0271是08款中桥轴间差速器壳,老式的0166
0272是08款中桥差速器壳,老式的0165.
0273是08款后桥差速器壳,老式0198的。配5.73和6.72.
0274是08款后桥差速器壳,老式0503的,配4.80和4.42的盆角齿
欧2 KC1560030010(310马力以下"四配套")
图号名称单车用量
VG1500010344 气缸套 6 (参图161500010319)
VG1560030013 活塞销 6 (参图1614 030025)
VG1560030040 活塞环组 6
VG1560030010 活塞总成 6
欧2 KC1560030011(310马力以上“四配套”)
图号名称单车用量
VG1500010344 气缸套 6 (参图161500010319)
VG1560030013 活塞销 6 (参图1614 030025)
VG1560030040 活塞环组 6
VG2600030011 活塞 6
KC1540030004(国三四配套组件)
图号名称单车用量
VG1540010006 气缸套 6 (参图R61540010006)
VG1540030004 活塞 6
VG1560030013 活塞销 6 (参图1614 030025)
VG1540030005 活塞环套件 1(参图R61540030005)
联创重卡供应以下中冷器。联系电话:0531- 8598 8011
公司网址:https://www.doczj.com/doc/cb14311525.html,
WG9112530237增压中冷器总成
WG9719530280HOWO大马力中冷器总成
WG9725530020HOWO260/280马力中冷器总成
WG9725530060中冷器总成
WG9725530130HOWO小马力中冷器总成
WG9725538060中冷器总成
WG9925530002中冷器总成(D12/460)
WG9925530032中冷器总成(D10/336)
WG9112530237增压中冷器(豪骏266/290)
WG9112530364中冷器
WG9112531060360PS中冷器
WG9120530509中冷器总成
WG9123530002中冷器(62/87/69)
WG9123530004中冷器
WG9725530020HOWO260/280马力中冷器总成
我公司长期供应重汽金王子中冷器WG9120530509WG9120530509,如果您对我们的重汽金王子中冷器
WG9120530509WG9120530509感兴趣,对重汽金王子中冷器WG9120530509WG9120530509的价格,厂家,型号,图片有什么疑问,请随时拨打我们的电话,在线留言或者QQ与我交谈,联系我时,请说是在中国专用汽车网(https://www.doczj.com/doc/cb14311525.html,)网上看到的,谢谢。
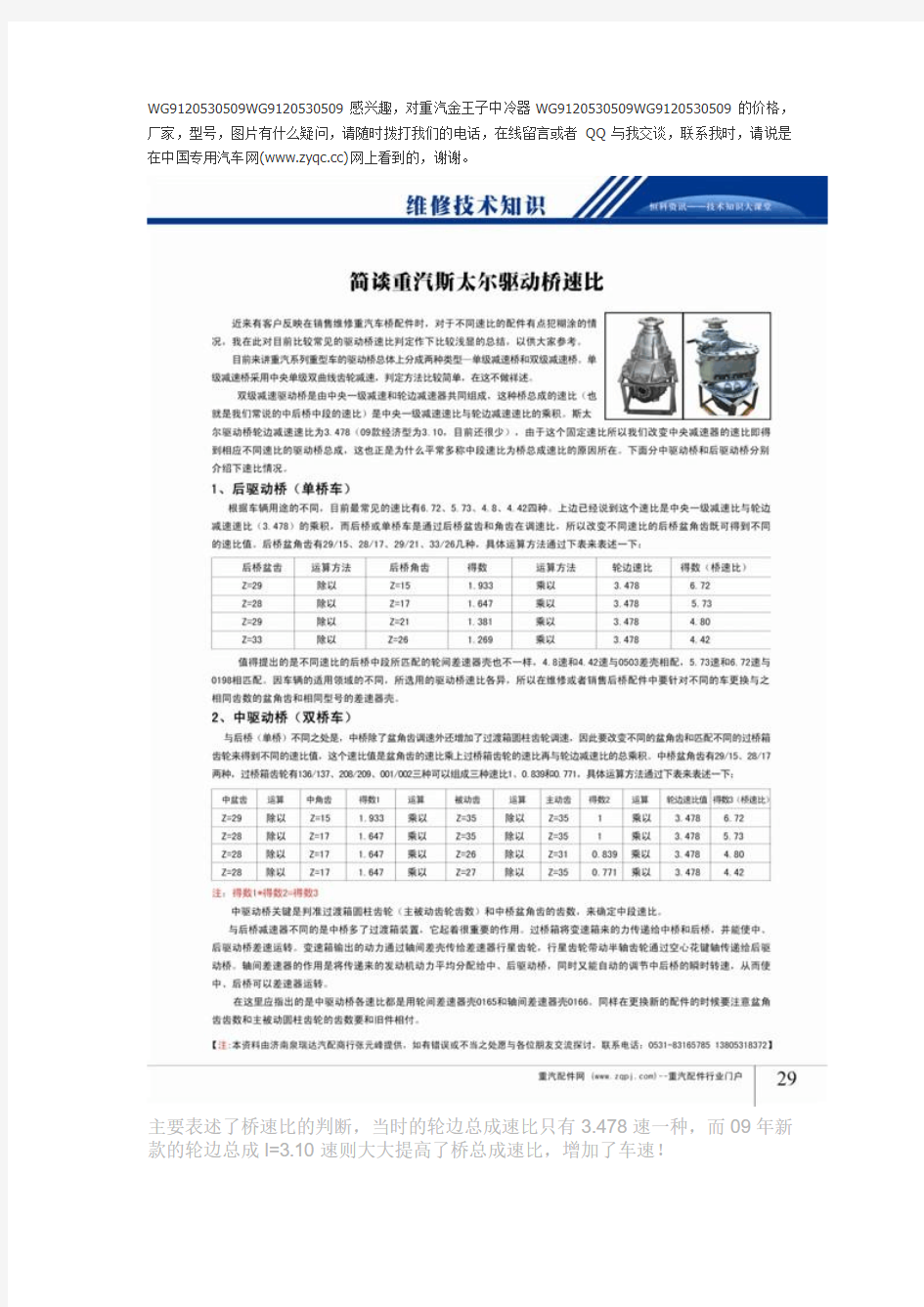
主要表述了桥速比的判断,当时的轮边总成速比只有3.478速一种,而09年新款的轮边总成I=3.10速则大大提高了桥总成速比,增加了车速!
由于轮边总成本身速比较大,现在推荐使之与老式的4.42速比中段匹配使用形成3.93速的桥速比,否则车子容易打齿
目前斯太尔系列中桥主减中只装配两种差速器总成,即0165,0166。用传统的数锥齿轮副(盆角齿)齿数来判定中桥主减速比是不行的。因为速比为4.42、4.8和5.73中桥主减装配的锥齿轮副都为17:28。可以用数主动圆柱齿轮、被动圆柱齿轮的齿数来判定:打开中桥过渡箱接油板,如果主被动圆柱齿轮的齿数分别为35:35,或编号为0136,0137的则为速比是5.73的主减总成。如果主被动圆柱齿轮的齿数分别为26:31,或编号为0208,0209则是速比为4.8的
主减总成。速比4.42中桥减主被动齿轮齿数为35:27,编号是0001、0002。速比为6.72与5.73中桥主减主动齿轮与被动齿轮通用。
目前斯太尔系列后桥主减中只装配两种差速器总成,即0503,0198。后桥主减的速比是可以用数锥齿轮齿数方法了。速比为4.8和4.42装配的差速器总成都是0503;速比为5.73装配差速器总成都是0198。速比为4.8的后桥主减锥齿轮副为21:29,后桥轴承座用大口,盆角齿轴承用32316(7516)。速比为5.73的后桥主减锥齿轮为17:28,后桥轴承座用小口,盆角齿轴承用32315(7615)。速比为4.42后桥主减锥齿轮副为26:33。速比为6.72用15:29的锥齿轮副(后桥盆角齿)。
AC16桥零部件标识图册(商用车备件部-于:整理)
雄伟的博客[编辑]
https://www.doczj.com/doc/cb14311525.html,/u/2933859132
首页博文目录图片关于我
制作应用发博文页面设置个人中心
摘要 本文介绍了轿车差速器与主减速器的设计建模过程,论述了轿车差速器与主减速器的结构和工作原理,通过对轿车主要参数的分析与计算对差速器和主减速器进行设计,并使用Pro/E对差速器与主减速器进行3D建模,生成2D工程图。完成装配后,对主减速器、差速器进行运动仿真,以论证差速器的差速器原理。 关键词:建模,差速器,主减速器,分析
Abstract This paper discusses the automobile differential design and modeling process of the final drive, and the structure and the principle of automobile differential and the final drive.the car After the analysis and calculation of final drive and differential,to use Pro/E to complete make 3D model of the final drive and differential, then to produce 2D drawings.There is going to analysis the final drive to prove the principle after finishing the composing. Keywords: Modeling, Differential,Final drive,Analysis
目录 摘要........................................................ I Abstract ................................................... II 目录...................................................... III 1绪论 (1) 1.1课题来源 (1) 1.2课题研究现状 (1) 1.2.1国内外汽车行业CAD研究与应用情况 (1) 1.3主减速器的研究现状 (1) 1.4 差速器的研究现状 (2) 1.5 课题研究的主要内容 (3) 2QY7180概念轿车主减速器与差速器总体设计 (4) 2.1QY7180概念轿车主要参数与主减速器、差速器结构选型 (4) 2.1.1QY7180概念轿车的主要参数 (4) 2.1.2QY7180概念轿车主减速器与差速器结构选型 (4) 2.2主减速器与差速器的结构与工作原理 (5) 2.3QY7180概念轿车主减速器主减速比i0的确定 (6) 3主减速器和差速器主要参数选择与计算 (7) 3.1主减速器齿轮计算载荷的确定 (7) 3.1.1按发动机最大转矩和最低档传动比确定从动齿轮的计算转 矩Tce (7) 3.1.2按驱动车轮打滑转矩确定从动齿轮的计算转矩Tcs (7) 3.1.3按日常平均使用转矩来确定从动齿轮的计算转矩 (8) 3.2主减速器齿轮传动设计 (8) 3.2.1按齿面接触强度设计 (8)
工艺规程设计 (一) 确定毛坯的制造形式 考虑到电机壳受力较为单一平衡,且需要良好的抗震性,故选用HT200为毛坯材料,机器砂型铸造。 (二) 基面选择 1、粗基准:车0.0870 106?±mm 孔及端面时选用外圆柱面为基面,利用V 形块加上一压板定位。铣外圆柱面、底座的下、前后、侧表面及1140.4?±mm 内表面时,选用0. 0870106?±mm 端面作为基面,底座的上表面以底面作为基面切削。 2、精基准:设计基准630.15±mm 与工序基准不重合,专门计算见工序。 (三) 制定工艺路线 Ⅰ:车0.0870 106?±mm 孔及其端面; Ⅱ:铣外圆柱面,底座表面及1140.4?±mm 内表面; Ⅲ:钻螺纹底孔3 3.8,2 3.0mm mm ????及孔48.5,10mm mm ???; Ⅳ:攻螺纹3×M5,2×M4。 (四)机床加工余量,工序尺寸及毛坯尺寸的确定 1、外圆表面:只需粗铣,2Z =4mm 满足; 2、内圆表面:粗车2Z =2mm,精车2Z=2mm,所以内圆表面直径余量为4mm; 3、底座上表面、侧表面及前后端面只需粗铣,Z=2mm; 4、底座下平面需半精铣,总加工余量Z=3mm; 5、圆柱端面需半精车,加工余量Z=4mm 。 (五)确定切削用量及基本工时 Ⅰ:车0.0870 106?±mm 孔及两端面,机床选用C620-1卧式车床 1、粗车孔Φ108 (1)切削深度:单边余量Z=1mm,一次切除 (2)进给量:选用f=0.5mm/r (3)计算切削速度: xv yv p Cv v T c k a f V = 公式① = 0.150.35 242601 1.440.80.810.970.5?????? =123mm/min (4)确定主轴转速 n s=1000c w v d π=362r/min 按机床选取n=400r/min
气缸盖设计流程图
二、 设计规范 1主要功能描述 密封气缸,并与活塞共同形成燃烧空间,并承受高温高压燃气的作用。合理的气道布置为发动机工作过程提供所需要的新鲜空气和适合的旋流强度,并排出废气并为废气涡轮增压器提供驱动能量。 2设计原则 气缸盖应具有足够的强度和刚度,工作时缸盖变形最小并保证与其缸的结合面和气门的结合面有良好的密封。根据混合气形成方式使气门和气道布置合理,力求使内燃机性能良好。结构力求简单、铸造工艺良好;冷却合适,缸盖温度场分部均匀尽可能减小热应力,避免产生裂纹。缸盖鼻梁区是热负荷和机械符合最大的部位,应该从设计上确保该部位的强度、刚度和冷却效果。 3设计的边界条件 发动机最大功率、最大扭矩、压缩比、气缸直径、缸心距、缸盖螺栓位置、缸盖厚度、宽度、长度、冷却水孔位置。 4重要结构及性能参数 缸盖底板厚度、缸盖高度、气门个数及位置、喷油器(火花塞)位置、气道喉口直径、进排气道的位置;进气道流量系数旋流数、排气道流量系数。 5重要结构及参数的确定 1)底板厚度:缸盖底板厚度对气缸盖的可靠性有很大影响,底板同时承受机械负荷和热负荷。对于承受机械负荷要求底板有足够的厚 度,为了减小热应力底板应当减薄,因此气缸盖的可靠性就取决于对热负荷和机械负荷二者的协调。下列原则可以用来确定缸盖底面的最大厚度: 缸盖底板内部热传导的公式为: t wi (oC )是缸盖底板燃烧室一侧的温度,t wa (oC )是缸盖底板冷却水一侧的温度,q/F (千卡/米小时)是缸盖底板局部地区的热负荷, λ δF q t t t wa wi = ?=-
λ(千克/米小时度)是缸盖材料的导热系数, δ(米)是缸盖底板的局部厚度,将上式改写后便得出求底板局部厚度的公式: 用此公式便可大致确定缸盖底板的最大厚度。 2) 缸盖高度在某种意义上决定了缸盖的刚度,但是缸盖高度受到整机总布置的限制。 3) 进排气道的设计对内燃机性能有很大的影响, 进气道影响进气阻力和充气效率,排气道影响排气阻力和废气能量的利用。进气道 直段要尽可能直顺光滑,减小进气阻力,螺旋段要根据发动机的性能和燃烧系统的要求开发出合适的旋流强度。排气道的布置要尽量平顺,减小进气阻力。对于增压机,排气道的截面应设计成圆形,以减少向冷却系统的传热,减小能量损失。在柴油机中,为了减少排气道对进气的加热以提高充气系数,将进排气道部置在气缸两侧。 4)气门位置的确定:进气门与气缸壁的间隙为0.01D-0.02D ,排气门与气缸壁的间隙为0.01D-0.015D 。 FEV 公司认为喷油器与排气门 座间的壁厚≥5mm 。与进气门座间的壁厚≥4mm ,是可以满足可靠性要求的。气门间距不能太小,否则鼻梁区的型芯强度不够,容易造成烧结、夹渣等铸造缺陷。鼻梁区水套最小厚度应≥5mm 。 5)喷油器的位置对发动机性能,排放有很大影响。对于四气门发动机,喷油器位于气缸中心线上,是最佳布置。对于两气门发动机喷嘴要尽量靠近气缸中心。通常情况下对于两气门柴油机,欧I 排放的发动机喷嘴与气缸中心直线距离要小于10mm ,欧II 排放发动机该直线距离小于7mm 。 6)进排气门大小的确定:根据经验和Benchmarking 可以确定气门的大小,对于卡车发动机进排气门的取值范围是:进气门, 0.41
序号 项目 计算公式 计算结果 1 行星齿轮齿数 1z ≥10,应尽量取最小值 1z =10 2 半轴齿轮齿数 2z =14~25,且需满足式(3-4) 2z =18 3 模数 m m =5.5mm 4 齿面宽 b=(0.25~0.30)A 0;b ≤10m 16mm 5 工作齿高 m h g 6.1= g h =8.8mm 6 全齿高 051.0788.1+=m h 9.885 7 压力角 α 22.5° 8 轴交角 ∑=90° 90° 9 节圆直径 11mz d =; 22mz d = d2=99 10 节锥角 2 1 1arctan z z =γ,1290γγ-?= 1γ=29.055°, =2γ60.945° 11 节锥距 2 2 110sin 2sin 2γγd d A == 0A =56.625mm 12 周节 t =3.1416m t =17.2788mm 13 齿顶高 21a g a h h h -=;m z z h a ????? ? ??????????? ??+=2 12237.043.0 1a h =5.807mm 2a h =2.993mm 14 齿根高 1f h =1.788m -1a h ; =1.788m -2a h 1f h =3.972mm ; =6.786mm 15 径向间隙 c =h -g h =0.188m +0.051 c =1.085mm 16 齿根角 1δ=01arctan A h f ;0 2 2arctan A h f =δ 1δ=4.012°; 2δ=6.834° 17 面锥角 211δγγ+=o ;122δγγ+=o 1o γ=33.067° 2o γ=67.779°
电机座加工工艺及夹具设计 董世全王松 (沈阳机床集团辽宁沈阳110142) 【摘要】电机座是机床上数量较多的零件,它的精度直接影响到机床的精度、性能等。加快电机座的加工速度、降低电机座的加工成本可以增加机床的竞争优势。 【关键词】电机座;工艺;夹具 在机器中支承或容纳零部件的零件称之为机架,电机座作为机架的一种,设计的时候应考虑到机架设计需要保证的特性:刚性、强度及稳定性,还要满足机架的一般要求,如抗震性好、热变形对精度影响小、结构设计合理、工艺性好、便于铸造加工、安装调整方便以及经济美观等。 电机座是数控机床拖动环节中重要的零部件之一,使用数量大,属于小箱体类零件,主要作用是联接伺服拖动电机和滚珠丝杠,因此对该零件的制造精度、加工效率的要求都很高。安装轴承处孔的大小为Φ62H7,该孔对电机安装面垂直要求不大于0.01,压盖的安装面装轴承孔中心的跳动不大于0.01;电机止口大小为Φ110H7,其中心线对轴承座处中心线同轴度要求不大于Φ0.02,电机的安装面对电机止口中心线的跳动要求不大于0.01。 1电机座加工工艺性分析 电机座用于连接电机与丝杠,并将其固定在基座上。加工中心三轴的定位精度、重复定位精度等对电机座的精度有很大关联。因此电机座精度对加工中心的成品精度起到决定性的作用。我们公司的电机座,经
过几年的不断改进,已具有良好的工艺性、经济性。下面对电机座加工的重点部位进行分析: 1.1电机座毛坯因铸造工艺、留量、木型、拔模斜度、车间当时温湿度 以及供货商不同等因素,电机座之间存在很大差异,无法寻找折中的部位作定位和装置,而且车间内部取消了划线工序。以上为电机座的夹具设计造成很大麻烦。我们现在的解决方案为增加一道工艺序,在此序使用机床手脉粗略的定位并加工出装置面和定位面。要求此序夹压简单,耗时少。影响精度的主要因素有:操作者的技术水平以及责任心。 1.2作为机床上的拖动环节,作用是拖动装配体在导轨上运行,要求丝 杠与导轨的平行度好,反映到电机座上就是轴承孔、电机止口连线与基面的平行度(要求0.01),因电机座的结构问题(只有2个面可以作为装置面使用,无法使上述2个加工部位在一次夹压内完成),只能在2个工序内完成。可以在加工前精修夹具,检测一下此面与机床Z轴(卧式加工中心)的平行度(要求0.008)。影响精度的主要因素有:设备精度、刀具(Φ62H7镗刀)、夹具。 1.3电机座位于电机与丝杠之间(丝杠与电机之间使用联轴节连接)。 电机与电机座止口配合,丝杠与电机座轴承口内的轴承(3个)配合。为了保证机床工作平稳,要求电机与丝杠同轴度要达到一定的精度。这个精度反映到电机座上就是电机止口与轴承安装孔的同轴度(要求0.01)。可以由设备在一次夹压内加工完成来保证。影响精度的主要因素有:设备精度、刀具(轴承安装孔Φ62H7需使用200长的镗刀)。 总上,电机座的加工存在几个重点部位,都可以很容易解决,具有良好的加工工艺性。设计夹具主要需要考虑的是电机座的加工的经济型。
差速器的结构及工作原理(图解) 汽车差速器是一个差速传动机构,用来保证各驱动轮在各种运动条件下的动力传递,避免轮胎与地面间打滑。 当汽车转弯行驶时,外侧车轮比内侧车轮所走过的路程长(图D-C5-5);汽车在不平路面上直线行驶时,两侧车轮走过的曲线长短也不相等; 即使路面非常平直,但由于轮胎制造尺寸误差,磨损程度不同,承受的载荷不同或充气压力不等,各个轮胎的实际上不可能相等,若两侧车轮都固定在同一转轴上,两轮角速度相等,则车轮必然出现边滚动边滑动的现象。 差速器的作用 车轮对路面的滑动不仅会加速轮胎磨损,增加汽车的动力消耗,而且可能导致转向和制动性能的恶化。 若主减速器从动齿轮通过一根整轴同时带动两侧驱动轮,则两侧车轮只能同样的转速转动。为了保证两侧驱动轮处于纯滚动状态,就必须改用两根半轴分别连接两侧车轮,而由主减速器从动齿轮通过差速器分别驱动两侧半轴和车轮,使它们可用不同角速度旋转。
这种装在同一驱动桥两侧驱动轮之间的差速器称为轮间差速器。 在多轴驱动汽车的各驱动桥之间,也存在类似问题。为了适应各所处的不同路面情况,使各驱动桥有可能具有不同的输入角速度,可以在各驱动桥之间装设轴间差速器。 布置在前驱动桥(前驱汽车)和后驱动桥(后驱汽车)的差速器,可分别称为前差速器和后差速器,如安装在四驱汽车的中间传动轴上,来调节前后轮的转速,则称为中央差速器。
差速器可分为普通差速器和两大类。 普通差速器的结构及工作原理 目前国产轿车及其它类汽车基本都采用了对称式锥齿轮普通差速器。 对称式锥齿轮差速器由行星齿轮、半轴齿轮、行星齿轮轴(十字轴或一根直销轴)和差速器壳等组成12-13(见图D-C5-6)。(从前向后看)左半差速器壳2和右半差速器壳8用螺栓固紧在一起。主减速器的从动齿轮7用螺栓(或)固定在差速器壳右半部8的上。十字形行星齿轮轴9安装在差速器壳接合面处所对出的园孔内,每个轴颈上套有一个带有滑动轴承(衬套)的直齿圆锥行星齿轮6,四个行星齿轮的左右两侧各与一个直齿圆锥半轴齿轮4相啮合。半轴齿轮的轴颈支承在差速器壳左右相应的孔中,其内花键与半轴相连。与差速器壳一起转动(公转)的行星齿轮拨动两侧的半轴齿轮转动,当两侧车轮所受阻力不同时,行星齿轮还要绕自身轴线转动--自转,实现对两侧车轮的差速驱动。
摘要 随着社会的发展,汽车在生产和生活中的越来越广泛,差速器是汽车中的重要部件,其壳体的结构及加工精度直接影响差速器的正常工作,因此研究差速器的加工方法和工艺的编制是十分必要和有意义的。本次设计主要内容有:差速器的工作原理结构分析,差速器壳体的工艺编制,夹具的设计及加工中对定位基准的选择,工序和工装设计中切削用量,夹紧力的计算等。机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本设计的主要内容是设计钻床夹具和铣床夹具,需要对零件上Φ22的孔进行铣削加工端面的铣削加工。由于某些原因,没有上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如需要的朋友,请联系我的叩扣:二二壹五八玖一壹五一 关键词:差速器,壳体,工艺规程,夹具设计 Abstract Along with social development motor vehicle production and life in anincreasingly wide differential device is an important vehicle componentsand its interior structure and processing precision differential devicedirectly affect the normal work study differential device case processingmethods and techniques of preparation is necessary and meaningful. Thecurrent design of the main elements: differential device structuresoperating principles of analysis differential device case preparationprocesses design and smooth-bore jig for positioning baseline processingoptions smooth-bore design processes suits cutting consumption increasedcomputing power.Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, designed for a certain workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. The main contents of this design is the design of drilling jig and milling fixture, the need for parts than22hole milling face milling. Key Words:differential device,case,technological process,jig design
货车汽车后桥差速器的设计计算说明书
第一章驱动桥结构方案分析 由于要求设计的是货车的后驱动桥,一般选用非断开式结构以与非独立悬架相适应,该种形式的驱动桥的桥壳是一根支撑在左右驱动车轮的刚性空心梁,一般是铸造或钢板冲压而成,主减速器,差速器和半轴等所有传动件都装在其中,此时驱动桥,驱动车轮都属于簧下质量。 驱动桥的结构形式有多种,基本形式有三种如下: 1)中央单级减速驱动桥。此是驱动桥结构中最为简单的一种,是驱动桥的基本形式,在载重汽车中占主导地位。一般在主传动比小于6的情况下,应尽量采用中央单级减速驱动桥。目前的中央单级减速器趋于采用双曲线螺旋伞齿轮,主动小齿轮采用骑马式支承,有差速锁装置供选用。 2)中央双级驱动桥。在国内目前的市场上,中央双级驱动桥主要有2种类型:一类如伊顿系列产品,事先就在单级减速器中预留好空间,当要求增大牵引力与速比时,可装入圆柱行星齿轮减速机构,将原中央单级改成中央双级驱动桥,这种改制“三化”(即系列化,通用化,标准化)程度高,桥壳、主减速器等均可通用,锥齿轮直径不变;另一类如洛克威尔系列产品,当要增大牵引力与速比时,需要改制第一级伞齿轮后,再装入第二级圆柱直齿轮或斜齿轮,变成要求的中央双级驱动桥,这时桥壳可通用,主减速器不通用,锥齿轮有2个规格。 由于上述中央双级减速桥均是在中央单级桥的速比超出一定数值或牵引总质量较大时,作为系列产品而派生出来的一种型号,它们很难变型为前驱动桥,使用受到一定限制;因此,综合来说,双级减速桥一般均不作为一种基本型驱动桥来发展,而是作为某一特殊考虑而派生出来的驱动桥存在。 3)中央单级、轮边减速驱动桥。轮边减速驱动桥较为广泛地用于油田、建筑工地、矿山等非公路车与军用车上。当前轮边减速桥可分为2类:一类为圆锥行星齿轮式轮边减速桥;另一类为圆柱行星齿轮式轮边减速驱动桥。 ①圆锥行星齿轮式轮边减速桥。由圆锥行星齿轮式传动构成的轮边减速器,轮边减速比为固定值2,它一般均与中央单级桥组成为一系列。在该系列中,中央单级桥仍具有独立性,可单独使用,需要增大桥的输出转矩,使牵引力增大或速比增大时,可不改变中央主减速器而在两轴端加上圆锥行星齿轮式减速器即可变成双级桥。这类桥与中央双级减速桥的区别在于:降低半轴传递的转矩,把增大的转矩直接增加到两轴端的轮边
机械制造工艺学课程设计说明书 课题: 班级: 姓名: 指导老师: 完成日期:
《机械制造工艺与机床夹具》课程设计任务书 设计题目:自选零件(可以参考所用的教材中的零件)机械加工工艺规程的编制及工装设计 生产纲领:年产量为大批量10000件 课程设计内容: 1、按相应的比例绘制零件图1 张 2、按相应的比例绘制零件毛坯图1张(可放在说明书中)。 3、编制机械加工工艺过程卡片1份。按指导书规定格式填写。 4、机械加工工序卡设计。按给定的规定格式填写。 5、夹具设计,绘制装配图1张(1号或0号)。 6、课程设计说明书1份(A4页面,右侧留出5cm的空格) 课程设计说明书结构要求: 1、封面 2、摘要 3、目录 4、正文 5、结论 说明:1. 说明书的结构顺序,要包含以上五个方面; 2. 说明书除封面外,其余每页均需有页码; 3.正文部分的每部分标题按要求书写:一级标题:1 二级标题:1.1 三级标题:1.1.1 班级:08机械1、2、3班 指导教师:张明秋 教研室:机械教研室 2010年11月30日
目录 摘要 1.1 零件的分析 (1) 1.1.1 零件的作用 (1) 1.1.2 零件的工艺分析 (1) 1.2 工艺规程的设计 (2) 1.2.1 确定毛坯的制造形式 (2) 1.2.2 基面的选择 (2) 1.2.3 制造工艺路线 (3) 1.2.4 机械加工余量、工序尺寸及毛坯的确定 (3) 1.2.5 切削用量确定及基本工时 (3) 1.3 夹具的设计 (4) 1.3.1 制定设计方案 (4) 1.3.2 确定定位方法、选定位元件 (4) 1.3.3 确定夹紧方案、设计夹紧结构 (5) 1.3.4 定位误差分析 (5) 1.4 结论 (6) 1.5 参考文献 (7)
编号: 传动轴设计计算书 编制:日期: 校对:日期: 审核:日期: 批准:日期:
一.计算目的 我们初步选定了传动轴,轴径选取Φ27(详见《传动轴设计方案书》),动力端选用球面滚轮万向节,车轮端选用球笼万向节。左、右前轮分别由1根等速万向节传动轴驱动。通过计算,校核选型是否合适。 二.计算方法 本车传动轴设计不是传统载货车上从变速器到后驱动桥之间长轴传动设计,而是半轴传动设计。而且传动轴材料采用高级优质合金钢,且热处理工艺性好,使传动轴的静强度和疲劳强度大为提高,因此计算中许用应力按照半轴设计采用含铬合金钢,如40Cr、42CrMo、40MnB,其扭转屈服极限可达到784 N/mm2左右,轴端花键挤压应力可达到196 N/mm2。 传动轴校核计算流程:
1.1 轴管直径的校核 校核: 两端自由支撑、壁厚均匀的等截面传动轴的临界转速 22 2 8 1.2x10 n e l d D+ =(r/min) 式中L传动轴长,取两万向节之中心距:mm D为传动轴轴管外直径:mm d为传动轴轴管直径:mm 各参数取值如下:D=φ27mm,d=0mm 取安全系数K=n e/n max,其中n max为最高车速时的传动轴转速,取安全系数K=n e/n max=1.2~2.0。 实际上传动轴的最大转速n max=n c/(i g×i0),r/min 其中:n c-发动机的额定最大转速,r/min; i g-变速器传动比; i0-主减速器传动比。
1.2 轴管的扭转应力的校核 校核扭转应力: τ= ][164 4τπ≤) -(d D DT J (N/mm 2) ][τ……许用应力,取][τ=539N/mm 2[高合金钢(40Cr 、40MnB 等)、中频淬火抗拉 应力≥980 N/mm 2,工程应用中扭转应力为抗拉应力的0.5~0.6,取该系数为0.55,由此可取扭转应力为539 N/mm 2,参考GB 3077-88] 式中: T j ……传动系计算转矩,N ·mm ,2/k i i T T d g0g1x ema j η= N ·m T emax -发动机最大转矩N ·mm ; i g1-变速器一档传动比或倒档传动比; i g0-主减速器传动比 k d -动载系数 η-传动效率 1.3 传动轴花键齿侧挤压应力的校核 传动轴花键齿侧挤压应力的校核 ][)2 )(4(2121j j ZL D D D D T σσ≤-+= (N/mm 2 ) 式中:T j -计算转矩,N ·mm ; D 1,D 2-花键的外径和径,mm ; Z ………花键齿数 L ………花键有效长度
差速器左右壳体设计说 明书 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
--差速器壳体选用QT420—10。 --零件是差速器壳体,它与半轴套管配套使用,为拖拉机的左右转向提供不同速度的可靠性。 Ф48孔用于安装与两驱动轮相联的齿轮和半轴,两Ф22用于安装十字轴与形星齿轮。整个差速器的功能是使左右驱动轮能以不同的速度旋转,以满足拖拉机转向的需要。 本零件是闭式差速器的重要组成部分之一,它位于差速器的左部与右壳相联,起着支承、连接和保护的作用。其它各部分功用如下: 1.Ф50外圆支承在轴承上,使差速器壳体旋转,从而传递动力和运动。 2.Ф138外圆与右半壳相配合,一起传递动力、运动、支承工件、保护内部结构。 3.Ф200外圆连接中央传动大圆锥齿轮,使运动和动力传到差速器,而后传到两个后轮,得到不同的转速。 4.中间十字轴孔4-Ф22是支承在壳体上的轴孔,传递动力和运动,中间内部是轮系各齿轮运动的空间。 Ф12用于连接中间大齿轮。 四、绘图 三维建模 差速器左右壳体的三维图如下图所示
图1 差速器壳体三维图
图2 差速器壳体三维图 工程图的制作 差速器壳体的工程图如下所示
图3 差速器壳体二维图 图4差速器壳体二维图
图5差速器壳体二维图 五、加工工艺设计 零件材料及技术要求的确定 QT420—10具有较高的韧性、塑性,在低温下有较低的韧--脆转化,其主要性能如下: 最低抗拉强度:σb=412Mpa. 最低屈服强度:σs=265Mpa. 最低延伸率:δ=10%. 布氏硬度:αk=294KJ\m2 技术条件:GB1348—78 由于差速器壳承受扭转力矩,为提高强度和耐磨性,铸件成型后,还需进行正火处理。 毛胚尺寸的确定 查机械制造工艺设计简明手册 1)Ф50m6外圆面 查表得,双边加工余量分别为: 粗加工余量:5mm 半精加工余量:
电机座加工工艺及夹具设计 【摘要】电机座是机床上数量较多的零件,它的精度直接影响到机床的精度、性能等。加快电机座的加工速度、降低电机座的加工成本可以增加机床的竞争优势。 【关键词】电机座;工艺;夹具 在机器中支承或容纳零部件的零件称之为机架,电机座作为机架的一种,设计的时候应考虑到机架设计需要保证的特性:刚性、强度及稳定性,还要满足机架的一般要求,如抗震性好、热变形对精度影响小、结构设计合理、工艺性好、便于铸造加工、安装调整方便以及经济美观等。 电机座是数控机床拖动环节中重要的零部件之一,使用数量大,属于小箱体类零件,主要作用是联接伺服拖动电机和滚珠丝杠,因此对该零件的制造精度、加工效率的要求都很高。安装轴承处孔的大小为Φ62H7,该孔对电机安装面垂直要求不大于0.01,压盖的安装面装轴承孔中心的跳动不大于0.01;电机止口大小为Φ110H7,其中心线对轴承座处中心线同轴度要求不大于Φ0.02,电机的安装面对电机止口中心线的跳动要求不大于0.01。 1.电机座加工工艺性分析 电机座用于连接电机与丝杠,并将其固定在基座上。加工中心三轴的定位精度、重复定位精度等对电机座的精度有很大关联。因此电机座精度对加工中心的成品精度起到决定性的作用。我们公司的电机座,经过几年的不断改进,已具有良好的工艺性、经济性。下面对电机座加工的重点部位进行分析: 1.1电机座毛坯因铸造工艺、留量、木型、拔模斜度、车间当时温湿度以及供货商不同等因素,电机座之间存在很大差异,无法寻找折中的部位作定位和装置,而且车间内部取消了划线工序。以上为电机座的夹具设计造成很大麻烦。我们现在的解决方案为增加一道工艺序,在此序使用机床手脉粗略的定位并加工出装置面和定位面。要求此序夹压简单,耗时少。影响精度的主要因素有:操作者的技术水平以及责任心。 1.2作为机床上的拖动环节,作用是拖动装配体在导轨上运行,要求丝杠与导轨的平行度好,反映到电机座上就是轴承孔、电机止口连线与基面的平行度(要求0.01),因电机座的结构问题(只有2个面可以作为装置面使用,无法使上述2个加工部位在一次夹压内完成),只能在2个工序内完成。可以在加工前精修夹具,检测一下此面与机床Z轴(卧式加工中心)的平行度(要求0.008)。影响精度的主要因素有:设备精度、刀具(Φ62H7镗刀)、夹具。 1.3电机座位于电机与丝杠之间(丝杠与电机之间使用联轴节连接)。电机与电机座止口配合,丝杠与电机座轴承口内的轴承(3个)配合。为了保证机床工作平稳,要求电机与丝杠同轴度要达到一定的精度。这个精度反映到电机座上就是电机止口与轴承安装孔的同轴度(要求0.01)。可以由设备在一次夹压内加工完成来保证。影响精度的主要因素有:设备精度、刀具(轴承安装孔Φ62H7需使用200长的镗刀)。 总上,电机座的加工存在几个重点部位,都可以很容易解决,具有良好的加工工艺性。设计夹具主要需要考虑的是电机座的加工的经济型。 2.电机座的加工工艺略述 总结上一小节的叙述,电机座的加工分为3序:工艺序、铣基面、镗孔。
第一章绪论 汽车行驶时,左、右车轮在同一时间内所滚过的路程往往不等。例如,转弯时内、外两侧车轮行程显然不同,即外侧车轮滚过的距离大于内侧车轮;汽车在不平路面上行驶时,由于路面波形不同也会造成两侧车轮滚过的路程不等;即使在平直路面上行驶,由于轮胎气压、轮胎符合、胎面磨损程度不同以及制造误差等因素的影响,也会引起左、右车轮因滚动半径不同而使左、右车轮行程不等。如果驱动桥的左、右、车轮刚性连接,则行驶时不可避免地会产生驱动轮在路面上滑移或滑转。这不仅会加剧轮胎磨损与功率和燃料的消耗,而且可能导致转向和操纵性能恶化。为了防止这些现象的发生,汽车左、右驱动轮间都装有轮间差速器,从而保证了驱动桥两侧车轮在行程不等时具有不同的旋转角速度,满足了汽车行驶运动学的要求;在多桥驱动汽车上还常装有轴间差速器,以提高通过性,同时避免在驱动桥间产生功率循环及由此引起的附加载荷,使传动系零件损坏、轮胎磨损和增加燃料消耗等。 差速器用来在两输出轴间分配转矩,并保证两输出轴有可能以不同的角速度转动。差速器按其结构特征不同,分为齿轮、凸轮式、蜗轮式和牙嵌自由轮式等多种形式。 本次设计选择的是对称锥齿轮式差速器中的普通锥齿轮式差速器。
第二章 普通锥齿轮差速器基本原理 普通锥齿轮差速器由于结构简单、工作平稳可靠,一直广泛用于一般使用条件下的汽车驱动桥中。图2-1为其示意图,图中ω0为差速器壳的角速度; ω1、ω2分别为左、右两半轴的角速 度;To 为差速器壳接受的转矩;T r 为 差速器的内摩擦力矩;T 1、T 2分别为左、右两半轴对差速器的 反转矩。 图2-1 普通锥齿轮式差速器示意图 根据运动分析可得 ω1+ω2=2ω0 (2 - 1) 显然,当一侧半轴不转时,另一侧半轴将以两倍的差速器壳体角速度旋转;当差速器壳体不转时,左右半轴将等速反向旋转。 根据力矩平衡可得 T0 T2T1T0T1-T2{ =+= (2 - 2) 差速器性能常以锁紧系数k 是来表征,定义为差速器的内摩擦力矩与差速器壳接受的转矩之比,由下式确定 K=r T /0T (2 - 3) 结合式(5—24)可得 k ) -0.5T0(1T1k ) 0.5T0(1T2{ =+= (2 - 4) 定义快慢转半轴的转矩比kb=T2/T1,则kb 与k 之间有
差速器设计 在车辆行驶过程中,会碰到多种情形的车况,导致左右车轮的行走的里程不同,即左右车轮会以不同的速度行驶,即会有左右车轮的转速不同。例如: (1)汽车在进行转弯时,外侧的车轮要经过更多的路程,速度要比内侧车轮速度大; (2)当车辆上的货物装的左右不均匀时,两侧车轮也会产生速度差; (3)当两侧车轮的气压不相等时,会导致车轮外径大小不同,导致速度差; (4)当一侧车轮碰到有阻碍,另一侧没有阻碍或是两侧车轮都碰到阻碍,但阻碍的情况不同时,也会有速度差; (5)当两侧车轮的磨损状况不同时,也会导致车轮大小不同,或者是受到的摩檫力矩大小不同,产生速度差; 所以从上述列出的几种情况中可以得出这样一个结论,即使是在直线道路上行驶,左右车轮也会不可避免地出现速度差。如果此时两侧车轮是由一根驱动轴驱动,那么传给两侧车轮的转速一样,那么无论是在什么路况下行驶,必然会发生车轮的滑移或者滑转现象。在这种情况下,轮胎的损耗将比正常情况下的损耗剧烈,同时也使得发动机的功率得不到充分的发挥。另一方面也会使得车辆不能按照预订的要求行驶,可能造成危险。为了使车轮相对地面的滑磨尽量减少,因此在驱动桥中安装有差速器,并通过两侧半轴驱动车轮,使得两侧的车轮可以以不同的速度行驶,使车轮接近纯滚动。 差速器按结构可分为齿轮式、凸轮式、涡轮式和牙嵌式等多种型式。在一般用途的汽车上,差速器常选择对称锥齿轮式差速器。它的特点是,左右两个半轴齿轮大小相同,然后将转矩分配给左右两个驱动轮。因此此次设计选用对称式锥齿轮式差速器。 差速器结构: P147图 差速器壳由左右两半组成,用螺栓固定在一起整个壳体的两端以锥形滚柱轴承支承在主传动壳体的支座内,上面用螺钉固定着轴承盖。两轴承的外端装有调整圈,用以调整轴承的紧度。并能配合主动齿轮轴轴承壳与壳体之间的调整垫片,调整主动,从动锥齿轮的啮合间隙和啮合印痕。为了防止松动,在调整圈外缘齿间装有锁片,锁片用螺钉固定在轴承盖上。 十字轴的4个轴颈分别装在差速器壳的轴孔内,其中心线与差速器的分界面重合。从动齿轮固定在差速器壳体上,当从动齿轮转动时,便带动差速器壳体和十字轴一起转动。 4个行星齿轮分别活动地装在十字轴轴颈上,两个半轴齿轮分别装在十字轴的左右两侧,与4个行星齿轮常啮合,半轴齿轮的延长套内表面制有花键,与半轴内端部用花键连接,这样就把十字轴传来的动力经4个行星齿轮和2个半轴齿轮分别传给两个半轴。行星齿轮背面做成球面,以保证更好地使半轴齿轮正确啮和以及定中心。 行星齿轮和半轴齿轮在转动时,其背面和差速器壳体会造成相互磨损,为减少磨损,在它们之间要装有止推垫片,那么就可用垫片的磨损来减少差速器和半轴的磨损,当磨损到一定程度时,只需更换垫片即可,这样既延长了主要零件的使用寿命,又便于维修。另外,差速器工作时,齿轮又和各轴颈及支座之间有相对的转动,为保证它们之间的润滑,在十字轴上铣有平面,并在齿轮的齿间钻有小孔,供润滑油循环进行润滑。在差速器壳上还制有窗孔,以确保壳中的润滑油能进出差速器。 差速器工作原理 P148
减速器壳体机械加工工艺与工装设计文献综述 1 前言 本课题是箱体加工及夹具设计,箱体零件加工属于典型零件,由于箱体零件结构比较复杂,加工工艺也相对复杂,通常都是采用铸铁材料,先铸造成毛坯,然后经过时效处理后,进行机加工,在机加工过程中,一般采用先面后孔的加工路线。 在科学技术飞速发展的今天,先进性加工工艺日新月异,主要由以下发展趋势: 1.采用模拟技术,优化工艺设计 2.成形精度向近无余量方向发展 3.成型质量向近无“缺陷”方向发展 4.机械加工向超精密、超高速方向发展 5.采用新型能源及复合加工。解决新型材料的加工和表面改性难题 6.采用自动化技术、实现工艺过程的优化控制 7.采用清洁能源及原材料、实现清洁生产 8.加工与设计之间的界线趋渐淡化,并趋向集成及一体化。 9. 10.工艺技术与信息技术、管理技术繁密结合,先进制造生产模式获得不断发展 2 主题部分 2.1 常用减速器的主要类型、特点和应用 减速器的种类很多。常用的齿轮及蜗杆减速器按其传动及结构特点,大致可分为三类: (1)齿轮减速器主要有圆柱齿轮减速器、圆锥齿轮减速器和圆锥—圆柱齿轮减速器三种。 (2)蜗杆减速器主要有圆柱蜗杆减速器、圆弧齿蜗杆减速器、锥蜗杆减速器和蜗杆—齿轮减速器等。 (3)行星减速器主要有渐开线行星齿轮减速器、摆线针轮减速器和谐波齿轮减速器等。 常用减速器的主要类型、特点和应用 1齿轮减速器 2单级圆柱齿轮减速器 3分流式双级圆柱齿轮减速器 4同轴式双级圆柱齿轮减速器 5圆锥减速器 6圆锥—圆柱齿轮减速器 7蜗杆减速器 齿轮减速器按减速齿轮的级数可分为单级、二级、三级和多级减速器几种;按轴在空间的相互配置方式可分为立式和卧式减速器两种;按运动简图的特点可分为展开式、同轴式和分流式减速器等。单级圆柱齿轮减速器的最大传动比一般为8——10,作此限制主要为避免外廓尺寸过大。若要求i>10时,就应采用二级圆柱齿轮减速器。 二级圆柱齿轮减速器应用于i:8—50及高、低速级的中心距总和为250—400mmm的情况下。图示三级圆柱齿轮减速器,用于要求传动比较大的场合。圆锥齿轮减速器和二级圆锥—圆柱齿轮减速器,用
第五节传动轴结构分析与设计 传动轴总成主要由传动轴及其两端焊接的花键轴和万向节叉组成。传动轴中一般设有由滑动叉和花键轴组成的滑动花键,以实现传动长度的变化。为了减小滑动花键的轴向滑动阻力和磨损,有时对花键齿进行磷化处理或喷涂尼龙层;有的则在花键槽中放入滚针、滚柱或滚珠等滚动元件,以滚动摩擦代替滑动摩擦,提高传动效率。但这种结构较复杂,成本较高。有时对于有严重冲击载荷的传动,还采用具有弹性的传动轴。传动轴上的花键应有润滑及防尘措施,花键齿与键槽间隙不宜过大,且应按对应标记装配,以免装错破坏传动轴总成的动平衡。 传动轴的长度和夹角及它们的变化范围由汽车总布置设计决定。设计时应保证在传动轴长度处在最大值时,花键套与轴有足够的配合长度;而在长度处在最小时不顶死。传动轴夹角的大小直接影响到万向节十字轴和滚针轴承的寿命、万向传动的效率和十字轴旋转的不均匀性。 在长度一定时,传动轴断面尺寸的选择应保证传动轴有足够的强度和足够高的临界转速。所谓临界转速,就是当传动轴的工作转速接近于其弯曲固有振动频率时,即出现共振现象,以致振幅急剧增加而引起传动轴折断时的转速。传动轴的临界转速为 22 2 8 10 2.1 C c C k L d D n + ? = (4—13) 式中,n k为传动轴的临界转速(r/min);L C为传动轴长度(mm),即两万向节中心之间的距离;d c和D c分别为传动轴轴管的内、外径(mm)。 在设计传动轴时,取安全系数K=n k/n max=1.2~2.0,K=1.2用于精确动平衡、高精度的伸缩花键及万向节间隙比较小时,n max为传动轴的最高转速(r/min)。 由式(4—13)可知,在D c和L c相同时,实心轴比空心轴的临界转速低,且费材料。另外,当传动轴长度超过1.5m时,为了提高n k以及总布置上的考虑,常将传动轴断开成两根或三根,万向节用三个或四个,而在中间传动轴上加设中间支承。 传动轴轴管断面尺寸除满足临界转速的要求外,还应保证有足够的扭转强度。轴管的扭转切应力τc应满足
差速器结构图:1-差速器壳轴承;2和8-差速器壳体;3和5-调整垫片;4-半轴齿轮(两个);6-行星齿轮(两个或四个);7-主减速器从动锥齿轮;9-行星齿轮轴。
托森轮间差速器:1-差速器壳;2-直齿轮轴;3-半轴;4-直齿轮;5-主减速器被动齿轮;6-蜗伦;7-蜗杆
差速器用以连接左右半轴,可使两侧车轮以不同角速度旋转同时传递扭矩。保证车轮的正常滚动。有的多桥驱动的汽车,在分动器内或在贯通式传动的轴间也装有差速器,称为桥间差速器。其作用是在汽车转弯或在不平坦的路面上行驶时,使前后驱动车轮之间产生差速作用。 我们喜欢的,要么错过了,要么已经有主了;喜欢我们的,总觉得缺少一种感觉。于是我们抱着追求真感情的态度,寻找爱情,可是总觉得交际面太窄,没有办法认识理想的类型;于是我们抱着宁缺毋滥的态度,自由着,孤单着……——几米
汽车制动传动装置(气压传动装置) 2010-4-14 气压传动装置的工作原理原理: 气压式制动传动装置是利用压缩空气作动力源的动力制动装置。制动时,驾驶员通过控制踏板的行程,便可控制制动气压的大小,得到不同的制动强度。其特点是制动操纵省力,制动强度大,踏板行程小;但需要消耗发动机的动力;制动粗暴而且结构比较复杂。因此,一般在重型和部分中型汽车上采用。 布置形式:气压传动装置的组成与布置形式随车型而异,但总的工作原理相同。管路的布置形式也分为单管路与双管路两种。 双管路气压制动传动装置的组成和管路布置:双管路气压制动传动装置是利用一个双腔(或)三腔)制动阀,两个或三个储气筒,组成两套彼此独立的管路,分别控制两桥(或三桥)的制动器