钢筋闪光对焊工艺标准 建筑组织设计施工项目方案建筑方案
- 格式:pdf
- 大小:259.68 KB
- 文档页数:9

钢筋焊接专项施工方案1第一篇:钢筋焊接专项施工方案1钢筋机械连接和焊接专项施工方案钢筋机械连接和焊接专项施工方案1、工程概况本工程钢筋的连接将有机械连接和焊接,机械连接主要是直螺纹连接;焊接包括电渣压力焊、闪光对焊、电弧焊。
机械连接在地下室底板、地下室墙板、竖向钢筋大于或等于Ф22将采用机械连接—直螺纹连接。
焊接—电渣压力焊、电弧焊、闪光对焊。
地下室外墙、柱、剪力墙等竖向连接中Ф14—Ф20为电渣压力焊。
闪光对焊用于钢筋竖向和水平连接中。
电弧焊用于部分钢筋的连接。
2、编制依据:《建筑工程施工质量验收统一标准》(GB 503—2001);《混凝土结构工程施工质量验收规范》(GB 50204—2002);《钢筋焊接验收规程》(JGJ18—96)《钢筋焊接接头试验方法》(JGJ27—86)《钢筋机械连接通用技术规程》(JGJ107—96)3、钢筋的机械连接 3.1、直螺纹连接:滚轧直螺纹连接是目前推广使用的一种新型连接方式,它可适用于大直径钢筋的连接钢筋切头滚轧螺纹加保护套工地连接套筒加工以上大直径钢筋,连接方便、可靠,可提高施工进度,已被建筑第 1 页钢筋机械连接和焊接专项施工方案业广泛采用。
(1)加工工艺:(2)滚轧直螺纹钢筋接头技术是用专用滚轧螺纹设备在施工现场将钢筋端头部位一次性直接快速滚轧出直螺纹。
(3)滚轧直螺纹工艺流程:A、钢筋下料:钢筋端头必须平直,不得有马蹄形或弯曲现象,如有必须切掉。
B、钢筋丝头加工:在专用滚轧直螺纹设备上按设计的螺距、进刀长度等参数滚轧出钢筋与直螺纹套筒拧紧。
C、钢筋连接:用机械扳手将钢筋与直螺纹套筒拧紧。
(4)滚轧直螺纹试件:A、工艺检验(检验现场钢筋与套筒型号规格是否匹配):设备进场后,对每一种规格的钢筋接头分别做一组试件,做单向拉伸试验,要求达到标准规定的技术指标。
B、现场检验(见证取样):同一施工条件下采用同一批材料的同等级同形式同规格的接头,以500 个为一个验收批进行检查和验收,不足500 个也作为一个检验批。

钢筋闪光对焊1范畴本工艺标准有用于产业与民用修建热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪光焊。
2施工预备2.1材料及要紧机具:2.1.1钢筋:钢筋的级不、直径必需契合打算恳求,有出厂证明书及复试讲演单。
出口钢筋还应有化学复试单,其化学身分应满意焊接恳求,并应有可焊性实验。
2.1.2要紧机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋堵截机、空压机、水源、除锈机或钢丝刷、冷拉调直功课线。
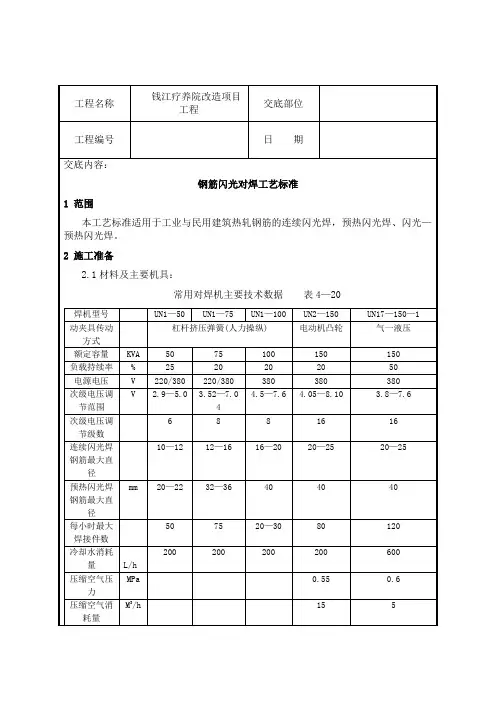
常用对焊机要紧技巧数据见表4-20。
常用对焊机要紧技巧数据表4-202.2功课前提:2.2.1焊工必需持有无效的测验及格证。
2.2.2对焊机及配套安装、冷却水、紧缩气氛等应契合恳求。
2.2.3电源应契合恳求,当电源电压下落年夜于5%,小于8%时,应采纳恰当进步焊接变压器级数的方法;年夜于8%时,不得进展焊接。
2.2.4功课园地应有平安防护装备,防火跟需要的透风方法,防止发作烧伤、触电及火警等事变。
2.2.5熟习料单,弄清讨论地位,做好技巧交底。
3操纵工艺工艺流程:→→→→→→3.1.1连续闪光对焊工艺进程:→→→→→→→→3.1.3闪光一预热闪光对焊工艺进程:→→→→→3.2焊接工艺方法选择:当钢筋直径较小,钢筋级不较低,可采纳连续闪光焊。
采纳连续闪光焊所能焊接的最年夜钢筋直径应契合表4-21的规则。
当钢筋直径较年夜,端面较平坦,宜采纳预热闪光焊;当端面不敷平坦,那么应采纳闪光一预热闪光焊。
连续闪光焊钢筋下限直径表4-21Ⅳ级钢筋焊接时,不管直径巨细,均应采纳预热闪光焊或闪光一预热闪光焊工艺。
3.3焊接参数选择:闪光对焊时,应公正选择调伸长度、烧化留量、顶锻留量以及变压器级数等焊接参数。
衔接闪光焊的留量见图4-33;闪光—预热闪光焊时的留量见图4-34。
3.4反省电源、对焊机及对焊平台、地下铺放的绝缘橡胶垫、冷却水、紧缩气氛等,所有必需处于平安牢靠的形态。
图4-33钢筋连续闪光焊、—调伸长度;+—烧化留量;+—顶锻留量;+—有电顶锻留量;+—无电顶锻留量图4-34钢筋闪光——预热闪光焊、—调伸长度;+—一次烧化留量;+—二次烧化留量;+—预热留量;+—顶锻留量;+—有电顶锻留量;+—无电顶锻留量3.5试焊、做班前试件;在每班正式焊接前,应按选择的焊接参数焊接6个试件,此中3个做拉力实验,3个做冷弯实验。