表面光洁度
表面光洁度
表面光洁度表面光洁度:surface finish表面光洁度是表面粗糙度的旧标准; 它们的对应关系: 表面光洁度14级=Ra 0.012 表面光洁度13级=Ra 0.025 表面光洁度12级=Ra 0.050 表面光洁度11级=Ra 0.1
表面光洁度10级=Ra 0.2 表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8 表面光洁度7级=Ra 1.6 表面光洁度6级=Ra 3.2 表面光洁度5级=Ra 6.3 表面光洁度4级=Ra 12.5 表面光洁度3级=Ra 25 表面光洁度2级=Ra 50 表面光洁度1级=Ra 100 以上表面粗糙度单位均为μm,即微米=10^-6米。表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:1)表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。2)表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,
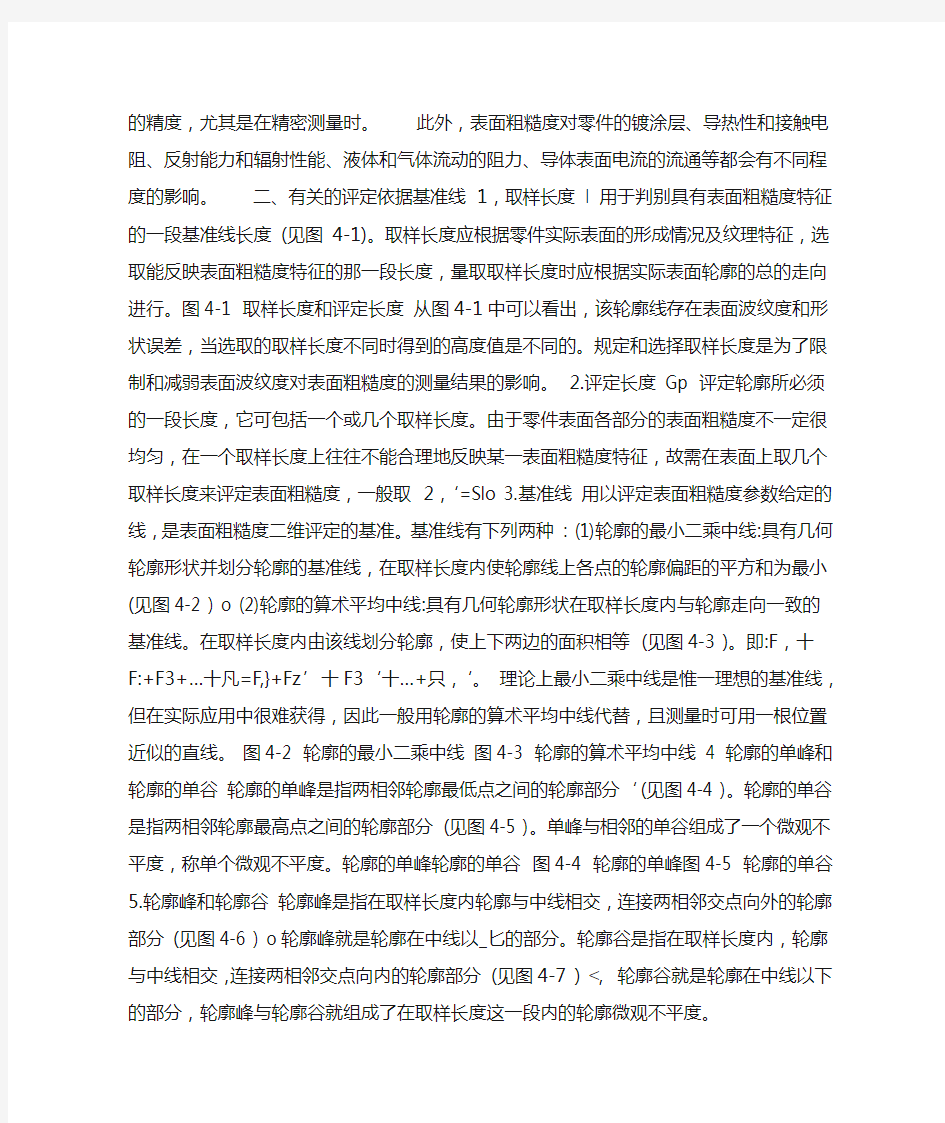
由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。3)表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。4)表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。5)表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。6)表面粗糙度影响零件的接触刚度。接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。机器的刚度在很大程度上取决于各零件之间的接触刚度。7)影响零件的测量精度。零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。此外,表面粗糙度对零件的镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。二、有关的评定依据基准线1,取样长度l 用于判别具有表面粗糙度特征的一段基准线长度(见图4-1)。取样长度应根据零件实际表面的形成情况及纹理特征,选取能反映表面粗糙度特征的那一段长度,量取取样长度时应根据实际表面轮廓的总的走向进行。图4-1 取样长度和评定长度从图4-1中可以看出,该轮廓线存在表面波纹度和形状误差,当选取的取样长度不同时得到的高度
值是不同的。规定和选择取样长度是为了限制和减弱表面波纹度对表面粗糙度的测量结果的影响。 2.评定长度Gp 评定轮廓所必须的一段长度,它可包括一个或几个取样长度。由于零件表面各部分的表面粗糙度不一定很均匀,在一个取样长度上往往不能合理地反映某一表面粗糙度特征,故需在表面上取几个取样长度来评定表面粗糙度,一般取2,‘=Slo 3.基准线用以评定表面粗糙度参数给定的线,是表面粗糙度二维评定的基准。基准线有下列两种: (1)轮廓的最小二乘中线:具有几何轮廓形状并划分轮廓的基准线,在取样长度内使轮廓线上各点的轮廓偏距的平方和为最小(见图4-2 ) o (2)轮廓的算术平均中线:具有几何轮廓形状在取样长度内与轮廓走向一致的基准线。在取样长度内由该线划分轮廓,使上下两边的面积相等(见图4-3 )。即:F,十F:+F3+…十凡
=F,}+Fz’十F3‘十…+只,‘。理论上最小二乘中线是惟一理想的基准线,但在实际应用中很难获得,因此一般用轮廓的算术平均中线代替,且测量时可用一根位置近似的直线。图4-2 轮廓的最小二乘中线图4-3 轮廓的算术平均中线 4 轮廓的单峰和轮廓的单谷轮廓的单峰是指两相邻轮廓最低点之间的轮廓部分‘(见图4-4 )。轮廓的单谷是指两相邻轮廓最高点之间的轮廓部分(见图4-5 )。单峰与相邻的单谷组成了一个微观不平度,称单个微观不平度。轮廓的单峰轮廓的单谷图4-4 轮廓的单峰图4-5 轮廓的单谷5.轮廓峰和轮
廓谷轮廓峰是指在取样长度内轮廓与中线相交,连接两相邻交点向外的轮廓部分(见图4-6 ) o轮廓峰就是轮廓在中线以_匕的部分。轮廓谷是指在取样长度内,轮廓与中线相交,连接两相邻交点向内的轮廓部分(见图4-7 ) <,轮廓谷就
是轮廓在中线以下的部分,轮廓峰与轮廓谷就组成了在取样长度这一段内的轮廓微观不平度。
工件表面粗糙度是数字越小表面越光滑数字的单位是um,
看下面的参数可以知道数值越小工件表面越光滑
表面粗糙度参数共有3个分别是Ra Rz Ry
Ra 在取样长度内,轮廓偏距绝对值的算术平均值
Rz 在取样长度内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和
Ry 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离
顺便说一下表面粗糙度的表示方法:
如果粗糙度表示符号是一个对号,里面加小短横,意思是通过加工的方法获得的表面粗糙度
如果粗糙度表示符号是一个对号,里面加小圆圈,意思是非加工表面的粗糙度
如果粗糙度表示符号是一个对号,里面什么也没有,意思是表
面粗糙度无论用什么办法获得都可以
如果图面没标注粗糙度选用Ra 还是Rz 还是Ry 的情况下应选用Ra 时代粗糙度仪,三丰粗糙度仪,精度高,质量好。推荐你到IT88仪器商城去购买,专业的仪器商城,全国15个分站,货到付款,价格便宜,质量有保障。
1、一般车床的加工精度可达IT8~IT7,表面粗糙度为Ra25~Ra1.6.
2、钻床用于钻孔加工精度可达IT13~IT11,表面粗糙度Ra80~Ra20;用于扩孔精度达IT10,表面粗糙度Ra10~Ra5.;用于铰孔精度可达IT7,表面粗糙度Ra5~ra1.25。
3、铣床加工精度一般为IT9~IT8,表面粗糙度为Ra6.3~Ra1.6.
4、刨床加工精度为IT9~IT8,表面粗糙度为Ra25~Ra1.6.
5、磨床加工精度一般为IT6~IT5,表面粗糙度为Ra0.8~Ra0.1.
0.012—花△13(为最精确)0.025—花△12 0.05—花△11 0.1—花△10 0.2—花△9 0.4—花△8 0.8—花△7 1.6—花△6 3.2—花△5 6.3—花△4 12.5—花△3 25—花△2 50—花△1 100—花△0(为最粗糙)中国与美国的表面粗糙度(光洁度)对照表表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)--the point height of irregularities;轮廓最大高度(Ry)--maximum height of the profile。
Ra--在取样长度L内轮廓偏距绝对值的算术平均值。Rz--
在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。中美表面粗糙度(光洁度)对照表中国旧标准( 光洁度) 中国新标准(粗糙度)Ra 美国标准(微米)Ra 美国标准(微英寸)Ra ▽ 4 6.3 8.00 320 6.30 250 ▽5 3.2 5.00 200 4.00 160 3.20 125 ▽6 1.6 2.50 100 2.00 80 1.60 63 ▽7 0.8 1.25 50 1.00 40 0.80 32 ▽8 0.4 0.63 25 0.50 20 0.40 16
表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm
以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:①表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。②表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。③表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一
样,对应力集中很敏感,从而影响零件的疲劳强度。④表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。⑤表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。此外,表面粗糙度对零件的外观、测量精度也有影响。
Ra值um 块数符合国标车外圆组合式0.8、1.6、3.2、6.3 32 GB6060.2-85 镗内孔0.8、1.6、3.2、6.3 刨0.8、1.6、3.2、6.3 平铣0.8、1.6、3.2、6.3 端铣0.8、1.6、3.2、6.3 磨外圆0.1、0.2、0.4、0.8 平磨0.1、0.2、0.4、0.8 研磨0.1、0.05、0.025、0.012 车外园双组式0.8、1.6、3.2、6.3 8 GB6060.2-85 磨外园0.1、0.2、0.4、0.8 刨双组式0.8、1.6、3.2、6.3 8 GB6060.2-85 平磨0.1、0.2、0.4、0.8 平铣双组式0.8、1.6、3.2、6.3 8 GB6060.2-85 端铣0.8、1.6、3.2、6.3 镗内孔双组式0.8、1.6、3.2、6.3 8 GB6060.2-85 磨内孔0.1、0.2、0.4、0.8 手研单组式0.1、0.05、0.025、0.012 4 平磨单组式0.1、0.2、0.4、0.8 4 电火花线切割单组式0.63、1.25、2.5、5.0、10 5 GB6060.3-86 电火花单组式0.4、0.8、1.6、3.2、6.3、12.5 6 GB6060.3-86 抛光单组式0.8、0.4、0.2、0.1、0.05、0.025、0.012 7 GB6060.4-88 铸造钢铁砂型单组式 3.2、6.3、12.5、25、50、100、800、1000 8 GB6060.1-85 抛喷丸0.2、0.4、0.8、1.6、3.2、6.3、12.5、
25、50、100 10 GB6060.5-88 喷砂0.8、1.6、3.2、6.3、12.5、25 6 抛喷丸+喷砂综合以上二项16 GB6060.5-88
机械制图表面粗糙度符号、代号及其注法 浏览22742发布时间10/09/11 表面粗糙度符号、代号及其注法 Mechanical drawings— Surface roughness symbols and methods of indicating 1993-11-09 批准1994-07-01 实施 国家质量技术监督局发布 本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。 1 主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2 引用标准 GB 1031 表面粗糙度参数及其数值 GB/T 13911 金属镀覆和化学处理表示方法 GB 3505 表面粗糙度术语表面及其参数 GB 4054 涂料涂覆标记 GB 10610 触针式仪器测量表面粗糙度的规则和方法 GB 12472 木制件表面粗糙度参数及其数值 3 表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1
适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等 基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
表面光洁度等级与表面粗糙度高度参数推荐转换表 表面光洁度等级与表面粗糙度高度参数推荐转换表(一) 表面光洁度(GB1031-68) 级别代 号 Ra Rz ▽ 1 >40 ∽80 um > 160 ∽320 um ▽ 2 >20 ∽40 um > 80 ∽160 um ▽ 3 >10 ∽20 um > 40 ∽80 um ▽ 4 >5 ∽10 um > 20 ∽40 um ▽ 5 > ∽5 um > 10 ∽20 um ▽ 6 > ∽ um > ∽10 um ▽ 7 > ∽ um > ∽ um ▽ 8 > ∽ um > ∽ um ▽ 9 > ∽ um > ∽ um ▽ 10 > ∽ um > ∽ um ▽ 11 > ∽ um > ∽ um ▽ 12 > ∽ um > ∽ um ▽ 13 > ∽ um > ∽ um ▽ 14 ≤ um≤ um
表面光洁度等级与表面粗糙度高度参数推荐转换表(二) 表面粗糙度(GB1031-83) 级别代号Ra Rz ⅠⅡⅢ ▽ 1 50um 100um 80um 3 2 0um ▽ 2 25um 50um 40um 1 60um ▽ 3 25um 20um 80um ▽ 4 10um 40um ▽ 5 5um 20um ▽ 6 10um ▽ 7 ▽ 8 ▽ 9 um ▽ 10 ▽ 11 ▽12 ▽13 um ▽14
表面粗糙度值的选用 表面粗糙度值的选用实例 使用时代TR200粗糙度仪测量时需要选定取样长度,这又牵涉到被测工件本身的粗糙度范围,摘编本表就是希望对此有帮助。
不可辨夹具定位元件和钻套的主要表面,曲轴和凸轮轴等高速转动的轴颈;工作时受交变应力的重要零件;中型机床(提高精度)滑动导轨面和/P5级滚动轴承配合的表面 极光表面 暗光泽面 精密机床主轴锥孔,顶尖圆锥面,高 精度齿轮工作表面;和/P4级滚动轴 承配合的表面;液压油缸和柱塞的表 面;曲轮、凸轮轴的工作表面等 亮光泽面 精密机床主轴箱与套筒配合的孔;仪 器中承受摩擦的表面,如导轨、槽面 等;液压传动用孔的表面,阀的工作 表面,汽缸内表面,活塞销的表面镜状光泽表面 特别精密的滚动轴承套圈滚道,钢球 及滚子表面;量仪中的中等精度间隙 配合零件的工作表面;工作量规的测 量表面;摩擦离合器的摩擦表面等 表面光洁度&表面粗糙度 (2010-06-12 17:40:53) 转载 标签:分类:机械知识
表面粗糙度及符号 1. 表面粗糙度 表面粗糙度符号见表1。 表1 表面粗糙 最大高度允许 标准取样 代号 度符号 的最大值 长度 备注:1)尽量不使用括号内的数值。 2)表面粗糙度符号的数字与S 之间,不要加连接符“—”。 3)在与给定粗糙度相对应的取样长度标准值不适应的情况下,一定在图中标注取样长度(参照4.6项)。 4)最大高度允许的最大值是在指定表面任意选取几处的R max 的算术平均值,并不是每个R max 的最大值。 2. 表面加工符号 3.1表面加工符号见表2 最大高度(与放大方向平行) 取样长度
备注: 1)三角符号,三角S符号和三角S波形符号的三角形为正三角形。 2)三角S符号“ ”在砂型时需要加工余量,三角S波符号“ ”不需要加工余量,但须去除超过三角“S”波符号所指示的极限尺寸的部分。 3)当应用一般制造方法时(例如压铸),三角S符号“ ” 和三角S波形符号“ ” 表示不去除材料加工(图纸指示的三角S符号及三角S波符号为表面粗糙度)。 造方法中, 3.2 非去除加工的(~)表示的粗糙度值见表3
4. 在图样上的表示(制图上的细节应符合HES A 2122)。 4.1去除加工面 1)一般表示 例 2)指定表面粗糙度的情况 例 4.2非去除加工面 1)一般表示,一定要同时标注表面粗糙度符号。 例 2)表面粗糙度在100S以下时,表面粗糙度符号 例 可省略。 4.3去除加工面或非去除加工面均可时: 1)表面粗糙度小于或等于6.3S 例 2)表面粗糙度小于或等于25S 例 3)表面粗糙度小于或等于100S 例 4)特别指定表面粗糙度 例 4.4特殊去除加工面 1)一般表示 2) 特殊指定表面粗糙度情况 4.5去除超过极限尺寸的部分 4.6规定非标准取样长度的表示方法如下 不取与指定粗糙度相符合的标准取样 长度时,在指定面能保证长度的范围 内,应清楚地标注取样长度。
表面粗糙度符号、代号 1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 2. 表面粗糙度的画法。 3. 有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材 料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 4. 表面粗糙度参数和各项规定注写的位置。 a1、a2 —— 粗糙度高度参数的允许值(μm ); b —— 加工方法、镀涂或其他表面处理; c —— 取样长度(mm ); d —— 加工纹理方向符号; e —— 加工余量(mm ); f —— 粗糙度间距参数值(mm )或轮廓支撑长度率 5. 图样上表示零件表面粗糙度的符号。 b
6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16% 时,应在图样上标注表面粗糙度参数的上限值或下限值。 7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上 标注表面粗糙度参数的最大值或最小值。 8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用 数值表示(单位为微米μm),参数值前可不标注参数代号。
9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位 为微米μm)的标注见下表,前需标注出相应的参数代号。 10.取样长度应标注在符号长边的横线下面,见图1。 图1 若按GB 10610—1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。 11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平 度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,
表面光洁度与粗糙度对照表 级别 1 2 3光洁度粗糙度 ▽1 ▽2 ▽3表面形状特征 明显可见刀痕 粗 糙 可见刀痕 的 微见刀痕光洁度最低的加工面,一般很少采用。 粗加工表面比较精确的一级。应用范围较广,如:轴端面、倒角、穿螺栓孔和铆钉的表面、垫圈的接触面等。 4▽4 半 面;所有轴和孔的退刀槽;一般遮挡的结合等。 5▽5 微见加工痕迹
的表面,需要发蓝的表面,需要滚花光 的预先加工面,主轴非接触的全部外表面等。 6▽6 看不清加工痕 迹基面及表面质量要求较高的表面,中型机床工作台面(普通精度),组合机床主轴箱和盖面的接合面,中等尺寸皮带轮和三角皮带轮的工作表面,衬套、滑动轴承的压入孔、一般低速转动的轴颈。 7▽7可辨加工痕迹 的方向中型机床(普通精度)滑动导轨面,导轨压板,圆柱销和圆锥销的表面,一般精度的刻度盘,需镀铬抛光的外表筒等和其它零件连接而没有配合要求半精加工面,箱体、支架、盖面、套可见加工痕迹半精加工面,箱体、支架、离合器、皮带轮侧面,凸轮侧面等非接触的自由表面;与螺栓头和铆钉头接触的表应用举列 8▽8 微辨加工痕迹面,中速转动的轴颈,定位销压入孔。 中型机床(提高精度)滑动导轨面,滑动轴承轴瓦的工作表面,夹具定位元件和转套的主要表面;曲轴和凸轮轴的工作轴颈;高速工作下的轴颈及衬套的工作面等。 光的方向 9▽9 不可辨加工痕 迹的方向精密机床主轴锥孔,顶尖圆锥面,直径小的精密心轴和转轴的接合面;活塞和活塞销孔;要求气密的表面和支承面。 10▽10最
光暗光泽面精密机床主轴箱与套筒配合的孔;仪器在使用中要承受摩擦的接合面,如导轨、槽面等;液压传动用的孔的表面,阀的工作面,气缸内表面,活塞销的表面等。 11 12 13 14▽11 ▽12 ▽13 ▽14亮光泽面 精密机床主轴套筒外表面,镜面轴,精密仪器及附件的摩擦面,量具工作面;保证高度气密的结合表面,光学仪器的金属镜面等。 镜状光泽面 雾状光泽面 镜面 表面粗糙度符号 符号意义 基本符号,单独使用没有意义。 基本符号上加一短横,表示表面粗糙度是用去除材料的方法获得,例如:车、铣、钻、磨、剪切、腐蚀、电火花加工等。
.表面粗糙度代号 GB/T131-93规定,表面粗糙度代号是由规定的符号和有关参数组成,表面粗糙度符号的画法和意义如下表所示 表13-3 表面粗糙度的符号和画法 序号符号意义 1 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明时,仅适用于简化代号标注。 2 表示表面是用去除材料的方法获得,如车、铣、钻、磨等。 3 表示表面是用不去除材料的方法获得,如铸、锻、冲压、冷轧等。 4 在上述三个符号的长边上可加一横线,用于标注有关参数或说明。 5 在上述三个符号的长边上可加一小圆,表示所有表面具有相同的表面粗糙度要求。 6 当参数值的数字或大写字母的高度为2.5mm时,粗糙度符号的高度取8mm,三角形高度取3.5mm,三角形是等边三角形。当参数值不是2.5时,粗糙度符号和三角形符号的高度也将发生变化。 4.常用表面粗糙度Ra的数值与加工方法 表面特征表面粗糙度(Ra)数值加工方法举例 明显可见刀痕粗车、粗刨、粗铣、钻孔 微见刀痕精车、精刨、精铣、粗铰、粗磨 看不见加工痕迹,微辩加 工方向 精车、精磨、精铰、研磨 暗光泽面研磨、珩磨、超精磨 5.表面粗糙度的选择 表面粗糙度的选择,既要考虑零件表面的功能要求,又要考虑经济性,还要考虑现有的加工设备。一般应遵从以下原则: (1) 同一零件上工作表面比非工作表面的参数值要小; (2) 摩擦表面要比非摩擦表面的参数小。有相对运动的工作表面,运动速度越高,其参数值越小;
(3) 配合精度越高,参数值越小。间隙配合比过盈配合的参数值小; (4) 配合性质相同时,零件尺寸越小,参数值越小; (5) 要求密封、耐腐蚀或具有装饰性的表面,参数值要小。
表面粗糙度符号、代号 1.图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度 符号。 4. 表面粗糙度参数和各项规定注写的位置。 b ——加工方法、镀涂或其他表面处理; c ----- 取样长度(mm ); d ——加工纹理方向符号; e ----- 加工余量(mm ); f ——粗糙度间距参数值(mm )或轮廓支撑长度率 al 、a2 al a2 c (f ) 粗糙度高度参数的允许值(H m );
5. 图样上表示零件表面粗糙度的符号 6. 当允许在表面粗糙度参数的所有实测值中超过规定值的个数少丁总数的 16%时,应在 图样上标注表面粗糙度参数的上限值或下限值。 7. 当要求在表面粗糙度参数的所有实测值中不得超过规定值时, 应在图样上标注表面粗 糙度参数的最大值或最小值。 8. 表面粗糙度高度参数轮廓算术平■均偏差 R a 值的标注见下表,Ra 在代号中用数值表小 (单位为微 米K m ),参数值前可不标注参数代号。
9. 表面粗糙度高度参数轮廓微观不平■度十点高度 R z 、轮廓最大高度R y 值(单位为微米卜 m )的标注 见下表,前需标注出相应的参数代号。 10. 取样长度应标注在符号长边的横线下面,见图 1 若按GB 1061卜1989第6.1条中表1、表2的有关规定选用对应的取样长度时,在 图样上可省略标注
11. 若需要标注表面粗糙度间距参数轮廓的单峰平■均间距S值、轮廓微观不平■度的平均问距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,数值写在相应代号的后面。图2a 是轮廓微观不平度的平均间距S m上限值的标注示例。图2b是轮廓支承长度率t p的标注示例,表示水平■截距C在轮廓最大高度R y的50%位置上,支承长度率为70%,给出的t p为下限值。图2c 为S m最大值的标注示例。图2d为t p最小值的标注示例。 图2 12. 如该表面的粗糙度要求由指定的加工方法获得时,可用文字标注在符号长边的横线上面,见图3。 13. 镀(涂)覆或其他表面处理的要求(表示方法或标记按GB/T 13911和GB 4054的规定)可以注 写在符号长边的横线上面,也可以在技术要求中说明。 需要表示镀(涂)覆或其他表面处理后的表面粗糙度值时,其标注方法见图4a。 需要表示镀(涂)覆前的表面粗糙度值时,应另加说明,见图4b。 若同时要求表示镀(涂)覆前及镀(涂)覆后的表面粗糙度值时,标注方法如图4c
Parameters: Date: February 10, 1998 Machine: Model 802, open ink well Ink: 18 Series white with 10 percent 37-172 hardener and 15 percent solvent Y Cliché: .250 steel, etch depth .001”Pad: T-24 20 percent R Cycle: 5.5 sec. Single print, 11.0 sec. Double Print. Each printed sample was visually inspected for coverage and opacity. A Pass/Fail determination indicates whether a given texture was capable of being successfully covered when processed by the above parameters.While some textures could possibly be covered by increasing the ink’s surface tension on the pad and/or the part during the process by the intro-duction of airflow across the ink film surface(s), this was not the purpose of the test. Doing so results in ‘bridging’ which is both difficult to do consistently, and risky since adhesion is reduced. Texture Tests Purpose of test: To determine if texture is printable given normal, average operating parameters.
一.表面粗糙度的符号 注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米 基本符号,表示可使用任何方法获得 基本符号加一短划,表示表面用去除材料的方法获得 表示用不去除材料方法获得(铸锻冲压等) 表示所有表面具有相同的表面粗糙度要求 二.表面粗糙度的代号 1. d' =h/10;H=1.4h;h为字体高度 a1、a2--粗糙度高度参数的允许值(mm); b加工方法、镀涂或其他表面处理; c取样长度(mm); d加工纹理方向符号; e加工余量(mm); f粗糙度间距参数值(mm)或轮廊支承长度率。 2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明 3.加工纹理方向: = 纹理平行于标注符号的视图的投影面 ⊥纹理垂直于标注符号的视图的投影面 x 纹理呈两相交的方向 M 纹理呈多方向 c 纹理呈近似同心圆 R 纹理呈近似的放射状 p 纹理无方向或凸起的细粒状 4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米 5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号 三。表面粗糙度符号、代号在图样上的标注 一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致
标准规定在同一图样上,每一表面一般只标注一次。当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注序号标注规定及说明图例 1当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的一种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍 2 代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定 3 带有横线的表面粗糙度应按右图方式标注
参数的情况列表如下,如有问题,由时代公司负责解释。本表还适用于公司TR1系列粗糙度仪。修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录: 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别
是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。 Ra--在取样长度L内轮廓偏距绝对值的算术平均值。 Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。 Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。 如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。 表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面: ①表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ②表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 ③表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。 此外,表面粗糙度对零件的外观、测量精度也有影响。 粗糙度:0.012、0.025、0.050、0.100、0.20、0.40、0.80、1.6、3.2、6.3、12.5、25、50、100 6.3:半精加工表面。用于不生要的零件的非配合表面,如支柱、轴、、支架、外壳、衬套、盖等的端面;螺钉、螺栓各螺母的自由表面;不要求定心和配合特性的表面,如螺栓孔、螺钉通孔、铆钉孔等;飞轮、带轮、离合器、联轴节、凸轮、偏心轮的侧面;平键及键槽上下面、花键非定心表面、齿顶圆表面;所有轴和孔的退刀槽;不重要的连接配合表面;犁铧、犁侧板、深耕铲等零件的摩擦工作面;插秧爪面等。1、外观的光滑与摩擦是一个矛盾问题,总的来说,既要光滑美观,又要有相当的摩擦,以方便安装,以下是常见的一些粗糙度数值: 2、粗糙度0.8以下:抛光 3、粗糙度0.8:用磨床加工的面 4、粗糙度1.6—3.2:车床、铣床加工面 5、粗糙度3.2—12.5:一般性的常规加工 6、一般而言,既要光滑美观,又要有相当的摩擦,以方便安装的话,粗糙度0.8可以,既显得美观高档,手感也可以的 7、如果手拧部分需要减低等级的话也可以的,建议选择粗糙度1.6—3.2,但是,好看吗?会不会影响外观的美感呢? 8、如果需要重视手拧的功能,最好是做滚花处理,滚花有“直纹”和“网纹”两种,图纸上的标注:网纹0.8(用箭头指明需要滚花的部位,再写上文字)
新旧表面粗糙度 参考资料 1、表面粗糙度与光洁度对照表 2、国内表面光洁度与粗糙度数值换算表 3、表面粗糙度国际标准加工方法 4、表面粗糙度代号标注示例 5、表面粗糙度在图样上的注法 6、表面粗糙在不同的加工方法中的参考应用
表面粗糙度与光洁度对照表 ?轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等, 不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离, 轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
?轮廓的平均算术偏差(R a):通过零件的表面轮廓作一中线m,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等, 不平度平均高度(Rz):就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离, 轮廓最大高度Ry:就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度符号 符号意义 基本符号,单独使用没有意义。 基本符号上加一短横,表示表面粗糙度是用去除材料的方法获得,例如:车、铣、钻、磨、剪切、腐蚀、电火花加工等。 基本符号上加一小圆,表示表面粗糙度是用不去除材料的方法获得,例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 表面粗糙度高度参数Ra值的标注符号意义 用任何方法获得的表面.Ra的最大允许值为微米 用去除材料方法获得的表面.Ra的最大允许值为微米 用不去除材料方法获得的表面.Ra的最大允许值为微米 用去除材料方法获得的表面.Ra的最大允许值(Ramax)为微米,最小允 许值(Ramin)为微米
工件表面光洁度标准SPI ~SPE &模具抛光等级 2010-01-11 16:58 SPI-SPE工作表面光洁度标准旧标准一般粗糙度 A-0#1钻石膏(光学要求) A-1#3钻石膏抛光(镜面)#3钻石膏A-2#6钻石膏抛光(镜面)#3钻石膏A-3#15钻石膏抛光(镜面)#2(#1200砂纸)B-1#600砂纸(光面) B-2#400砂纸(光面) B-3#320砂纸(光面)#3C-1#600油石(哑面) C-2#400油石(哑面) C-3#320油石(哑面)#4(#280油石)D-1喷#11粗玻璃珠= (#2湿砂) D-2喷#240砂=(干幼砂)#5(5"距离100磅压力,似幼火花机纹) D-3喷#24砂= (干粗砂)#6(3"距离100磅压力)模具抛光有分等级的吗? 代号番号加工法平均粒度(μm)粒度上下值(μm) Ra中心线平均粗度(μm)抛光代号200,000#以上━━0.07 0.062~0.082 0.003~0.01 (1)光学级 14000# 1 DIAMOND 1 1~2 0.019~0.025 10000# 2 DIAMOND 2 1~3 0.02~0.028 A1 8000# 3 DIAMOND 3 2~4 0.025~0.03 (2)A1,A2 5000# 4.5 DIAMOND 4.5 3~6 0.029~0.04 (3)A2 3000# 6 DIAMOND 6 4~8 0.032~0.045 (4)A2,A3 2000# 8 DIAMOND 8 6~10 0.04~0.06 A3 1000# 15 DIAMOND 15 10~20 0.06~0.07 A3
分类编号D01-05-01 Rev. 2.00 表面光洁度表示 出版: 2003年1月20日 发行 2003年12月 01日
~目录 1. 要旨 (2) 2. 表面的指示方法 (2) 2.1 指示事项 (2) 2.2 指示对象面的标记 (2) 2.3 废除加工的指示方法 (2) 3. 表面光洁度的指示方法 (3) 3.1 基准长度 (3) 3.2 基准长度的标准值 (4) 3.3 Rz的读法 (4) 3.4 Rz的标准数列 (4) 3.5 Rz的区间表示 (5) 3.6 表面光洁度的指示值的填写位置 (6) 3.7 基准长度以及评价长度的指示 (6) 4. 对于表面指示记号的各个指示事项的位置 (7) 5. 制图方法 (7) 5.1 制图方法的基本 (7) 5.2 制图的简略法 (9) 6 加工完成标记和新标记(表面标记)对照表 (11) 引用技术标准 T0-004 表面光洁度表示标准REV.1.00
1. 要旨 这份文件是兄弟工业股份有限公司对关于表示零件材料表面光洁度的参数十数值平均光洁度 (Rz)的定义及表示所做的规定。另,这个文件适用于1995年11月21日以后新完成 的图纸。(根据图纸完成日区分。)而且,在同一图纸上新旧表示记号不能混用。 另外,在这份文件中未记载的关于表面光洁度的内容,按照JIS B 0601(表面光洁度的定义 和表示)及JIS B 0031(表面的图示方法)的附属文件所示为准。 2. 表面的指示方法 2.1 指示事项 关于表面的指示,是根据对象物的表面(以下做对象面)、是否要除去加工以及表面光洁度来实行的。另外在机能上特别有必要的时候,也指示对象面的加工方法、车磨痕方向。 2.2 指示对象面的标记 图示表面时指示对象面的标记是成60°角的长度不同的折线(以下称做表面指示标记)。 表面指示标记朝向实体方向与表示指示对象面的直线相接。【图1】。 另外,除了在附上表面光洁度的值的情况下和在图纸上引用了这个意思的时候,还有后面“5.2 (2)” 所述的情况以外,表面指示标记如果单独存在就没有任何意义。 图1 表面指示标记 2.3 除去加工的指示方法 (1) 需要除去加工的指示方法 指示需要进行除去加工时,就在表面指示标记的短边和长边的足端连一横线。【图2】。 图2 需要除去加工的表面指示标记
表面粗糙度符号及其标注说明 粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。 粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。 1、轮廓算术平均偏差Ra 取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。测量时可选5倍的取样长度作为测量长度进行测量。 Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:
关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。 从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。标注时应当选用这些数值,不能选用其他的数值。 2、轮廓最大高度Ry
3、轮廓不平度十点高度Rz 标注 2.1代号及意义 粗糙度代号可以分为:符号,粗糙度项目及数值。 常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。
2.2 标注原则 1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。 2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。并加注“其余”二字。 3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规定标注。 4)、代号中的数字方向应与尺寸数字的方向一致。
表面粗糙度的概念和表面粗糙度符号表面粗糙度的概念和表面粗糙度符号 1.表面粗糙度的基本概念 经过机械加工的零件表面,总会出现一些宏观和微观上几何形状误差,零件表面上的微观几何形状误差,是由零件表面上一系列微小间距的峰谷所形成的,这些微小峰谷高低起伏的程度就叫零件的表面粗糙度。 表面粗糙度是衡量零件表面加工精度的一项重要指标,零件表面粗糙度的高低将影响到两配合零件有接触表面的摩擦、运动面的磨损、贴合面的密封、配面的工作精度、旋转件的疲劳强度、零件的美观等等,甚至对零件表面的抗腐蚀性都有影响。 在工程中,评定表面粗糙度的高度参数,有轮廓算术平均偏差(R),微观不平度十 图1轮廓算术平均偏差 轮廓算术平均偏差的定义是:在取样长度L(用上判别具有表面粗糙度特征的一段基准线长度)内,轮廓偏距绝对值的算术平均值即为Ra,如图1所示。在图中, x轴为基准线,轮廓线上的各点到基准线之间的偏距为Y1,Y2,…Yp…Yn,Rs只为轮廓算术平均偏差值,则其数学表达式为 式中 n 测点数; Yi 峰谷任一测点到基准的偏距。 Rs的值越大,表面就越粗糙。 轮廓算术平均偏差Rs的数值见表1设计时应优先选用表中的第一系列值。
在图纸上规定表面粗糙度要求时,还必须给出测定粗糙度的取样长度,必要时还可以叙定其它附加条件和要求。但是,若测量R时的取样长度按表2的对应值选取时。在图样上L值可省略不标。 2.表面粗糙度的符号、代号 在图件上对零件表问质量的要求,用表面粗糙度符号、代号表示。国家标准(GB131-93)规定了表面粗糙度的符号、代号及其注法。同时指出,图样上所标注的粗糙度符号、代号是指该表面加工后的要求。(l)表面粗糙度的符号。 图样上表示表面粗糙度的符号,如表3所示。
表面粗糙度:指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面: ①表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 ②表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 ③表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。 ④表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。 ⑤表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。此外,表面粗糙度对零件的外观、测量精度也有影响。 表面粗糙度有Ra,Rz,Ry之分,据GB3505摘录: 表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是: 轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile; 微观不平度十点高度(Rz)--the point height of irregularities; 轮廓最大高度(Ry)--maximum height of the profile。
表面粗糙度符号、代号及其注法表面粗糙度标注规定极限与配合 配合标准公差配合制形状和位置公差 3.表面粗糙度标注规定 表面粗糙度符号、代号一般标注在可见轮廊线、尺寸界线、引出线或它们的延长上。符号的尖端必须从材料外指向表面。在同一图样上,每一表面一般只标注一次代(符)号,并尽可能靠近有关尺寸线。当地位狭小或不便标注时,代(符)号可以引出标注。 4.表面粗糙度在图样上的标注方法(GB/T 131— 1993) 表面粗糙度在图样上的标注方法见表9-3。 表9-3表面粗糙度在图样上的注法 方向必须与尺寸 数字的方向一致 多的一种代 号可以统一标注 糙度注法 在图样右上角 并加注“其余” 两字,且应比图 形上其他代(符) 号大 面具有相同的粗 糙度时 ( 的右上角统一标 注 一般的代号大
面及重复要素 (孔、槽、齿等)的表面粗糙度只标注一次不连续的表面粗糙度标注一次 9.5.1 表面粗糙度符号、代号及其注法 加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。 零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高。因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。 1.表面粗糙度参数的概念及其数值 零件表面粗糙度的评定方法有:表面粗糙度高度参数轮廓算术平均偏差(R a)和轮廓最大高度(R z)。使用时宜优先选用R a。 2.表面粗糙度代号标注 GB/T 131—1993规定了表面粗糙度的符号、代号及其注法。表面粗糙度符号(、、)上注写所要求的表面特征参数后,即构成表面粗糙度代号。特征参数R a的表面粗糙度代号标注见表9-1。 表9-1轮廓算术平均偏差Ra值的代号标注 用任何方法获得的表面粗糙度,用任何方法获得的表面粗糙度,
表面光洁度与表面粗糙度对照表表面光洁度与表面粗糙度对照表 光洁度 级别 (旧标) 粗糙度 Ra (μm) 1)表面状况、2)加工方法和3)应用举例 ▽1 40~80 ▽2 20~40 1)明显可见的刀痕2)粗车、镗、刨、钻3)粗加工后的表 面,2焊接前的焊缝、粗钻孔壁等。 ▽ 3 10~20 1)可见刀痕2)粗车、刨、铣、钻3)一般非结合表面,如 轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作 表面,减重孔眼表面 ▽4 5~10 1)可见加工痕迹2)车、镗、刨、钻、铣、锉、磨、粗铰、 铣齿3)不重要零件的配合表面,如支柱、支架、外壳、 衬套、轴、盖等的端面。紧固件的自由表面,紧固件通 孔的表面,内、外花键的非定心表面,不作为计量基准 的齿轮顶圈圆表面等 ▽5 2.5~5 1)微见加工痕迹2)车、镗、刨、铣、刮1~2点/cm^2、 拉、磨、锉、滚压、铣齿3)和其他零件连接不形成配合 的表面,如箱体、外壳、端盖等零件的端面。要求有定 心及配合特性的固定支承面如定心的轴间,键和键槽的 工作表面。不重要的紧固螺纹的表面。需要滚花或氧化 处理的表面 ▽6 1.25~2.5 1)看不清加工痕迹2)车、镗、刨、铣、铰、拉、磨、滚 压、刮1~2点/cm^2铣齿3)安装直径超过80mm的G级 轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型 带轮的表面,外径定心的内花键外径,轴承盖的定中心 凸肩表面 ▽7 0.63~1.25 1)可辨加工痕迹的方向2)车、镗、拉、磨、立铣、刮3~ 10点/cm^2、滚压3)要求保证定心及配合特性的表面, 如锥销与圆柱销的表面,与G级精度滚动轴承相配合的 轴径和外壳孔,中速转动的轴径,直径超过80mm的E、 D级滚动轴承配合的轴径及外壳孔,内、外花键的定心 内径,外花键键侧及定心外径,过盈配合IT7级的孔 (H7),间隙配合IT8~IT9级的孔(H8,H9),磨削 的齿轮表面等
表面光洁度 表面光洁度 表面光洁度表面光洁度:surface finish表面光洁度是表面粗糙度的旧标准; 它们的对应关系: 表面光洁度14级=Ra 0.012 表面光洁度13级=Ra 0.025 表面光洁度12级=Ra 0.050 表面光洁度11级=Ra 0.1 表面光洁度10级=Ra 0.2 表面光洁度9级=Ra 0.4 表面光洁度8级=Ra 0.8 表面光洁度7级=Ra 1.6 表面光洁度6级=Ra 3.2 表面光洁度5级=Ra 6.3 表面光洁度4级=Ra 12.5 表面光洁度3级=Ra 25 表面光洁度2级=Ra 50 表面光洁度1级=Ra 100 以上表面粗糙度单位均为μm,即微米=10^-6米。表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:1)表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。2)表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,
由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。3)表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。4)表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。5)表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。6)表面粗糙度影响零件的接触刚度。接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。机器的刚度在很大程度上取决于各零件之间的接触刚度。7)影响零件的测量精度。零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。此外,表面粗糙度对零件的镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。二、有关的评定依据基准线1,取样长度l 用于判别具有表面粗糙度特征的一段基准线长度(见图4-1)。取样长度应根据零件实际表面的形成情况及纹理特征,选取能反映表面粗糙度特征的那一段长度,量取取样长度时应根据实际表面轮廓的总的走向进行。图4-1 取样长度和评定长度从图4-1中可以看出,该轮廓线存在表面波纹度和形状误差,当选取的取样长度不同时得到的高度
怎样在图上标注表面光洁度是有规定的,但现在已经废除了原来的国家关于标注表面光洁度是有规定,取而代之的表面粗糙度的国家规定。下面摘录教学资料供你学习。 9.5.1 表面粗糙度符号、代号及其注法 加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。 零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高。因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。 1.表面粗糙度参数的概念及其数值 零件表面粗糙度的评定方法有:表面粗糙度高度参数轮廓算术平均偏差(Ra)和轮廓最大高度(Rz)。使用时宜优先选用Ra。 表9-2表面粗糙度高度参数Rz值的代号标注示例 2.表面粗糙度代号标注 GB/T 131—1993规定了表面粗糙度的符号、代号及其注法。表面粗糙度符号(、、)上注写所要求的表面特征参数后,即构成表面粗糙度代号。特征参数Ra的表面粗糙度代号标注见表9-1。 3.表面粗糙度标注规定 表面粗糙度符号、代号一般标注在可见轮廊线、尺寸界线、引出线或它们的延长上。符号的尖端必须从材料外指向表面。在同一图样上,每一表面一般只标注一次代(符)号,并尽可能靠近有关尺寸线。当地位狭小或不便标注时,代(符)号可以引出标注。 4.表面粗糙度在图样上的标注方法(GB/T 131—1993) 表面粗糙度在图样上的标注方法见表9-3。 点击图片可放大看清楚。
表面粗糙度符号、代号及其注法 Mechanical drawings— Surface roughness symbols and methods of indicating 1993-11-09 批准 1994-07-01 实施 国家质量技术监督局发布 本标准等效采用国际标准ISO 1302—1992《技术制图——标注表面特征的方法》。 1 主题内容与适用范围 本标准规定了零件表面粗糙度符号、代号及其在图样上的注法。 本标准适用于机电产品图样及有关技术文件。其他图样和技术文件也可参照采用。 2 引用标准 GB 1031 表面粗糙度参数及其数值 GB/T 13911 金属镀覆和化学处理表示方法 GB 3505 表面粗糙度术语表面及其参数 GB 4054 涂料涂覆标记 GB 10610 触针式仪器测量表面粗糙度的规则和方法 GB 12472 木制件表面粗糙度参数及其数值 3 表面粗糙度符号、代号 3.1图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。 3.2有关表面粗糙度的各项规定应按功能要求给定。若仅需要加工(采用去除材料的方法 或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。 3.3图样上表示零件表面粗糙度的符号见表1。 表1 符号意义及说明 基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等
基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、 锻、冲压变形、热轧、冷轧、粉末冶金等。 或者是用于保持原供应状况的表面(包括保持上道工序的状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度 要求 3.4当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应 在图样上标注表面粗糙度参数的上限值或下限值。 当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。 3.5表面粗糙度高度参数轮廓算术平均偏差R a值的标注见表2,R a在代号中用数值表示 (单位为微米),参数值前可不标注参数代号。 表2 代号意义代号意义 用任何方法获得的表面粗糙度,R a的上限值为3.2μm 用任何方法获得的表面粗糙度,R a 的最大值为3.2μm 用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm 用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm 用不去除材料方法获得的表面粗糙度,R a的上限值为3.2μm 用不去除材料方法获得的表面粗糙度,R a的最大值为3.2μm 用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm,R a的下限值为1.6μm 用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R a的最小值为1.6μm 3.6表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位为微米)的标注见表3,参数值前需标注出相应的参数代号。 表3 代号意义代号意义 用任何方法获得的表面粗糙度,R y的上限值为3.2μm 用任何方法获得的表面粗糙度,R y的最大值为3.2μm 用不去除材料方法获得的表面粗糙度,R z的上限值为200μm 用不去除材料方法获得的表面粗糙度,R z的最大值为200μm 用去除材料方法获得的表面粗糙度,R z的上限值为3.2μm,下限值为1.6μm 用去除材料方法获得的表面粗糙度,R z的最大值为3.2μm,最小值为1.6μm