Oktober 2005
DEUTSCHE NORM
Normenausschuss Gie?ereiwesen (GINA) im DIN
Preisgruppe 15
DIN Deutsches Institut für Normung e.V. ? Jede Art der Vervielf?ltigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.ICS 77.080.10
F^g
9648896
www.din.de X
DIN EN 1563
Gie?ereiwesen –
Gusseisen mit Kugelgraphit;
Deutsche Fassung EN 1563:1997 + A1:2002 + A2:2005
Founding –
Spheroidal graphite cast irons;
German version EN 1563:1997 + A1:2002 + A2:2005Fonderie –
Fonte à graphite sphéroidal;
Version allemande EN 1563:1997 + A1:2002 + A2:2005
?
Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Ersatz für
DIN EN 1563:2003-02
www.beuth.de
Gesamtumfang 34 Seiten
Klass.Nr: 51611
Q U E L L E : N O L I S (N o r m v o r A n w e n d u n g a u f A k t u a l i t ?t p r üf e n !/C h e c k s t a n d a r d f o r c u r r e n t i s s u e p r i o r t o u s a g e )
标准分享网免费标准下载站https://www.doczj.com/doc/056485376.html,
DIN EN 1563:2005-10
Nationales Vorwort
Diese Europ?ische Norm EN 1563:1997 und die ?nderungen EN 1563/A1:2002 und EN 1563/A2:2005 sind vom Technischen Komitee (TC) 190 …Gie?ereiwesen“ (Sekretariat: Deutschland) des Europ?ischen Komitees für Normung (CEN) erarbeitet worden.
Das zust?ndige deutsche Normungsgremium ist der Arbeitsausschuss GINA-AA 1.2 …Gusseisen mit Kugel-graphit“ des Normenausschusses Gie?ereiwesen (GINA) im DIN Deutsches Institut für Normung e. V.
Die ?nderung A2 wurde durch eine senkrechte Linie am linken Rand des Textes gekennzeichnet.
?nderungen
Gegenüber DIN EN 1563:2003-02 wurden folgende ?nderungen vorgenommen:
Die Europ?ische ?nderung A2:2005, wurde zur Unterstützung der EU-Richtlinie 97/23/EC bzw. der Druckge-r?terichtlinie (DGRL), eingearbeitet.
a) Verwendungsbeispiele und Hinweise für Gusseisen mit Kugelgraphit für Druckger?te aufgenommen;
b) Abschnitt …11 Prüfbescheinigung“ eingefügt und Referenz im Abschnitt 2 nachgetragen;
c) Anhang ZA aufgenommen.
Frühere Ausgaben
DIN 1693: 1961-09
DIN 1693-1:1973-10
DIN 1693-2: 1977-10
DIN EN 1563: 1997-08, 2002-08, 2003-02
2
DIN EN 1563:2005-10
3
Nationaler Anhang NA
(informativ)
?
?nderungen gegenüber der 2002-08 zurückgezogenen Norm DIN EN 1593:1997-08.
?nderungsvermerk aus DIN EN 1563:2003-02:
(Die Europ?ische ?nderung A1:2002 wurde eingearbeitet:)
a) Tabelle 3, Anmerkung 1, Text neu formuliert ohne Bezug auf Richtwerte im Anhang D;
b) 8.3.2, Absatz 3 und 4 erg?nzt, Anforderungen an die …Dicke der Sandform“ mit Bezug auf die Tabelle un-ter Bild 6 überarbeitet; c) Bild 1 und Bild 2, fehlende Schraffur in den Bildern eingefügt; d) Tabelle zu Bild 6 überarbeitet.
Gegenüber DIN EN 1563:2002-08 wurde folgende Berichtigung vorgenommen: ? Bild 6 berichtigt.
? ?nderungen gegenüber den 1997-08 zurückgezogenen Normen DIN 1693-1:1973-10 bzw.
DIN 1693-2:1977-10 ?nderungsvermerk aus DIN EN 1563:1997-08:
a) Werkstoffkurzzeichen und Werkstoffnummer ge?ndert, siehe Tabelle; b) 23 Werkstoffsorten neu aufgenommen, siehe Tabelle;
? Die alten Sorten GGG-35.3 und GGG-40.3 wurden in je drei Sorten aufgeteilt, um einmal die Kerb schlagarbeit bei Raumtemperatur zus?tzlich vorschreiben zu k?nnen, und um beide Werkstoffsorten
auch ohne Prüfung der Kerbschlagarbeit, bei GGG-40.3 mit erh?hter Dehnung, einsetzen zu k?nnen.
? Die Sorten EN-GJS-450-10 und EN-GJS-450-10U wurden zus?tzlich aufgenommen, um eine (kostengünstige) Werkstoffsorte zwischen den bisher gel?ufigen Sorten GGG-40 und GGG-50 zur Verfügung zu haben. Das Haupteinsatzgebiet wird bei Schleuderguss gesehen. ? Aufgrund der bisher gewonnenen Erfahrungen konnten die Sorten EN-GJS-800-2U bei den dickwandigen Gussstücken und die Sorten EN-GJS-900-2 und EN-GJS-900-2U zus?tzlich aufgenommen werden. c) zus?tzliche, getrennt gegossene Probestücke aufgenommen (M?glichkeit 1, Typ I , II a, III , IV und M?glichkeit 3); d) Prüfverfahren für die Kerbschlagarbeit ge?ndert (Charpy anstelle DVM); e) Sorteneinteilung in Abh?ngigkeit von der H?rte neu aufgenommen; f)
weitere mechanische und physikalische Eigenschaften zus?tzlich zur Information aufgenommen.
DIN EN 1563:2005-10
4 Tabelle NA.1 — Gegenüberstellung der neuen Werkstoffbezeichnungen nach DIN EN 1563 zu den früheren Werkstoffbezeichnungen nach DIN 1693-1:1973-10 bzw. DIN 1693-2:1977-10
Werkstoff nach DIN 1693-1 bzw. DIN 1693-2 Werkstoff nach DIN EN 1563 Kurzzeichen Nummer Kurzzeichen Nummer
Getrennt gegossene Probestücke
GGG-35.3 0.7033 EN-GJS-350-22-LT EN-JS1015 — —
EN-GJS-350-22-RT
EN-JS1014 — —
EN-GJS-350-22
EN-JS1010 GGG-40.3 0.7043 EN-GJS-400-18-LT EN-JS1025 — —
EN-GJS-400-18-RT
EN-JS1024 — —
EN-GJS-400-18
EN-JS1020 GGG-40 0.7040 EN-GJS-400-15 EN-JS1030 — —
EN-GJS-450-10
EN-JS1040 GGG-50 0.7050 EN-GJS-500-7 EN-JS1050
GGG-60 0.7060 EN-GJS-600-3 EN-JS1060
GGG-70 0.7070 EN-GJS-700-2 EN-JS1070
GGG-80 0.7080 EN-GJS-800-2 EN-JS1080 — —
EN-GJS-900-2
EN-JS1090 Angegossene Probestücke
— —
EN-GJS-350-22U-LT
EN-JS1019 — —
EN-GJS-350-22U-RT
EN-JS1029 — —
EN-GJS-350-22U
EN-JS1032 GGG-40.3 0.7043 EN-GJS-400-18U-LT EN-JS1049 — —
EN-GJS-400-18U-RT
EN-JS1059 — —
EN-GJS-400-18U
EN-JS1062 GGG-40 0.7040 EN-GJS-400-15U EN-JS1072 — —
EN-GJS-450-10U
EN-JS1132 GGG-50 0.7050 EN-GJS-500-7U EN-JS1082
GGG-60 0.7060 EN-GJS-600-3U EN-JS1092
GGG-70 0.7070 EN-GJS-700-2U EN-JS1102 — —
EN-GJS-800-2U
EN-JS1112 — —
EN-GJS-900-2U
EN-JS1122 Einteilung nach der H?rte
— —
EN-GJS-HB130
EN-JS2010 — —
EN-GJS-HB150
EN-JS2020 — —
EN-GJS-HB155
EN-JS2030 — —
EN-GJS-HB185
EN-JS2040 — —
EN-GJS-HB200
EN-JS2050 — —
EN-GJS-HB230
EN-JS2060 — —
EN-GJS-HB265
EN-JS2070 — —
EN-GJS-HB300
EN-JS2080 — —
EN-GJS-HB330
EN-JS2090
EN 1563
Juni 1997
EUROP?ISCHE NORM EUROPEAN STANDARD NORME EUROPéENNE
+A1
Mai 2002
+ A2 Juli 2005
ICS 77.080.10
Deutsche Fassung
Gie?ereiwesen — Gusseisen mit Kugelgraphit
Founding —
Spheroidal graphite cast irons
Fonderie —
Fonte à graphite sphéroidal
Diese Europ?ische Norm wurde von CEN am 2. Mai 1997 angenommen.
Die ?nderung A1 wurde von CEN am 11. April 2002 angenommen. Die ?nderung A2 wurde von CEN am 20. Juni 2005 angenommen.
Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Gesch?ftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europ?ischen Norm ohne jede ?nderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum oder bei jedem CEN-Mitglied auf Anfrage erh?ltlich.
Diese Europ?ische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Franz?sisch). Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortung durch übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen.
CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, D?nemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, den Niederlanden, Norwegen, ?sterreich, Polen, Portugal, Schweden, der Schweiz, der Slowakei, Slowenien, Spanien, der Tschechischen Republik, Ungarn, dem Vereinigten K?nigreich und Zypern.
E U R O P ?I S C H E S K O M I T E E
F üR N O R M U N
G EUROPEAN COMMITTEE FOR STANDARDIZATION C O M I T é E U R O P éE N D E N O R M A L I S A T I O N
Management-Zentrum: rue de Stassart, 36 B-1050 Brüssel
? 2005 CEN Alle Rechte der Verwertung, gleich in welcher Form und in welchem
Verfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.
Ref. Nr. EN 1563:1997+A1:2002+A2:2005 D
EN 1563:1997 + A1:2002 + A2:2005 (D)
Inhalt Seite
Vorwort (4)
Vorwort der ?nderung A1 (4)
Vorwort der ?nderung A2 (4)
Einleitung (5)
1Anwendungsbereich (6)
2Normative Verweisungen (6)
3Definitionen (6)
4Bezeichnung (7)
5Bestellangaben (7)
6Herstellung (7)
7Anforderungen (7)
7.1Proben, die aus getrennt gegossenen Probestücken durch mechanische Bearbeitung
hergestellt wurden (7)
7.2Proben, die aus angegossenen Probestücken durch mechanische Bearbeitung
hergestellt wurden (9)
7.3Proben, die aus einem Gussstück entnommenen Probestücken durch mechanische
Bearbeitung hergestellt wurden (12)
7.4Einteilung in Abh?ngigkeit von der H?rte (12)
7.5Graphitausbildung (12)
8Probenahme (12)
8.1Allgemeines (12)
8.2Getrennt gegossene Probestücke (12)
8.3Angegossene Probestücke (13)
8.4Aus dem Gussstück entnommene Probestücke (14)
9Prüfverfahren (14)
9.1Zugversuch (14)
9.2Kerbschlagbiegeversuch (14)
9.3H?rteprüfung (14)
10Wiederholungsprüfungen (15)
10.1Notwendigkeit für Wiederholungsprüfungen (15)
10.2Vorgehensweise bei Wiederholungsprüfungen (15)
11Prüfbescheinigung (16)
Anhang A (informativ) Einteilung in Abh?ngigkeit von der H?rte (22)
Anhang B (informativ) Technische Daten für Gusseisen mit Kugelgraphit (24)
Anhang C (informativ) Literaturhinweise (27)
Anhang D (informativ) Richtwerte für die 0,2%-Dehngrenze für Proben, die aus Gussstücken entnommenen Probestücken durch mechanische Bearbeitung hergestellt wurden (28)
Anhang E (normativ) Bildung von Prüfeinheiten und Anzahl der Prüfungen (29)
Anhang ZA (informativ) Zusammenhang zwischen dieser Europ?ischen Norm und den grundlegenden Anforderungen der EU-Richtlinie 97/23/EC (30)
2
EN 1563:1997 + A1:2002 + A2:2005 (D)
Seite Bilder
Bild 1 — Getrennt gegossene Probestücke (M?glichkeit 1) (16)
Bild 2 — Getrennt gegossene Probestücke (M?glichkeit 2) (17)
Bild 3 — Getrennt gegossene Probestücke (M?glichkeit 3) (18)
Bild 4 — Zugprobe (19)
Bild 5 — Charpy-Kerbschlagprobe (20)
Bild 6 — Angegossenes Probestück (21)
Bild B.1 — Beispiele für Verh?ltnisse zwischen Brinellh?rte und Zugfestigkeit R m bei Gusseisen mit Kugelgraphit nach [4] in Anhang C (26)
3
EN 1563:1997 + A1:2002 + A2:2005 (D)
Vorwort
Diese Europ?ische Norm wurde vom Technischen Komitee CEN/TC 190 …Gie?ereiwesen“ erarbeitet, dessen Sekretariat vom DIN gehalten wird.
Im Rahmen seines Arbeitsprogramms hat das Technische Komitee CEN/TC 190 in Zusammenarbeit mit CEN/TC 190/WG 2.30 …Gusseisen mit Kugelgraphit und bainitisches Gusseisen“ die folgende Norm ausgear-beitet:
EN 1563, Gie?ereiwesen — Gusseisen mit Kugelgraphit
Diese Europ?ische Norm muss den Status einer nationalen Norm erhalten, entweder durch Ver?ffentlichung eines identischen Textes oder durch Anerkennung bis Dezember 1997, und etwaige entgegenstehende nationale Normen müssen bis Dezember 1997 zurückgezogen werden.
Entsprechend der CEN/CENELEC-Gesch?ftsordnung sind die nationalen Normungsinstitute der folgenden L?nder gehalten, diese Europ?ische Norm zu übernehmen:
Belgien, D?nemark, Deutschland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Luxemburg, Malta, Niederlande, Norwegen, ?sterreich, Portugal, Schweden, Schweiz, Spanien, Tschechische Republik und das Vereinigte K?nigreich.
Vorwort der ?nderung A1
Diese ?nderung EN 1563/A1:2002 zur EN 1563:1997 wurde vom CEN/TC 190 …Gie?ereiwesen“ erarbeitet, dessen Sekretariat vom DIN gehalten wird.
Diese Europ?ische Norm muss den Status einer nationalen Norm erhalten, entweder durch Ver?ffentlichung eines identischen Textes oder durch Anerkennung bis November 2002, und etwaige entgegenstehende nationale Normen müssen bis November 2002 zurückgezogen werden.
Entsprechend der CEN/CENELEC-Gesch?ftsordnung sind die nationalen Normungsinstitute der folgenden L?nder gehalten, diese Europ?ische Norm zu übernehmen:
Belgien, D?nemark, Deutschland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Luxemburg, Malta, Niederlande, Norwegen, ?sterreich, Portugal, Schweden, Schweiz, Spanien, Tschechische Republik und das Vereinigte K?nigreich.
Vorwort der ?nderung A2
Diese Europ?ische Norm (EN 1563:1997/A2:2005) wurde vom Technischen Komitee CEN/TC 190 …Gie?erei-wesen“ erarbeitet, dessen Sekretariat vom DIN gehalten wird.
Diese ?nderung zur Europ?ischen Norm EN 1563:1997 muss den Status einer nationalen Norm erhalten, entweder durch Ver?ffentlichung eines identischen Textes oder durch Anerkennung bis Januar 2006, und etwaige entgegenstehende nationale Normen müssen bis Januar 2006 zurückgezogen werden.
Diese Europ?ische Norm wurde unter einem Mandat erarbeitet, das die Europ?ische Kommission und die Europ?ische Freihandelszone dem CEN erteilt haben, und unterstützt grundlegende Anforderungen der EU-Richtlinien.
Zum Zusammenhang mit EU-Richtlinien siehe informativen Anhang ZA, der Bestandteil dieses Dokumentes ist.
Entsprechend der CEN/CENELEC-Gesch?ftsordnung sind die nationalen Normungsinstitute der folgenden L?nder gehalten, diese Europ?ische Norm zu übernehmen: Belgien, D?nemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen, ?sterreich, Polen, Portugal, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn, Vereinigtes K?nigreich und Zypern.
4
EN 1563:1997 + A1:2002 + A2:2005 (D)
Einleitung
Diese Europ?ische Norm behandelt die Einteilung von Gusseisen mit Kugelgraphit nach den mechanischen Eigenschaften des Werkstoffs.
Die Eigenschaften von Gusseisen mit Kugelgraphit sind von seinem Gefüge abh?ngig.
Die mechanischen Eigenschaften des Werkstoffs k?nnen an mechanisch bearbeiteten Proben, hergestellt aus ?getrennt gegossenen Probestücken;
?an das Gussstück oder das Gie?system angegossenen Probestücken, nachfolgend angegossenes Probestück genannt;
?dem Gussstück entnommenen Probestücken (nur nach Vereinbarung zwischen Hersteller und K?ufer); bestimmt werden.
Die Werkstoffsorte wird anhand der mechanischen Eigenschaften bestimmt, die an Proben, die aus getrennt gegossenen Probestücken durch mechanische Bearbeitung hergestellt werden, gemessen werden.
Für den Fall, dass die H?rte eine Anforderung des K?ufers ist, da sie für seinen Anwendungsfall wichtig ist, sind in Anhang A entsprechende Angaben zur Ermittlung der H?rte enthalten.
Weitere technische Daten über Gusseisen mit Kugelgraphit sind in Anhang B enthalten.
Gusseisen mit Kugelgraphit kann für Druckger?te verwendet werden, z. B. für:
? Kompressorgeh?use;
?Industrieventile (Geh?use, Oberteile, Deckel), Schieberventile, Rückschlagventile, Geb?udearmaturen, Membranventile, Druckentlastungsventile, Ventile für die chemische und petrochemische Prozess-Industrie;
? Gro?wasserraumkessel.
Die geeigneten Werkstoffsorten für Druckanwendungen und die Konditionen für ihren Gebrauch sind in speziellen Produkt- oder Anwendungsnormen angegeben.
Für die Gestaltung von Druckger?ten gelten besondere Konstruktionsrichtlinien.
5
EN 1563:1997 + A1:2002 + A2:2005 (D)
1 Anwendungsbereich
Diese Europ?ische Norm definiert die Sorten und die entsprechenden Anforderungen an Gusseisen mit Kugelgraphit.
Diese Europ?ische Norm legt eine Einteilung nach den mechanischen Eigenschaften fest, die an mechanisch bearbeiteten Proben, hergestellt aus
?getrennt gegossenen Probestücken;
? angegossenen Probestücken;
?dem Gussstück entnommenen Probestücken;
bestimmt werden.
Diese Norm legt ferner eine Einteilung in Abh?ngigkeit von der H?rte fest.
Diese Norm enth?lt keine Technischen Lieferbedingungen für Gussstücke aus Gusseisen mit Kugelgraphit, siehe EN 1559-1 und EN 1559-3.
Diese Norm gilt nicht für Rohre, Formstücke und Zubeh?rteile aus Gusseisen mit Kugelgraphit, die in EN 545, EN 598, EN 969 und ISO 2531 behandelt sind.
2 Normative Verweisungen
Diese Europ?ische Norm enth?lt durch datierte oder undatierte Verweisungen Festlegungen aus anderen Publikationen. Diese normativen Verweisungen sind an den jeweiligen Stellen im Text zitiert, und die Publikationen sind nachstehend aufgeführt. Bei datierten Verweisungen geh?ren sp?tere ?nderungen oder überarbeitungen dieser Publikationen nur zu dieser Europ?ischen Norm, falls sie durch ?nderung oder überarbeitung eingearbeitet sind. Bei undatierten Verweisungen gilt die letzte Ausgabe der in Bezug genommenen Publikation.
EN 10002-1, Metallische Werkstoffe — Zugversuch — Teil 1: Prüfverfahren (bei Raumtemperatur)
EN 10003-1, Metallische Werkstoffe — H?rteprüfung, Brinell — Teil 1: Prüfverfahren
EN 10045-1, Metallische Werkstoffe — Kerbschlagbiegeversuch nach Charpy — Teil 1: Prüfverfahren
EN 10204, Metallische Erzeugnisse — Arten von Prüfbescheinigungen
EN ISO 945:1994, Gusseisen — Bestimmung der Mikrostruktur von Graphit; (ISO 945:1975)
ANMERKUNG Informative Verweisungen auf Dokumente, die bei der Erstellung dieser Norm herangezogen und an den entsprechenden Stellen im Text aufgeführt wurden, sind unter Literaturhinweise aufgeführt.
3 Definitionen
Für die Anwendung dieser Norm gelten die folgenden Definitionen:
3.1
Gusseisen mit Kugelgraphit
Gusswerkstoff auf der Basis Eisen-Kohlenstoff, wobei der Kohlenstoff überwiegend in Form von kugeligen Graphitpartikeln vorliegt
ANMERKUNG Gusseisen mit Kugelgraphit ist auch als duktiles Gusseisen bekannt.
6
EN 1563:1997 + A1:2002 + A2:2005 (D) 3.2
kugelgraphiterzeugende Behandlung
Behandlung, bei der das flüssige Eisen mit einer Substanz versetzt wird, um bei der Erstarrung Graphit in kugeliger Form herzustellen
4 Bezeichnung
Der Werkstoff muss entweder durch das Werkstoffkurzzeichen oder die Werkstoffnummer bezeichnet werden, wie in den Tabellen 1 bis 4 angegeben.
5 Bestellangaben
Folgende Angaben müssen vom K?ufer gemacht werden:
a) die Nummer dieser Europ?ischen Norm (EN 1563);
b) die Bezeichnung des Werkstoffs;
alle speziellen Anforderungen, die bis zum Zeitpunkt der Annahme der Bestellung vereinbart werden müssen.
6 Herstellung
Das Verfahren zur Herstellung von Gusseisen mit Kugelgraphit sowie dessen chemische Zusammensetzung und jede W?rmebehandlung sind, sofern der K?ufer nichts festgelegt hat, dem Ermessen des Herstellers zu überlassen.
Alle Vereinbarungen zwischen Hersteller und K?ufer müssen bis zum Zeitpunkt der Annahme der Bestellung getroffen werden.
7 Anforderungen
7.1 Proben, die aus getrennt gegossenen Probestücken durch mechanische Bearbeitung
hergestellt wurden
7.1.1 Allgemeines
Die mechanischen Eigenschaften von Gusseisen mit Kugelgraphit müssen den Angaben in den Tabellen 1 und 2 und, falls zutreffend, den Anforderungen in 7.1.2 entsprechen.
7.1.2 Kerbschlagbiegeversuch
Die in Tabelle 2 angegebenen Werte für die Kerbschlagarbeit bei Raumtemperatur und tiefen Temperaturen sind, falls zutreffend, nur zu bestimmen, falls dies vom K?ufer bis zum Zeitpunkt der Annahme der Bestellung festgelegt wurde.
7
EN 1563:1997 + A1:2002 + A2:2005 (D)
8
Tabelle 1 — Mechanische Eigenschaften, gemessen an Proben, die aus getrennt gegossenen
Probestücken durch mechanische Bearbeitung hergestellt wurden
Zugfestigkeit 0,2%-Dehngrenze Dehnung
R m R p0,2A
Werkstoffbezeichnung
N/mm2 N/mm2 % Kurzzeichen Nummer min. min. min. EN-GJS-350-22-LT1)EN-JS1015 350 220 22
EN-GJS-350-22-RT2)EN-JS1014 350 220 22
EN-GJS-350-22 EN-JS1010
350 220 22 EN-GJS-400-18-LT1)EN-JS1025 400 240 18
EN-GJS-400-18-RT2)EN-JS1024 400 250 18
EN-GJS-400-18 EN-JS1020
400 250 18 EN-GJS-400-15 EN-JS1030
400 250 15 EN-GJS-450-10 EN-JS1040
450 310 10 EN-GJS-500-7 EN-JS1050 500 320 7
EN-GJS-600-3 EN-JS1060 600 370 3
EN-GJS-700-2 EN-JS1070 700 420 2
EN-GJS-800-2 EN-JS1080 800 480 2
EN-GJS-900-2 EN-JS1090 900 600 2
1) LT für tiefe Temperaturen
2) RT für Raumtemperatur
ANMERKUNG 1 Die Eigenschaften einer Probe, die aus einem angegossenen Probestück durch mechanische Bearbeitung hergestellt wurde, k?nnen die Eigenschaften des eigentlichen Gussstückes nicht genau wiedergeben, es
k?nnen sich hier jedoch bessere N?herungswerte ergeben als mit einem getrennt gegossenem Probestück.
ANMERKUNG 2 Unabh?ngig von dem für die Herstellung der Gussstücke angewendeten Verfahren basieren
die Sorten auf den mechanischen Eigenschaften, die an Proben aus in einer Sandform oder einer Form mit vergleich-
barer Temperaturleitf?higkeit getrennt gegossenen Probestücken gemessen werden.
ANMERKUNG 3 1 N/mm2 entspricht 1 MPa.
ANMERKUNG 4 Die Werkstoffbezeichnung entspricht EN 1560.
EN 1563:1997 + A1:2002 + A2:2005 (D)
9
Tabelle 2 — Mindestwerte für die Kerbschlagarbeit, gemessen an Proben mit V-Kerb, die aus getrennt gegossenen Probestücken durch mechanische Bearbeitung hergestellt wurden
Mindestwerte für die Kerbschlagarbeit in Joule
Werkstoffbezeichnung
bei Raumtemperatur
(23 ± 5) °C
bei (– 20 ± 2) °C bei (– 40 ± 2) °C
Kurzzeichen Nummer
Mittelwert aus
3 Prüfungen Einzel-wert
Mittelwert aus 3 Prüfungen
Einzel wert Mittelwert aus 3 Prüfungen Einzel-wert
EN-GJS-350-22-Lt 1) EN-JS1015 — — — — 12 9 EN-GJS-350-22-RT 2) EN-JS1014 17 14 — — — — EN-GJS-400-18-LT 1) EN-JS1025 — — 12 9 — — EN-GJS-400-18-RT 2)
EN-JS1024 14 11 — — — —
1) LT für tiefe Temperaturen 2) RT für Raumtemperatur
ANMERKUNG 1 Die Werte für diese Werkstoffe gelten für in Sandformen gegossene Gussstücke mit vergleichba-rer Temperaturleitf?higkeit. Vorbehaltlich von ?nderungen, die in der Bestellung zu vereinbaren sind, k?nnen sie für
Gussstücke gelten, die nach anderen Verfahren hergestellt werden.
ANMERKUNG 2 Unabh?ngig von dem für die Herstellung der Gussstücke angewendeten Verfahren basieren die Sorten auf den mechanischen Eigenschaften, die an Proben aus in einer Sandform oder einer Form mit vergleichbarer Temperaturleitf?higkeit getrennt gegossenen Probestücken gemessen werden. ANMERKUNG 3
Die Werkstoffbezeichnung entspricht EN 1560.
7.2 Proben, die aus angegossenen Probestücken durch mechanische Bearbeitung
hergestellt wurden
7.2.1 Allgemeines
Die mechanischen Eigenschaften von Proben aus Gusseisen mit Kugelgraphit müssen den Angaben in den Tabellen 3 und 4 und, falls zutreffend, den in 7.2.2 enthaltenen Anforderungen entsprechen. 7.2.2 Kerbschlagbiegeversuch
Die in Tabelle 4 angegebenen Werte für die Kerbschlagarbeit bei Raumtemperatur und tiefen Temperaturen sind, falls zutreffend, nur zu bestimmen, falls dies vom K?ufer bis zum Zeitpunkt der Annahme der Bestellung festgelegt wurde.
EN 1563:1997 + A1:2002 + A2:2005 (D)
10
Tabelle 3 — Mechanische Eigenschaften, gemessen an Proben, die aus angegossenen Probestücken durch mechanische Bearbeitung hergestellt wurden
Ma?gebende
Wanddicke
Zugfestigkeit
0,2%-Dehn-
grenze
Dehnung
t R m R p0,2A Werkstoffbezeichnung
N/mm2 N/mm2 % Kurzzeichen Nummer min. min. min.
t≤ 30 350 220 22
30 < t≤ 60 330 210 18
EN-GJS-350-22U-LT1)EN-JS1019
60 < t≤ 200 320 200 15
t≤ 30 350 220 22
30 < t≤ 60 330 220 18 EN-GJS-350-22U-RT2)EN-JS1029
60 < t≤ 200 320 210 15
t≤ 30 350 220 22
30 < t≤ 60 330 220 18 EN-GJS-350-22U EN-JS1032
60 < t≤ 200 320 210 15
t≤ 30 400 240 18
30 < t≤ 60 390 230 15 EN-GJS-400-18U-LT1)EN-JS1049
60 < t≤ 200 370 220 12
t≤ 30 400 250 18
30 < t≤ 60 390 250 15 EN-GJS-400-18U-RT2)EN-JS1059
60 < t≤ 200 370 240 12
t≤ 30 400 250 18
30 < t≤ 60 390 250 15 EN-GJS-400-18U EN-JS1062
60 < t≤ 200 370 240 12
t≤ 30 400 250 15
30 < t≤ 60 390 250 14 EN-GJS-400-15U EN-JS1072
60 < t≤ 200 370 240 11
t≤ 30 450 310 10
30 < t≤ 60
EN-GJS-450-10U EN-JS1132
60 < t≤ 200
zwischen Hersteller und K?ufer zu vereinbaren
t≤ 30 500 320 7
30 < t≤ 60 450 300 7
EN-GJS-500-7U EN-JS1082
60 < t≤ 200 420 290 5
t≤ 30 600 370 3
30 < t≤ 60 600 360 2
EN-GJS-600-3U EN-JS1092
60 < t≤ 200 550 340 1
t≤ 30 700 420 2
30 < t≤ 60 700 400 2
EN-GJS-700-2U EN-JS1102
60 < t≤ 200 660 380 1
t≤ 30 800 480 2
30 < t≤ 60
EN-GJS-800-2U EN-JS1112
60 < t≤ 200
zwischen Hersteller und K?ufer zu vereinbaren
t≤ 30 900 600 2
30 < t≤ 60
EN-GJS-900-2U EN-JS1122
60 < t≤ 200
zwischen Hersteller und K?ufer zu vereinbaren
1)LT für tiefe Temperaturen
2)RT für Raumtemperatur
ANMERKUNG 1 Die Eigenschaften einer Probe, die aus einem angegossenen Probestück durch mechanische Bearbeitung hergestellt wurde, k?nnen die Eigenschaften des eigentlichen Gussstückes nicht genau wiedergeben, es
k?nnen sich hier jedoch bessere N?herungswerte ergeben als mit einem getrennt gegossenem Probestück. ANMERKUNG 2 1 N/mm2 entspricht 1 MPa.
ANMERKUNG 3 Die Werkstoffbezeichnung entspricht EN 1560.
EN 1563:1997 + A1:2002 + A2:2005 (D)
11
Tabelle 4 — Mindestwerte für die Kerbschlagarbeit, gemessen an Proben mit V-Kerb, die aus angegossenen Probestücken durch mechanische
Bearbeitung hergestellt wurden
Ma?gebende Wanddicke
Mindestwerte für die Kerbschlagarbeit in Joule
Werkstoffbezeichnung
t
bei Raumtemperatur
(23 ± 5) °C
bei (? 20 ± 2) °C
bei (? 40 ± 2) °C
Kurzzeichen Nummer mm
Mittelwert aus
3 Prüfungen
Einzelwert Mittelwert aus 3 Prüfungen Einzelwert Mittelwert aus 3 Prüfungen Einzelwert t ≤ 60 12 9
EN-GJS-350-22U-LT 1) EN-JS1019 60 < t ≤ 200 — — — —
10 7 t ≤ 60 17 14 EN-GJS-350-22U-RT 2) EN-JS1029 60 < t ≤ 200 15 12
— — — —
30 < t ≤ 60 12 9
EN-GJS-400-18U-LT 1) EN-JS1049 60 < t ≤ 200 — — 10 7 — —
30 < t ≤ 60 14 11 EN-GJS-400-18U-RT 2)
EN-JS1059
60 < t ≤ 200
12
9
— — — —
1) LT für tiefe Temperaturen 2) RT für Raumtemperatur
ANMERKUNG 1 Die Werte für diese Werkstoffe gelten in der Regel für Gussstücke mit Dicken zwischen 30 mm und 200 mm und einer Masse über 2000 kg oder wenn
die ma?gebende Wanddicke zwischen 30 mm und 200 mm variieren darf.
ANMERKUNG 2 Die Eigenschaften einer angegossenen Probe k?nnen die Eigenschaften des eigentlichen Gussstücks nicht genau wiedergeben, es k?nnen sich hier jedoch bessere N?herungswerte ergeben als mit einem getrennt gegossenen Probestück. Weitere Richtwerte sind in Anhang D enthalten. ANMERKUNG 3 1 N/mm 2 entspricht 1 MPa.
ANMERKUNG 4
Die Werkstoffbezeichnung entspricht EN 1560.
EN 1563:1997 + A1:2002 + A2:2005 (D)
7.3 Proben, die aus einem Gussstück entnommenen Probestücken durch mechanische
Bearbeitung hergestellt wurden
Zwischen Hersteller und K?ufer sind, falls zutreffend, zu vereinbaren:
?die Stelle(n) an einem Gussstück, an der (denen) das (die) Probestück(e) zu entnehmen ist (sind);
?die zu messenden mechanischen Eigenschaften;
?die Werte dieser mechanischen Eigenschaften.
ANMERKUNG 1 Die Eigenschaften der Gussstücke sind aufgrund der Komplexit?t und bei unterschiedlicher Wanddicke nicht einheitlich.
ANMERKUNG 2 Die Tabellen 1 bis 4 k?nnen als Anhalt für die wahrscheinlichen Eigenschaften des Gussstücks genommen werden, die Werte k?nnen diesen entsprechen, jedoch auch niedriger sein als in den Tabellen 1 bis 4 ange-geben. Die in den Tabellen 1 und 2 enthaltenen Werte treffen eher für kleinere Gussstücke, die Werte in den Tabellen 3 und 4 eher für gr??ere Gussstücke zu. Weitere Anhaltswerte sind in Anhang D enthalten.
7.4 Einteilung in Abh?ngigkeit von der H?rte
Die H?rte ist nur nach Vereinbarung zwischen Hersteller und K?ufer festzulegen (siehe Anhang A).
7.5 Graphitausbildung
Die Graphitausbildung muss haupts?chlich der Form V und VI nach EN ISO 945:1994 entsprechen. Eine genauere Bestimmung kann bis zum Zeitpunkt der Annahme der Bestellung vereinbart werden.
Diese Ausbildung muss entweder durch eine metallographische Untersuchung oder durch zerst?rungsfreie Prüfverfahren best?tigt werden. Im Streitfall gilt das Ergebnis der mikroskopischen Untersuchung.
8 Probenahme
8.1 Allgemeines
Es müssen Probestücke zur Verfügung gestellt werden, die für das (die) hergestellte(n) Gussstück(e) repr?sentativ ist (sind).
Die Probestücke sind aus demselben Metall herzustellen, das für die Herstellung des Gussstücks (der Gussstücke) verwendet wird, für das (die) sie repr?sentativ sind (siehe Anhang E).
8.2 Getrennt gegossene Probestücke
8.2.1 H?ufigkeit und Anzahl der Prüfungen
Für den jeweiligen Werkstoff repr?sentative Probestücke sind in einer H?ufigkeit herzustellen, die mit der Qualit?tssicherung w?hrend der Fertigung, welche der Hersteller anwendet, übereinstimmen.
Gibt es keine fertigungsbegleitende Qualit?tssicherung oder keine andere Vereinbarung zwischen Hersteller und K?ufer, dann muss mindestens ein Probestück für den Zugversuch hergestellt werden, um den Werkstoff in einer H?ufigkeit, die zwischen Hersteller und K?ufer bis zum Zeitpunkt der Annahme der Bestellung zu vereinbaren ist, zu best?tigen.
Werden bis zum Zeitpunkt der Annahme der Bestellung Kerbschlagversuche vereinbart, dann sind Probestü-cke in einer zwischen Hersteller und K?ufer zu vereinbarenden H?ufigkeit herzustellen.
12
EN 1563:1997 + A1:2002 + A2:2005 (D)
8.2.2 Probestücke und Proben
Die Probestücke müssen zur gleichen Zeit wie die Gussstücke und mit den repr?sentativen kugelgraphit-erzeugenden und Impfbehandlungen getrennt in Sandformen gegossen werden.
Die Probestücke müssen den Anforderungen der Bilder 1, 2 oder 3 entsprechen.
Die Probestücke dürfen bei der Entnahme aus der Form keine h?here Temperatur aufweisen als die Gussstücke.
Wird die kugelgraphiterzeugende Behandlung in der Form (Inmold-Verfahren) durchgeführt, dann dürfen die Probestücke
?entweder Seite an Seite mit den Gussstücken mit einem gemeinsamen Gie?system gegossen werden
?oder getrennt gegossen werden, wobei in der Form für das Probestück ein ?hnliches Behandlungsverfah-ren angewendet wird wie zur Herstellung des Gussstücks.
Falls eine W?rmebehandlung durchgeführt wird, dann müssen die Probestücke derselben Behandlung unterworfen werden wie die Gussstücke, die sie repr?sentieren.
Die in Bild 4 gezeigte Zugprobe und, falls zutreffend, die in Bild 5 gezeigte Kerbschlagprobe müssen durch mechanische Bearbeitung aus einem der in den Bildern 1 und 2 gezeigten Probestücke (schraffierter Bereich) oder aus dem in Bild 3a gezeigten Probestück hergestellt werden. Sofern nichts anderes vereinbart ist, bleibt die Wahl dem Hersteller überlassen.
8.3 Angegossene Probestücke
8.3.1 H?ufigkeit und Anzahl der Prüfungen
Angegossene Probestücke sind repr?sentativ für die Gussstücke, an denen sie angegossen sind, und auch für alle weiteren Gussstücke mit einer ?hnlichen Wanddicke aus der gleichen Prüfeinheit oder für solche, die im gleichen Zeitabschnitt in übereinstimmung mit dem Qualit?tssicherungssystem des Herstellers w?hrend der Fertigung hergestellt werden.
Für den Nachweis des Werkstoffs ist ein (1) Zugversuch durchzuführen, sofern zwischen Hersteller und K?ufer keine besondere Vereinbarung getroffen wurde.
Werden bis zum Zeitpunkt der Annahme der Bestellung Kerbschlagversuche vereinbart, dann sind Probestü-cke in einer H?ufigkeit, die zwischen Hersteller und K?ufer zu vereinbaren ist, herzustellen.
8.3.2 Probestücke und Proben
Die Probestücke, aus denen die Zugproben und/oder Kerbschlagproben entnommen werden, werden an die Gussstücke oder das Gie?system angegossen. Angegossene Probestücke sollten getrennt gegossenen Probestücken vorgezogen werden, wenn die Masse der Gussstücke gleich oder gr??er als 2 000 kg ist oder wenn die ma?gebende Wanddicke zwischen 30 mm und 200 mm variiert.
überschreitet die Masse des Gussstückes 2 000 kg und seine Dicke 200 mm, dann sind nur angegossene Probestücke zu verwenden. In diesem Fall sind die Ma?e des angegossenen Probestücks bis zum Zeitpunkt der Annahme der Bestellung zwischen Hersteller und K?ufer zu vereinbaren.
Die Lageanordnung der angegossenen Probestücke ist zum Zeitpunkt der Annahme der Bestellung zwischen Hersteller und K?ufer zu vereinbaren, wobei die Form des Gussstückes und das Gie?system zu berücksichti-gen sind, um ungünstige Einflüsse auf die Eigenschaften des angrenzenden Werkstoffs zu vermeiden. Angegossene Probestücke dürfen für jedes Gussstückgewicht oder jede Gussstückwanddicke nach dem Ermessen des Herstellers oder durch Vereinbarung mit dem K?ufer verwendet werden.
Die Probestücke müssen in Form und Ma?en den Angaben in Bild 6 entsprechen. Die Dicke der Sandform um die Probestücke muss:
?mindestens 30 mm bei Typ A und B;
?mindestens 60 mm bei Typ C und D;
betragen.
13
EN 1563:1997 + A1:2002 + A2:2005 (D)
14
Wenn die Gussstücke w?rmebehandelt werden müssen, dann dürfen die angegossenen Probestücke erst nach der W?rmebehandlung von den Gussstücken abgetrennt werden, sofern nichts anderes vereinbart ist. Die Proben müssen den Bildern 4 und 5 entsprechen.
8.4 Aus dem Gussstück entnommene Probestücke
8.4.1 Allgemeines
Zus?tzlich zu den Anforderungen an den Werkstoff dürfen Hersteller und K?ufer Eigenschaften vereinbaren, die an festgelegten Stellen im Gussstück gefordert werden. Diese Eigenschaften müssen durch Prüfung von an diesen festgelegten Stellen aus dem Gussstück entnommenen, mechanisch bearbeiteten Proben bestimmt werden. Diese Proben sollten einen Durchmesser gleich 1/3 oder kleiner als 1/3 der Wanddicke des Guss-stücks haben und gr??er sein als 1/5 der Wanddicke des Gussstücks. Bei gro?en Einzelgussstücken dürfen an vereinbarten Stellen im Gussstück, die anzugeben sind, hohlgebohrte Probestücke entnommen werden. 8.4.2 Weitere Bedingungen
Die Stelle am Gussstück, an der das Probestück entnommen wird, muss in einem Bereich liegen, wo die Gussstückwanddicke nahe der ma?gebenden Wanddicke des Gussstücks ist.
Zur Bestimmung der Gr??e der zu verwendenden Probe muss der K?ufer bis zum Zeitpunkt der Annahme der Bestellung dem Hersteller die wichtigen Bereiche angeben. Falls vom K?ufer keine Angaben gemacht werden, darf der Hersteller den Durchmesser der zu verwendenden Probe w?hlen.
9 Prüfverfahren
9.1 Zugversuch
Der Zugversuch ist nach EN 10002-1 durchzuführen. Der bevorzugte Probendurchmesser betr?gt 14 mm, jedoch darf aus technischen Gründen und bei Proben, die Gussstücken durch mechanische Bearbeitung entnommen werden, eine Probe mit einem anderen Durchmesser verwendet werden (siehe Bild 4). In beiden F?llen muss die Anfangsmessl?nge der Probe folgender Gleichung entsprechen:
d S L ×=×=565,500
Dabei ist
L 0 die Anfangsmessl?nge;
S 0 der Anfangsquerschnitt der Probe; d
der Durchmesser der Probe in der Versuchsl?nge.
Falls die vorgenannte Formel für L 0 nicht anwendbar ist, müssen Hersteller und K?ufer über die Ma?e der Probe eine Vereinbarung treffen.
9.2 Kerbschlagbiegeversuch
Der Kerbschlagbiegeversuch ist an drei Charpy-Kerbschlagproben (siehe Bild 5) nach EN 10045-1 durchzu-führen, wobei eine Versuchseinrichtung verwendet wird, deren verfügbare Energie den Eigenschaften des Gusseisens mit Kugelgraphit bei der Prüfung genügt.
9.3 H?rteprüfung
Nach Vereinbarung zwischen Hersteller und K?ufer muss die H?rte als Brinellh?rte nach EN 10003-1 bestimmt werden. Andere H?rteprüfungen dürfen ebenfalls vereinbart werden.
EN 1563:1997 + A1:2002 + A2:2005 (D) Die Prüfung muss an den Proben oder an einer oder mehreren Stellen an den Gussstücken durchgeführt werden, nachdem die Prüffl?che entsprechend der Vereinbarung zwischen Hersteller und K?ufer vorbereitet wurde.
Falls die Messpunkte nicht vereinbart wurden, sind sie vom Hersteller zu w?hlen.
Weitere Angaben über die H?rte sind in Anhang A enthalten.
10 Wiederholungsprüfungen
10.1 Notwendigkeit für Wiederholungsprüfungen
Wiederholungsprüfungen sind durchzuführen, falls eine Prüfung ungültig ist.
Eine Prüfung ist ungültig bei:
a) fehlerhafter Montage der Probe oder Fehler beim Betrieb der Prüfmaschine;
b) unbrauchbarer Probe durch fehlerhaftes Gie?en oder fehlerhafte mechanische Bearbeitung;
c) Bruch der Zugprobe au?erhalb der Versuchsl?nge;
d) Gussfehler in der Probe, der nach einem Bruch sichtbar wird.
In allen F?llen muss eine neue Probe aus demselben Probestück oder einem gleichzeitig gegossenen Zweitprobestück entnommen werden. Das Ergebnis der Wiederholungsprüfung ist zu verwenden.
10.2 Vorgehensweise bei Wiederholungsprüfungen
Ergibt sich bei einem der Versuche ein Ergebnis, das den festgelegten Anforderungen aus anderen als den in 10.1 angegebenen Gründen nicht entspricht, dann müssen für jede nicht bestandene Prüfung zwei Wiederho-lungsprüfungen durchgeführt werden.
Das (die) durch die Prüfung repr?sentierte(n) Gussstück(e) ist (sind) als den festgelegten Anforderungen entsprechend anzusehen, falls beide Wiederholungsprüfungen zufriedenstellende Ergebnisse aufweisen, wie in 7.1, 7.2 und 7.3 und angegeben.
Die in den Wiederholungsprüfungen repr?sentierten Gussstücke sind jedoch als nicht dieser Norm entspre-chend anzusehen, falls die Wiederholungsprüfungen zwar gültig sind, eines der Ergebnisse jedoch die festgelegte Eigenschaft nicht erfüllt.
Sofern nichts anderes festgelegt ist, kann bei Gussstücken im Rohgusszustand mit nichtentsprechenden Eigenschaften eine W?rmebehandlung durchgeführt werden.
Bei Gussstücken, die einer W?rmebehandlung unterzogen wurden und bei denen die Prüfergebnisse nicht gültig sind, muss es dem Hersteller erlaubt werden, die Gussstücke und die sie repr?sentierenden Probestü-cke einer erneuten W?rmebehandlung zu unterziehen. In diesem Fall müssen die Probestücke die gleiche Anzahl an W?rmebehandlungen wie die Gussstücke erhalten.
Sind die Prüfergebnisse der Proben, die aus erneut w?rmebehandelten Probestücken durch mechanische Bearbeitung hergestellt wurden, zufriedenstellend, dann sind die erneut w?rmebehandelten Gussstücke als den festgelegten Anforderungen oder dieser Norm entsprechend anzusehen.
Die Anzahl der erneuten W?rmebehandlungen darf zwei Durchg?nge nicht überschreiten.
15
EN 1563:1997 + A1:2002 + A2:2005 (D)
16
11 Prüfbescheinigung
Beim Bestellen von Produkten für die Verwendung für Druckger?te hat der Hersteller der Ger?te die Verpflich-tung, die nach EN 10204 zutreffende Prüfbescheinigung zu verlangen, in der die übereinstimmung des Werkstoffes mit den Festlegungen nach dieser Norm best?tigt wird.
Für andere Anwendungen, wenn vom K?ufer verlangt und dies mit dem Hersteller vereinbart wurde, muss der
Hersteller für die Produkte die entsprechende Prüfbescheinigung nach EN 10204 abgeben.
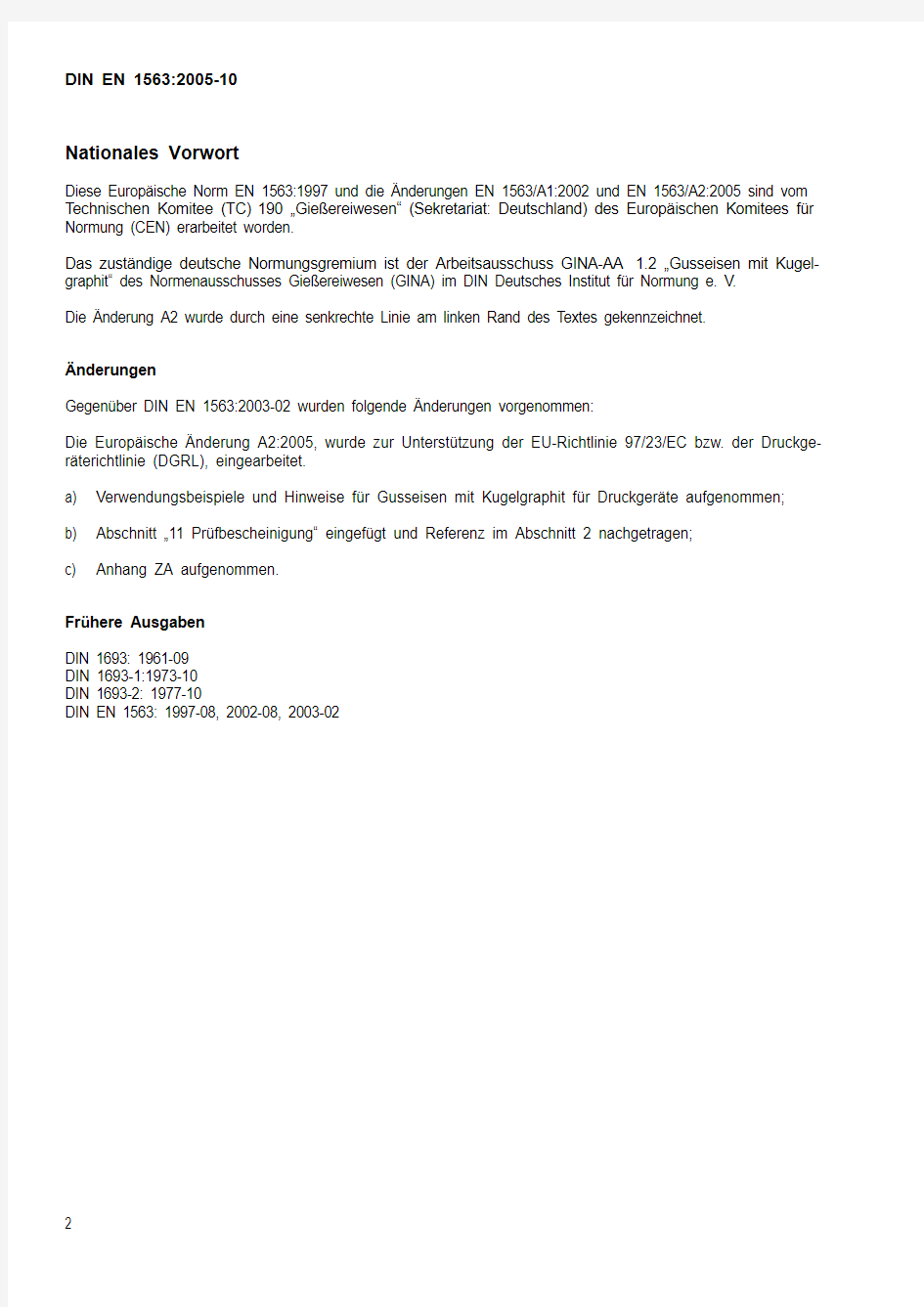
Ma?e in Millimeter
Typ
Ma? I
II a Ii b
III IV
u 12,5 25 25 50 75
v 40 55 90 90 125 x 30
40 40 oder 50 60 65
y 1) 80
100 100 150 165
z 2)
abh?ngig von der Probenl?nge
1) Nur zur Information
2) z muss so gew?hlt werden, dass eine Probe mit den in Bild 4 gezeigten Ma?en aus dem Probestück durch
mechanische Bearbeitung hergestellt werden kann.
Die Dicke der Sandform um die Probestücke muss ? mindestens 40 mm bei Typ I , II a und II b; ? mindestens 80 mm bei Typ III und Typ IV ; betragen.
ANMERKUNG Für die Herstellung von dünnwandigen Gussstücken oder Gussstücken in Metallformen dürfen die Eigenschaften bei Zugbeanspruchung nach Vereinbarung zwischen Hersteller und K?ufer an Proben ermittelt werden, die aus Probestücken mit einer Dicke u unter 12,5 mm entnommen wurden.
Bild 1 — Getrennt gegossene Probestücke (M?glichkeit 1)
典型铸铁件铸造工艺设计与实例叙述铸造生产中典型铸铁件——气缸类铸件、圆筒形铸件、环形铸件、球墨铸铁曲轴、盖类铸件、箱体及壳体类铸件、阀体及管件、轮形铸件、锅形铸件及平板类铸件的铸造实践。内容涉及材质选用、铸造工艺过程的主要设计、常见主要铸造缺陷及对策等。 第1章气缸类铸件 1.1 低速柴油机气缸体 1.1.1 一般结构及铸造工艺性分析1.1.2 主要技术要求 1.1.3 铸造工艺过程的主要设计1.1.4 常见主要铸造缺陷及对策1.1.5 铸造缺陷的修复 1.2 中速柴油机气缸体 1.2.1 一般结构及铸造工艺性分析1.2.2 主要技术要求 1.2.3 铸造工艺过程的主要设计1.3 空气压缩机气缸体 1.3.1 主要技术要求 1.3.2 铸造工艺过程的主要设计第2章圆筒形铸件 2.1 气缸套 2.1.1 一般结构及铸造工艺性分析2.1.2 工作条件 2.1.3 主要技术要求 2.1.4 铸造工艺过程的主要设计2.1.5 常见主要铸造缺陷及对策2.1.6 大型气缸套的低压铸造2.1.7 气缸套的离心铸造 2.2 冷却水套 2.2.1 一般结构及铸造工艺性分析2.2.2 主要技术要求 2.2.3 铸造工艺过程的主要设计2.2.4 常见主要铸造缺陷及对策2.3 烘缸 2.3.1 结构特点 2.3.2 主要技术要求 2.3.3 铸造工艺过程的主要设计2.4 活塞 2.4.1 结构特点 2.4.2 主要技术要求 2.4.3 铸造工艺过程的主要设计2.4.4 砂衬金属型铸造 第3章环形铸件 3.1 活塞环3.1.1 概述 3.1.2 材质 3.1.3 铸造工艺过程的主要设计 3.2 L形环 3.2.1 L形环的单体铸造 3.2.2 L形环的筒形铸造 第4章球墨铸铁曲轴 4.1 主要结构特点 4.1.1 曲臂与轴颈的连接结构 4.1.2 组合式曲轴 4.2 主要技术要求 4.2.1 材质 4.2.2 铸造缺陷 4.2.3 质量检验 4.2.4 热处理 4.3 铸造工艺过程的主要设计 4.3.1 浇注位置 4.3.2 模样 4.3.3 型砂及造型 4.3.4 浇冒口系统 4.3.5 冷却速度 4.3.6 熔炼、球化处理及浇注 4.4 热处理 4.4.1 退火处理 4.4.2 正火、回火处理 4.4.3 调质(淬火与回火)处理 4.4.4 等温淬火 4.5 常见主要铸造缺陷及对策 4.5.1 球化不良及球化衰退 4.5.2 缩孔及缩松 4.5.3 夹渣 4.5.4 石墨漂浮 4.5.5 皮下气孔 4.6 大型球墨铸铁曲轴的低压铸造 第5章盖类铸件 5.1 柴油机气缸盖 5.1.1 一般结构及铸造工艺性分析 5.1.2 主要技术要求 5.1.3 铸造工艺过程的主要设计 5.2 空气压缩机气缸盖 5.2.1 一般结构及铸造工艺性分析 5.2.2 主要技术要求 5.2.3 铸造工艺过程的主要设计 5.3 其他形式气缸盖 5.3.1 一般结构 5.3.2 主要技术要求 5.3.3 铸造工艺过程的主要设计 第6章箱体及壳体类铸件 6.1 大型链轮箱体 6.2 增压器进气涡壳体 6.3 排气阀壳体 6.4 球墨铸铁机端壳体 6.5 球墨铸铁水泵壳体 6.6 球墨铸铁分配器壳体 第7章阀体及管件 7.1 灰铸铁大型阀体 7.2 灰铸铁大型阀盖 7.3 球墨铸铁阀体 7.4 管件 7.5 球墨铸铁螺纹管件 7.6 球墨铸铁管卡箍 7.6.1 主要技术要求 7.6.2 铸造工艺过程的主要设计 7.6.3 常见主要铸造缺陷及对策 第8章轮形铸件 8.1 飞轮 8.2 调频轮 8.3 中小型轮形铸件 8.4 球墨铸铁轮盘 第9章锅形铸件 9.1 大型碱锅 9.2 中小型锅形铸件 第10章平板类铸件 10.1 大型龙门铣床落地工作台 10.2 大型立式车床工作台 10.3 大型床身中段 10.4 大型底座 中国机械工业出版社精装16开定价:299元
球墨铸铁铸件的铸造过程及要点注意 1.铸铁—球墨铸铁国家标准(GB1348-2009) 2.生产工艺流程(电炉生产球墨铸铁件) 生铁――入炉熔炼――铁水加入合金球化\孕育处理――浇注型腔――打箱清理――热处理(如果需要的话) 3.定购信息。根据本规范定购材料应该包孕下列信息: (1)产品名称, (2)所需的球墨铸铁牌号; (3)要是需要,其它特殊性能; (4)是否需要不同数目的试样; (5)要是需要,需供给保证书; (6)要是需要,其它的交付物。 4.拉伸性能要求。 5.热处理。牌号60-40-18通常需要完全铁素体化退火。牌号120-90-02和100-70-03一般需要淬火回火或正火回火或等温热处理。其它牌号可以铸态或热处理状态交付。颠末淬火到马氏体再回沸热处理的球墨铸铁比相同硬度的铸态材料有低患上多的委顿强度。 6.实验试样。 (1)用来机加工成拉伸实验试样的单铸实验试块应该铸造成图1和图2指定的尺寸和形状。由图3所示的模具铸造的改良龙骨型铸锭可以替代1英寸的Y 型铸锭或1英寸的龙骨型铸锭。实验试样应该在由合适的型砂制成的敞口铸模中铸造,并且对于 0.5英寸(
12.5mm)和1英寸(25mm)尺寸的试样应该具有最小 1.5英寸(38mm)的铸模壁厚,对于3英寸尺寸的试样应该具有最小3英寸(75mm)的铸模壁厚。试样应该在铸模中冷却至出现黑色(接近482℃或更低)。代表铸件的试样铸锭的尺寸应该由购买方选择。要是购买方没有选择,则由生产商选择。⑵当根据本规范举行熔模铸造时,生产商可以用铸件的熔液在铸模中浇铸实验试样,或在与生产铸件相同的热环境下用同样类型的铸模零丁浇铸。实验试块应该由其代表的铸件同1个铸桶或熔炉中浇铸。 7.特殊要求。特殊要求,如硬度,化学成分,微观结构,压力密封性,X光不变性,磁粉尺寸检验和表面状态。 8.工艺,表面和外观。 (1)铸件应该是光滑的,无有害缺陷,并应该完全符合图纸或购买方供给的范例的尺寸要求。 (2)在后续需要机加工的地区范围,铸件不应该存在冷区。 9.化学要求。本规范划定化学成分服从机械性能。但购买方和生产商可以协商指定化学的要求。 10.实验和复验的数目。浇铸和实验的代表试块数目应该有生产商确定,错非与购买方有其它协议指定。 11.拉伸实验试样 12.检验责任。供应商可以施用本身或选择其它不论什么合适的检验机构举行本规范指定的性能检验,错非购买方不承认。购买方保留举行本标准指定的不论什么检验的权力,当该检验项目被以为保证供应商和服务符合前述的要求。 13.辨认标记。尺寸允许时,每1个铸件都应该用1个浮凸的数字来标记零件号或模型号。标记的位置应该如相关的图纸所示。 14.证明书。当购买方和供应方有文字表达协议时,应该有1个证明书以供给材料接受的基础。这应该包孕生产商实验报告的复印件或供应方的声明以证
球墨铸铁铸造工艺 1、金属炉料的要求 各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹钢不准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 防止有密闭容器混入炉料中。 所有炉料应按配料单过称。 球墨铸铁化学成分
球墨铸铁单铸试样力学性能( GB/T1348-1988)
3. 熔炼过程化学成分和机械性能控制范围:熔炼过程化学成分控制范围 3.1.2 球墨铸铁熔炼过程化学成分控制范围
机械性能控制范围符合、标准 配料:加料按(2200kg)根据材质和回炉料情况选择下表其中一种配比。(注 意:如果是其他增碳剂,则增碳剂加入量增加10%) 加料顺序: 200kg 新生铁或回炉料-1/3 增碳剂-废钢-1/3 增碳剂-废钢-1/3 增碳剂- 新生铁- 回炉料。 增碳剂不准一次加入. 防止棚料. 6 冶炼要求加料顺序:新生铁-废钢加满炉-增碳剂-废钢-回炉料。 熔化完毕,温度升到1380℃左右清除铁水表面的渣,取原铁水化学成分
根据成分标准加合金或其他原料调整化学成分。成份不合格不准出铁水 测温,根据铸件工艺要求要求确定出铁温度, 出铁水前扒渣干净。 小铸件要用吨包分包出铁或球化 7 球墨铸铁的孕育和球化处理 孕育剂选用75SiFe, 加入方法为随流加入。 球化处理材料的技术要求参见下表(有特殊要求的球化剂按专项规定). 球铁处理方法 7.3.1 球化处理采取冲入法 7.3.2 将球化处理材料按球化剂-孕育剂(1/3 的硅铁粒)%增碳剂-聚渣剂- 铁板的顺序层状加入铁水包底的一边,每加入一种材料需扒平, 椿实。 7.3.3 铁水冲入位置应是放置合金等材料的另一边,防止铁水直接冲击合 金。先出2/3 铁水球化 7.3.4 球化反应结束后,再出余下的铁水1/3 。剩余2/3 Si75 孕育剂硅铁粒随在出剩余铁水均匀加入。孕育后必须搅拌铁水。
Oktober 2005 DEUTSCHE NORM Normenausschuss Gie?ereiwesen (GINA) im DIN Preisgruppe 15 DIN Deutsches Institut für Normung e.V. ? Jede Art der Vervielf?ltigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.ICS 77.080.10 F^g 9648896 www.din.de X DIN EN 1563 Gie?ereiwesen – Gusseisen mit Kugelgraphit; Deutsche Fassung EN 1563:1997 + A1:2002 + A2:2005 Founding – Spheroidal graphite cast irons; German version EN 1563:1997 + A1:2002 + A2:2005Fonderie – Fonte à graphite sphéroidal; Version allemande EN 1563:1997 + A1:2002 + A2:2005 ? Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Ersatz für DIN EN 1563:2003-02 www.beuth.de Gesamtumfang 34 Seiten Klass.Nr: 51611 Q U E L L E : N O L I S (N o r m v o r A n w e n d u n g a u f A k t u a l i t ?t p r üf e n !/C h e c k s t a n d a r d f o r c u r r e n t i s s u e p r i o r t o u s a g e ) 标准分享网免费标准下载站https://www.doczj.com/doc/056485376.html,
毕业设计(论文) 题目:球墨铸铁轴承盖铸造工艺设计 学生:王XX 指导老师:XXX 系别:材料科学与工程系 专业:材料科学与工程 班级: 学号: 2010年6月
本科毕业设计(论文)作者承诺保证书 本人郑重承诺:本篇毕业设计(论文)的内容真实、可靠。如果存在弄虚作假、抄袭的情况,本人愿承担全部责任。 学生签名: 年月日 福建工程学院本科毕业设计(论文)指导教师承诺保证书 本人郑重承诺:我已按有关规定对本篇毕业设计(论文)的选题与内容进行了指导和审核,该同学的毕业设计(论文)中未发现弄虚作假、抄袭的现象,本人愿承担指导教师的相关责任。 指导教师签名: 年月日
目录摘要I AbstractII 第一章绪论1 1.1铸造的定义1 1.2铸造行业的现状1 1.3铸造的发展趋势1 第二章轴承盖的工艺结构分析3 2.1铸件壁的合理结构3 2.1.1铸件的最小壁厚3 2.1.2铸件的临界壁厚3 2.1.3铸件壁的联接3 2.2铸件加强肋3 2.3铸件的结构圆角4 2.4避免水平方向出现较大平面4 2.5利于补缩和实现顺序凝固4 第三章轴承盖整个铸造设计流程5 3.1造型材料的选择5 3.1.1造型材料的定义5 3.1.2造型材料的分类及其特点5 3.1.3造型材料的选择6 3.2铸件浇注位置的选择7 3.3分型面的选择8 3.4 砂芯设计10 3.4.1砂芯分块10 3.4.2芯头设计10 3.5铸造工艺设计12 3.5.1铸件机械加工余量12 3.5.2机械加工余量13 3.5.3铸造斜度14 3.5.4铸件收缩率14 3.5.5最小铸出孔和槽15 3.5.6分型负数16 3.6浇注系统设计17 3.6.1浇口杯选择17 3.6.2浇注系统类型17 3.6.3浇注系统的尺寸计算18 3.6.4冒口的选择20 3.7合箱20 第四章结论22 4.1结论22 4.2 研究方向和展望22 致谢23 参考文献24
球墨铸铁曲轴的铸造与发展 1、前言 曲轴是汽车发动机的关键部件之一,其性能好坏直接影响汽车的寿命。曲轴工作时承受着大负荷和不断变化的弯矩及扭矩作用,常见的失效形式为弯曲疲劳断裂及轴颈磨损,因此要求曲轴材质具有较高的刚性和疲劳强度以及良好的耐磨性能。随着球墨铸铁技术的发展,其性能也在不断提高,优质廉价的球铁已成为制造曲轴的重要材料之一。 自1947年球墨铸铁发明以来,经过不长时间的努力,其抗拉强度提高到了600~900MPa,接近或超过了碳素钢的水平。与锻钢材料比较,球墨铸铁曲轴既有制造简便、成本低廉,又有吸震、耐磨、对表面裂纹不敏感等锻钢材料所不具备的优良特性,因而球墨铸铁具备了代替锻钢制造曲轴的可能性。 20世纪50年代后期,国内南京汽车制造厂率先批量生产跃进牌汽车球铁曲轴。60年代,二汽首先成为国内按照球铁曲轴生产工艺进行设计和投产的汽车厂。到了70、80年代,中小型柴油机在我国迅速发展,由于球铁制造和经济方面的优势,大多数中小型柴油机都采用球铁曲轴,极大地推动了我国球铁曲轴的应用与发展,出现了一批球铁曲轴专业生产厂。近十多年在汽车工业的快速发展过程中,又新建了一批现代化的球铁曲轴生产厂(或分厂、车间),球铁曲轴在国内得到了普遍应用。 国外球铁曲轴的应用也十分广泛,早在上世纪50 年代,国外就开始将球墨铸铁应用于曲轴的生产,如美国的福特公司首先应用,美国克莱斯勒公司、瑞士的GF公司、法国的雷诺和雪铁龙公司、意大利的菲亚特公司、罗马尼亚的布拉索夫汽车厂等先后成功地将球墨铸铁应用于曲轴的生产。在德国,排气量2000ml 以下的柴油机中球铁曲轴占50%,排气量1500ml 以下的汽油机中球铁曲轴占80%;在美国汽车行业中,球铁曲轴占80%。由于制造技术和经济上的优势,球铁曲轴在汽车工业中广泛应用的总体状况今后不会发生太大的变化。 2、球铁曲轴的熔炼 对于球铁的熔炼,国内外采用冲天炉,工频炉双联熔炼的较多。铁液一般要经过脱硫处理,铁液脱硫方式现在多采用多孔塞脱硫方法,即吹N2气加入CaC2或复合脱硫剂搅拌脱硫。脱硫的稳定性对于熔炼曲轴铁液具有重要意义,如采用感应电炉熔炼可以更好地控制合金成分范围,稳定球化,易于保证铁液质量。 球化处理是球铁曲轴生产的重要环节,石墨的形态不仅影响曲轴本体强度性能,而且会影响到曲轴疲劳强度与抗冲击性能。球化剂的选用对于球化处理结果具有重要意义。 国内球化剂主要采用稀土镁硅铁复合球化剂。 稀土具有较好的脱硫及平衡微量元素有害倾向的作用,净化铁液,稳定生产,但起主导球化作用的仍然是镁。鉴于国内铸造厂脱硫水平的提高,球化剂有向低稀土方向发展的趋势。另外,可根据铸态基体组织的需要,使用含Ca、Ba、Bi、Sb 等元素的复合球化剂。 球化时采用哪种球化工艺,主要考虑吸收率的高低、反应是否平稳。国外很多工厂采用盖包冲入法,其优点是吸收率较高,烟尘少,投资小,适应面广泛。国内采用的更多为冲入法球化处理工艺,Mg的吸收率偏低(通常30%~50%)。喂丝法球化是最近发展起来的一种球化新工艺,其优点是反应平稳、温度损失少,正在逐步推广。 孕育处理是球化后的铁液必不可少的工序。目前,国内普遍采用含硅75%的硅铁合金,国外球铁孕育剂较多地应用硅铁/锆、硅铁/锰/锆及含钙、钡的复合孕育剂,其中锆能延迟衰退
我国铸铁铸造业当前发展状况及趋势 20世纪80年代初,铸铁材料发展进入了顶峰期,随后,世界的铸铁产量便出现急剧递减,然而铸铁仍是当今金属材料中应用最为广泛的基础材料,在铸造合金材料中占有重要地位。 由于受能源、劳动力价格和环境因素的影响,西方工业发达国家的铸件产量将会逐渐减少,转而向发展中国家采购一般铸件,但同时又会向发展中国家出口高附加值、高技术含量的优质铸件。当前,世界经济全球化进程的加速为我国铸造业的发展提供了机遇,国际和国内市场对我国铸件的需求呈持续增长的趋势。与此同时,铸铁作为一种传统的金属材料,在其质量、性能和价格等方面正面临着严酷的挑战。抓紧我国铸铁铸造业的结构调整和技术改造;努力提高铸件质量档次,提高和理环境污染的水平,实现铸铁材料的高附加值化是应付未来更加激烈的市场竞争,满足用户多样化需求的主要对策。 一、我国铸铁的生产水平及差距 1.铸造工艺材料及辅料 我国铸造工艺材料如原砂、粘土、煤粉、粘结剂和涂料在品种、性能、质量等方面与工业先进国家之间的差距极大,以致我国的铸件尺寸精度和表面粗糙度比国外差一到两个等级,铸件表面缺陷造成的废品率比国外高几倍。铸造用工艺原料的标准化、系列化和商品化仍是一个亟待解决的问题。 2.铸造工艺过程及铸件质量的检测与控制 我国在铸造工艺过程和铸件质量的检测与控制方面与工业先进国家还存在比较大的差距,主要反映在以下方面:
①铸造工艺过程的检测。 ②铸造工艺过程的优化和控制。 ③铸件质量的检测。而上述检测和控制手段的完善是提升我国铸铁铸造生产水平的一个主要内容。 3.铸造工艺装备 对于铸造生产,国外广泛采用流水线大量生产;高压造型、射压造型、静压造型和气冲造型;造芯全部用壳芯和冷、热芯盒工艺。国内除汽车等行业中少数厂家采用半自动、自动化流水线大量生产外,多数厂家仍采用较落后的铸造工艺装备。 二、铸铁熔炼技术 1.冲天炉技术 冲天炉居铸铁熔炼设备之首,至今仍担负着80%以上铸铁件的熔炼任务。70年代以后,符合我国特点的炉型和熔炼技术已逐渐完善和成熟,形成了独具特色的多排小风口和两排大间距冲天炉系列。在操作技术上,从一度追求低焦耗到重视铁液质量,进而讲求提高技术、经济、劳动卫个和环境保护的综合指标,逐步开发应用了从炉料处理、修炉、烘炉到配加料、鼓风。炉况控制、铁液检验等全过程的操作技术。在较短的历程中,我们在冲天炉理论研究、炉子结构、修炉材料、送风系统、热能利用、强化底作燃烧、炉内气氛调整控制、铁液炉前检验、消烟除尘、非焦炭化铁、配料及熔炼过程计算机优化控制等诸多方自都取得了可喜的成绩。 冲火炉的发展是围绕着提高性能和生产率,降低消耗,改善操作,减少污染进行的。冲天炉性能主要体现在炭的燃烧、炉料的加热和冶金过程三方面。随着铸铁生产批量的扩大和对铸造生
第四节球墨铸铁的铸造性能与铸造工艺特点 由于碳硅含量较高,球墨铸铁与灰铸铁一样具有良好的流动性和自补缩能力。但是由于炉前处理工艺及凝固过程的不同,球墨铸铁与灰铸铁相比在铸造性能上又有很大的差别,因而其铸造工艺也不尽相同。 一、球墨铸铁的流动性与浇注工艺 球化处理过程中球化剂的加入,一方面使铁液的温度降低,另一方面镁、稀土等元素在浇包及浇注系统中形成夹渣。因此,经过球化处理后铁液的流动性下降。同时,如果这些夹渣进入型腔,将会造成夹杂、针孔、铸件表面粗糙等铸造缺陷。 为解决上述问题,球墨铸铁在铸造工艺上须注意以下问题: (1)一定要将浇包中铁液表面的浮渣扒干净,?最好使用茶壶嘴浇包。 (2)严格控制镁的残留量,最好在0.06%以下。 (3)浇注系统要有足够的尺寸,以保证铁液能做尽快充满型腔,并尽可能不出现紊流。 (4)采用半封闭式浇注系统,根据美国铸造学会推荐的数据,直浇道、横浇道与内浇道的比例为4:8:3。 (5)内浇口尽可能开在铸型的底部。 (6)如果在浇注系统中安放过滤网会有助于排除夹渣。 (7)适当提高浇注温度以提高铁液的充型能力并避免出现碳化物。对于用稀土处理的铁液,其浇注温度可参阅我国有关手册。对于用镁处理的铁液,根据美国铸造学会推荐的数据,当铸件壁厚为25mm时,浇注温度不低于1315℃;当铸件壁厚为6mm时,浇注温度不低于1425℃。 二、球墨铸铁的凝固特性与补缩工艺特点 球墨铸铁与灰铸铁相比在凝固特性上有很大的不同,主要表现在以下方面: (1)球墨铸铁的共晶凝固范围较宽。灰铸铁共晶凝固时,片状石墨的端部始终与铁液接触,因而共晶凝固过程进行较快。球墨铸铁由于石墨球在长大后期被奥氏体壳包围,其长大需要通过碳原子的扩散进行,因而凝固过程进行较慢,以至于要求在更大的过冷度下通过在
灰铸铁的铸造工艺-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
灰铸铁的铸造工艺 铸造业就说“三好”即:好铁水、好型砂、好工艺。铸造工艺在铸件的制造上是和铁水、型砂并列的而做出铸件,铸造工艺是研究决定其流入的路径、方法的技术。 铸型分为: 浇口:把铁水从铁水包注入铸型的入口。往往为使浇注量均匀,除去铁水中的夹杂物,设有集渣浇 横浇道:指铁水从直浇道向型腔流道的水平部分。 内浇口:指铁水从横浇道进入型腔的部位。铸造俗语叫“堰”,是工艺上的重要部分。 出气孔:是随着铁水的充型把型腔内部的空气向外排放的孔道,如果型砂的透气性合适,一般是没 冒口:是把铁水中的夹杂物和铸型中的杂物向外排出口,但是由于铸件冷却收缩造成体积不足起补 铸造工艺的基本要点 铸造工艺是为了使浇注顺利进行,得到良好铸件的技术,平稳且快是加山延太郎博士的名言,即(1)关于铸型的上下:铸件的切削加工面尽量在下箱里,因下部产生缩孔少,材质致密。(2)浇注方式:有从铸件的上部浇入的顶注式和从下部、中部浇注的底注式。顶注式铸型容易(3)内浇口的位置:由于流入型腔内的铁水急速冷却成固体,如果在厚壁部分开内浇口铁水进浇口的数量、形状而决定其位置。 (4)内浇口的种类: 主要为三角内浇口和梯形内浇口。三角内浇口容易做,梯形内浇口能防止渣子混入铸型。(5)直浇口、横浇口、内浇口的断面积比。 按西德R·LEHMANN博士的意见,直浇口为A,横浇口为B,内浇口为C时,A ∶B ∶C=3.6 ∶4.0 ∶虽然关于这个比例是否妥当,有各种不同意见,但说明一下这个比例的思路是:首先铁水通过3间稍长,这期间比重轻的夹杂物可以上浮,就不能从内浇口进入铸件内部。这就是这种比例的要点 浇注系统的设计 浇注系统设计上的一个要点
论高品质球墨铸铁的熔炼技术 高品质球墨铸铁的熔炼技术是提高球墨铸铁综合性能的重要技术手段,通过高品质球墨铸铁的熔炼技术可获得高的强度、塑性、韧性、耐磨性和机械冲击、耐高温或低温、耐腐蚀等。本文针对高品质球墨铸铁熔炼技术要点进行了简要的分析和探讨。 标签:高品质;球墨铸铁;生产;熔炼技术 当今,我国是全球生产铸铁的第一大国,铸件产量是全球总产量的25%。近些年以来,一直保持着迅速增长的态势。然而,我国球墨铸铁的应用比重跟发达国家还面临着一些差距,应用高品质的球墨铸铁还具备比较大的空间。高品质球墨铸铁的优势是化学成分稳定、石墨形态良好、力学性能优异、基体组织适宜。球墨铸铁的熔炼水平会严重地影响到其性能,从一定程度上来讲,球墨铸铁的熔炼技术是球墨铸件生产能力的体现。 1 高品质球墨铸铁的熔炼工艺技术 球墨铸铁铁液的基本要求是高温低硫,国内外一般是借助冲天炉、中频炉、感应炉的联合来熔炼铁液。应用热风除尘冲天炉能够使熔炼铁液的效率大大提高,而应用感应电炉能够有效地控制合金的成分,从而确保稳定的球化。 在国内的大型铸造企业当中,经常应用双联熔炼工艺。然而,在多样性浇注的铸件牌号上,规模较大的冲天炉对铁液成分缺少较强的调整能力。并且,我国的冲天炉在熔炼的过程当中,由于熔炼温度比较低以及焦铁比间存在比较大的差异性,这会制约铁液的质量以及成分构成。通过采用中频感应炉的工艺技术可以使熔炼操作简便,工艺灵活调整,且铁液的质量较高,熔化效率也优于冲天炉,故在中小规模的铸造企业中广泛应用。 在球墨铸铁生产当中,一个关键的生产指标是石墨的形态,石墨的形态跟铸件的抗冲击性和强度性能存在非常紧密的关系。而熔炼球墨铸铁中一个重要的技术是球化处理,选用的球化剂和球化方式会严重地制约到处理的结果。当今,我国大都应用稀土镁硅铁复合剂作为球化剂,其中镁的功能是主导球化。在我国铸造企业日益提升脱硫能力的影响下,球化剂的发展方向是低稀土。另外,结合铸件形态的组织要求,能够选用含有锑、钙、钡的球化剂。在选用球化工艺的过程中,主要的兼顾要素是反应平稳性和吸收率。国外企业大都应用盖包冲入法,该方法的特点是适用面广、吸收率高、烟尘少。我国大都应用冲入法球化处理技术。另外还有喂丝法球化工艺,这种工艺损失的温度少,反应十分稳定,且逐步地获得了应用与推广。 2 原材料对球墨铸件性能产生的影响 我国常用的铸铁件原材料是铸造生铁。其中,生铁中的石墨形态、微量元素、
锻钢和球墨铸铁曲轴的疲劳性能 乔纳森威廉姆斯和阿里法特米 托莱多大学 摘要 疲劳是内燃机中的曲轴失效的主要原因。循环加载和在曲柄销圆角的应力集中是不可避免的,并可能导致疲劳破坏。本研究的目的是比较的锻钢和球墨铸铁曲轴疲劳行为一一缸发动机以及确定是否曲轴的疲劳寿命是疲劳寿命预测的准确估计。单调拉伸试验以及应变控制疲劳试验用试样加工曲轴获得单调和循环变形行为和两种材料的疲劳性能研究。锻钢具有较高的拉伸强度比球墨铸铁更好的疲劳性能。夏比V型缺口冲击试验用试样加工曲轴的获得和比较材料的冲击韧性进行。锻钢无论在何种温度下的T-L和T-L方向的冲击韧性都要比球墨铸铁更好。负载控制部件的疲劳试验,采用锻钢和球墨铸铁曲轴进行。对于一个给定的弯矩调幅,锻钢曲轴有六个因素(6)比球墨铸铁曲轴寿命更长。曲轴的有限元分析,使用类似于组件试验边界条件下进行的。从试样的疲劳性能进行了曲轴的寿命预测。基于S-N预测的结果接近基于为锻钢和铸铁曲轴组件测试的结果。所以S-N的预测是非常接近的实际从锻钢构件测试的结果,但是铸铁曲轴不太精确的。 介绍 内燃机曲轴把活塞的直线运动转化为曲轴的旋转运动。用来驱动曲轴用于汽车或其它装置。曲轴具有很宽的范围从一小缸割草机引擎应用到非常大的多缸柴油机。 曲轴的一个组成部分,目的是持续直至报废的发动机或车辆。作为一个高速度,旋转构件,其使用寿命有数百万,甚至数十亿的重复的负载周期。因此,曲轴通常被设计为无限的生命。 延森(1)在他的一个V-8汽车曲轴惯性和天然气发动机的载荷作用下的弯曲和扭转的形式创建一个多轴应力情况的研究表明。这样做是通过应变计测量应用到曲轴的弯曲和扭转。只有最大的扭转和弯曲力矩被认为和测试通过最大主应力理论的一个恒定幅度的弯曲试验。谐振式弯曲试验是在曲轴的部分进行的。采用S-N方法确定了曲轴的疲劳寿命。 存在应力集中或缺口,在曲轴是不可避免的。在曲轴上有直径变化的地方,存在应力集中可能会导致疲劳失效。鱼片是用来降低应力集中程度。延森确定了曲柄销上的曲轴圆角最关键的位置。在曲轴圆角滚压往往是为了在成分诱导的残余压应力,它可以帮助弥补缺口的影响。残余应力对曲轴疲劳的影响是由简等人的分析。(2)。本研究还采用谐振的弯曲试验,
曲轴及制造技术 曲轴是汽车发动机的关键部件之一,其性能好坏直接影响汽车的寿命。曲轴工作时承受着大负荷和不断变化的弯矩及扭矩作用,常见的失效形式为弯曲疲劳断裂及轴颈磨损,因此要求曲轴材质具有较高的刚性和疲劳强度以及良好的耐磨性能。 1曲轴的工作原理: 曲轴是发动机中最典型、最重要的零件之一,其功用是将活塞连杆传递来的气体压力转变为转矩,作为动力而输出做功,驱动器他工作机构,并带动内燃机辅助装备工作。 发动机主要受力零件曲轴其疲劳破坏最常见的是金属疲劳破坏,即弯曲疲劳破坏和扭转疲劳破坏,前者的发生概率大于后者。弯曲疲劳裂纹首先产生在连杆轴颈(曲柄销)或主轴颈圆角处,然后向曲柄臂发展。扭转疲劳裂纹产生于加工不良的油孔或圆角处,然后向与轴线成方向发展。金属疲劳破坏是由于随时间周期性变化的变应力作用的结果。曲轴破坏的统计分析表明,80%左右是弯曲疲劳产生的。 2曲轴制造工艺: 目前车用发动机曲轴材质有球墨铸铁和钢两类。由于球墨铸铁的切削性能良好,可获得较理想的结构形状,并且和钢质曲轴一样可以进行各种热处理和表面强化处理来提高曲轴的抗疲劳强度、硬度和耐磨性。球墨铸铁曲轴成本只有调质钢曲轴成本的1/3 左右,所以球墨铸铁曲轴在国内外得到了广泛应用。统计资料表明,车用发动机曲轴采用球墨铸铁材质的比例在美国为90%,英国为85%,日本为60%,此外,德国、比利时等国家也已经大批量采用。国内采用球墨铸铁曲轴的趋势则更加明显,中小型功率柴油机曲轴85%以上采用球墨铸铁,功率在160kW 以上的发动机曲轴多采用锻钢曲轴。 3曲轴制造技术: 3.1球墨铸铁曲轴毛坯铸造技术 球墨铸铁曲轴的生产继QT800-2、QT900-2 等几种牌号后,广西玉柴等经过攻关已能稳定生产QT800-6 牌号的曲轴,为曲轴“以铁代钢”奠定了基础。 (1)熔炼 高温低硫纯净铁水的获得是生产高质量球墨铸铁的关键。国内主要是以冲天炉为主的生产设备,铁水未进行预脱硫处理;其次是高纯生铁少、焦炭质量差。 目前已采用双联外加预脱硫的熔炼方法,采用冲天炉熔化铁水,经炉外脱硫,然后在感应电炉中升温并调整成分。目前,在国内铁水成分的检测已普遍采用真空直读光谱仪来进行。 (2)造型
灰铸铁的铸造工艺 铸造业就说“三好”即: 好铁水、好型砂、好工艺。铸造工艺在铸件的制造上是和铁水、型砂并列的三大要素之一,若轻视它,绝对做不出好铸件。在砂型中用模型做出铸型,使铁水流入型腔而做出铸件,铸造工艺是研究决定其流入的路径、方法的技术。 铸型分为: 浇口: 把铁水从铁水包注入铸型的入口。往往为使浇注量均匀,除去铁水中的夹杂物,设有集渣浇口杯。浇口杯下是直浇道。 横浇道: 指铁水从直浇道向型腔流道的水平部分。 内浇口: 指铁水从横浇道进入型腔的部位。铸造俗语叫“堰”,是工艺上的重要部分。 出气孔: 是随着铁水的充型把型腔内部的空气向外排放的孔道,如果型砂的透气性合适,一般是没有必要的。 冒口: 是把铁水中的夹杂物和铸型中的杂物向外排出口,但是由于铸件冷却收缩造成体积不足起补缩作用时叫补缩冒口,这种冒口粗大。 铸造工艺的基本要点
铸造工艺是为了使浇注顺利进行,得到良好铸件的技术,平稳且快是加山延太郎博士的名言,即浇注时间应尽量短,而且在型腔内部又不产生紊乱那样去浇注,其要点如下。 (1)关于铸型的上下: 铸件的切削加工面尽量在下箱里,因下部产生缩孔少,材质致密。 (2)浇注方式: 有从铸件的上部浇入的顶注式和从下部、中部浇注的底注式。 顶注式铸型容易产生冲砂而不怎么使用。 (3)内浇口的位置: 由于流入型腔内的铁水急速冷却成固体,如果在厚壁部分开内浇口铁水进不到薄壁部分,在大铸件时,内浇口若小了通过的铁水就快,内浇口附近要冲砂。要考虑内浇口的数量、形状而决定其位置。 (4)内浇口的种类: 主要为三角内浇口和梯形内浇口。三角内浇口容易做,梯形内浇口能防止渣子混入铸型。 (5)直浇口、横浇口、内浇口的断面积比。 按西德R·LEHMANN博士的意见,直浇口为A,横浇口为B,内浇口为C 时,A∶B∶C= 3.6∶ 4.0∶ 2.0。 虽然关于这个比例是否妥当,有各种不同意见,但说明一下这个比例的思路是:
英国国家标准BS EN 1563:1997 合并修订号No.1和No.2 铸造— 球墨铸铁 本欧洲标准EN 1563:1997及修订本A1:2002和A2:2005具有英国国家标准的同等效力 ICS 77. 080.10 除依据版权法允许的情形之外,未经英国国家标准协会允许不得复制
BS EN 1563:1997 本英国国家标准是在英国工程部门委员会的指导下编制的,经标准委员会的授权,于1997年10月15日生效。 BSI 2006年8月ISBN 0 580 28395 x 英国国家标准前言 本英国国家标准是EN 1563:1997标准(包括修订版A1:2002和A2:2005)的英文版本。本标准取代了BS 2789:1985标准(已被废止)。 新增加或修改的文字,分别由和标记其起始和结束位置。用于表示对CEN标准改动的标记,应附上CEN更改编号。例如:由CEN修订A1所发生的改动应由和来表示。 受铸铁技术委员会ISE/35的委托,英国参与制订本标准。该技术委员会的主要职责是: —帮助查询方理解标准文本; —将关于对该标准的释义或进行修改的建议提交给国际或欧洲委员会的职责部门,并将其及时通知到英国境内的同业者; —密切关注相关国际与欧洲标准的编制工作并在英国境内对标准进行发布。 欲获取该技术委员会代表机构的名录,请向委员会的秘书处索取。 对照索引 贯彻、实施本文本中所涉及到的国际或欧洲标准的英国国家标准机构可在“国际标准机构通讯录索引”一节中的“BSI标准目录”中查找;也可以使用“BSI标准电子目录”中提供的“搜索”工具进行查找。 执行英国国家标准本身并不意味着可以不履行法定义务。 页次摘要: 本文件包括1页封面,1页书内封面,1页EN标题页,2 ~ 24页,1页封底。 本文件中给出的BSI版权说明可以表示出文件的最新发布时间。 标准发布以来所做的更改 更改号更改日期说明 14004 2002年11月1目见英国国家标准前言 16115 2006年8月见英国国家标准前言
球墨铸铁的工艺设计 第一节工艺特点 一、球墨铸铁的流动性与浇注工艺 球化处理过程中球化剂的加入,一方面使铁液的温度降低,另一方面镁、稀土等元素在浇包及浇注系统中形成夹渣。因此,经过球化处理后铁液的流动性下降。同时,如果这些夹渣进入型腔,将会造成夹杂、针孔、铸件表面粗糙等铸造缺陷。 为解决上述问题,球墨铸铁在铸造工艺上须注意以下问题: (1)一定要将浇包中铁液表面的浮渣扒干净,?最好使用茶壶嘴浇包。 (2)严格控制镁的残留量,最好在0.06%以下。 (3)浇注系统要有足够的尺寸,以保证铁液能做尽快充满型腔,并尽可能不出现紊流。 (4)采用半封闭式浇注系统,根据美国铸造学会推荐的数据,直浇道、横浇道与内浇道的比例为4:8:3。 (5)内浇口尽可能开在铸型的底部。 (6)在浇注系统中安放过滤网会有助于排除夹渣。 (7)适当提高浇注温度以提高铁液的充型能力并避免出现碳化物。对于用稀土处理的铁液,其浇注温度可参阅我国有关手册。对于用镁处理的铁液,根据美国铸造学会推荐的数据,当铸件壁厚为25mm时,浇注温度不低于1315℃;当铸件壁厚为6mm时,浇注温度不低于1425℃。 二、球墨铸铁的凝固特性与补缩工艺特点 球墨铸铁与灰铸铁相比在凝固特性上有很大的不同,主要表现在以下方面:(1)球墨铸铁的共晶凝固范围较宽。灰铸铁共晶凝固时,片状石墨的端部始终与铁液接触,因而共晶凝固过程进行较快。球墨铸铁由于石墨球在长大后期被奥氏体壳包围,其长大需要通过碳原子的扩散进行,因而凝固过程进行较慢,以至于要求在更大的过冷度下通过在新的石墨异质核心上形成新的石墨晶核来维持共晶凝固的进行。因此,球墨铸铁在凝固过程中在断面上存在较宽的液固共存区域,其凝固方式具有粥状凝固的特性。这使球墨铸铁凝固过程中的补缩变得困难。 (2)球墨铸铁的石墨核心多。经过球化和孕育处理,球墨铸铁的石墨核心较之灰铸铁多很多,因而其共晶团尺寸也比灰铸铁细得多。 (3)球墨铸铁具有较大的共晶膨胀力。由于在球墨铸铁共晶凝固过程中石墨很快被奥氏体壳包围,石墨长大过程中因体积增大所引起的膨胀不能传递到铁液中,从而产生较大的共晶膨胀力。当铸型刚度不高时,由此产生的共晶膨胀将引起缩松缺陷。
铸造生产的工艺流程 铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序: 1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸 造工艺图; 2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备; 3)造型与制芯; 4)熔化与浇注; 5)落砂清理与铸件检验等主要工序。 成形原理 铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。 图1铸造成形过程铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。 型砂的性能及组成 1、型砂的性能 型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。 2、型砂的组成 型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。型砂结构,如图2所示 图2型砂结构示意图 工艺特点 铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工艺具有以下特点: 1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0. 5毫米到1米左右;铸件长度可以从几毫米到十几米。 2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。 3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。 4)铸件一般使用的原材料来源广、铸件成本低。 5)铸造工艺灵活,生产率高,既可以手工生产,也可以机械化生产。 铸件的手工造型 手工造型的主要方法 砂型铸造分为手工造型(制芯)和机器造型(制芯)。手工造型是指造型和制芯的主要工作均由手工
高镍奥氏体球墨铸铁汽车排气歧管及铸造方法 技术领域 本发明属于汽车排气歧管技术领域,具体涉及高镍奥氏体球墨铸铁汽车排气歧管及铸造方法。 背景技术 随着社会经济条件的发展,市场上不断涌现中、高档轿车,其马力和排放量对汽车零部件的工作条件要求越来越高,如传统排气歧管的工作温度超过900℃,特别在热、冷交变的工作条件下,排气歧管的强度和塑性差,容易造成变形和开裂,致使发动机工作压力不够,而影响轿车的速度,严重时造成发动机工作失灵,不能满足汽车工业的发展,因此对材料选择要求量体裁衣。 高镍奥氏体球墨铸铁因为有其良好的耐腐蚀、耐高温抗氧化性,生产操作中无辐射,无毒害等多种优点,在美国,德国,英国等西方发达国家已部分运用到汽车关键零部件生产。由于高镍奥氏体球墨铸铁铁液表面张力大,收缩倾向大,降温快,流动性差的特点,将其用于汽车排气歧管存在由于排气歧管壁薄,结构复杂,热节部位多,铸件最易出现缩孔,缩松,浇不足和冷隔缺陷。因此高镍奥氏体球墨铸铁在汽车排气歧管的铸造技术在国内外还 发明内容 为解决上述铸造技术中存在的问题,本发明的目的是提供一种高镍奥氏体球墨铸铁汽车排气歧管及其铸造方法,用高镍奥氏体球墨铸铁铸造的汽车排气歧管具有良好的耐腐蚀性,耐热性,耐热冲击性和
热延展性的。 为实现上述发明目的,本发明采用的技术方案是:利用高镍奥氏体球墨铸铁代替现有的铸铁铸造成的汽车排气歧管。 其铸造工艺步骤为制芯、造型、合型、熔炼铁液、浇注、开箱落砂和清理入库,其中: l、制芯:采用低氮高强度覆膜砂,覆膜砂的强度≥3.4Mpa,低发气≤14m/g:排气歧管的内砂芯为内流通砂芯,外腔砂芯在两管卡档处位置镶冷铁: 2、造型:覆膜砂芯组合成型后,采用大孔流量浇注系统工艺,利用侧冒口补缩,由潮模砂提供浇注时的静压头: 3、熔炼铁液:熔炼温度1600~1700℃;采用镁硅合金为球化剂进行球化处理,镁硅合金球化剂的加入量为O.9-1.29/6;用硅铁孕育剂在包内孕育一次,硅铁孕育剂的加入量为0.3-0.5%,用硅锶孕育剂在浇注瞬时再次孕育,硅锶孕育剂的加入量为0.13-0.16%:出炉温度为1650℃~1690℃。 4、浇注工艺 采用大流量、高温快浇的工艺,浇注首箱温度≤1560℃,浇注末箱温度≥1470℃。 采用上述技术方案的有益效果是:高镍奥氏体球墨铸铁具有良好的耐腐蚀性、耐高温性、抗氧化性、延展性、无辐射等特性,运用于制造汽车排气歧管上,可使排气歧管具有良好的耐腐蚀性,耐热性,耐热冲击性和热延展性,可以满足中、高档轿车其马力和排
球墨铸铁铸造工艺 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
球墨铸铁铸造工艺 1、金属炉料的要求 各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹钢不准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 防止有密闭容器混入炉料中。 所有炉料应按配料单过称。 球墨铸铁化学成分 球墨铸铁单铸试样力学性能(GB/T1348-1988) 3.熔炼过程化学成分和机械性能控制范围: 熔炼过程化学成分控制范围 3.1.2球墨铸铁熔炼过程化学成分控制范围
机械性能控制范围符合、标准 配料:加料按(2200kg )根据材质和回炉料情况选择下表其中一种配比。(注意:如果是其他增碳剂,则增碳剂加入量增加10%) 加料顺序: 200kg 新生铁或回炉料-1/3增碳剂-废钢-1/3增碳剂-废钢-1/3增碳剂-新生铁-回炉料。 增碳剂不准一次加入.防止棚料. 6冶炼要求 加料顺序:新生铁-废钢加满炉-增碳剂 -废钢-回炉料。 熔化完毕,温度升到1380℃左右清除铁水表面的渣,取原铁水化学成分。 根据成分标准加合金或其他原料调整化学成分。成份不合格不准出铁水 测温,根据铸件工艺要求要求确定出铁温度, 出铁水前扒渣干净。 小铸件要用吨包分包出铁或球化 7球墨铸铁的孕育和球化处理 孕育剂选用75SiFe,加入方法为随流加入。 球化处理材料的技术要求参见下表(有特殊要求的球化剂按专项规定). 球铁处理方法 7.3.1球化处理采取冲入法 7.3.2将球化处理材料按球化剂-孕育剂(1/3的硅铁粒)%增碳剂-聚渣剂-铁板的顺序层状加入铁水包底的一边,每加入一种材料需扒平,椿实。 7.3.3铁水冲入位置应是放置合金等材料的另一边,防止铁水直接冲击合金。先出2/3铁水球化。 7.3.4球化反应结束后,再出余下的铁水1/3。剩余2/3 Si75孕育剂硅铁粒随在出剩余铁水均匀加入。孕育后必须搅拌铁水。