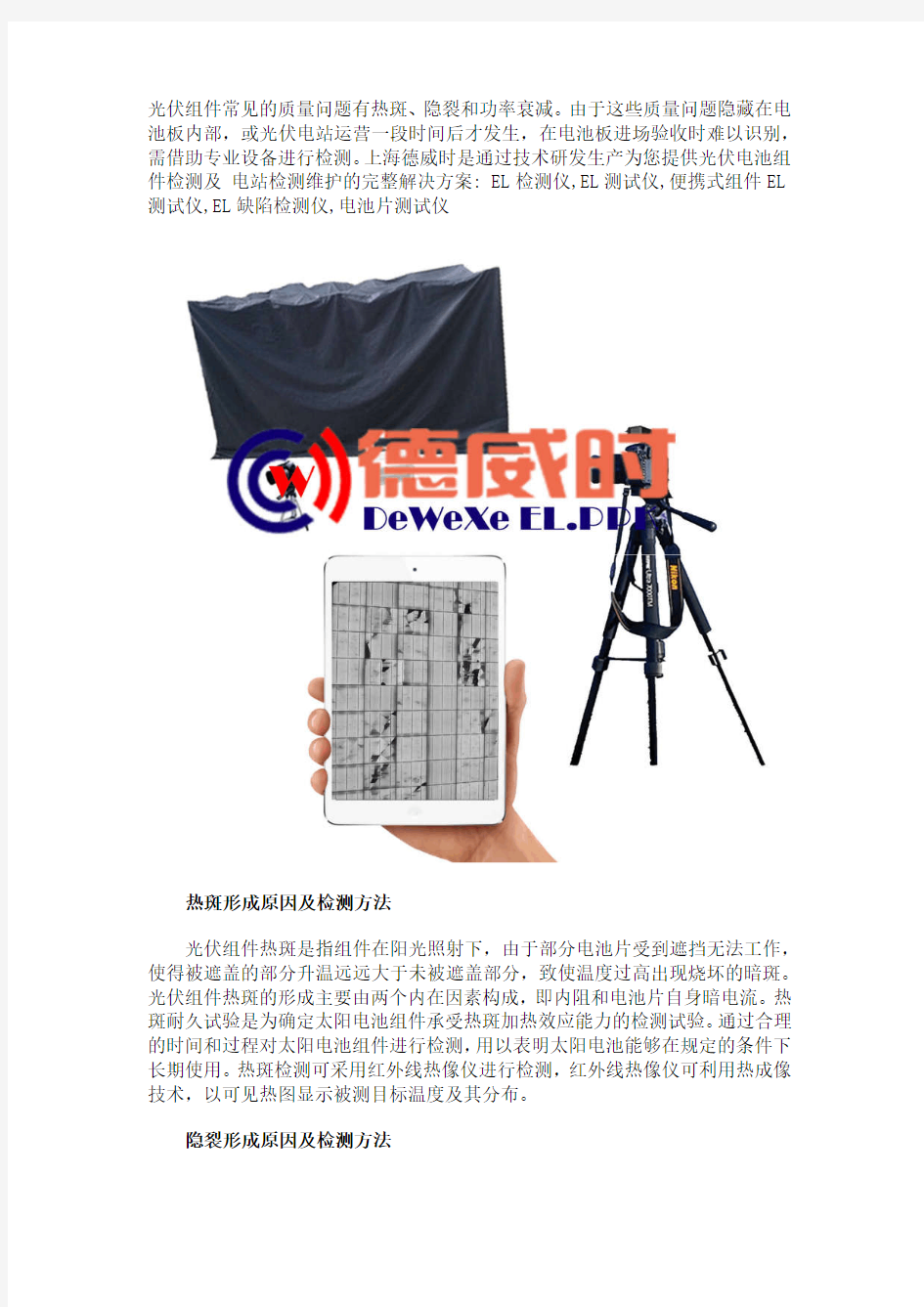

光伏组件常见的质量问题有热斑、隐裂和功率衰减。由于这些质量问题隐藏在电池板内部,或光伏电站运营一段时间后才发生,在电池板进场验收时难以识别,需借助专业设备进行检测。上海德威时是通过技术研发生产为您提供光伏电池组件检测及 电站检测维护的完整解决方案: EL检测仪,EL测试仪,便携式组件EL 测试仪,EL缺陷检测仪,电池片测试仪
热斑形成原因及检测方法
光伏组件热斑是指组件在阳光照射下,由于部分电池片受到遮挡无法工作,使得被遮盖的部分升温远远大于未被遮盖部分,致使温度过高出现烧坏的暗斑。光伏组件热斑的形成主要由两个内在因素构成,即内阻和电池片自身暗电流。热斑耐久试验是为确定太阳电池组件承受热斑加热效应能力的检测试验。通过合理的时间和过程对太阳电池组件进行检测,用以表明太阳电池能够在规定的条件下长期使用。热斑检测可采用红外线热像仪进行检测,红外线热像仪可利用热成像技术,以可见热图显示被测目标温度及其分布。
隐裂形成原因及检测方法
隐裂是指电池片中出现细小裂纹,电池片的隐裂会加速电池片功率衰减,影响组件的正常使用寿命,同时电池片的隐裂会在机械载荷下扩大,有可能导致开路性破坏,隐裂还可能会导致热斑效应。
隐裂的产生是由于多方面原因共同作用造成的,组件受力不均匀,或在运输、倒运过程中剧烈的抖动都有可能造成电池片的隐裂。光伏组件在出厂前会进行EL成 像检测,所使用的仪器为EL检测仪。该仪器利用晶体硅的电致发光原理,利用高分辨率的CCD相机拍摄组件的近红外图像,获取并判定组件的缺陷。EL检测仪 能够检测太阳能电池组件有无隐裂、碎片、虚焊、断栅及不同转换效率单片电池异常现象。
功率衰减分类及检测方法
光伏组件功率衰减是指随着光照时间的增长,组件输出功率逐渐下降的现象。光伏组件的功率衰减现象大致可分为三类:第一类,由于破坏性因素导致的组件功率衰减;第二类,组件初始的光致衰减;第三类,组件的老化衰减。其中,第一类是在光伏组件安装过程中可控制的衰减,如加强光伏组件卸车、倒运、安装质量控制可降低组件电池片隐裂、碎裂出现的概率等。第二类、第三类是光伏组件生产过程中亟需解决的工艺问题。光伏组件功率衰减测试可通过光伏组件I-V特性曲线测试仪完成。EL测试常见缺陷分析也与时俱进在这里德威时将全面讲解组件检测全部流程,以及 光伏电站组件EL检测检测方式说明。
光伏电站安装前的电池组件一般需要两个流程的检测检查
EL测 试的过程即晶体硅太阳电池外加正向偏置电压,直流电源向晶体硅太阳电池注入大量非平衡载流子,太阳电池依靠从扩散区注入的大量非平衡载流子不断地复合发 光,放出光子,也就是光伏效应的逆过程;再利用ccd相机捕捉到这
些光子,通过计算机进行处理后以图像的形式显示出来,整个过程都在暗室中进行。
1》是光伏电池组件出厂前检测,目前光伏组件产线基本在装框后都有一次组件EL检测,此检测过程使用线上全自动EL检测仪进行测试,直接与流水线对接进行全检,以确保组件完好没有任何内部隐裂,或真的其不同内部缺陷情况进行等级划分再发送给电站。此过程中的组件质检全部由组件厂商负责,其必须要有电性能跟EL的全部检测报告。
2》是电站现场安装前的检测,在电站现场收到组件后,必须进行必要的组件EL 内部缺陷检测, 电性能检测并不是很标准,有的具有断栅,低效率片的组件,对其电性能检测并没有任何影响,但是此组件安装上支架后比如只有较短的发电寿命,且拉低整条串联 方阵发电效率。故电站现场安装前EL检测非常必要,其能明确厂家组件是否具有内部缺陷,或者在运输过程中给组件造成的内部隐裂等,也可以在次过程中检测出 来。此过程的EL检测设备是德威时户外便携式EL检测仪,此设备特点为方便携带,客户可直接带到厂商,仓库,电站现场进行组件的EL检测仪,具体操作流程非常简单;
防止三脚架上进行检测,无需暗室(德威时EL检测仪不受月光的干扰)。此相机已经经过滤光处理,月光,灯光对于测试无任何影响。检测有问题的组件取出来退换。
光伏组件安装质量控制
光伏组件安装质量控制是对光伏组件卸车、倒运、安装全过程的管控,通过科学的管理有效降低组件人为损坏概率,减少隐裂发生的风险。
光伏组件卸车
组件运输车辆抵达指定卸车地点后,首先需确认箱件数量与货单是否一致,检查组件外包装有无变形、碰撞、损坏、划痕等,并做好相关记录。卸车前对卸车人员 进行安全交底,并检查卸车人员精神状态是否良好,劳保用品(安全帽、反光背心、劳保手套等)是否配备齐全;检查起重机械是否工作正常;检查吊带、钢丝绳有 无损伤,并严禁使用承载力不满足要求或出现损伤的吊带和钢丝绳。光伏组件卸车讲究“慢”和“稳”,组件宜放置在平坦、坚实的地面上,严禁歪斜,防止倾倒, 且光伏组件放置区域不影响道路交通。
光伏组件倒运
光伏组 件倒运是指通过机械设备或运输车辆将整箱光伏组件由光伏组件集中放置区域运输至组件安装地点。光伏组件倒运需将车速控制在5km/h之内,防
止组件因颠 簸、碰撞出现碎裂。组件宜放置在靠近光伏支架侧的平整地面上,并方便道路畅通、车辆通行。施工现场已开箱光伏组件需保证正面朝上平放,底部垫有木制托盘或 电池板包装物,严禁斜放或悬空,严禁将电池板引出线及插头挤压扯拽,严禁将组件背面直接暴露在太阳光下。
光伏组件安装
光伏组件安装环节是工程量最大、出现问题最多的环节,也是光伏组件卸车、倒运、安装全过程质量控制的核心环节。光伏组件开箱验收工作是组件安装前必不可 少的作业工序,通过对光伏组件标识检查确定产品型号及参数是否满足合同要求;通过对光伏组件外观检查确认组件外观良好,无明显损坏和划伤;通过对光伏组件 开路电压、短路电流等性能测试明确组件常规性能是否正常,可以确保组件安装前产品质量的合格。另外,为验证光伏组件产品质量,光伏组件运抵施工现场后抽检 不同批次若干片电池板送至专业检测机构进行检验也是组件质量控制的重要环节。
光伏组件常见的安装方式有两种,即螺栓安装和压块安装。无 论哪种安装形式,都需保证组件固定螺栓的力矩值满足产品或设计文件的规定。另外,压块安装方式还需特别注意边压块和中压块虚压问题。光伏组件安装时宜按照 组件的电压、电流参数进行分类和组串,光伏组件安装允许偏差应符合下表规定。
光伏组件间接插件应连接牢固,外接电缆同插接件连接处应搪锡;光伏组件组串连接后应对光伏组件串的开路电压和短路电流进行测试;对于带边框的光伏组件,需按照图纸及规范要求可靠接地。在光伏组件安装过程中,需对下述注意事项格外关注:
1)同尺寸、同规格型号的光伏组件才可以串联在一起;
2)严禁在下雨、下雪或大风的天气条件下安装光伏组件;
3)严禁将同一片光伏组件连接线的正、负极快速插头对接;
4)光伏组件背板(EVA)出现破损后将禁止使用;
5)严禁踩踏电池板,以免造成组件损坏或人身伤害;
6)严禁挤压或用尖锐物体敲打、碰撞、刮划光伏组件钢化玻璃;
7)施工现场已开箱电池板需正面朝上平放,底部垫有木制托盘或电池板包装物,严禁立放、斜放或悬空,严禁将组件背面直接暴露在太阳光下;
8)组件在搬运过程中由两人同时搬运,且要轻拿轻放,避免受到大的震动,以免造成光伏组件隐裂;
9)严禁采用提拉接线盒或连接线的方式将组件抬起;
10)安装上部电池板时要注意在搬运过程中电池板边框划伤已经安装好的电池板;
11)严禁安装工人使用工具随意在电池板上碰触,造成划痕;
12)严禁触摸光伏组件串的金属带电部位;
13)开路电压超过50V的组件,和/或系统最大额定电压超过50V的组件,在组件连接装置附近应有醒目的触电危险的警告标志。
上海德威时是通过技术研发生产为您提供光伏电池组件检测及电站检测维护的完整解决方案: EL检测仪,EL测试仪,便携式组件EL测试仪,EL缺陷检测仪,电池片测试仪
光伏组件常见的质量问题有热斑、隐裂和功率衰减。由于这些质量问题隐藏在电池板内部,或光伏电站运营一段时间后才发生,在电池板进场验收时难以识别,需借助专业设备进行检测。上海德威时是通过技术研发生产为您提供光伏电池组件检测及 电站检测维护的完整解决方案: EL检测仪,EL测试仪,便携式组件EL 测试仪,EL缺陷检测仪,电池片测试仪 热斑形成原因及检测方法 光伏组件热斑是指组件在阳光照射下,由于部分电池片受到遮挡无法工作,使得被遮盖的部分升温远远大于未被遮盖部分,致使温度过高出现烧坏的暗斑。光伏组件热斑的形成主要由两个内在因素构成,即内阻和电池片自身暗电流。热斑耐久试验是为确定太阳电池组件承受热斑加热效应能力的检测试验。通过合理的时间和过程对太阳电池组件进行检测,用以表明太阳电池能够在规定的条件下长期使用。热斑检测可采用红外线热像仪进行检测,红外线热像仪可利用热成像技术,以可见热图显示被测目标温度及其分布。 隐裂形成原因及检测方法
隐裂是指电池片中出现细小裂纹,电池片的隐裂会加速电池片功率衰减,影响组件的正常使用寿命,同时电池片的隐裂会在机械载荷下扩大,有可能导致开路性破坏,隐裂还可能会导致热斑效应。 隐裂的产生是由于多方面原因共同作用造成的,组件受力不均匀,或在运输、倒运过程中剧烈的抖动都有可能造成电池片的隐裂。光伏组件在出厂前会进行EL成 像检测,所使用的仪器为EL检测仪。该仪器利用晶体硅的电致发光原理,利用高分辨率的CCD相机拍摄组件的近红外图像,获取并判定组件的缺陷。EL检测仪 能够检测太阳能电池组件有无隐裂、碎片、虚焊、断栅及不同转换效率单片电池异常现象。 功率衰减分类及检测方法 光伏组件功率衰减是指随着光照时间的增长,组件输出功率逐渐下降的现象。光伏组件的功率衰减现象大致可分为三类:第一类,由于破坏性因素导致的组件功率衰减;第二类,组件初始的光致衰减;第三类,组件的老化衰减。其中,第一类是在光伏组件安装过程中可控制的衰减,如加强光伏组件卸车、倒运、安装质量控制可降低组件电池片隐裂、碎裂出现的概率等。第二类、第三类是光伏组件生产过程中亟需解决的工艺问题。光伏组件功率衰减测试可通过光伏组件I-V特性曲线测试仪完成。EL测试常见缺陷分析也与时俱进在这里德威时将全面讲解组件检测全部流程,以及 光伏电站组件EL检测检测方式说明。 光伏电站安装前的电池组件一般需要两个流程的检测检查 EL测 试的过程即晶体硅太阳电池外加正向偏置电压,直流电源向晶体硅太阳电池注入大量非平衡载流子,太阳电池依靠从扩散区注入的大量非平衡载流子不断地复合发 光,放出光子,也就是光伏效应的逆过程;再利用ccd相机捕捉到这
一、工程概况 1.工程名称:【】 2.项目规模:【 5MW】 3.工程地点:【】 二、编制依据 1.施工图纸 2.组件生产厂家安装说明书 3、《光伏发电站施工规范》(GB50794-2012) 4、《光伏发电工程验收规范》GB50796-2012) 三、施工管理目标 1.质量目标 组件无破损,一次验收合格率达100%。 2. 安全目标 确保无重大安全事故发生,轻伤频率控制在1%以内。 四、施工准备 1、、技术准备 ①认真审核、熟悉施工图纸,了解组件的排列组别。 ②对施工班组进行有针对性的技术、安全交底。 ③根据工程实际情况划分作业区域,合理调配作业人员。 2、安装前准备 ①组件外观检查。 在视觉直观下,组件应平整,周边无开胶、裂纹等缺陷,色差、尺寸、铭牌参数应符合要求,偏差较大的组件应及时联系相关人员进行处理。 ②支架已调整,不存在高、低或波浪型的起伏,直线度良好。
复查支架安装质量符合下表要求: ③ 3、劳动力计划 根据作业面积分部特点人员计划安排如下: 五、组件安装 组件在搬运、摆放、紧固螺丝时均要轻拿轻放,严防磕碰。 1. 组件安装前应复查支架的平整度,若目测发现有明显的高差,严禁进行安装。须 经专业人员调整后报验合格才能进行安装。 2.组件开箱前,先检查组件箱体外包装,确认外包装纸箱无破损后再进行开箱。如
外包装有损坏,则从破损处打开。打开后须认真检查,确认组件是否存在破损现象,如发现破损及时向相关人员汇报,并停止继续开箱。 3.在破除外包装时,应避免刀片划伤组件外层的保护膜。开箱后包装垃圾集中放置,避免环境污染。 4.测量太阳能电池板在阳光下的开路电压,电池板输出端与标识正、负值应吻合。 5. 组件的倒运装卸必须轻拿轻放,尽量减少箱体在运输过程中的震动、摇摆等不利 因素,且晃动幅度﹤±2°。 6. 安装过程中组件要轻拿轻放,搬动时严禁组件直接与地面接触,防止硬物对组件 造成点损伤的隐患。组件确需依靠或平放时不得超过2块。 7. 组件安装过程中,安装人员严禁依靠、抓扶横梁、斜梁,避免产生变形对组件造 成应力损伤。 8. 组件的安装顺序应由下至上,依次安装。下排组件安装完成后,上排组件在安装 时应与定位块保持一定距离,避免在安装后,取出定位块时损伤组件。 9. 组件安装完成后应进行自检,看组件有无裂纹、层次不齐、防滑垫片卷边、上、 下超出卡钳或达安装要求的其它问题,并及时整改。 10. 安装组件搭设的平台一定要稳固,防止颤动、跌滑。 11. 按照图纸要求安装每组组件数量,不得随意更改。 组件安装时应拉水准线,并以上侧组件底端为基准,进行水平控制。 12.组件之间的接线应符合以下要求: ①.组件连接数量和路径应符合设计要求。 ②.组件间接插件(公母插头)应连接牢固。 ③.外接电缆同插接件连接处应搪锡。 ④.组串连接后开路电压和短路电流应符合设计要求。 ⑤.电线不得放置在檩条槽内(防槽内积水),用带钢芯黑色绑线绑扎在檩条的侧
组件常见质量问题分析 目的:了解组件生产中常见的质量问题,对批量生产,提高效率和节约成本达到预防。 1、分选 1、色差:影响组件整体外观 1)分选失误 2)其他工序换片时造成 2、电池片崩边缺角:影响组件整体外观、使用寿命及电性能 1)标准不明确 2)焊接收尾打折太深或离电池片太近 3、电池片栅线印刷不良:影响组件外观及电性能 1)主栅线缺失 2)细删线缺失 3)栅线重复印刷 4、电池片表面脏:影响组件使用寿命 1)裸手接触原材料,残留汗液 2)电池片表面水纹:电池片制作过程没有清洗干净 3)工作台有污染物,粘在电池片上 2、焊接 1、虚焊:影响组件电性能及使用寿命 1)烙铁头不良,易造成虚焊 2)电烙铁温度不均匀 3)电烙铁焊接温度低 4)焊接力度轻、焊接速度快 5)电池片主栅线氧化 6)涂锡带或助焊剂可焊性不好 7)涂锡带、电池片或助焊剂储存过期 8)涂锡带锡层薄 9)环境温度低或环境湿度大 2、过焊:影响组件电性能及使用寿命 1)电烙铁焊接温度过高 2)焊接力度重或焊接速度慢 3)重复焊接 4)材料可焊性不好 5)电烙铁温差大 3、侧焊:影响组件电性能及使用寿命 1)焊接手势不对 2)烙铁头不平 3)涂锡带厚度不均匀 4、堆锡:影响组件层压质量,易造成组件破片 1)焊接力度太重 2)焊接收尾处没有将焊锡带走 3)涂锡带表面锡层熔化速度过快
5、焊花:影响组件外观 1)串焊力度太重 2)串焊时烙铁温度过高 3)串焊模版槽深不够 6、焊接偏移:影响组件外观、电性能及使用寿命1)互联条太软 2)互联条扭曲变形 3)焊接手势不对 4)互联条出现蛇形弯曲 5)互联条出现镰刀弯曲 7、脱焊:影响组件电性能及使用寿命 1)焊接手势太轻或速度太快 2)烙铁焊接温度太低 3)没有浸泡助焊剂 4)电池片或涂锡带可焊性不够 8、焊接后电池片翘曲 1)电池片拉应力不够 2)互联条收缩率大 3)电池片热胀冷缩变化大 9、焊接破片:影响组件外观、电性能及使用寿命1)电池片自身隐裂 2)互联条太硬 3)焊接手势太重 4)电烙铁温度过高 5)堆锡 6)电池片焊好后积压过多 7)焊接收尾处打折太深或离电池片太近 10、电池片氧化:影响组件外观、使用寿命及电性能1)裸露空气中时间过长 2)加助焊剂焊接后没有清洗,导致氧化 3)电池片来料时间太长,保存条件不符合要求 4)空气中湿度大 3、层压 1、异物:影响组件整体外观、电性能及使用寿命1)生产现场控制不当、工作台面不整洁 2)员工在车间整理头发 3)工作时必须戴工作帽、穿工作服 4)工作的责任心不够 5)戴围巾进入操作场所 6)人员随便进出车间 2、EV A未溶:影响组件外观、电性能及使用寿命1)EV A自身问题交联剂过高 2)层压机问题温度不均衡 3)EV A熔点过高
光伏组件安装作业指导书 编制: 审核: 批准: 2014年10月7日 目录 1. 工程概况 2.编制依据
3.施工管理目标 4. 施工准备 5.组件安装 6.质量保证措施 7.施工安全文明管理措施 一、工程概况 本工程是25.245MWp太阳能发电项目,所发电并网时要求高,保证设备质量特别重要,无论是在建设安装质量上还是工程进度及其他要求都必须做到最好。必须使系统具备足够的强度、刚度和使用可靠性,达到排列美观的设计效果,最后在工程规定的工期内一次性通过验收。
二、编制依据 1.《低压配电设计规范》GB50054-95 2.《建筑结构荷载规范》(GBJ50009-2001) 3.设计院设计蓝图的相关要求 4.我国现行光伏行业相关的施工验收规范和操作规程 三、施工管理目标 1.质量目标 组件无破损,一次验收合格率达100%。 2. 安全目标 确保无重大安全事故发生,轻伤频率控制在1‰以内。 四、施工准备 (一)、技术准备 1.认真审核、熟悉施工图纸,了解组件的排列分别。 2.对施工班组进行有针对性的技术、安全交底。防止组件破裂为重点防范内容。3.根据工程实际情况划分作业区域,合理调配作业人员。 (二)、安装前准备 1. 组件外观检查。 在视觉直观下,组件应平整,周边无开胶、裂纹等缺陷。 2. 支架已调整不存在高、低或波浪型的起伏,直线度良好。 3. 装配使用的卡钳已到位,满足组件安装使用。 (三)、劳动力计划 根据作业面积分部特点人员计划安排如下: 五、组件安装
由于薄膜式太阳能电池板易碎的特性,组件在搬运、摆放、紧固螺丝时均要轻拿轻放,严防磕碰。 1. 组件安装前应复查支架的平整度,若目测发现有明显的高差,严禁进行安装。须经专业 人员调整后报验合格才能进行安装。 2.组件开箱前,先检查组件箱体外包装,确认外包装纸箱无破损后再进行开箱。如外包装有损坏,则从破损处打开。打开后须认真检查,确认组件是否存在破损现象,如发现破损及时向相关人员汇报,并停止继续开箱。 3.在破除外包装时,应避免刀片划伤组件外层的保护膜。开箱后包装垃圾集中放置,避免环境污染。 4.测量太阳能电池板在阳光下的开路电压,电池板输出端与标识正、负值应吻合。 5.组件的倒运装卸必须轻拿轻放,尽量减少箱体在运输过程中的震动、摇摆等不利因素, 且晃动幅度﹤±2°。 6.安装过程中组件要轻拿轻放,搬动时严禁组件直接与地面接触,防止硬物对组件造成点 损伤的隐患。组件确需依靠或平放时不得超过2块。 7.组件安装过程中,安装人员严禁依靠、抓扶C型钢,避免C型钢产生变形对组件造成应 力损伤。 8.组件的安装顺序应由下至上,依次安装。下排组件安装完成后,上排组件在安装时应与 定位块保持一定距离,避免在安装后,取出定位块时损伤组件。 9.组件安装完成后应进行自检,看组件有无裂纹、层次不齐、防滑垫片卷边、上、下超出 卡钳或达安装要求的其它问题,并及时整改。 10.安装组件搭设的平台一定要稳固,防止颤动、跌滑。 11. 按照图纸要求安装每组组件数量,不得随意更改。 六、质量保证措施 牢固树立:质量第一的工作思想,要求每一道工序、每一个部位都必须是上道工序为下道工序提供精品,把质量责任分解到各个岗位、各个环节,凡事有章可循,有据可查。通过全方位、全过程的质量动态管理来保证质量。并按照ISO9000系列标准建立起有效的质量保证体系,并制定了相应的质量管理制度,最大限度地发挥每个部门、每个岗位和每个人的作用。 七、施工安全文明管理措施 1、安全管理保证制度 1.1 安全教育制度
太阳能路灯安装手册 一、选址 1.根据路身和灯具光源位置,选择灯具光源朝向,满足路面最大照射面积 2.太阳能路灯必须安装在光照充足且太阳能板迎光面上全天没有遮挡阴影。 3.太阳能灯具要尽量避免靠近热源,以免影响灯具寿命。 4.环境使用温度:-20至55摄氏度。以比较冷的环境下,应适当加大蓄电池容量。 5.太阳能板上方不应有直射光源。以免使灯具控制系统误识别而导致误操作。 6.太阳能路灯安装位置下方不能有其他设施(如电缆、管道等),上方不能有高压线, 架空线等。 7.安装地点必须排水顺畅,如果距离安装地点10米内有河流或水坑等低洼积水点,则 地基最少必须高于积水点最高水位, 二、地基 1.地基预埋件(地笼)安装: 2.地基坑开挖: 依据施工图纸要求在布点位置进行基坑开挖工作,并依据图纸把握好基坑距路边缘的距离、基坑的宽度、深度,基坑不能过宽、过浅,也不能过窄过深。在地下无管线等设施时可以采用机械开挖基坑,如地下有不确定的管线等设施时,必须采用人工开挖的方式。 注意事项:勘察情况,如果地表1米2皆是松软土质,那么开挖深度应加深;在立灯具的位置开挖符合图纸标准的坑,进行预埋件的定位浇注。预埋件放置在方坑正中,PVC穿管线放置在预埋件正中间,另一端放置在蓄电池储存处。注意保持预埋件、地基与原地面在同一水平面上(或螺杆顶端与原地面在同一水平面上,根据场地需要而定),有一边要与道路平行;这样方可保证灯杆树立后端正而不偏斜;然后以C20混凝土浇筑固定。 蓄电池填埋处不得有积水情况发生,地埋电池坑大约0.5m*0.5m*1m(长度和宽度因地埋箱规格而异,深度因地域而异,保证在当地冻层下 方) 3.地基浇筑: 1、混凝土粘稠度应适中,不能过稀,也不能过稠; 2、基坑在浇筑前应做好准备工作,例如基坑的高度、有无杂物,若基坑有管线应提前申报领导做好适当处理; 3、施工预埋前螺杆上裹上胶布;防止浇灌水泥污染螺杆,妨碍上螺丝。 4、混凝土凝固过程中,要定时浇水养护,待混凝土完全凝固(3-5天),才能进行吊灯安装; 5.下预埋穿线管(保护管),应设专人及时对基础出线孔对准蓄电池出线孔,上端口应位于预埋件中部,且高于混凝土预埋件5厘米(以免进水),尽量避免预埋穿线管打弯,其内径不得小于所穿钢丝软管外径的1.5倍,若保护管有弯曲时,不得小于2倍,要尽量避免
光伏组件常见质量问题现象及分析 网状隐裂原因 1.电池片在焊接或搬运过程中受外力造成. 2.电池片在低温下没有经过预热在短时间内突然受到高 温后出现膨胀造成隐裂现象 影响: 1.网状隐裂会影响组件功率衰减. 2.网状隐裂长时间出现碎片,出现热斑等直接影响组件性能 预防措施: 1.在生产过程中避免电池片过于受到外力碰撞. 2.在焊接过程中电池片要提前保温(手焊)烙铁温度要 符合要求. 3.EL测试要严格要求检验. 网状隐裂 EVA脱层原因
1.交联度不合格.(如层压机温度低,层压时间短等)造成 2.EVA、玻璃、背板等原材料表面有异物造成. 3.EVA原材料成分(例如乙烯和醋酸乙烯)不均导致不能在正常温度下溶解造成脱层 4. 助焊剂用量过多,在外界长时间遇到高温出现延主栅线脱层 组件影响: 1.脱层面积较小时影响组件大功率失效。当脱层面积较大时直接导致组件失效报废 预防措施: 1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验,并将交联度控制在85%±5%内。 2.加强原材料供应商的改善及原材检验. 3. 加强制程过程中成品外观检验 4.严格控制助焊剂用量,尽量不超过主栅线两侧0.3mm
硅胶不良导致分层&电池片交叉隐裂纹原因 1.交联度不合格.(如层压机温度低,层压时间短等)造成 2.EVA、玻璃、背板等原材料表面有异物造成. 3.边框打胶有缝隙,雨水进入缝隙内后组件长时间工作中发热导致组件边缘脱层 4.电池片或组件受外力造成隐裂 组件影响: 1.分层会导致组件内部进水使组件内部短路造成组件报废 2.交叉隐裂会造成纹碎片使电池失效,组件功率衰减直接影响组件性能 预防措施: 1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验。 2.加强原材料供应商的改善及原材检验. 3. 加强制程过程中成品外观检验 4.总装打胶严格要求操作手法,硅胶需要完全密封 5. 抬放组件时避免受外力碰撞 组件烧坏原因 1.汇流条与焊带接触面积较小或虚焊出现电阻加大发热造成组件烧毁 组件影响: 1.短时间内对组件无影响,组件在外界发电系统上长时间工作会被烧坏最终导致报废 预防措施: 1.在汇流条焊接和组件修复工序需要严格按照作业指导书要求进行焊接,避免在焊接过程中出现焊接面积过小. 2.焊接完成后需要目视一下是否焊接ok. 3.严格控制焊接烙铁问题在管控范围内(375±15)和焊接时间2-3s
光伏电站常见故障及解决方法
光伏电站常见故障及解决方法 关键词: 光伏电站光伏发电光伏运维 第一章影响光伏电站发电量的因素 光伏电站发电量计算方法,理论年发电量=年平均太阳辐射总量*电池总面积*光电转换效率。但由于各种因素的影响,光伏电站发电量实际上并没有那么多,实际年发电量=理论年发电量*实际发电效率。那么影响光伏电站发电量有哪些因素?以下是我结合日常的设计以及施工经验,给大家讲一讲分布式电站发电量的一些基础常识。 1.1、太阳辐射量 太阳能电池组件是将太阳能转化为电能的装置,光照辐射强度直接影响着发电量。各地区的太阳能辐射量数据可以通过NASA气象资料查询网站获取,也可以借助光伏设计软件例如 PV-SYS、RETScreen得到。 1.2、太阳能电池组件的倾斜角度
从气象站得到的资料,一般为水平面上的太阳辐射量,换算成光伏阵列倾斜面的辐射量,才能进行光伏系统发电量的计算。最佳倾角与项目所在地的纬度有关。大致经验值如下: A、纬度0°~25°,倾斜角等于纬度 B、纬度26°~40°,倾角等于纬度加5°~10° C、纬度41°~55°,倾角等于纬度加10°~15° 1.3、系统损失 和所有产品一样,光伏电站在长达25年的寿命周期中,组件效率、电气元件性能会逐步降低,发电量随之逐年递减。除去这些自然老化的因素之外,还有组件、逆变器的质量问题,线路布局、灰尘、串并联损失、线缆损失等多种因素。 一般光伏电站的财务模型中,系统发电量三年递减约5%,20年后发电量递减到80%。 1.3.1组合损失
现阶段光伏电站的清洁主要有,洒水车,人工清洁,机器人三种方式。 1.3.3温度特性 温度上升1℃,晶体硅太阳电池:最大输出功率下降0.04%,开路电压下降0.04%(-2mv/℃),短路电流上升0.04%。为了减少温度对发电量的影响,应该保持组件良好的通风条件。 1.3.4线路、变压器损失 系统的直流、交流回路的线损要控制在5%以内。为此,设计上要采用导电性能好的导线,导线需要有足够的直径。系统维护中要特别注意接插件以及接线端子是否牢固。 1.3.5逆变器效率 逆变器由于有电感、变压器和IGBT、MOSFET 等功率器件,在运行时,会产生损耗。一般组串式逆变器效率为97-98%,集中式逆变器效率为98%,变压器效率为99%。 1.3.6阴影、积雪遮挡
安装手册 请在使用或者安装贝达系列太阳能光伏组件之前仔细阅读本手册。该光伏组件在光照情况下会产生电流电压。请遵守所有的电器安全防范措施。只有有资质的人员才可以安装或者维修该组件产品。请不要损坏太阳能电池组件或者造成太阳能电池组件表面的刮伤。潮湿的环境会有导电的危险,请不要在组件潮湿的时候对组件做任何操作。 1.安全预防措施 1.1光伏组件没有开关。只能通过将光伏组件挪离光照或者用布、硬纸板或者完全不透 光的材料遮挡,或者将组件正面放置在光滑、平坦的表面上才会使组件停止工作。 1.2光伏产品在光照情况下会产生直流电,所以会有电击或者烧伤的危险。即使在没有 连接负载或者外电路的情况下,组件也会产生电流电压。在光照大于5%的情况下,组件就会产生最大电压,随着光照强度的增大,产生的电流和功率也会不断增加。所以在阳光下对组件动作时,请使用绝缘工具,同时佩戴橡胶手套。最好,在操作过程中,把电池板表面用不透光材料覆盖。 1.3组件产生的功率可能会高于铭牌上的额定标称。工厂标准的额定输出是在光强 1000watts/m2,温度25℃,大气质量1.5的情况下测量的。雪和水的反射也会增加光强,因此会造成电流和输出功率的增大。另外,温度低于25℃时组件的电压和功率也会相应的增长。 1.4贝达太阳能电池组件的表面为钢化玻璃,但是操作时仍要小心,不合理的操作会造 成组件表面的钢化玻璃破碎。如果正面的玻璃破碎或者背面的聚合物烧坏,任何和组件表面或者铝合金边框的接触都可能造成电击,尤其在组件潮湿的情况下。破损的组件必须由专业人员妥善处理。 1.5贝达太阳能电池组件的设计是仅适用于陆地的,所以不能在太空、海洋或者聚光环 境使用。除了上述环境,组件也不能被安装在有可能接触到任何盐水或可能成为部分或全部淹没在淡水或海水的情况,建议把组件安装在离海最少500m的地方。 2.守则和条例 光伏组件的机械安装和电气安装应该参照相应的法规,包括电气法、建筑法和电力互联需求。这些条例随着安装地点的不同而不同,例如建筑屋顶安装、汽车应用等。要求也可能随着安装系统电压,使用直流或者交流的不同而不同。具体条款请联系当地的权威机构。 3.机械安装 3.1可以将组件按照从水平到垂直的任何一个角度安装。 3.2合适的安装倾角和面向的方位角应该以组件产品得到最多的光照为标准。 3.3应该通过组件背面的安装孔将组件安装在支架上。
太阳能光伏组件接线盒测试常见问题分析 摘要:本文阐述了户外组件使用中因接线盒问题引起的故障,以及 TUV、UL 认证测试过程中因接线盒问题而出现的失败项,从技术角度对接线盒的质量进行初步分析和探讨。 光伏组件接线盒的主要作用是连接和保护太阳能光伏组件,传导光伏组件所产生的电流。光伏组件接线盒作为太阳能电池组件的一个重要部件,是集电气设计、机械设计和材料应用于一体的综合性产品,为用户提供了太阳能光伏组件的组合连接方案。 目前,中国组件制造商生产的组件很多都存在不少的质量问题和隐患,而其中很大一部分组件质量问题来自于接线盒自身的设计和品质。作为光伏组件制造商的配套企业,接线盒制造商不仅需要对组件制造商负责,更需要对终端客户负责,特别是对使用过程中人身安全的保护。所以,优化接线盒结构设计、提高质量是所有接线盒制造企业的首要任务。 常州天华新能源科技有限公司(简称“天华新能源”)下属常州华阳光伏检测技术有限公司(简称“华阳检测”,于 2009 年 12 月获得了 CNAS 实验室认可,认可范围包括光伏组)件、光伏材料共 119 项检测能力。公司自 2008 年开始进行接线盒检测(依据标准: VDE0126-5:2008),讫今共完成 30 家接线盒供应商、50 多款接线盒的检测和质量分析,获得了大量的检测数据。 结合光伏组件户外使用的实际情况,我们总结出目前接线盒常见失败项目主要有:IP65防冲水测试、结构检查、拉扭力试验、湿漏电试验、二极管温升试验、环境试验、750℃灼热丝试验。 接线盒测试常见失败项目统计图:
注:每种测试按照100% 考虑一、户外组件因接线盒问题引起的故障图片 接线盒引线端子烧毁
徒光伏电站事故处理规程2015年12月
目录 一、主题内容与适用范围 (3) 二、事故处理一般原则 (3) 三、各岗位人员间的相互关系 (4) 四、事故处理细则 (6) 4、1光伏组件故障处理 (6) 4.2集电设备故障处理 (6) 4.4箱式生涯变压器故障处理 (9) 4.5SVG无功补偿装置故障处理 (10) 4.6主系统故障处理 (12) 4.7自动装置故障处理 (14) 4.8直流故障处理 (16)
一、主题内容与适用范围 为了保证天堂抽水蓄能电站各生产岗位领导人员、地调值班人员及参与事故处理的有关人员,在事故处理过程中有章可循,以便尽快采取限制事故扩大,消除事故根源的措施。特制定本规程。 本规程中的事故处理指导,仅供值长、值班员在事故处理中参考。值长在指挥事故处理时,必须按当时的运行方式和事故征象等实际情况进行处理,不得仅以本规程指导的内容作为处理依据。 本规程规定了事故处理的一般原则及事故处理时各生产岗位人员间的相互配合关系,并提出了一些典型事故的处理技术指导。 本规程适用于天堂抽水蓄能电站的事故处理。 二、事故处理一般原则 2.1事故处理的主要任务 2.1.1迅速限制事故发展,消除事故根源,解除对人身和设备的威胁。 2.1.2用一切可能的方法保持设备连续运行,以保证正常发电、抽水和设备 的安全。 2.1.3尽快对已停电的用户和设备恢复供电。 2.1.4调整厂用电系统的运行方式,确保对重要厂用负荷(如直流浮充电源) 的供电。 2.2值长与值班人员应严守岗位,发生事故时,首先应迅速解除对人身和设 备的威胁,查找事故的原因,消除故障。同时要注意维持非事故设备的正常运行。 2.3一般情况下,在事故处理过程中值长应始终留守在中央控制室,以便控 制全厂,指挥事故处理。 值长在下列情况下可以离开控制室: a)解除了对人身和设备的危险; b)接到总工程师(站长)的命令,且发令人代为指挥事故处理或指定 了事故处理的临时指挥人。 2.4有关领导人和专业技术人员,在听到事故报告后,必须立即赶到控制室 或事故地点,并接受值长的指挥,参加事故处理。 2.5如果在交接班时发生事故,应遵循下列原则进行处理: 2.5.1交接班的签字手续尚未完成时,交班人员应坚守在岗位上进行事故处 理,接班人员义务协助交班值长进行事故处理,并接受交班值长的指
目录 1.工程概况 (1) 2.编制依据 (1) 3.主要工程内容 (1) 4.参加作业人员的资格和要求 (1) 5.作业所需的工器具 (1) 6.作业前应做的准备工作 (1) 7.支架制作安装方案 (2) 8.光伏板安装 (5) 9.防雷接地 (6) 10.电缆敷设 (7) 11.试验方案 (8) 12.安全文明施工措施 (8)
1.工程概况 东营(胜利)城卫分布式光伏示范区20兆瓦项目(以下简称本工程)规划容量为20MWp。项目建设地位于山东省东营市垦利区胜利油田孤东十万亩土地开发项目区东营金润盐化有限责任公司初级蒸发区水池,坐标为北纬37°56'29.8",东经119°0'21.7",海拔高度0m,项目规划容量为20MWp。本工程装机容量为20MWp,采用分区发电、集中并网方案。光伏组件是光伏发电系统的核心部件,其各项参数指标的优劣直接影响着整个光伏发电系统的发电性能。通过比较,本工程电池组件选270Wp多晶双玻硅电池组件,逆变器选用1250kW光伏并网逆变器。光伏组件采用固定式安装形式,结合建设方意见,电池方阵的固定倾角为26。本工程系统综合效率取80%,由计算可得,本工程25年总发电量约为64749万kW·h,25年年平均发电约2589.96万kW· h,平均年利用小时数为:1112小时。 本工程容量为20MWp,本期建设开关站一座,站内35kV侧采用单母线接线方式,并建设1回35kV出线接至系统侧。本期将16个发电单元组按照每8个发电单元组为一组,通过2回35kV集电线路接入35kV母线上,再通过1回35kV出线接入系统。本期整个20MWp光伏并网电站系统由16个约为1.25MWp的光伏并网发电单元组成,每个发电单元由1套1250kW光伏并网逆变器组成,每台逆变器输出电压为360V三相交流电,通过断路器接到升压变压器的低压绕组上,经1250kVA箱式变压器升压至35kV高压,将8台变压器经35kV集电线路并联后,通过高压开关柜接入35kV配电室35kV母线上,共设计2回路。35kV配电装置采用屋内布置,成套金属铠装开关柜,开关柜单列布置,开关柜均采用"下进下出"接线方式。无功补偿装置的连接变压器室外布置,消弧线圈接地变兼站用变布置在35kV配电室外。 2. 编制依据 2.1江苏谦鸿电力工程咨询有限公司设计施工图
EL测试光伏组件常见质量问题分析与检测方法 据苏州莱科斯公司检测光伏电站的经验得出光伏组件安装过程管控不到位造成光伏组件热斑、隐裂、人为破损等质量问题的大面积出现,影响了光伏电站整体高效稳定运行。本文结合国家相关规范要求及光伏组件安装实际情况,对光伏组件常见质量问题进行分析,对光伏组件安装质量控制进行总结,旨在从管理层面系统梳理光伏电站组件安装质量控制有效措施,保证光伏电站高效稳定运行。那常见的问题有哪些以下几点? 光伏组件常见质量问题 光伏组件常见的质量问题有热斑、隐裂和功率衰减。由于这些质量问题隐藏在电池板内部,或光伏电站运营一段时间后才发生,在电池板进场验收时难以识别,需借助专业设备进行检测。 热斑形成原因及检测方法 光伏组件热斑是指组件在阳光照射下,由于部分电池片受到遮挡无法工作,使得被遮盖的部分升温远远大于未被遮盖部分,致使温度过高出现烧坏的暗斑。光伏组件热斑的形成主要由两个内在因素构成,即内阻和电池片自身暗电流。 热斑耐久试验是为确定太阳电池组件承受热斑加热效应能力的检测试验。通过合理的时间和过程对太阳电池组件进行检测,用以表明太阳电池能够在规定的条件下长期使用。热斑检测可采用红外线热像仪进行检测,红外线热像仪可利用热成像技术,以可见热图显示被测目标温度及其分布。 隐裂形成原因及检测方法 隐裂是指电池片中出现细小裂纹,电池片的隐裂会加速电池片功率衰减,影响组件的正常使用寿命,同时电池片的隐裂会在机械载荷下扩大,有可能导致开路性破坏,隐裂还可能会导致热斑效应。 隐裂的产生是由于多方面原因共同作用造成的,组件受力不均匀,或在运输、倒运过程中剧烈的抖动都有可能造成电池片的隐裂。光伏组件在出厂前会进行EL成像检测,所使用的仪器为EL检测仪。该仪器利用晶体硅的电致发光原理,利用高分辨率的CCD相机拍摄组件的近红外图像,获取并判定组件的缺陷。EL检测仪能够检测太阳能电池组件有无隐裂、碎片、虚焊、断栅及不同转换效率单片电池异常现象。功率衰减分类及检测方法 光伏组件功率衰减是指随着光照时间的增长,组件输出功率逐渐下降的现象。光伏组件的功率衰减现象大致可分为三类:第一类,由于破坏性因素导致的组件功率衰减;第二类,组件初始的光致衰减;第三类,组件的老化衰减。其中,第一类是在光伏组件安装过程中可控制的衰减,如加强光伏组件卸车、倒运、安装质量控制可降低组件电池片隐裂、碎裂出现的概率等。第二类、第三类是光伏组件生产过程中亟需解决的工艺问题,在此不再赘述。光伏组件功率衰减测试可通过光伏组件I-V特性曲线测试仪完成。
Add :Xu Xiake Huangtang Industrial Park, Jiangyin, Jiangsu, China Zip: 214407 1 Installation | Safety instructions | Maintenance Photovoltaic modules user manual Please carefully read the following installation and safety instructions. Non-compliance with these instructions may void the module warranty. Purpose of this guide This guide contains information regarding the installation and safe handling of Hareon photovoltaic modules (hereafter referred to as "modules"). All instructions should be read and understood before attempting installation. If there are any questions, please contact your dealer or Hareon for further information. The installer should conform to all safety precautions in the guide when installing modules. Before installing a solar photovoltaic system, the installer should become familiar with the mechanical and electrical requirements for photovoltaic systems. Keep this guide in a safe place for future reference. General | Installing solar photovoltaic systems requires specialized skills and knowledge. The installer assumes all risk of injury, including risk of electric shock. Module installation should be performed only by qualified persons. | All modules come with a permanently attached junction box and #12 AWG (4 mm 2) wire terminated in PV connectors. Your dealer can provide additional extension cables to simplify module wiring. | Exercise caution when wiring or handling modules exposed to sunlight. | When disconnecting wires connected to a photovoltaic module that is exposed to sunlight, an electric arc may occur. Arcs can cause burns, start fires or otherwise create safety problems. Exercise caution when disconnecting wiring on modules exposed to sunlight. | Photovoltaic solar modules convert light energy to direct-current electrical energy, and are designed for outdoor use. Proper design of support structures is the responsibility of the system designer and installer. | Modules may be ground mounted, pole mounted, or mounted on rooftops. Do not attempt to disassemble the module, and do not remove any attached nameplates or components. Doing so will void the warranty. | Do not apply paint or adhesive to the module. Do not use mirrors or other hardware to artificially concentrate sunlight on the module. | When installing modules, observe all applicable local, regional and
重大 综合 √一般 林州市横水镇60MWp光伏发电项目接地装置安装施工方案 编制: 审核: 批准:
目录 一、施工内容................................ 错误!未定义书签。 二、工程概况 (1) 三、施工工艺流程图.......................... 错误!未定义书签。 四、施工准备................................ 错误!未定义书签。 五、施工要求 (2) 六、施工方法 (3) 七、主要工程质量 (4) 八、质量控制 (4) 九、安全措施 (5) 十、安全文明施工措施 (6) 十一、质保要求 (7) 十二、安全控制 (7) 十三、控制措施 (8)
一、 施工内容 开关站接地网及光伏场区接地网焊接、敷设。 二、 工程概况 本期工程规划用地面积约228.2905hm2,长约2200m ,南北最大宽约2863m ,场址区域地形开阔,光伏电板区域分布零散,现场有少量雨水冲沟,北高南低,为荒山坡地。 本工程采用分块发电、集中并网的方式,装机容量为60.48MWp 。多晶硅光伏组件均采用固定方式安装在固定支架上(最佳倾斜角320o)。 三、 施工工艺流程图 四.施工准备 1.材料及工具 ①根据施工图做好扁钢、接地极等材料的计划,并报给物资管理部按计划采购。 施工准备 测量放样 沟(槽)开挖 接地网敷设 质量检查 处理存在问题 接地网敷设 沟(槽)回填 接地电阻测试
②材料进场必须具备相应的检测合格资料,并报监理认可。 ③准备好合格焊条,作好焊条贮存工作,严防受潮。 ④施工机具配备,柴油发电机、三轮车、打桩机、交流电弧焊机、十字镐、 铁铲、铁撬、电锤、砂轮切割机、角磨机等。 2.作业条件 ①施工场地符合施工要求。 ②施工前对施工人员进行安全培训技术交底,让施工人员了解和熟悉设计及施工规范要求。 ③检查好施工机械(或工具),保证满足施工要求。 ④做好施工人员安排计划,配置劳动力。 3施工技术准备 ①技术准备 1)施工图纸的审核和学习。 2)施工前技术交底和安全交底的学习。 3)施工前的工器具的使用培训。 ②要求进度:按工程施工进度完成此项任务。 五、施工要求 1.施工前必须熟悉设计图纸和有关规范。 2.接地装置的金属构件应热镀锌防腐,水平接地网采用50mm×5mm镀锌扁钢,电池组件支架接地引下线采用双边50mm×5mm镀锌扁钢分别引接主网的不同边。 3.全站接地以水平接地为主,垂直接地为辅的接地方式垂直接地级打入地中,上端部与水平接地体相连接。本工程冻土层为1170mm,根据规范要求接地网深埋在冻土层地区应敷设在冻土层以下。 4.水平接地体与建筑物外墙间距一般不少于1.5米,通常2~3米,接地网的外缘闭合,外缘个角应做成圆弧形,接地网内应敷设水平均压带,对接地网的外缘经常有人出入的走道应敷设水平“帽檐式”均压带。为减少相邻接地体的屏蔽作用,垂直接地极及水平接地带的间距不宜小于5米。 5. 全场系统接地干线采用-50x5热镀锌扁钢;垂直接地极采用L50x50x5,L=2500mm热镀锌角钢;交流汇流箱、逆变器、美式箱变接地干线-50x5热镀锌扁钢,
光伏组件安装使用说 明
晶硅光伏组件 安装使用说明手册 编制: 审核: 批准: 发布日期:实施日期: 1 目的 1.1 本手册包括晶体硅光伏组件(以下简称组件)的安装、操作、使用方法及注意事项,在安装之前请务必认真阅读本手册,以免承担质保责任。那些不正确
安装、运行、使用和维护所造成的功率损失、太阳能光伏组件损坏、人员伤亡或者额外花费,XX太阳能将不承担任何责任。 2 工作内容 2.1安全防范 2.1.1 组件必须由专业资格的人员来安装,确保完全理解在安装组件过程中存在的可能或潜在风险。 2.1.2 安装组件时,应遵守所有地方、地区、国家和国际的相关的法律、法规,必要时应先获得相关的许可证明。 2.1.3 为了您的安全,不要在恶劣的环境下安装或操作组件,包括强风和阵风天气或是潮湿结霜的屋顶表面。 2.1.4 屋顶的光伏系统只能被安装在经过建设专家或工程师评估的建筑上,有正式的完整结构分析结果,并被证实能够承受额外的系统支架压力和光伏组件自身重量。 2.1.5 单个太阳能光伏组件在阳光直射下可产生30V 以上的直流电压,接触30V 或更高的直流电压将存在潜在危险。正确的操作,尽可能避免此危险的发生。 2.1.6 不要在有负载的情况下断开连接线。 2.1.7 若组件正面玻璃破损,或背板出现裂口或破洞,与任何组件表面或边框接触都可能导致电击。 2.1.8若组件边框锋利或表面玻璃破损可能会导致划伤。 2.1.9 安装时请不要携带珠宝等贵金属,以免戳穿组件表面或边框可能导致触电。 2.2搬运注意事项 2.2.1不得擅自拆卸组件。 2.2.2不得在组件上乱涂。 2.2.3不要在组件上行走。 2.2.4不要在组件上粘贴其他名牌。 2.2.5不要直接托着接线盒的线缆搬运组件。 2.2.6不要用镜子或透镜聚焦阳光照射到组件上。 2.2.7用不透光的材料盖住储藏在户外的组件,以免被阳光直射。 2.3环境条件
网状隐裂原因 1.电池片在焊接或搬运过程中受外力造成. 2.电池片在低温下没有经过预热在短时间内突然受到高温后出现膨胀造成隐裂现象 组件影响: 1.网状隐裂会影响组件功率衰减. 2.网状隐裂长时间出现碎片,出现热斑等直接影响组件性能 预防措施: 1.在生产过程中避免电池片过于受到外力碰撞. 3.EL测试要严格要求检验. 网状隐裂 EVA脱层原因 1.交联度不合格.(如层压机温度低,层压时间短等)造成 2.EVA、玻璃、背板等原材料表面有异物造成. 3.EVA原材料成分(例如乙烯和醋酸乙烯)不均导致不能在正常温度下溶解造成脱层 4.助焊剂用量过多,在外界长时间遇到高温出现延主栅线脱层 组件影响: 1.脱层面积较小时影响组件大功率失效。当脱层面积较大时直接导致组件失效报废 预防措施:
1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验,并将交联度控制在85%±5%内。 2.加强原材料供应商的改善及原材检验. 3.加强制程过程中成品外观检验 4.严格控制助焊剂用量,尽量不超过主栅线两侧0.3mm 硅胶不良导致分层&电池片交叉隐裂纹原因 1.交联度不合格.(如层压机温度低,层压时间短等)造成 2.EVA、玻璃、背板等原材料表面有异物造成. 3.边框打胶有缝隙,雨水进入缝隙内后组件长时间工作中发热导致组件边缘脱层 4.电池片或组件受外力造成隐裂 组件影响: 1.分层会导致组件内部进水使组件内部短路造成组件报废 2.交叉隐裂会造成纹碎片使电池失效,组件功率衰减直接影响组件性能预防措施: 1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验。 2.加强原材料供应商的改善及原材检验. 3.加强制程过程中成品外观检验 4.总装打胶严格要求操作手法,硅胶需要完全密封 5.抬放组件时避免受外力碰撞硅胶不电池交 良分层叉隐裂纹 组件烧坏原因 1.汇流条与焊带接触面积较小或虚焊出现电阻加大发热造成组件烧毁