与制造精密模具制造技术 4 64 一、前言 1.课程性质 本课程是专业必修课程,课程的开发与实施由常州博赢模具有限公司(校中厂)、华生塑业有限公司(厂中校)合作进行,属于校企合作课程。通过学习,使学生具备模具制造技术相关知识和技能,进一步可获得“模具制造工”职业证书。 2.课程定位 模具制造技术是模具设计与制造专业核心课程,该课程的核心技能是使学生掌握编制模具零件制造工艺和模具装配工艺的能力。模具制造技术课程是根据模具设计与制造专业人才培养方案中职业岗位及职业能力分析表中的模具制造工作任务来设置的。 通过本课程的学习,使得学生理解工艺文件编制的内容与编制方法过程,进一步理解普通机加工技术、数控加工技术、电加工技术、光整加工技术、逆向工程与快速成型技术以及模具装配调试技术在模具加工中的应用,能进行典型模具轴套零件、板块类零件、成型类零件的加工工艺编制,进行典型模具的装配工艺分析与工艺文件编制,理解逆向工程技术的基本应用,进行数据采集与建模、快速成型工艺文件的编制。培养学生具备基本的模具制造相关工艺应用能力,养成学生严谨、协作的良好工作作风。为《项目综合实训》等后续课程奠定良好的知识、工艺编制能力和职业素质基础。 前导课程:《机械制图》、《模具机械加工》、《模具设计》、《模具零件数控加工》、《模具CAD/CAM 应用》 后续课程:《模具制造实训》、《项目综合实训》、《毕业设计》、《顶岗实习》 3.课程设计思路
模具设计标准规范 1、目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门?避免或减少失误。 2、范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。 3、权责: 3.1工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模 具的组立图、3D拆模与拆电极、绘制零件图. 3.2现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4、名词释义: 无 5、作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“ Arial ”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2图面标准 5.2.1图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189 横印(附件 一) A1图框:594*841 横印(附件 二) A2图框:420*594 横印(附件 三) A3图框:420*297 横印(附件 四) A4图框:297*210 直印(附件 五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式
5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“ A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 524图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
《塑料成型工艺与模具设计》课程标准 第一部分前言 《塑料工艺与模具设计》是模具设计与制造专业的核心专业技术课程之一,一学期内进行,周学时为8,总课时为96。 《塑料工艺与模具设计》是一门基于职业岗位群和工作任务分析,以工作过程为导向,以简单到中等复杂塑件和模具为载体,将塑料成型工艺与模具结构设计、UG模具设计及模具制造有机融合,理论与实践一体化的专业技术课程。本课程是在学生学完《机械制图》、《机械设计基础》、《机械制造基础》《UG等课程之后,为加强对学生技术应用能力的培养而开设的。本课程是一门专业核心课,为毕业设计以及以后学生从事本行业打下必要的基础。 第二部分、课程建设现状及存在问题 在本课程的教学过程中,为了不断提高教学质量,我们不断地优化课程师资队伍的学历结构、职称结构和年龄结构。不断提高授课教师的学术造诣,提高教学能力,丰富教学经验的基础上,逐渐形成了鲜明的课程教学特色。在课程教学实践中,不断深化教学改革,为提高课程教学质量提供有力的保障。 根据本课程的特点和人才培养目标,不断设计和丰富课程内容。采用符合科学性、先进性的教学理念,将各位教师在科研实践中的最新成果引入教学,丰富教学内容,增强学生学习的积极性与趣味性。在教学实践基础上,培养学生的创新能力和解决实际问题能力。课程教学实践过程中,以学生为为中心,灵活运用案例式教学、讨论式教学、情境式教学等多种教学方法,引导学生积极思考,乐于实践,有效调动学生学习的主动性与积极性,教师以身作则,身体力行,有意识地融知识传授、能力培养、素质教育于一体。 近年来,课程教学团队十分重视课程教学队伍建设,外引内培,以培养优秀中青年骨干教师为重点。 在教学实践过程中,不断丰富课件、典型案例、习题等相关资料。已建成一批课程教学急需的课件、视频、动画、图片等课程教学资源,并传至网络空间,基本实现课程资源共享。 通过前一阶段的课程建设与教学实践,还存在以下问题与不足: 1)产学结合、工学合作的课程体系建设、任务驱动、项目导向等“教、学、做” 一体化
Parameters: Date: February 10, 1998 Machine: Model 802, open ink well Ink: 18 Series white with 10 percent 37-172 hardener and 15 percent solvent Y Cliché: .250 steel, etch depth .001”Pad: T-24 20 percent R Cycle: 5.5 sec. Single print, 11.0 sec. Double Print. Each printed sample was visually inspected for coverage and opacity. A Pass/Fail determination indicates whether a given texture was capable of being successfully covered when processed by the above parameters.While some textures could possibly be covered by increasing the ink’s surface tension on the pad and/or the part during the process by the intro-duction of airflow across the ink film surface(s), this was not the purpose of the test. Doing so results in ‘bridging’ which is both difficult to do consistently, and risky since adhesion is reduced. Texture Tests Purpose of test: To determine if texture is printable given normal, average operating parameters.
参数的情况列表如下,如有问题,由时代公司负责解释。本表还适用于公司TR1系列粗糙度仪。修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录: 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别
是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。 Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。 表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面: ①表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ②表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 ③表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。 此外,表面粗糙度对零件的外观、测量精度也有影响。 粗糙度:0.012、0.025、0.050、0.100、0.20、0.40、0.80、1.6、3.2、6.3、12.5、25、50、100 6.3:半精加工表面。用于不生要的零件的非配合表面,如支柱、轴、、支架、外壳、衬套、盖等的端面;螺钉、螺栓各螺母的自由表面;不要求定心和配合特性的表面,如螺栓孔、螺钉通孔、铆钉孔等;飞轮、带轮、离合器、联轴节、凸轮、偏心轮的侧面;平键及键槽上下面、花键非定心表面、齿顶圆表面;所有轴和孔的退刀槽;不重要的连接配合表面;犁铧、犁侧板、深耕铲等零件的摩擦工作面;插秧爪面等。1、外观的光滑与摩擦是一个矛盾问题,总的来说,既要光滑美观,又要有相当的摩擦,以方便安装,以下是常见的一些粗糙度数值: 2、粗糙度0.8以下:抛光 3、粗糙度0.8:用磨床加工的面 4、粗糙度1.6—3.2:车床、铣床加工面 5、粗糙度3.2—12.5:一般性的常规加工 6、一般而言,既要光滑美观,又要有相当的摩擦,以方便安装的话,粗糙度0.8可以,既显得美观高档,手感也可以的 7、如果手拧部分需要减低等级的话也可以的,建议选择粗糙度1.6—3.2,但是,好看吗?会不会影响外观的美感呢? 8、如果需要重视手拧的功能,最好是做滚花处理,滚花有“直纹”和“网纹”两种,图纸上的标注:网纹0.8(用箭头指明需要滚花的部位,再写上文字)
文件版本 1.0 标 题 内 容 模 具 设 计 规 范 页 数 共17页 第1页 1.目的: 本标准规定了塑胶模具的设计原则、方法及要求。 2.适用范围: 本标准适用于塑胶模具设计。 3.设计内容 3.1 制品工艺性分析与脱模斜度确定 3.1.1制品应有足够的强度和刚性。 3.1.2制品壁厚均匀,变化不超过60℅;对于特别厚的部位要采取减胶措施。 3.1.3加强筋大端的厚度不超过制品壁厚的一半。 3.1.4制品上的文字原则上采用凸型字,以便于机械加工。 3.1.5制品形状应避免产生模具结构上的薄钢位。 3.1.6工艺圆角是否考虑制品使用性能,是否有利于机械加工。 3.1.7 脱模斜度确定 3.1.7.1 客户资料有明确脱模斜度要求且合理时,按客户资料要求设计脱模斜度。 3.1.7.2 客户资料的脱模斜度不合理时,与客户沟通确定合理的脱模斜度。 3.1.7.3 客户资料未注明或没有明确的脱模斜度时,应明确客户要求后再确定。 3.1.7.4 不影响制品装配的部位应设计1°以上脱模斜度,但需防止缩水;对可能影响产 品装配的部位,以装配间隙差做脱模斜度。 3.1.7.5 应通过计算确定合理的脱模斜度:有特殊要求(如蚀皮纹等)的制品,脱模斜度 应不小于2.5° 3.2 模具分类:根据模胚尺寸将模具分为大、中、小三类。 3.2.1 模具尺寸6060以上称为大型模具。 3.2.2 模具尺寸3030-6060之间为中型模具。 3.2.3 模具尺寸3030以下为小模具。 3.3 模胚选用与设计 3.3.1 优先选用标准模胚,具体按龙记/明利标准执行。 3.3.2 若选用非标准模胚,优先选用标准板厚,具体参照龙记/明利标准执行。 3.3.2.1 大型非标准模胚,导柱直径不小于¢60mm,导套采用铸铜制做。 3.3.2.2 大型非标准模胚导套孔壁厚不得小于10mm,回针孔壁厚为35-40mm,回针直径不 小于φ30。
《模具制造工艺学》课程标准 [ 课程名称] :模具制造工艺学 [ 课程代码] :0812010 [ 适用专业] :模具设计与制造专业 [ 开设时间] :大二下学期 [ 开课学时]: 72 课时 1. 课程性质与设计思路 1.1 课程的性质 本课程是模具设计与制造专业的一门理论性和实践性都很强的主要专业课程。本课程的任务是培养学生掌握有关模具制造所需要的基本理论和基本方法, 掌握模具设计与制造所必须具备的工艺知识,具有常用模具加工工艺规程的编制和一般复杂程度的模具加工工艺设计的能力;能应用所学知识指导生产,并具有 在生产过程中发现问题、解决问题的能力;具有生产管理的能力,提高合理设计模具的能力。 1.2设计思路 模具制造工艺学是高职高专模具设计与制造专业的核心专业课程,也是学生就业后从事的主要工作岗位之一。模具制造及使用企业需要大批高素质高技能的模具设计与制造人才、工艺施工和生产管理的技术人才,因而模具设计与制造人员的素质和能力直接关系到模具生产企业的生存和发展。本课程的功能就是培养学生掌握模具制造加工工艺的编制所需要的基本知识和方法。通过完成本课程的学习,使学生能编制出一般复杂程度的模具加工工艺规程,初步能进行一般复杂 程度的模具加工工艺设计,能应用所学知识进行生产管理,依据模具加工工艺来指导生产,使学生具有发现问题、解决问题的能力。因此本课程在模具设计与制造专业课程中处于非常重要的地位,应当作为专业核心课程和必修课程。 本课程立足于实际能力培养,因此对课程内容的选择标准作了根本性改革,即紧紧围绕模具加工的典型工作任务选择课程内容,以更为有效的手段培养学生
实际工作的能力,提高课程内容的实用性与工作任务的相关性。 模具加工的种类繁多,不同类型的模具加工方法也不尽相同。按工序性质的 不同主要有普通加工,包括车、铣、刨、磨等;还有数控加工;以及特种加工等 加工方法。经过行业专家深入、细致而系统的分析,其中最基本的、生产中应用 最多的是机械加工,数控加工和特种加工。因而,模具加工工艺课程的教学,主 要设置机械加工,数控加工和特种加工等三大模块。在整门课程的内容编排上, 要考虑到学生的认知水平,由浅入深的安排课程内容,实现能力的递进。 2. 课程培养目标 2.1 知识目标 掌握模具加工工艺设计的基本方法及其工艺规程的编制; 熟悉典型的模具加工工艺结构; 课程内容和要求 5 ) 掌握模具加工的基本原理、方法及加工流程 6) 学会搜集和查询相关参考资料 7) 培养学生具有较强的安全和环保意识 2.2 能力目标 1) 能根据零件图纸,准确的进行加工工艺性分析,确定最好的加工工艺方案; 2) 3) 能够针对加工工艺方案,确定模具加工的结构形式; 熟练掌握各种加工工艺计算; 4) 能运用模具加工的相关知识,确定主要零部件结构、尺寸、材料的选择及热 处理; 5) 熟练运用以前所学的机械制图知识,看懂模具的总装图和零件图; 6) 能应用相关模具加工设备进行简单的模具加工 1) 了解模具加工的基本原理; 2) 了解各种模具加工材料及其性能; 3) 4)
模具设计的总体原则+ I$ T% o# c( ?8 _2 K 1、合理的模具设计,主要体现在所成型的塑料制品的质量(外观质量与尺寸稳定性);加工制造时方便、迅速、简练,即省资金、人力,留有更正、改良余地;使用时安全、可靠、便于维修;在注射成型时有较短的成型周期和较长使用寿命以及具有合理的模具制造工艺性等方面。 2、模具设计应注意的几个方面:, C# v. J1 c* V- z& \; a+ j 1)开始模具设计时,应多注意考虑几种方案,衡量每种方案优缺点,从中优选一种,对于T模,亦认真对待。你因为时间认识上的原因,当时认为合理的设计,经过生产使用实践也一定会有可能可以改进得地方。9 Q& M' @* D3 d" P4 N# x5 L$ ] 2)在交出设计方案后,要与工厂多沟通,了解加工过程及制造使用中德情况。每套模都应有一个固定分析经验,总结得失的过程,才能不断提高模具设计水平;/ X( @' n: R$ N9 `9 Q8 Q# B3 S 3)设计时多参考过去所设计的类似图纸,吸取其经验与教训;/ X7 u# ~5 b; Z) R 4)模具设计部门理应是一个整体,不能每个设计成员各自为政,特别是模具设计总结结论方面,一定要有一支的风格。 z7 Y$ g- c' G7 n T7 ?6 P* b & h) q, s; V0 a7 U4 P7 M 3、模具设计依据 主要依据,就是客户所提供的产品图纸及样板。设计人员必须对产品及样板进行认真详细的分析与消化,同时在设计过程中,必须逐一核查一下所有项目; % _% ^& q& B* r+ J' v7 R 1)尺寸精度相关尺寸的正确性; A.外观要求高,尺寸精度要求低得熟料制品,如玩具等,具体尺寸除转配外,其余尺寸只要吻合较好即可;. Z7 A; s1 F: t B.功能性塑料制品,尺寸要求严格,必须在允许的公差范围内,否则会影响到整个产品的性能; C.围观尺寸要求都狠严的制品。 2)脱模斜度是否合理;* Y/ j' m; U$ J 3)制品壁厚及均匀性; 4)塑料种类。(塑料种类想盗模具钢材的选择与确定缩水率。) 9 d U- i/ K0 Z$ v0 j 5)表面要求。5 B. W0 v1 |- L3 D3 E 6)制品颜色。(一般情况,颜色对模具设计无直接影响。但制品壁厚,外型较大时,易产生颜色不均匀;且颜色越深,制品缺陷暴露得越明显)。% y. i6 [! T' R0 L 7)制品成型后是否有后处理。(如有表面电镀的制品,且一模多腔时,必须考虑设置辅助流道将制品连在一起,待电镀工序完工再将之分开)。 a/ y! f4 h( |2 O 8)制品的批量,(制品的批量是模具设计重要依据,客户必须提供一个范围,以决定模具腔数、大小、模具选材及寿命). 9)注塑机规格。 10)客户的其他要求。设计人员必须认真考虑及核对,以满足可和要求。 9 f/ [1 i i8 z9 b5 ?! v) b* n3 l 4、模具设计大致流程:
冷冲压工艺与模具设计 课程标准 公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
公共课、专业基础课、专业课(正稿删除)《冷冲压工艺与模具设计》课程标准 所属系部:机械工程系 课程性质:专业课 适用专业:高等职业技术院校模具设计与制造专业 一、前言· 1.课程性质与任务 冷冲压工艺是应用最广泛的模具品种之一,《冷冲压工艺与模具设计》是模具设计与制造专业的一门主干专业技术课,也是制造类其它专业的一门重要选修课。它是一门将冲压成形加工原理、冲压设备、冲压工艺、冲模设计与冲模制造有机融合,综合性和实践性较强的课程。 本课程根据模具技术发展对工程技术应用人才的实际要求,采用系统观点和并行工程的思想,将理论知识的传授与模具设计和制造的实践相结合,做到基础理论适度,突出专业知识的实用性、综合性和先进性。 2.设计思路 二、课程目标
1.综合目标 反映专业特色,突出职校教育特点;以学生为中心;反映社会进步与发展要求;以学生学习相关理论为指导;突出《冲压模具设计》的直观性,强调动手能力培养和学生综合素质以及思维能力的提高。 1、素质培养入手,贯穿课程始终 2、前沿理论引导,注重实践训练 2.具体目标 1、知识 (1)冲压设备知识:掌握冲压设备的基本原理,会选择冲压设备的规格、协调冲压设备与模具的关系。 (2)冲压工艺知识:能从生产批量、材料、形状结构、精度等方面分析冲压件的工艺性,确定工艺方案。 (3)冲压模具结构设计和计算知识:能正确选择冲压模具结构类型,熟悉国家标准、手册使用,进行模具零件结构设计和计算。 (4)冲压模具制造知识:掌握冲压模具加工方法和特点,能制订冲压模具零件的制造工艺(包含热加工、常规加工、数控加工、特种加工等)和冲压模具装配工艺,掌握检验方法。 (5)多工位级进模设计和制造知识:掌握多工位级进模有别于一般冲压模具设计和制造的特点。 (6)试模技术和冲压件质量分析知识 2、能力 (1)具有应用冲压变形理论,分析冲压件变形特点,制定合理冲压工艺规程的能力。
工件表面光洁度标准SPI ~SPE &模具抛光等级 2010-01-11 16:58 SPI-SPE工作表面光洁度标准旧标准一般粗糙度 A-0#1钻石膏(光学要求) A-1#3钻石膏抛光(镜面)#3钻石膏A-2#6钻石膏抛光(镜面)#3钻石膏A-3#15钻石膏抛光(镜面)#2(#1200砂纸)B-1#600砂纸(光面) B-2#400砂纸(光面) B-3#320砂纸(光面)#3C-1#600油石(哑面) C-2#400油石(哑面) C-3#320油石(哑面)#4(#280油石)D-1喷#11粗玻璃珠= (#2湿砂) D-2喷#240砂=(干幼砂)#5(5"距离100磅压力,似幼火花机纹) D-3喷#24砂= (干粗砂)#6(3"距离100磅压力)模具抛光有分等级的吗? 代号番号加工法平均粒度(μm)粒度上下值(μm) Ra中心线平均粗度(μm)抛光代号200,000#以上━━0.07 0.062~0.082 0.003~0.01 (1)光学级 14000# 1 DIAMOND 1 1~2 0.019~0.025 10000# 2 DIAMOND 2 1~3 0.02~0.028 A1 8000# 3 DIAMOND 3 2~4 0.025~0.03 (2)A1,A2 5000# 4.5 DIAMOND 4.5 3~6 0.029~0.04 (3)A2 3000# 6 DIAMOND 6 4~8 0.032~0.045 (4)A2,A3 2000# 8 DIAMOND 8 6~10 0.04~0.06 A3 1000# 15 DIAMOND 15 10~20 0.06~0.07 A3
兴旺模具模具设计结构标准 一.产品排位 1.1 产品的排位 二.型芯尺寸结构 2.1 型芯的设计 三.冷却水道结构 3.1 冷却水道的设计原则 四.流道结构 4.1 喷嘴与定位环 4.2 流道的设计 4.3 浇口的设计 4.4 其它设计 五.定位结构 5.1 模板的定位 5.2 镶针的定位 六.开闭模控制结构 6.1 小拉杆 6.2 拉板 6.3 尼龙扣 七.滑块结构 7.1 滑块的设计 7.2 滑块设计时应注意的问题 7.3 滑块的结构 八.滑块镶拼结构 8.1 滑块镶拼的使用场合 8.2 滑块镶拼的几种结构 8.3 滑块的导向 8.4 滑块压板设计 8.5 耐磨块的设计 8.6 楔紧块的设计 九.斜顶结构 9.1 斜顶的设计原则 9.2 斜顶的结构与参数 9.3 斜顶设计时应注意的问题 9.4 斜顶导向 9.5 斜顶座 十.顶出结构 10.1 顶针顶出结构 10.2 司筒顶出结构 10.3 直顶顶出结构 10.4 顶块顶出结构
10.5 推板顶出结构 10.6 气顶顶出结构 十一.模具加工及外观标准 一.产品排位 1.1产品的排位 一定要以节约为原则 应尽量避免滑块和斜顶产生多重角度,减少模具的加工难度。一模多腔时,应当优先考虑平衡排列,尽量减少流道的总长度保证塑料的流动性。 一模多腔时,当产品之间不通过流道时X、Y向之间的距离要保证在6~25,当产品之间过流道时X、Y之间的距离要保证在20~40。 二.型芯尺寸结构 2.1型芯的设计 在保证强度的前提下,尽可能节约成本。 型芯强度设计标准,如表: 当设计深腔模具时,高度大于150以上的桶形产品。应考虑原身留的形式,模板之间互锁来加强模具的强度(比如电池槽模具结构)。
模具设计标准规范 1﹑目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门.避免或减少失误。 2﹑范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。3﹑权责: 3.1 工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模具的组立图、3D拆模与拆电极、绘制零件图. 3.2 现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4. 名词释义: 无 5﹑作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“Arial”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2 图面标准 5.2.1 图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189横印(附件一) A1图框:594*841横印(附件二) A2图框:420*594横印(附件三) A3图框:420*297横印(附件四) A4图框:297*210直印(附件五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式。 5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 5.2.4 图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
附件7 上海市中等职业学校 模具设计与制造 专业教学标准上海市中等职业教育课程教材改革办公室编
目录 一、模具设计与制造专业教学标准 专业名称 (4) 入学要求 (4) 学习年限 (4) 培养目标 (4) 职业范围 (4) 人才规格 (6) 专业(实训)课程 (7) 课程结构 (12) 指导性教学安排 (13) 专业教师任职资格 (16) 实训(实验)装备 (16) 二、专业核心课程标准 机械制图与CAD课程标准 (21) 模具零件检测课程标准 (28) 模具机械基础课程标准 (32) 模具拆装课程标准 (37) 模具零件加工课程标准 (42) 三、专门化方向课程标准 冷冲压模具制造专门化方向 冲裁模具制造课程标准 (53) 弯曲模具制造课程标准 (59) 落料冲孔复合模具制造课程标准 (64)
注塑成型模具制造专门化方向 二板式注塑成型模具制造课程标准 (70) 三板式注塑成型模具制造课程标准 (75) 斜导柱抽芯注塑成型模具制造课程标准 (85)
模具设计与制造专业教学标准 【专业名称】 模具设计与制造 【入学要求】 初中毕业或相当于初中毕业文化程度 【学习年限】 学制三年 【培养目标】 本专业主要面向模具制造行业及与模具产品相关企业,培养在生产第一线能从事冷冲压与注塑成型模具设计与制造、模具维修、模具品质管理、数控机床操作、冲压设备操作、注射成型设备操作及模具销售等工作,具有公民基本素养和职业生涯发展基础的中等应用型技能人才。 【职业范围】
【人才培养规格】 本专业所培养的人才应具有以下知识、技能与态度 良好的道德品质、职业素养、竞争和创新意识 良好的语言文字表达能力 良好的人际交往、团队协作能力及健康的心理 通过多种途径获取信息、学习新知识的能力 运用信息技术进行交流和处理信息的能力 企业模具生产与管理能力 安全文明生产、环境保护的意识 质量控制的相关知识 识读与绘制模具零件图、装配图及使用CAD软件绘图的能力 设计冷冲压模具、注塑成型模具基础能力 零件机械加工基础知识 钳工基本操作技能 通用机床的操作技能 数控电加工机床操作及程序编制的能力 数控铣床操作技能 冷冲压模具、注塑成型模具的装配与调试能力 模具零件检测评价能力 解决模具制造过程中一般技术问题的能力 编制一般模具结构件的制造工艺规程 模具材料与热处理的基础知识 《模具制造工》(四级) 国家职业资格证书
《模具设计与制造》课程标准 一、课程基本情况 二、课程概述 1、课程性质与作用 本课程是非模具专业学生的一门拓展专业课。该课程是一门理论性和实践性都很强的专业课。该课程的主要任务是:通过本课程的学习,使学生初步掌握冲压工艺及冲模设计的基本知识,了解冲模加工的特点,初步具有编制冲压工艺规程的能力,具有进行设计简单冲模的能力;了解塑料成型的特点,掌握塑料模的基本结构和塑料模设计的基本知识。 2、课程与前修后续课程的关系 开设本课程,是在修完《高等数学》、《机械制图》、《工程力学》、《公差配合与测量技术》、《金属工艺学》等基础课和专业基础课后开设;与该课程平行开设的课程有:《数控自动编程技术》,这些课程讲述了机械零件的加工方法,而模具零件也是机械零件的一类,其他零件适用的模具零件也适用。 3、课程标准基本理念 按照“以能力为本位,以职业实践为主线,以形成模具设计与制造的整体框架为基本目标,彻底打破学科课程的设计思路,紧紧围绕完成工作任务的需要来选择和组织课程内容,突出工作任务与知识的联系,让学生在实践活动的基础上掌握知识,增强课程内容与职业岗位能力要求的相关性,提高学生的就业能力。 4、课程标准设计思路 针对岗位工作过程任务、项目实用的理论知识和技能,以及职业素质培养,符合高职教育中突出高技能人才的培养特色。在设置上具有针对性同时又强调适应性,课程内容不能太专、太细,而要考虑到学生在走上工作岗位后,如何能跟上时代发展、职业变化的需求而不断调整自身的问题,因此着重强调综合能力的培养。因此,讲授必需冲压和塑料成型基础知识,着重介绍典型模设计制造内容,并适当简介新工艺和新的成型模具。 本课程标准用于指导非模具专业《模具设计与制造》课程的建设与教学实施。 三、课程目标 1、课程总体目标
浙江省中等职业学校 模具制造技术专业课程标准 《UG模具设计》课程标准 【课程名称】 《UG模具设计》 【适用范围】 中职模具制造技术专业 【课程性质和任务】 本课程是机械类专业课,在模具制造技术专业中占有重要地位,本课程主要讲解注塑模具设计的一些基础知识、模具向导模块的主要功能以及介绍使用模具向导模块进行模具设计时,怎样通过过程自动化、参数全相关技术快速建立模具型芯、型腔、滑块、镶件、模架等模具零件三维实体模型。 先修课程是《金属材料及热处理》、《工程力学》、《机械设计基础》、《互换性与测量技术》和《塑料成型工艺及设备》等,后续课程有《塑料模具设计》、《模具制造工艺》和《模具价格估算》等。 【设计思路】 介绍注塑模的UGNX8.0的设计流程:产品模型准备、产品加载和初始化、设置模具坐标系、计算产品收缩率、设定模具型腔和型芯毛坯尺寸、模具型腔布局、建立模具分型线、修补分模实体模型破孔、建立模具分型面、建立模具型腔和型芯、使用模架、加入模具标准件、模具建腔,每个设计流程后面附录上一两道对应的练习题,最后结合典型塑件作为模具设计项目。 【课程目标】 掌握塑料制件结构设计,掌握模具结构(浇注系统、成型零部件、合模导向机构、侧抽芯机构、顶出机构、排气系统、温控装置、模具结构件等)的设计,掌握典型模具结构的组成和动作过程,掌握注塑件的成型缺陷和解决方法。 知识目标 了解塑料成型的基本理论、工艺基础; 掌握塑件设计的基本原则; 掌握各种塑料模具的基本结构及设计理论; 了解塑料成型模具的新工艺、新技术及发展方向。 【职业能力目标】 能够使用UG NX8.0进行塑件的设计。 能够设计各种类型机构的注射模。 能够对注塑件出现的问题进行分析与解决。 除了上述的能力目标外,在教学过程中结合各种注射模具设计的基本理论和具体方法进行案例教学,培养学生的设计能力和解决问题的能力,培养诚实守信、爱岗敬业、科学严谨一丝不苟的的工作态度,具备良好的身体素质,能够吃苦耐劳,与他人良好沟通的职业素质和团队合作精神。
表面粗糙度:指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面: ①表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ②表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 ③表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。此外,表面粗糙度对零件的外观、测量精度也有影响。 表面粗糙度有Ra,Rz,Ry之分,据GB3505摘录: 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。
模具CAD/CAM课程标准 一、适用对象 五年制高等职业教育层次 二、课时 150学时 三、学分 7.5学分 四、课程性质 本课程是为数控机床应用与维护专业模具方向开设的专业主干课程,面向数控应用专业五年制高职学生。模具CAD/CAM是现代产品设计和模具工业设计重要的设计手段之一,不仅提高了设计效率,还可以优化设计结果。本课程对模具 CAD/CAM软件应用的介绍讲解从理论与实践的结合上,全面地探讨了典型的模具CAD/CAM软件--Pro/Engineer Wildfire3.0环境下三维图形对象的生成方法及模具设计方法,课程通过典型实例来讲解模具设计的流程、模具设计的方法和思路等。旨在培养适应社会主义市场经济体制改革要求的新型人才。本课程的前修课程是《机械设计》、《机械测量技术》以及《塑料模具设计》。 五:课程目标: 1.熟悉一种典型的模具CAD/CAM软件的软件界面和工作流程,以及能初步解决绘图过程中遇到的问题; 2.理解Pro/Engineer Wildfire3.0软件中模具设计模块中各种命令的含义及使用方法;
3.掌握从简单的塑料产品模具设计,到熟练使用Pro/Engineer Wildfire3.0软件完成注射模和压铸模的方法; 4.能初步解决软件使用过程中遇到的常见问题,判断出操作失误步骤; 5.能在软件操作过程中,具有发现问题、提出问题的能力。 6.在项目学习的过程中,能通过多种渠道收集信息,会对收集的信息进行处理、分析和概括。具有信息收集、信息处理能力和分析概括能力。 7.通过参与项目学习活动,学习制订生产工作计划和实施方案,应用已学的知识和技能去解决具体的问题。具有制订计划和解决问题的能力。 8.在项目学习中,参与师生、生生之间的信息交流活动,能相互合作,共同解决问题。具有信息交流和相互合作的能力。 9.通过参与项目学习活动,培养质量意识和安全意识。 10.养成实事求是、尊重技术的科学态度,敢于质疑,敢于提出与别人不同的意见,也勇于放弃或修正自己的错误观点,有创新和技术革新的意识。 11.有将生产技术服务于社会的意识,有可持续发展的意识,有振兴中华的使命感和责任感。 六、设计思路: 本课程突破学科体系的模式,打破了原来各学科体系的框架,采用综合化和理论实践一体化的教学理念,将二维CAD、三维CAD和模具设计的内容按项目进行综合,将理论与实践相融合。