拖拉机差速器壳工艺设计
设计内容:读零件工作图,绘制毛坯—零件合图,填写机械加工工艺过程卡,填写机械加工工序卡,编写设计说明书。差速器壳零件图见图2-1,生产纲领为10000件/年。
第一章
1.1 分析零件图
1.零件的作用
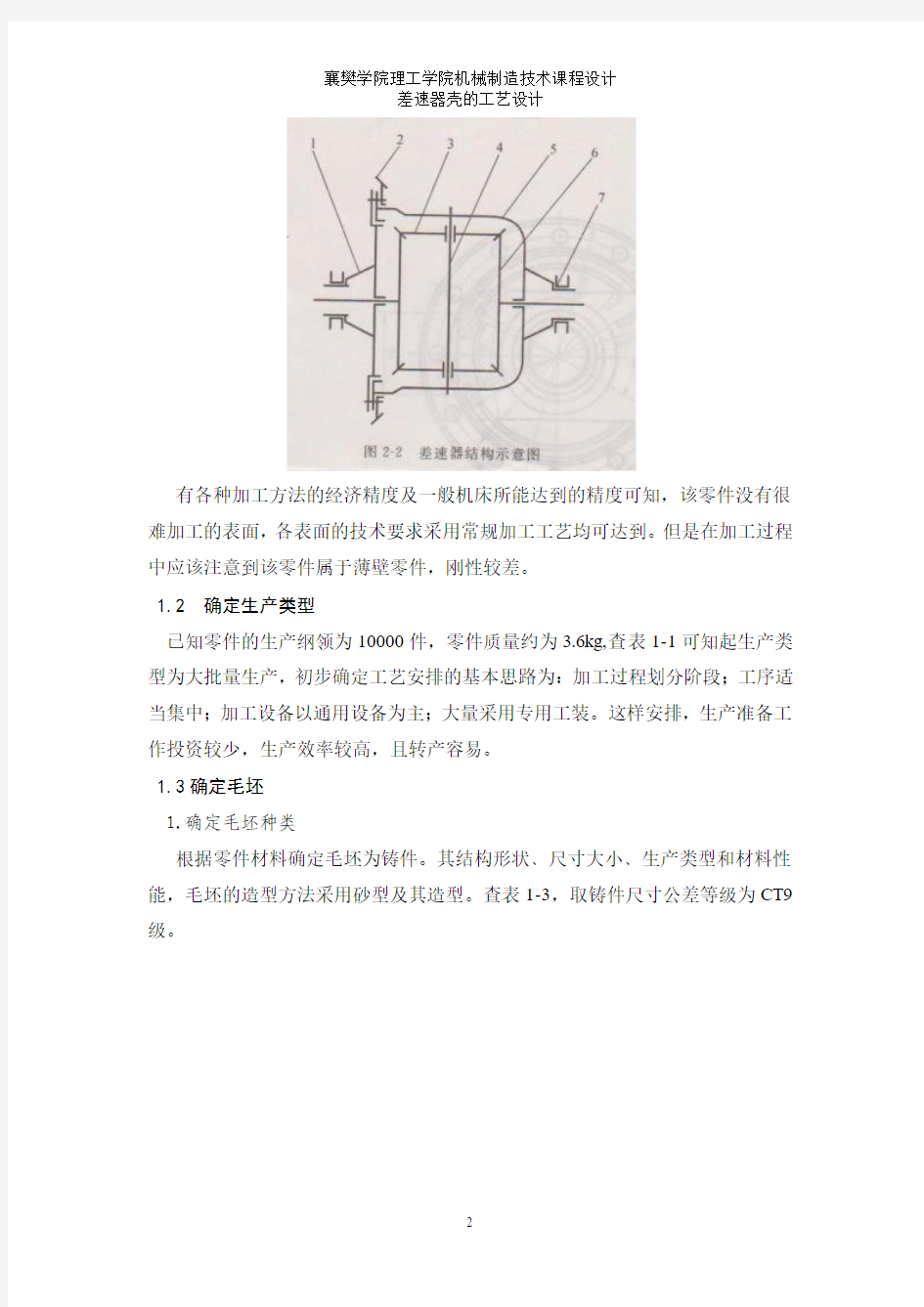
拖拉机差速器示意图如图2-2所示,它是拖拉机差速器的一个主要零件,其功能是使左,右驱动轮以恒扭矩不等速旋转,以适应拖拉机转向运动的需要。
差速器壳经φ154h7外圆及端面为装配基准装配在大圆锥齿轮2上,经φ130H7内孔及端面为装配基准与差速器盖1装配,两端均以φ50K7为基准由圆锥滚子轴承7支承,2-φ22HB孔用于安装行星轮轴4。两半轴齿轮6分别与行星齿轮3啮合,并装入差速器壳与差速器盖中形成一个闭合的齿轮传动系统。
2.零件的工艺分析
差速器壳零件图如图2-1所示,该零件主要加工表面及技术要求分析如下。(1)同轴孔φ57H7,φ130H7和同轴外圆φ50k7,φ154h7的同轴度、径向圆跳动公差等级为8~9级,表面粗超度为R a≤1.6μm。加工时最好在一次装夹下将两孔或两外圆同时加工。
(2)与基准孔有垂直度要求的端面,其端面圆跳动公差等级为8级,表面粗糙度为R a≤3.2μm。工艺过程安排是应保证其位置精度。
(3)距中心平面74.5mm的两侧面,表面粗糙度为R a≤6.3μm。
(4)2-φ22H8(B1-B2)孔的尺寸精度不难保证,但两孔轴线的同轴度公差等级应为9级及两孔公共轴线对基准孔(A1-A2)位置公差值为0.06μm,应予以重视。(5)12-φ12.5孔,表面粗糙度R a≤12.5μm,与基准孔(A1)的位置公差为φ0.2mm,主要是保证装配互换性。
(6)改零件选用材料为QT450-10,这种材料具有较高的强度﹑韧性和塑性,切削性能和工艺性均较好。
有各种加工方法的经济精度及一般机床所能达到的精度可知,该零件没有很难加工的表面,各表面的技术要求采用常规加工工艺均可达到。但是在加工过程中应该注意到该零件属于薄壁零件,刚性较差。
1.2 确定生产类型
已知零件的生产纲领为10000件,零件质量约为3.6kg,查表1-1可知起生产类型为大批量生产,初步确定工艺安排的基本思路为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主;大量采用专用工装。这样安排,生产准备工作投资较少,生产效率较高,且转产容易。
1.3确定毛坯
1.确定毛坯种类
根据零件材料确定毛坯为铸件。其结构形状﹑尺寸大小﹑生产类型和材料性能,毛坯的造型方法采用砂型及其造型。查表1-3,取铸件尺寸公差等级为CT9级。
表1-1 各表面铸件机械加工余量
2.确定铸件及形状
根据表1-6取加工余量等级为MA-G 级。根据表1-7确定各表面的铸件机械加工余量(查表前必须先选择定位基准,以便确定基本尺寸)。铸件的分类型面选择及各加工表面机械加工余量见表2-1.
根据有关手册,铸件直径小于φ22的孔均不铸出,两侧平面也不铸出。画铸件-零件合图(图 2-3)
简图
表面 代号
基本尺寸 (mm )
加工余量等级
加工余量 (mm )
说明
D1 130 H
4
孔,降一级,双
侧加工 D2 122 H 4
孔,降一级,双
侧加工 D3
57
H
4
孔,降一级,双
侧加工 D4 40 H 4 孔,降一级,双
侧加工 D5 200 G 4 外圆,双侧加工 D6 154 G 3 外圆,双侧加工 D7 149 G 3 侧面,双侧加工 D8 50 G 3 外圆,双侧加工 T1
153
H
5.5
顶面,降一级,单侧加工
T2 95 H 4
顶面,降一级,单侧加工
T3 114 G 3.5 底面,单侧加工 T4 8 G 4.5 底面,单侧加工 T5
153
G
3.5 底面,单侧加工
1.4 机械加工工艺过程设计
1选择定位基准
(1)选择粗基准
为了使内孔表面加工余量均匀,本应以内孔D1及端面T1为粗基准加工外圆,但考虑到大端面T1处于毛坯分型面上,有时浇注的顶面,缺陷多,误差大,所以按“基准先行”的原则,采用外圆及端面为基准先加工内孔。因铸件各外圆表面的形成是在同一砂箱内由同一模型的歌同轴圆得到的,其同轴误差不大,所以为了装夹方便,选择外圆D6和端面T4作粗基准。
(2)选择精基准
为了保证圆跳动要求,为主要圆柱表面均为基准加工,并应尽量遵守“基准重合”的原则。其余表面加工采用“一面两孔”的定位方式,即以端面及φ130H7内孔和12-φ12.5mm中的一个小孔为精基准。这样基准统一,定位稳定,夹具结构及操作也比较简单。在铣平面及加工2-φ22H8孔时,若以12-φ12.5孔中的任一小孔直接作定位基准,则必须提高这个小孔的精度,以保证定位精度。2.拟定工艺过程
(1)选择表面加工方法
查表1-19~表1-21,根据各表面加工要求和各种加工方法所能达到的经济精度,选择零件主要表面的加工方法与方案如下:
Φ130H7内孔D1:粗镗(IT12)-半精镗(IT9)-精镗(IT7)
Φ122H10内圆柱面D2:粗镗(IT12)-半精镗(IT10)
Φ57H8内孔D3:粗镗(IT12)-半精镗(IT9)-精镗(IT7)
2-φ22H8小孔:钻孔(IT22)-扩孔(IT10)-精镗(IT8)。这里采用镗孔而不用绞孔是考虑该零件壁厚小,加工深度小,绞孔时稳定性差,不易保证两孔的同轴度要求。
12-φ12.5mm连接孔:只需直接钻孔便可达到要求。但为了提高重复定位精度保证2-φ22H8孔与侧平面的垂直度,保证精镗2-φ22H8孔的加工余量均匀,故应对其作为定位基准的那个小孔进行钻-扩-绞,并作标记。该孔的加工方案为:钻(IT13)-扩(IT10)-绞(IT7)。
φ154h7外圆柱面D6:粗车(IT12)-半精车(IT9)-磨削(IT7)。这里选用磨
削可以避免因端面T4有空而形成的断续切削对车削精度的影响。此外,磨削生产效率高,系统刚性好,精度高。
Φ50K7外圆柱面D8:粗车(IT12)-半精车(IT9)-磨削(IT7)。
(2)确定工艺过程方案
1)拟定方案。各表面加工方法及粗﹑精基准已基本确定,按照“先粗后精“、“先主后次”﹑“基准先行”等原则,初步拟定两种工艺过程方案,如表1-2所示。
表1-2 工艺过程方案
方案一方案二
工序号工序内容定位基准
工序
号
工序内容定位基准铸坯铸坯
010 粗车端面T1,T2,T3,粗镗内孔D1,D2,D3 D6 T4 010 粗车端面T1,T2,T3,粗镗内
孔D1,D2,D3
D6 T4
020 粗车外圆D6,D8,D5及端面T4,T5,粗镗内孔D4 D1 T1
020 粗车外圆D6,D8,D5及端面
T4,T5,粗镗内孔D4
T1 D1
030 半精镗内孔D1,D2,D3,半精车T1,T2,T3,D6 T4 030 半精镗内孔D1,D2,D3,
半精车T1,T2,T3,
D6 T4
040 半精车外圆D8,D6,D7及端面T4,T5,倒角T1 D1 040 半精车外圆D8,D6,D7及端
面T4,T5,倒角
T1 D1
050 精车端面T1,T2,
精镗内孔D1,D3,倒角D6 T4 050 钻、12-Ф12.5mm孔T1 D1
内凸台
060 钻、12-Ф12.5mm孔D1 T1
内凸台
060 铣两侧平面一面两孔070 铣两侧平面一面两孔070 钻、扩2-Ф22H8孔,一面两孔080 钻、扩2-Ф22H8孔一面两孔080 精镗2-Ф22H8孔一面两孔090 精镗2-Ф22H8孔一面两孔090 精车端面T1,T2,
精镗内孔D1,D3,倒角
D1 T2
100 磨外圆D8及端面、D6及端面T4 D1—D3,
T1
100 磨外圆D8及端面、D1—D3,
T1
110 磨外圆D6及端面T4
110 去毛刺120 去毛刺
120 检验130 检验
2)方案论证。两种方案的区别主要在供需040以后。
方案Ⅰ的特点是:
①基本遵循加工阶段的划分原则。
②将精镗内孔D1及端面T1往前安排在工序050,为后续加工提供了精基准,
并使2-φ22H8孔加工时基准重合,工艺尺寸链最短同时也避免了精加工端面T1
时断时续切削。
③将2-φ22H8孔的钻﹑扩及精镗加工顺序连续安排在工序100磨外圆D6及端
面T4之前,尽量减少外圆表面加工后的磕碰。
改方案的不足之处是将060~080等工序置于内孔D1精镗之后,对其精度可能
有影响。但考虑到钻孔﹑铣平面的余量不大,工件刚性较好,孔轴线距已精加工
表面交远,故对其精度影响不大。
方案Ⅱ的特点是:
①粗﹑精加工明确划分了阶段,各表面加工互不影响,精度逐渐提高,有利于
保证表面加工质量。
②分工序磨削大小外圆,有利于选用合适的切削用量。
改方案的明显弊端是:
①工序050~080等的工艺基准与设计基准不重合,导致以轴向设计尺寸
mm作为封闭环的工艺尺寸链太长,其位置尺寸精度难以保证。即使把精9514.0
镗2-φ22H8孔安排在工序090精镗内孔D1后,也会因2-φ22H8孔钻﹑镗加工
工艺基准不重合,而导致而导致精镗孔余量严重不均匀,产生误差复映。
②大小外圆分工序磨削增加工序数量和安装次数,安装误差较大。
③内孔空口的倒角安排在中间半精加工工序进行,也属基准不重合。
通过分析比较,加工工艺路线确定采用方案1.
第二章
2.1 选择机床和工艺设备
1. 选择机床
因该零件为大批量生产,故尽量采用高效机床。
(1)工序020,030,050均为内孔及端面加工,各孔均属同轴孔,采用转塔车床加工很方便,因既有外端面T1,又有内端面T2,T3,故选用带有前后刀架的CB3463型程控半自动转塔车床。
(2)工序020,040,为外圆表面的粗加工,半精加工,加工的外圆数目多,且有φ40B11孔(D4)需要镗削,工步较多,为方便刀具安装提高生产效率,故选用C3163型转塔车床加工。
(3)尽量选用高效、高精度的组合机床。如:工序080,用卧式两面组合机床钻、扩2-φ22H8孔;工序090,用卧式单面组合机床精镗2-φ22H8。
(4)其余表面加工均采用通用机床,如Z3025、XA6132、M131W等。
2. 选择夹具
工序020采用通用三爪自定心卡盘,其余均采用专用夹具。
3. 选择刀具
(1)在车床上加工的工序,均选用YG6硬质合金车刀和镗刀,并尽量采用机夹可转位车刀。
(2)根据GB5342—1985,铣两侧面选用可转位套式面铣刀B类φ100.
(3)由于采用钻、扩、镗的工艺方案在组合机床上加工2-φ22H8孔,故工序080可采用钻一扩复合刀具一次加工。工序090精镗2-φ22H8孔,因其加工余量小,可选用高速钢内孔车刀。
(4)差速器壳小外圆磨削深台阶磨削,砂轮外径应选大些。根据M131W 万能外圆磨床的砂轮尺寸,选用外径为400mm,厚度50mm,内径为203mm的砂轮。因磨削小外圆时兼靠磨端面,故选择代号为PZA的单面凹带锥砂轮,采用代号为A的棕刚玉磨料,磨料粒度号为80#,磨具硬度为中1级,组织号为5,选择代号V的陶瓷结合剂。该磨具的最高工作线速度为35m/s,且能较好保持其几何形状。
所选砂轮的标志为“PZA400×50×203A80M5V35”
4. 选择量具
(1)工序010粗加工可选通用量具。一般按计量器具的不确定度选择量具。
1)粗车端面保证轴向尺寸14.5(0 —0.43)mm,查参考文献【2】表2-8知计量器具不确定度允许值μ1`=0.02mm。μ1`<μ1,能满足其要求。
2)粗镗φ130H7孔至φ127(+0.4 0)mm。查参考文献【2】表2-8,得μ1=0.29mm,再查阅参考文献【2】表2-9,同样可选用分度值为0.02mm的游标卡尺。
3)粗镗φ54(+0.3 0)mm及φ120(+0.4 0)mm孔。因孔的位置不便测量,故设计φ54H12专用塞规和φ120H12专用非全形塞规。
4)车削内端面T2,T3,保证轴向尺寸90(+0.35 0)mm和114.8(+0.35 0)mm。查参考文献【2】,得μ1=0.029mm,选分度值为0.02mm的游标卡尺。
根据被检尺寸大小,本工序选0~150/0.02游标卡尺;0~200/0.02游标深度尺;φ54H12和φ120H12塞规。
(2)工序070铣两侧平面,保证74.5(0 —0.5),对于尺寸74.5(0 —0.5),查参考文献【2】表2-8,得μ1=0.029mm,再查同一资料表2-9取分度值0.02mm的游标尺。
根据被检尺寸大小,本工序选用的量具为0~150/0.02游标卡尺.
5. 选择工位器具
为保证质量,防止工件碰伤、污损,实施文明生产,应专门制作专用转车。要求每道工序加工完毕后将工件放入专用车,排列整齐,避免磕碰。
第三章
3.1 确定工序尺寸
根据该零件的结构特点及其工艺过程方案,分别按径向和轴向确定工序尺寸。
1.径向工序尺寸
径向各圆柱表面加工时工艺基准与设计基准重合。根据前面已初定的铸件各表面总机械加工余量及选定的各表面加工方法,按照有关工序尺寸的确定方法及资料,由后向前推算工序尺寸,并确定其公差,如表3-1所示。
表3-1 圆柱表面工序尺寸及公差
加工表面
加工内
容加工余
量
精度
等级
工序尺寸
表面,粗糙
度Ra(um)
工序余量
最小最大
Ф130H7(D1)铸件
精车
半精车
粗车
8
0.4
1.0
6.6
CT9
IT7
IT9
IT12
Ф122±1.2
Ф13004.0
+
Ф129.61.0
+
Ф128.14.0
+
1.6
3.2
12.5
0.3
1.1
4.9
0.398
1.274
5.75
Ф120H10(D2)铸件
半粗镗
粗镗
6
0.5
4.5
CT9
IT9
IT12
Ф114±1.2
Ф12216.0
+
Ф120.54.0
+
3.2
12.5
1.1
5.3
1.562
4.8
Ф57H7(D3)铸件
精镗
半粗镗
粗镗
8
0.4
1.0
6.6
CT9
IT7
IT9
IT12
Ф49±1
Ф5703.0
+
Ф56.6074.0
+
Ф55.603.0
+
1.6
3.2
12.5
0.326
0.7
5.6
0.43
1.074
7.9
Ф40B11(D4)铸件
粗车
8
8
CT9
IT12
Ф 32±0.9
6.3
7.27 9.86
Ф4033
.017
.0++ Ф154h7(D6) 铸件 精车
半精车 粗车
6 0.5
1.5
4
CT9 IT7 IT9 IT12
Ф160±1.2 Ф154004.0- Ф154.501.0- Ф15604
.0- 1.6 3.2 12.5
0.4 1.1 2.8
0.54 1.6 5.6
Ф200外圆(D5)
铸件
粗车 8 8 CT9 IT12 Ф208±1.4 Ф200046.0- 12.5 6.6 9.86 Ф1523
.00+外圆
(D7)
铸件
半精车 粗车 6
4 2 CT9 IT11 IT12 Ф158±1.2
Ф1523.00+
Ф156
4
.0-
6.3 12.5 3.3 0.8 4.0 3.6 Ф50k7(D8) 铸件 磨削
半精车 粗车
6 0.4
1.2
4.4
CT9 IT7 IT9 IT12
Ф56±1
Ф50027
.0002.0++
Ф50.40074.0- Ф51.60035.0-
1.6 3.2 12.5
0.299 0.85 3.4
0.398 1.274 5.75
2-Ф22H8孔
镗孔 扩孔
钻孔
0.2 1.8
IT8 IT10 IT12
Ф22033.00+
Ф21.8
084
.00
+
Ф2021
.00+
1.6
3.2 12.5
0.116 1.59
0.233 1.884
Ф12.5H7 (定位孔)
铰孔 扩孔 钻孔
0.15 0.85
IT7 IT9 IT12
Ф12.5018.00+
Ф12.35
043
.00
+
Ф11.518
.00+
1.6 3.2 12.5
0.107 0.67
0.618 0.893
2. 轴向工序尺寸
因轴向各端面加工定位基准多次相互转换,使之尺寸及偏差关系很复杂,余量的核算也较复杂,故采用工序尺寸联系图表法确定轴向工序尺寸。
(1)按规定符号建立轴向工序尺寸联系图表(图3-1)。图中C类尺寸为铸件尺寸,A类尺寸为机械加工工序尺寸,B类尺寸为最终保证尺寸(封闭环)。对于未注公差的轴向设计尺寸,其偏差按IT14级对称分布。
(2)查表确定工序基本余量。查表1-18,取各端面磨削余量为0.5mm,精车余量为0.8mm,半精车余量为1.2mm。再根据前面已确定的毛坯余量(总余量),便可推知各端面的粗加工余量。
(3)从最终工序起向前推算工序基本尺寸和毛坯尺寸。
(4)查表1-19和表1-20确定工序尺寸的经济加工精度。
(5)根据经济加工精度等级确定工序尺寸偏差。对直接保证设计尺寸的工序尺寸,可按设计尺寸偏差要求确定其尺寸偏差。对铸件尺寸,按要求其公差带对称分布。其余独立的中间工序尺寸,按“入体方向”确定偏差。
(6)校核设计尺寸。先考查由工序尺寸直接保证的设计尺寸。B1由A18直接保证,B4由A15直接保证,B6由A17直接保证。由图3-2可知,它们均符合设计要求。对于不是由工序尺寸直接保证的设计尺寸,可将各设计尺寸B 分别作为封闭环,建立一个工艺尺寸链,然后解算尺寸链。
建立工艺尺寸链的具体方法是:沿封闭环尺寸两端向上查找组成环,遇见箭头即拐弯,继续沿此工序尺寸行进,遇见圆点继续向上,直至两端封闭,途中遇到的工序尺寸和该封闭环即形成了一个工艺尺寸链。
校核尺寸B2、B3、B5和B7的工艺尺寸链,如图3-3所示。
A
16A
13
A
14
B
2
A
18
B
3
A
18 (A) (B)
A
9
A
10
A
12
A
12
A
14
A
14
B
5
A
15
B
7 (C) (D)
图3-3 轴向工序尺寸工艺尺寸链
必须注意,在工序尺寸联系图表中,C类毛坯尺寸和A类毛坯尺寸均为直接保证的尺寸,故在建立尺寸链校核设计尺寸时只能在A类和C类尺寸中查找组成环。
解算尺寸链(c)得B5=19(+0.5 0)mm。
解算尺寸链(d)得B7=153(+0.09 —0.46)mm。
解算尺寸链(b)得B3=10(+0.018 —0.176)mm。
解算尺寸链(a)得B2=9(+0.180 —0.176)mm。
均能保证图样要求的尺寸。
注意,解算尺寸链时,应该先解组成环较多的尺寸链,必要时,可以调整组成环公差。
(7)验算工序余量。一般情况下,在包含工序余量的工艺尺寸链中,工序尺寸是直接获得的,是尺寸链的组成环,加工余量是间接获得的,是尺寸链的封闭环。因此,验算工序余量时,应分别以各工序余量为封闭环,通过工序尺寸联系图表差得组成环建立工艺尺寸链,然后解尺寸链,验算最大、最小工序余量。对于三个环以上的尺寸链,可按概率法解算
Z
15
A
8
A
12
A
14
A
15
图3-4 工序余量验算工艺尺寸链
例:以余量Z15为封闭环的工艺尺寸链如图3-4所示。A8=95(+0.22 0)=95.11±0.11mm,A12=9.3(0 —0.09)=9.255±0.045mm,A14=8.5(0 —0.06)=8.47±0.03mm,A15=95(+0.14 0)=95.07±0.07mm。用概率法计算得Z15=0.745±0.141mm,即Z15min=0.604mm,Z15max=0.866mm,比较合适。
经验算,各工序极限余量均可满足加工要求。
(8)按照第5条的三个原则,确定工序标注尺寸及其偏差。
第四章
4.1 确定切削用量和时间定额
工序010选用程控半自动转塔车床CB3463,专用夹具装夹,分两个工步:工步1为后刀架粗车外端面,前刀架粗车两内端面,。工步2为转塔刀架
粗镗个内孔,,,加工后表面粗糙度为≤12.5μm。
1 、工步1粗车内外端面,,
(1)选择刀具
我选择机夹可转位硬质合金车刀,查参考文献[5]表1-2刀片材料选择YG6牌号硬质合金,根据车床中心高(265mm)查参考文献[5]表1-1选刀杆尺寸B*H=20mm*30mm,刀片厚度为6.4mm。有参考文献[5]表1-3选择车刀几何形
状为平面带倒棱形,主偏角=85°,==93°,副偏角′=45°,′
=′=3°,前角===10°,后角===6°,刃倾角=-10°,==0°,刀尖圆弧半径===1mm。
(2)确定被吃刀量
,,各端面加工余量均不大,都可用此完成。即
=3.5mm =4.78mm
=2.0mm =3.81mm
=2.3mm =4.23mm
(3)确定进给量f
查参考文献[5],在粗车铸铁材料时,当刀杆尺寸为20mm*30mm,=3~5mm,工作直径为100~600mm时:
=0.8~1.6mm/r
,采用组合刀杆多刀加工,查参考文献[5],=8mm时:
=0.7~1.0mm/r
现初定=1mm/r,=0.8mm/r.
(4)选择刀具磨钝标准及寿命
根据参考文献[5]表1-9,车刀后刀面最大磨损量取0.8mm,车刀寿命为30min.
(5)确定切削速度v
采用查表法,按直径最大的端面确定切削是速度v。
根据参考文献[5]表1-11,当用YG6硬质合金车刀加工硬度为200~219HBS 的铸铁材料,≤4mm,f≤1mm/r时,切削速度v=57m/min。
查参考文献[5]表1-28,切削速度为
=57×1.15×0.8×0.83×1.18×0.89×0.94=43(m/min)
===68.47(r/min)
按机床转速选择=71r/min
实际切削速度为
===44.6(m/min)
===18.3(m/min)
===12(m/min)
(6)校验机床功率
由参考文献[5]表1-25,当HBS=160~245,≤4.8mm,≤4mm,≤4.8mm,≤1.2mm/r,=≤0.96mm/r,切削速度=49m/min,≤20m/min,≤14m/min,消耗功率为=3.4kW,=1kW,≈0.8Kw。
查参考文献[5]表1-29-2,切削修正系数===0.89,则切削消耗功率为=3.4×0.89=3.03kW,=1×0.89=0.89kW,=0.8×0.89≈
0.7Kw.
CB3463机床的主电机功率为10kW,若取其效率为0.8,则10×0.8=8kW>++=4.62kW。故可以采用前后刀架同时加工。
2 工步2粗镗内孔,,的切削用量
(1)选择刀具
选用95°偏头焊接车刀,镗杆直径依工件而定。刀片厚度为4.5mm,刀具前刀面为平面带倒棱形,=95°,′=5°,=6°,=8°,=0°,=0.8mm。
(2)确定被吃刀量
由于镗内孔,,的平面余量分别为3.05mm,3.25mm,3.3mm,单面
最大余两分别为3.85mm,4.05mm,3.95mm,均可一次进给切完,故=3.05mm,=3.25mm,=3.3mm。
(3)确定进给量f
因加工时用转塔刀架多刀加工,刀具排布为先加工,和基本为同时
加工,故,加工条件,镗杆尺寸为60mm×60mm,伸出长度为150mm,
=+=3.85+3.95=7.80时:
f=0.6~0.9mm/r
考虑到加工时刀杆直径较小,故取
f=0.8mm/r
校验机床进给机构的强度。
查参考文献[5]表1-23,当灰铸铁硬度为170~212HBS时,≤6.8mm,f≤1.2mm/r,=45°时,进给力=3290N。
查参考文献[5]表1-29-2,的修正系数=1.17,故实际进给力为=3290×1.17=3849.3(N)
CB3463转塔车床轴向最大且抗力=15000N.
可见切削时的进给力远远小于机床进给允许的轴向最大切削抵抗力。故所选f=0.88mm/r的进给量可行。
(4)选择刀具磨钝标准及寿命
根据参考文献[5]表1-9,镗刀后刀面最大磨损量为0.8mm,采用焊接结构刀具寿命为60min
(5)确定切削速度v
根据参考文献[5]表1-11,当用YG6硬质合金车刀加工硬度为200~219HBS 的灰铸铁,≤9mm,f≤0.75mm/r时v=57m/min。
查参考文献[5]表1-28,切削速度修正系数为=1,=0.89,=0.8,
=1,=0.9,=0.81,=0.94,故
v=587×0.89×0.8×0.9×0.81×0.94=27.8(m/min)
n===69.7(r/min)
按机床转速选与工步 1相同的转速,即
n=71r/min
则实际切削速度为
===28.6(m/min)
==26.8(m/min)
==12.4(m/min)
(6)检验切削功率
查参考文献[5]表1-25,按同时镗削, 时校验。当HBS=160~245,
+≤7.8,=≤0.96mm/r,≤29m/min,≤14m/min时,=1.2kW,
=1kW,即+≤2.2kW。
查参考文献[5]表1-29-2,切削功率修正系数==0.89,则实际
切削功率为<2.2×0.89≈1.96kW。远远小于机床允许功率,故所选切削用量
可行。
最后确定的切削用量为
主轴转速:n=71r/min
前刀架:f=0.8mm/r,=2mm,=2.3mm,=18.3m/min,=12m/min
后刀架:f=1mm/r,=3.5mm,v=44.6m/min
转塔刀架:f=0.8mm/r,=3.05mm,=3.25mm,=3.30mm,=28.6m/min,=26.8m/min,=12.4m/min
3 时间定额
(1)基本时间
根据有关手册,前刀架切削的基本时间为
===0.4(min)
后刀架的基本时间为
===0.73(min)
因前后刀架同时加工,故以两者中较大值为该工步的基本时间。则工步 1的基本时间为0.73min。
工步 2转塔刀架切削的基本时间为
===1.29(min)
故基本工序时间=0.73+1.29=2.02(min)
(2)辅助时间
查参考文献[1]表15-96~表15-99,在转塔车床上装卸工件时间为0.21min,操作机器时间为0.07min,前刀架快速进退时间为0.09min,后刀架快速进退时间为0.03min,转塔刀架快速进退时间为0.09min,查参考文献[1]表15-87,测量工件时间为
(0.08+0.11×2+0.13+0.09+0.07)=0.59(min)
本工序辅助时间为
=0.21+0.07+0.09+0.03+0.09+0.59=1.08(min)
(3)布置工作地、休息和心理需要时间、
查参考文献[1]表15-100,该项时间取操作时间的15.9%,即
=(+)×15.9%=(2.02+1.08)×15.9%=0.49(min)
(4)准备终结时间
查参考文献[1]表15-102,根据C3163转塔车床准备终结时间类比确定固定部分28min,另加部分装卸夹具并校正15min,装卸镗杆(两个)2×2=4min。即
=28+15+4=47(min)
本工序单位定额时间为
=+++=2.02+1.08+0.49+=3.71(min)
式中:N 为投料批量。 2、粗镗ф122孔
1)切削深度:余量Z=2.8mm ,可以一次切除。 2)进给量:查《机械制造工艺设计手册》表3-15,
f=0.15~.04mm/r,此处为非连续表面,查机床说明书,现取f=0.3mm/r 3)计算切削速度 查《工艺师手册》表27-12
V=
v
v y x p
m
V f
a T
C k v ………………………………2.9
取T=60min,C v =158,x V =0.15,y v =0.40,m=0.2 查《工艺师手册》表27-17
k Mv =0.85, k sv =0.6, k kv =1.2, k krv =0.89, k tv =1.0, k v =0.85×0.6×1.2×0.89×1.0=0.54
V=
4
.015
.020
.03
.08
.260
54.0158???=52.1(m/min)
4)确定主轴转速:
n s =
w
d v
π1000=
π
1161.521000?=143(r/min)
按照机床说明书,取n s =125r/min 。 所以实际切削速度:
V=
1000
w
d π n s =
1000
116π?125=45.5(m/min)
5)切削工时:
刀具行程L=21l l l ++=50+3+3=56 (mm)
i nf
l l l fn Li T j 2
1++=
=
=
125
3.056?=1.49(min)
3、粗镗ф57孔端面
1)切削深度:余量Z=2.3mm ,可以一次切除。 2)进给量:查《机械制造工艺设计手册》表3-15, f=0.15~0.4mm/r,查机床说明书,现取f=0.3mm/r
作为一家知名的牵引力控制产品的供应商,美国伊顿公司差速器产品的技术一直处于世界的领先地位。机械锁式差速器作为伊顿公司中最畅销的产品之一,目前已经在全球范围内被广泛地应用于SUV和皮卡车上,2007年的全球销量已超过了140万件,随着近年来国内SUV 的需求的日益增加,伊顿机械式差速器已经走入中国,为国内的SUV用户们提供更多驾驶乐 趣。 机械锁式差速器(MLD,Mechanical Locking Differential)区别于普通差速器(Open D ifferential)和限滑差速器(LSD,Limited Slip Differential)。在遇到一侧车轮打滑的情况下(如冰雪、泥泞路面),普通差速器会将发动机扭矩全部传递到打滑的车轮上,使车辆无法获得任何牵引力驶出障碍:而限滑差速器(LSD)虽然能够通过部分限制左右车轮的相对转动,将部分的发动机扭矩传递到不打滑的车轮上,但在大部分情况下由于传递的扭矩有限,还是无法帮助车辆获得足够的牵引力摆脱障碍。 机械锁式差速器(MLD)作为在限滑差速器(LSD)基础上的改进产品,可以通过在一侧车轮打滑的情况下(左右轮速差达到100转/分钟),触发机械锁合机构将车桥完全锁死,将发动机扭矩100%传递到有抓地力的有效车轮上,从而提供足够的牵引力帮助车辆驶出障 碍。 除此之外,机械锁式差速器还因为具备如下优点,获得了全球SUV和皮卡用户的青睐: 1.无须驾驶员控制,完全自动锁止和解锁; 2.结构简单,安装方便(外型尺寸与普通差速器一致); 3.无须使用含特殊添加剂的齿轮油,维护成本低; 4.与ABS/ESP以及四驱系统完全兼容; 5.仅在低速情况下工作(30公里/小时以下),安全可靠; 鉴于MLD的工作原理和特点,装配MLD的两驱车在某些情况下的表现甚至超过了装配普通差速器的四驱车(4WD)。这是因为一般的四驱系统仅仅能够将扭矩从后轮传递到前轮(或者前轮传递到后轮),而无法将扭矩在左右轮之间进行传递,当遇到车辆前后各有一侧车轮打滑的情况下,四驱系统就同样无法将发动机扭矩传递到有效车轮上。
工艺规程设计 (一) 确定毛坯的制造形式 考虑到电机壳受力较为单一平衡,且需要良好的抗震性,故选用HT200为毛坯材料,机器砂型铸造。 (二) 基面选择 1、粗基准:车0.0870 106?±mm 孔及端面时选用外圆柱面为基面,利用V 形块加上一压板定位。铣外圆柱面、底座的下、前后、侧表面及1140.4?±mm 内表面时,选用0. 0870106?±mm 端面作为基面,底座的上表面以底面作为基面切削。 2、精基准:设计基准630.15±mm 与工序基准不重合,专门计算见工序。 (三) 制定工艺路线 Ⅰ:车0.0870 106?±mm 孔及其端面; Ⅱ:铣外圆柱面,底座表面及1140.4?±mm 内表面; Ⅲ:钻螺纹底孔3 3.8,2 3.0mm mm ????及孔48.5,10mm mm ???; Ⅳ:攻螺纹3×M5,2×M4。 (四)机床加工余量,工序尺寸及毛坯尺寸的确定 1、外圆表面:只需粗铣,2Z =4mm 满足; 2、内圆表面:粗车2Z =2mm,精车2Z=2mm,所以内圆表面直径余量为4mm; 3、底座上表面、侧表面及前后端面只需粗铣,Z=2mm; 4、底座下平面需半精铣,总加工余量Z=3mm; 5、圆柱端面需半精车,加工余量Z=4mm 。 (五)确定切削用量及基本工时 Ⅰ:车0.0870 106?±mm 孔及两端面,机床选用C620-1卧式车床 1、粗车孔Φ108 (1)切削深度:单边余量Z=1mm,一次切除 (2)进给量:选用f=0.5mm/r (3)计算切削速度: xv yv p Cv v T c k a f V = 公式① = 0.150.35 242601 1.440.80.810.970.5?????? =123mm/min (4)确定主轴转速 n s=1000c w v d π=362r/min 按机床选取n=400r/min
汽车单级主减速器及差速器的结构设计 与强度分析毕业论文 第一章绪论 1.1 选题的背景与意义 通过学校的实习我对汽车的构造及各总成的原理有了一定的了解,同时结合以前课堂学习的理论知识,对于进行汽车一些总成的设计有了一定的理论基础,现选择课题内容为对BJ2022汽车的使用性能的驱动桥(主减速器及差速器)进行设计。通过本课题可以进一步加深对汽车构造、汽车设计及汽车各总成的工作原理,特别是本课题驱动桥中的主减速器及差速器与半轴的认识和了解;同时经过设计过程,了解学习一些现代汽车工业的新设计方法及新技术,对于即将从事汽车行业工作的我也是一种锻炼,为即将的工作做铺垫。 1.2 研究的基本内容 1.2.1 主减速器的作用 汽车传动系的总任务是传递发动机的动力,使之适应于汽车行驶的需要。在一般汽车的机械式传动中,有了变速器还不能解决发动机特性与汽车行驶要求间的矛盾和结构布置上的问题。而主减速器是在汽车传动系中起降低转速,增大转矩作用的主要部件。当发动机纵置时还具有改变转矩旋转方向的作用。它是依靠齿数少的齿轮带齿数多的齿轮来实现减速的,采用圆锥齿轮传动则可以改变转矩旋转方向。汽车正常行驶时,发动机的转速通常比较高,如果将很高的转速只靠变速箱来降低下来,那么变速箱内齿轮副的传动比则需要很大,齿轮的半径也相应加大,也就是说变速箱的尺寸会加大。另外,转速下降,扭矩必然增加,也加大了变速箱与变速箱后一级传动机构的传动负荷。所以,在动力向左右驱动轮分流的差速器之前设置一个主减速器,可以使主减速器前面的传动部件,如变速箱、
分动器、万向传动装置等传递的扭矩减小,同时也减小了变速箱的尺寸和质量,而且操控灵敏省力。 1.2.2 主减速器的工作原理 从变速器或分动器经万向传动装置输入驱动桥的转矩首先传到主减速器,主减速器的一对齿轮增大转矩并相应降低转速,以及当发动机纵置时还具有改变转矩的旋转方向。 1.2.3 国内主减速器的状况 现在国家大力发展高速公路网,环保、舒适、快捷成为汽车市场的主旋律。对整车主要总成之一的驱动桥而言,小速比、大扭矩、传动效率高、成本低逐渐成为汽车主减速器技术的发展趋势。 在产品上,国内汽车市场用户主要以承载能力强、齿轮疲劳寿命高、结构先进、易维护等特点的产品为首选。目前己开发的产品,如陕西汉德引进德国撇N 公司技术的485单级减速驱动桥,一汽集团和东风公司的13吨级系列车桥为代表的主减速器技术,都是在有效吸收国外同类产品新技术的基础上,针对国内市场需求开发出来的高性能、高可靠性、高品质的车桥产品。这些产品基本代表了国内车用减速器发展的方向。通过整合和平台化开发,目前国内市场形成了457、460、480、500等众多成型稳定产品,并被用户广泛认可和使用。设计开发上,CAD、CAE等计算机应用技术,以及AUT优AD、UG16、CATIA、proE等设计软件先后应用于主减速器的结构设计和齿轮加工中,有限元分析、数模建立、虚拟试验分析等也被采用;齿轮设计也初步实现了计算机编程的电算化。新一代减速器设计开发的突出特点是:不仅在产品性能参数上进一步进设计上完全遵从模块化设计原则,产品配套实现车型的平台化,造型和结构更加合理,更宜于组织批量生产,更适应现代工业不断发展,更能应对频繁的车型换代和产品系列化的特点,这些都对基础件产品提出愈来愈高的配套要求,需要在产品设计上不断地进行二次开发和持续改进,以满足快速多变的市场需求。
目录 摘要 .............................................................................................................................................. I Abstract........................................................................................................................................... II 1 引言 (3) 1.1 差速器的作用 (3) 1.2 差速器的工作原理 (3) 1.3 差速器的方案选择及结构分析 (7) 1.3.1 差速器的方案选择 (7) 1.3.2差速器的结构分析 (7) 2 差速器的设计 (8) 2.1 差速器设计初始数据的来源与依据 (8) 2.2 差速器齿轮的基本参数的选择 (8) 2.3 差速器齿轮的几何尺寸计算 (12) 2.3.1 差速器直齿锥齿轮的几何参数 (12) 2.3.2 差速器齿轮的材料选用 (13) 2.3.3 差速器齿轮的强度计算 (14) 3 差速器行星齿轮轴的设计计算 (15) 3.1 行星齿轮轴的分类及选用 (15) 3.2 行星齿轮轴的尺寸设计 (16) 3.3 行星齿轮轴材料的选择 (16) 3.4 差速器垫圈的设计计算 (16) 3.4.1 半轴齿轮平垫圈的尺寸设计 (17) 3.4.2 行星齿轮球面垫圈的尺寸设计 (17) 4 差速器标准零件的选用 (17) 4.1 螺栓的选用和螺栓的材料 (17) 4.2 螺母的选用和螺母的材料 (18) 4.3 差速器轴承的选用 (18) 4.4 十字轴键的选用 (18) 5 半轴的设计 (18) 5.1 半轴的选型 (18) 5.2 半轴的设计计算 (19) 5.2.1 半轴的受力分析 (19) 5.2.2 半轴计算载荷的确定 (20) 5.2.3 半轴杆部直径初选 (21) 5.2.4 半轴的强度计算 (21) 5.2.5 半轴的材料 (22) 6 差速器总成的装配和调整 (23) 6.1 差速器总成的装配 (23) 6.2 差速器总成的装配 (23)
LSD限滑差速器的基本工作原理 机械摩擦片式限滑差速器(LSD)是改装车、赛车必备的改装零件,LSD看起来结构复杂,但其实工作原理很好理解。左右两组摩擦片组在热敏差速器油的粘度变化中改变差速比,使操控变得得心应手,油门和方向的感觉更理想,更重要的是LSD是风靡全球的漂移赛车最核心的部分之一。 各类差速器的特性比较: 一.开式差速器 切诺基的开式差速器的结构,是典型的行星齿轮组结构,只不过太阳轮和外齿圈的齿数是一样的。在这套行星齿轮组里,主动轮是行星架,被动轮是两个太阳轮。通过行星齿轮组的传动特性我们知道,如果行星架作为主动轴,两个太阳轮的转速和转动方向是不确定的,甚至两个太阳轮的转动方向是相反的。 车辆直行状态下,这种差速器的特性就是,给两个半轴传递的扭矩相同。在一个驱动轮悬空情况下,如果传动轴是匀速转动,有附着力的驱动轮是没有驱动力的,如果传动轴是加速转动,有附着力的驱动轮的驱动力等于悬空车轮的角加速度和转动惯量的乘积。 车辆转弯轮胎不打滑的状态下,差速器连接的两个半轴的扭矩方向是相反的,给车辆提供向前驱动力的,只有内侧的车轮,行星架和内侧的太阳轮之间由等速传动变成了减速传动,驾驶感觉就是弯道加速比直道加速更有力。 开式差速器的优点就是在铺装路面上转行行驶的效果最好。缺点就是在一个驱动轮丧失附着力的情况下,另外一个也没有驱动力。 开式差速器的适用范围是所有铺装路面行驶的车辆,前桥驱动和后桥驱动都可以安装。 二.限滑差速器 限滑差速器用于部分弥补开式差速器在越野路面的传动缺陷,它是在开式差速器的机构上加以改进,在差速器壳的边齿轮之间增加摩擦片,对应于行星齿轮组来讲,就是在行星架和太阳轮之间增加了摩擦片,增加太阳轮与行星架自由转动的阻力力矩。 限滑差速器提供的附加扭矩,与摩擦片传递的动力和两驱动轮的转速差有关。 在开式差速器结构上改进产生的LSD,不能做到100%的限滑,因为限滑系数越高,车辆的转向特性越差。
电机座加工工艺及夹具设计 董世全王松 (沈阳机床集团辽宁沈阳110142) 【摘要】电机座是机床上数量较多的零件,它的精度直接影响到机床的精度、性能等。加快电机座的加工速度、降低电机座的加工成本可以增加机床的竞争优势。 【关键词】电机座;工艺;夹具 在机器中支承或容纳零部件的零件称之为机架,电机座作为机架的一种,设计的时候应考虑到机架设计需要保证的特性:刚性、强度及稳定性,还要满足机架的一般要求,如抗震性好、热变形对精度影响小、结构设计合理、工艺性好、便于铸造加工、安装调整方便以及经济美观等。 电机座是数控机床拖动环节中重要的零部件之一,使用数量大,属于小箱体类零件,主要作用是联接伺服拖动电机和滚珠丝杠,因此对该零件的制造精度、加工效率的要求都很高。安装轴承处孔的大小为Φ62H7,该孔对电机安装面垂直要求不大于0.01,压盖的安装面装轴承孔中心的跳动不大于0.01;电机止口大小为Φ110H7,其中心线对轴承座处中心线同轴度要求不大于Φ0.02,电机的安装面对电机止口中心线的跳动要求不大于0.01。 1电机座加工工艺性分析 电机座用于连接电机与丝杠,并将其固定在基座上。加工中心三轴的定位精度、重复定位精度等对电机座的精度有很大关联。因此电机座精度对加工中心的成品精度起到决定性的作用。我们公司的电机座,经
过几年的不断改进,已具有良好的工艺性、经济性。下面对电机座加工的重点部位进行分析: 1.1电机座毛坯因铸造工艺、留量、木型、拔模斜度、车间当时温湿度 以及供货商不同等因素,电机座之间存在很大差异,无法寻找折中的部位作定位和装置,而且车间内部取消了划线工序。以上为电机座的夹具设计造成很大麻烦。我们现在的解决方案为增加一道工艺序,在此序使用机床手脉粗略的定位并加工出装置面和定位面。要求此序夹压简单,耗时少。影响精度的主要因素有:操作者的技术水平以及责任心。 1.2作为机床上的拖动环节,作用是拖动装配体在导轨上运行,要求丝 杠与导轨的平行度好,反映到电机座上就是轴承孔、电机止口连线与基面的平行度(要求0.01),因电机座的结构问题(只有2个面可以作为装置面使用,无法使上述2个加工部位在一次夹压内完成),只能在2个工序内完成。可以在加工前精修夹具,检测一下此面与机床Z轴(卧式加工中心)的平行度(要求0.008)。影响精度的主要因素有:设备精度、刀具(Φ62H7镗刀)、夹具。 1.3电机座位于电机与丝杠之间(丝杠与电机之间使用联轴节连接)。 电机与电机座止口配合,丝杠与电机座轴承口内的轴承(3个)配合。为了保证机床工作平稳,要求电机与丝杠同轴度要达到一定的精度。这个精度反映到电机座上就是电机止口与轴承安装孔的同轴度(要求0.01)。可以由设备在一次夹压内加工完成来保证。影响精度的主要因素有:设备精度、刀具(轴承安装孔Φ62H7需使用200长的镗刀)。 总上,电机座的加工存在几个重点部位,都可以很容易解决,具有良好的加工工艺性。设计夹具主要需要考虑的是电机座的加工的经济型。
差速器的结构及工作原理(图解) 汽车差速器是一个差速传动机构,用来保证各驱动轮在各种运动条件下的动力传递,避免轮胎与地面间打滑。 当汽车转弯行驶时,外侧车轮比内侧车轮所走过的路程长(图D-C5-5);汽车在不平路面上直线行驶时,两侧车轮走过的曲线长短也不相等; 即使路面非常平直,但由于轮胎制造尺寸误差,磨损程度不同,承受的载荷不同或充气压力不等,各个轮胎的实际上不可能相等,若两侧车轮都固定在同一转轴上,两轮角速度相等,则车轮必然出现边滚动边滑动的现象。 差速器的作用 车轮对路面的滑动不仅会加速轮胎磨损,增加汽车的动力消耗,而且可能导致转向和制动性能的恶化。 若主减速器从动齿轮通过一根整轴同时带动两侧驱动轮,则两侧车轮只能同样的转速转动。为了保证两侧驱动轮处于纯滚动状态,就必须改用两根半轴分别连接两侧车轮,而由主减速器从动齿轮通过差速器分别驱动两侧半轴和车轮,使它们可用不同角速度旋转。
这种装在同一驱动桥两侧驱动轮之间的差速器称为轮间差速器。 在多轴驱动汽车的各驱动桥之间,也存在类似问题。为了适应各所处的不同路面情况,使各驱动桥有可能具有不同的输入角速度,可以在各驱动桥之间装设轴间差速器。 布置在前驱动桥(前驱汽车)和后驱动桥(后驱汽车)的差速器,可分别称为前差速器和后差速器,如安装在四驱汽车的中间传动轴上,来调节前后轮的转速,则称为中央差速器。
差速器可分为普通差速器和两大类。 普通差速器的结构及工作原理 目前国产轿车及其它类汽车基本都采用了对称式锥齿轮普通差速器。 对称式锥齿轮差速器由行星齿轮、半轴齿轮、行星齿轮轴(十字轴或一根直销轴)和差速器壳等组成12-13(见图D-C5-6)。(从前向后看)左半差速器壳2和右半差速器壳8用螺栓固紧在一起。主减速器的从动齿轮7用螺栓(或)固定在差速器壳右半部8的上。十字形行星齿轮轴9安装在差速器壳接合面处所对出的园孔内,每个轴颈上套有一个带有滑动轴承(衬套)的直齿圆锥行星齿轮6,四个行星齿轮的左右两侧各与一个直齿圆锥半轴齿轮4相啮合。半轴齿轮的轴颈支承在差速器壳左右相应的孔中,其内花键与半轴相连。与差速器壳一起转动(公转)的行星齿轮拨动两侧的半轴齿轮转动,当两侧车轮所受阻力不同时,行星齿轮还要绕自身轴线转动--自转,实现对两侧车轮的差速驱动。
山东科技大学 本科毕业设计(论文)开题报告 题目 学院名称机械电子工程学院 专业班级机械设计制造及其自动化07-4 学生姓名魏循中 学号 200703021225 指导教师李学艺 填表时间: 2011年 3月 21 日 填表说明 1.开题报告作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。 2.此报告应在指导教师指导下,由学生在毕业设计(论文)工作前期完成,经指导教师签署意见、相关系主任审查后生效。 3.学生应按照学校统一设计的电子文档标准格式,用a4纸打印。 4.参考文献不少于8篇,其中应有适当的外文资料(一般不少于2篇)。 5.开题报告作为毕业设计(论文)资料,与毕业设计(论文)一同存档。篇二:汽车差速器毕业设计开题报告 轻型载货汽车的差速器设计 2. 课题研究背景和意义 目前国内轻型货车乃至重型货车的差速器产品的技术基本来源于美国、德国、日本等几个传统的工业国家,我国现有的技术基本上是引进国外技术而发展的,在目前看来有了一定的成果和规模,但是们目前我国的差速器没有自己的核心技术产品,开发能力依然很弱、影响了整车新车的开发成本,所以在差速器开发的技术开发上还有很长的路要走。 在汽车行业发展初期,法国雷诺汽车公司的创始人雷诺发明了汽车差速器,汽车差速器作为汽车必不可少的部件之一曾被汽车专家誉为“小零件大功用”。汽车差速器是汽车传动中的最重要的部件之一,它有三大作用:首先是将发动机输出的动力传输到车轮上;其次,将主减速器已经增加的扭矩一分为二的分配给左右两根半轴;然后,它担任汽车主减速齿轮,在动力传输至车轮前将传动系的转速减下来,将动力传到车轮上,同时允许两侧车轮以不同的轮速转动。差速器对提高汽车行驶平稳性和其通过性有着独特的作用,是汽车设计的重点之一。 3. 1国内外发展动态 从目前来看,我国差速器行业已经顺利完成了由小到大的转变,正处于由大到强的发展阶段。由小到大是一个量变的过程,科学发展观对它的影响或许仅限于速度和时间,但由大到强却是一个质变的过程,能否顺利完成这一蜕变,科学发展观起着至关重要的作用。然而,在这个转型和调整的关键时刻,提高汽车车辆差速器的精度、可靠性是中国差速器行业的紧迫任务。近年来年中国汽车差速器市场发展迅速,产品产出持续扩张,国家产业政策鼓励汽车差速器产业向高技术产品方向发展,国内企业新增投资项目投资逐渐增多。投资者对汽车差速器行业的关注越来越密切,这使得汽车差速器行业的发展需求增大。对国外而言,国外的那些差速器生产企业的研究水平已经很高,而且还在不断地进步,年销售额达到18亿美金的伊顿公司汽车集团是全球化的汽车零部件制造供应商,主要产品包括发动机气体管理部分及动力控制系统,其中属于动力控制系统的差速器类产品年销售量达250万只,在同类产品居领导地位。国内的差速器起步较晚,目前的发展主要靠引进消化国外产品来满足需求。 3.2差速器的发展趋势 差速器作为车辆上必不可少的重要传动零件,要使车辆的舒适性以及通过性有所提高,
摘要 本文介绍了轿车差速器与主减速器的设计建模过程,论述了轿车差速器与主减速器的结构和工作原理,通过对轿车主要参数的分析与计算对差速器和主减速器进行设计,并使用Pro/E对差速器与主减速器进行3D建模,生成2D工程图。完成装配后,对主减速器、差速器进行运动仿真,以论证差速器的差速器原理。 关键词:建模,差速器,主减速器,分析
Abstract This paper discusses the automobile differential design and modeling process of the final drive, and the structure and the principle of automobile differential and the final drive.the car After the analysis and calculation of final drive and differential,to use Pro/E to complete make 3D model of the final drive and differential, then to produce 2D drawings.There is going to analysis the final drive to prove the principle after finishing the composing. Keywords: Modeling, Differential,Final drive,Analysis
目录 摘要........................................................ I Abstract ................................................... II 目录...................................................... III 1绪论 (1) 1.1课题来源 (1) 1.2课题研究现状 (1) 1.2.1国内外汽车行业CAD研究与应用情况 (1) 1.3主减速器的研究现状 (1) 1.4 差速器的研究现状 (2) 1.5 课题研究的主要内容 (3) 2QY7180概念轿车主减速器与差速器总体设计 (4) 2.1QY7180概念轿车主要参数与主减速器、差速器结构选型 (4) 2.1.1QY7180概念轿车的主要参数 (4) 2.1.2QY7180概念轿车主减速器与差速器结构选型 (4) 2.2主减速器与差速器的结构与工作原理 (5) 2.3QY7180概念轿车主减速器主减速比i0的确定 (6) 3主减速器和差速器主要参数选择与计算 (7) 3.1主减速器齿轮计算载荷的确定 (7) 3.1.1按发动机最大转矩和最低档传动比确定从动齿轮的计算转 矩Tce (7) 3.1.2按驱动车轮打滑转矩确定从动齿轮的计算转矩Tcs (7) 3.1.3按日常平均使用转矩来确定从动齿轮的计算转矩 (8) 3.2主减速器齿轮传动设计 (8) 3.2.1按齿面接触强度设计 (8)
摘要 随着社会的发展,汽车在生产和生活中的越来越广泛,差速器是汽车中的重要部件,其壳体的结构及加工精度直接影响差速器的正常工作,因此研究差速器的加工方法和工艺的编制是十分必要和有意义的。本次设计主要内容有:差速器的工作原理结构分析,差速器壳体的工艺编制,夹具的设计及加工中对定位基准的选择,工序和工装设计中切削用量,夹紧力的计算等。机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本设计的主要内容是设计钻床夹具和铣床夹具,需要对零件上Φ22的孔进行铣削加工端面的铣削加工。由于某些原因,没有上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如需要的朋友,请联系我的叩扣:二二壹五八玖一壹五一 关键词:差速器,壳体,工艺规程,夹具设计 Abstract Along with social development motor vehicle production and life in anincreasingly wide differential device is an important vehicle componentsand its interior structure and processing precision differential devicedirectly affect the normal work study differential device case processingmethods and techniques of preparation is necessary and meaningful. Thecurrent design of the main elements: differential device structuresoperating principles of analysis differential device case preparationprocesses design and smooth-bore jig for positioning baseline processingoptions smooth-bore design processes suits cutting consumption increasedcomputing power.Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, designed for a certain workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. The main contents of this design is the design of drilling jig and milling fixture, the need for parts than22hole milling face milling. Key Words:differential device,case,technological process,jig design
机械制造工艺学课程设计说明书 课题: 班级: 姓名: 指导老师: 完成日期:
《机械制造工艺与机床夹具》课程设计任务书 设计题目:自选零件(可以参考所用的教材中的零件)机械加工工艺规程的编制及工装设计 生产纲领:年产量为大批量10000件 课程设计内容: 1、按相应的比例绘制零件图1 张 2、按相应的比例绘制零件毛坯图1张(可放在说明书中)。 3、编制机械加工工艺过程卡片1份。按指导书规定格式填写。 4、机械加工工序卡设计。按给定的规定格式填写。 5、夹具设计,绘制装配图1张(1号或0号)。 6、课程设计说明书1份(A4页面,右侧留出5cm的空格) 课程设计说明书结构要求: 1、封面 2、摘要 3、目录 4、正文 5、结论 说明:1. 说明书的结构顺序,要包含以上五个方面; 2. 说明书除封面外,其余每页均需有页码; 3.正文部分的每部分标题按要求书写:一级标题:1 二级标题:1.1 三级标题:1.1.1 班级:08机械1、2、3班 指导教师:张明秋 教研室:机械教研室 2010年11月30日
目录 摘要 1.1 零件的分析 (1) 1.1.1 零件的作用 (1) 1.1.2 零件的工艺分析 (1) 1.2 工艺规程的设计 (2) 1.2.1 确定毛坯的制造形式 (2) 1.2.2 基面的选择 (2) 1.2.3 制造工艺路线 (3) 1.2.4 机械加工余量、工序尺寸及毛坯的确定 (3) 1.2.5 切削用量确定及基本工时 (3) 1.3 夹具的设计 (4) 1.3.1 制定设计方案 (4) 1.3.2 确定定位方法、选定位元件 (4) 1.3.3 确定夹紧方案、设计夹紧结构 (5) 1.3.4 定位误差分析 (5) 1.4 结论 (6) 1.5 参考文献 (7)
BJ2022汽车单级主减速器及差速器的结构设计与强度分析-毕业设计说明书
毕业设计说明书 BJ2022汽车单级主减速器及差速器的结构设计与强度分析 学生姓名:学号:学院: 专业: 指导教师: 2012年6月0801074117 机电工程学院地面武器机动工程
BJ2022汽车单级主减速器及差速器的结构设计与强度分析 摘要 汽车主减速器及差速器是汽车传动中最重要的部件之一。它能够将万向传动装置传来的发动机转矩传给驱动车轮,以实现降速增扭。 本次设计的是有关BJ2022汽车的主减速器和差速器,并要使其具有通过性。本次设计的内容包括有:方案选择,结构的优化与改进。齿轮与齿轮轴的设计与校核。并且在设计过程中,描述了主减速器的组成和差速器的差速原理和差速过程。 方案确定主要依据原始设计参数,对比同类型的减速器及差速器,确定此轮的传动比,并对其中重要的齿轮进行齿面接触和齿轮弯曲疲劳强度的校核。而对轴的设计过程中着重齿轮的布置,并对其受最大载荷的危险截面进行强度校核。 主减速器及差速器对提高汽车行驶平稳性和其通过性有着独特的作用,是汽车设计的重点之一。 关键词:驱动桥,主减速器,差速器,半轴
BJ2022 car single stage and the structure of the main reducer differential design and strength analysis ABSTRACT Automobil reduction final drive and differential is one of the best impossible parts in automobile gearing. It can chang speed and driving tuist within a big scope . The problem of this design is BJ2022 car differential unit ,it’ s properly in common use . The design of scheme, the better design and improvement of structure ,the design and calibration of gear and gear shiftes , and the select of bearings , and also the design explain the construction of differential action . The ting of the scheme desierment main deside. The drive ratio of gear,according to orginal design parameter and constrasting the same type reduction final drive ang differential assay . It realize planet gear in the design of structure . It put to use alteration better gears transmission in the design of gear , and compare the root contact tired strength of some important gears and the face twirl tired strength . It eraphaize pay attention to the place of gears. Compare the strength of the biggest load dangraes section. It require structure simple and accord with demand in select of bearings . The Lord reducer to improve the car driving and differential stability and its through sex has a unique function, is one of the focal points of automotive design. Key words : Drive axle,Main reducer,Differential,Axle
摘要 本次毕业设计主要是对安装在驱动桥的两个半轴之间的差速器进行设计,主要涉及到了差速器非标准零件如齿轮结构和标准零件的设计计算,同时也介绍了差速器的发展现状和差速器的种类,对于差速器的方案选择和工作原理也作出了简略的说明。在设计中参考了大量的文献,因此对差速器的结构和作用有了更透彻的了解,通过利用CATIA软件对差速器进行建模工作,也让我在学习方面得到了提高。 关键词:半轴,差速器,齿轮结构
目录 1.引言 (1) 1.1汽车差速器研究的背景及意义 (1) 1.2汽车差速器国内外研究现状 (1) 1.2.1国外差速器生产企业的研究现状 (1) 1.2.2我国差速器行业市场的发展以及研究现状 (2) 1.3汽车差速器的功用及其分类 (3) 1.4毕业设计初始数据的来源与依据 (4) 1.5本章小结 (5) 2.差速器的设计方案 (6) 2.1差速器的方案选择及结构分析 (6) 2.2差速器的工作原理 (7) 2.3本章小结 (9) 3.差速器非标准零件的设计 (10) 3.1对称式行星齿轮的设计计算 (10) 3.1.1对称式差速器齿轮参数的确定 (10) 3.1.2差速器齿轮的几何计算图表 (15) 3.1.3差速器齿轮的强度计算 (17) 3.1.4差速器齿轮材料的选择 (18) 3.1.5差速器齿轮的设计方案 (19) 3.2差速器行星齿轮轴的设计计算 (19) 3.2.1行星齿轮轴的分类及选用 (19) 3.2.2行星齿轮轴的尺寸设计 (20) 3.2.3行星齿轮轴材料的选择 (20) 3.3差速器垫圈的设计计算 (20) 3.3.1半轴齿轮平垫圈的尺寸设计 (21) 3.3.2行星齿轮球面垫圈的尺寸设计 (21) 3.4本章小结 (21) 4.差速器标准零件的选用 (22)
差速器左右壳体设计说 明书 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
--差速器壳体选用QT420—10。 --零件是差速器壳体,它与半轴套管配套使用,为拖拉机的左右转向提供不同速度的可靠性。 Ф48孔用于安装与两驱动轮相联的齿轮和半轴,两Ф22用于安装十字轴与形星齿轮。整个差速器的功能是使左右驱动轮能以不同的速度旋转,以满足拖拉机转向的需要。 本零件是闭式差速器的重要组成部分之一,它位于差速器的左部与右壳相联,起着支承、连接和保护的作用。其它各部分功用如下: 1.Ф50外圆支承在轴承上,使差速器壳体旋转,从而传递动力和运动。 2.Ф138外圆与右半壳相配合,一起传递动力、运动、支承工件、保护内部结构。 3.Ф200外圆连接中央传动大圆锥齿轮,使运动和动力传到差速器,而后传到两个后轮,得到不同的转速。 4.中间十字轴孔4-Ф22是支承在壳体上的轴孔,传递动力和运动,中间内部是轮系各齿轮运动的空间。 Ф12用于连接中间大齿轮。 四、绘图 三维建模 差速器左右壳体的三维图如下图所示
图1 差速器壳体三维图
图2 差速器壳体三维图 工程图的制作 差速器壳体的工程图如下所示
图3 差速器壳体二维图 图4差速器壳体二维图
图5差速器壳体二维图 五、加工工艺设计 零件材料及技术要求的确定 QT420—10具有较高的韧性、塑性,在低温下有较低的韧--脆转化,其主要性能如下: 最低抗拉强度:σb=412Mpa. 最低屈服强度:σs=265Mpa. 最低延伸率:δ=10%. 布氏硬度:αk=294KJ\m2 技术条件:GB1348—78 由于差速器壳承受扭转力矩,为提高强度和耐磨性,铸件成型后,还需进行正火处理。 毛胚尺寸的确定 查机械制造工艺设计简明手册 1)Ф50m6外圆面 查表得,双边加工余量分别为: 粗加工余量:5mm 半精加工余量:
电机座加工工艺及夹具设计 【摘要】电机座是机床上数量较多的零件,它的精度直接影响到机床的精度、性能等。加快电机座的加工速度、降低电机座的加工成本可以增加机床的竞争优势。 【关键词】电机座;工艺;夹具 在机器中支承或容纳零部件的零件称之为机架,电机座作为机架的一种,设计的时候应考虑到机架设计需要保证的特性:刚性、强度及稳定性,还要满足机架的一般要求,如抗震性好、热变形对精度影响小、结构设计合理、工艺性好、便于铸造加工、安装调整方便以及经济美观等。 电机座是数控机床拖动环节中重要的零部件之一,使用数量大,属于小箱体类零件,主要作用是联接伺服拖动电机和滚珠丝杠,因此对该零件的制造精度、加工效率的要求都很高。安装轴承处孔的大小为Φ62H7,该孔对电机安装面垂直要求不大于0.01,压盖的安装面装轴承孔中心的跳动不大于0.01;电机止口大小为Φ110H7,其中心线对轴承座处中心线同轴度要求不大于Φ0.02,电机的安装面对电机止口中心线的跳动要求不大于0.01。 1.电机座加工工艺性分析 电机座用于连接电机与丝杠,并将其固定在基座上。加工中心三轴的定位精度、重复定位精度等对电机座的精度有很大关联。因此电机座精度对加工中心的成品精度起到决定性的作用。我们公司的电机座,经过几年的不断改进,已具有良好的工艺性、经济性。下面对电机座加工的重点部位进行分析: 1.1电机座毛坯因铸造工艺、留量、木型、拔模斜度、车间当时温湿度以及供货商不同等因素,电机座之间存在很大差异,无法寻找折中的部位作定位和装置,而且车间内部取消了划线工序。以上为电机座的夹具设计造成很大麻烦。我们现在的解决方案为增加一道工艺序,在此序使用机床手脉粗略的定位并加工出装置面和定位面。要求此序夹压简单,耗时少。影响精度的主要因素有:操作者的技术水平以及责任心。 1.2作为机床上的拖动环节,作用是拖动装配体在导轨上运行,要求丝杠与导轨的平行度好,反映到电机座上就是轴承孔、电机止口连线与基面的平行度(要求0.01),因电机座的结构问题(只有2个面可以作为装置面使用,无法使上述2个加工部位在一次夹压内完成),只能在2个工序内完成。可以在加工前精修夹具,检测一下此面与机床Z轴(卧式加工中心)的平行度(要求0.008)。影响精度的主要因素有:设备精度、刀具(Φ62H7镗刀)、夹具。 1.3电机座位于电机与丝杠之间(丝杠与电机之间使用联轴节连接)。电机与电机座止口配合,丝杠与电机座轴承口内的轴承(3个)配合。为了保证机床工作平稳,要求电机与丝杠同轴度要达到一定的精度。这个精度反映到电机座上就是电机止口与轴承安装孔的同轴度(要求0.01)。可以由设备在一次夹压内加工完成来保证。影响精度的主要因素有:设备精度、刀具(轴承安装孔Φ62H7需使用200长的镗刀)。 总上,电机座的加工存在几个重点部位,都可以很容易解决,具有良好的加工工艺性。设计夹具主要需要考虑的是电机座的加工的经济型。 2.电机座的加工工艺略述 总结上一小节的叙述,电机座的加工分为3序:工艺序、铣基面、镗孔。
目录 摘要.................................... I Abstract .................................... II 1 引言 (3) 1.1 差速器的作用. (3) 1.2 差速器的工作原理. (3) 1.3 差速器的方案选择及结构分析. (7) 1.3.1 差速器的方案选择. (7) 1.3.2 差速器的结构分析 (7) 2 差速器的设计. (8) 2.1 差速器设计初始数据的来源与依据. (8) 2.2 差速器齿轮的基本参数的选择. (8) 2.3 差速器齿轮的几何尺寸计算. (12) 2.3.1 差速器直齿锥齿轮的几何参数. (12) 2.3.2 差速器齿轮的材料选用. (13) 2.3.3 差速器齿轮的强度计算. (14) 3 差速器行星齿轮轴的设计计算. (15) 3.1 行星齿轮轴的分类及选用. (15) 3.2 行星齿轮轴的尺寸设计. (16) 3.3 行星齿轮轴材料的选择. (16) 3.4 差速器垫圈的设计计算. (16) 3.4.1 半轴齿轮平垫圈的尺寸设计. (17) 3.4.2 行星齿轮球面垫圈的尺寸设计. (17) 4 差速器标准零件的选用. (17) 4.1 螺栓的选用和螺栓的材料. (17) 4.2 螺母的选用和螺母的材料. (18) 4.3 差速器轴承的选用. (18) 4.4 十字轴键的选用. (18) 5 半轴的设计. (18) 5.1 半轴的选型. (18) 5.2 半轴的设计计算. (19) 5.2.1 半轴的受力分析. (19) 5.2.2 半轴计算载荷的确定. (20) 5.2.3 半轴杆部直径初选. (21) 5.2.4 半轴的强度计算. (21) 5.2.5 半轴的材料. (22) 6 差速器总成的装配和调整. (23) 6.1 差速器总成的装配. (23) 6.2 差速器总成的装配. (23)
附录 附录A Drive axle/differential All vehicles have some type of drive axle/differential assembly incorporated into the driveline. Whether it is front, rear or four wheel drive, differentials are necessary for the smooth application of engine power to the road. Powerflow The drive axle must transmit power through a 90° angle. The flow of power in conventional front engine/rear wheel drive vehicles moves from the engine to the drive axle in approximately a straight line. However, at the drive axle, the power must be turned at right angles (from the line of the driveshaft) and directed to the drive wheels. This is accomplished by a pinion drive gear, which turns a circular ring gear. The ring gear is attached to a differential housing, containing a set of smaller gears that are splined to the inner end of each axle shaft. As the housing is rotated, the internal differential gears turn the axle shafts, which are also attached to the drive wheels.