41-SMT车间印刷机参数调整记录表
- 格式:xlsx
- 大小:12.86 KB
- 文档页数:2
二
、
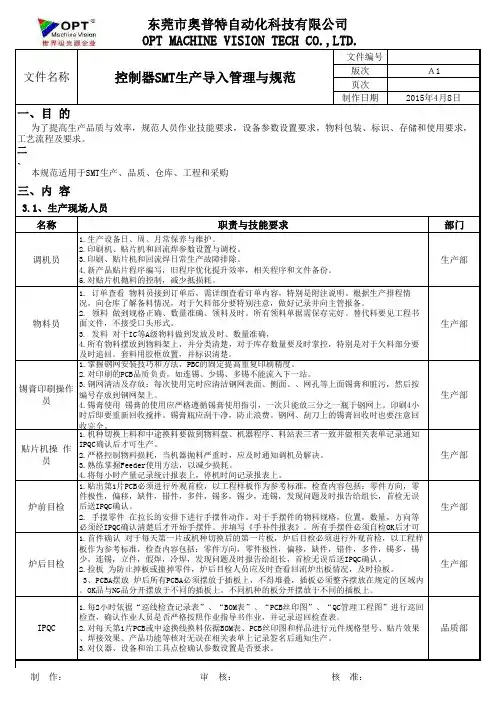
炉后目检1.首件确认 对于每天第一片或机种切换后的第一片板,炉后目检必须进行外观首检,以工程样板作为参考标准,检查内容包括:零件方向,零件极性,偏移,缺件,错件,多件,锡多,锡少,连锡,立件,假焊,冷焊,发现问题及时报告给组长,首检无误后送IPQC确认。2.捡板 为防止掉板或撞掉零件,炉后目检人员应及时查看回流炉出板情况,及时捡板。 3、PCBA摆放 炉后所有PCBA必须摆放于插板上,不得堆叠,插板必须整齐摆放在规定的区域内。OK品与NG品分开摆放于不同的插板上。不同机种的板分开摆放于不同的插板上。生产部1.掌握钢网安装技巧和方法,PBC的固定提高重复印刷精度。2.对印刷的PCB品质负责,如连锡、少锡、多锡不能流入下一站。3.钢网清洁及存放:每次使用完时应清洁钢网表面、侧面、、网孔等上面锡膏和脏污,然后按编号存放到钢网架上。4.锡膏使用 锡膏的使用应严格遵循锡膏使用指引,一次只能放三分之一瓶于钢网上。印刷4小时后即要重新回收搅拌。锡膏瓶应刮干净,防止浪费。钢网、刮刀上的锡膏回收时也要注意回收完全。生产部
1.贴出第1片PCB必须进行外观首检,以工程样板作为参考标准,检查内容包括:零件方向,零件极性,偏移,缺件,错件,多件,锡多,锡少,连锡,发现问题及时报告给组长,首检无误后送IPQC确认。2. 手摆零件 在拉长的安排下进行手摆件动作。对于手摆件的物料规格,位置,数量,方向等必须经IPQC确认清楚后才开始手摆件。并填写《手补件报表》。所有手摆件必须自检OK后才可生产部物料员1. 订单查看 物料员接到订单后,需详细查看订单内容,特别是附注说明。根据生产排程情况,向仓库了解备料情况,对于欠料部分要特别注意,做好记录并向主管报备。2. 领料 做到规格正确、数量准确、领料及时。所有领料单据需保存完好。替代料要见工程书面文件,不接受口头形式。3. 发料 对于IC等A级物料做到发放及时、数量准确,4.所有物料摆放到物料架上,并分类清楚,对于库存数量要及时掌控,特别是对于欠料部分要及时追回。套料用胶框放置,并标识清楚。部门 文件编号版次页次制作日期控制器SMT生产导入管理与规范A1

QM--005
类别岗位检查项备注静电鞋、静电环是否都已测试ESD是否按照要求规范穿戴(静电环、静电衣、帽、鞋)温湿度是否点检各岗位是否有受控作业指导书各岗位是否有通用文件是否按作业指导书规定操作,如印刷质量检验等《上板机日维护记录表》是否记录《印刷机日维护记录表》是否记录钢网是否按时清洗,是否找PQA确认,是否记录在《DEK通用记录表》《印刷工艺参数设定检查表》是否记录,是否在工艺要求范围内清洗板是否记录,是否找PQA确认岗位5S,各物品摆放,印刷机机盖是否关闭等PCB是否真空包装锡膏管控是否符合锡膏管控要求,如锡膏回温、搅拌、放回冰箱、报废等是否符合要求锡膏厚度是否按时测量,并记录在《锡厚测量记录表》上料、换料是否符合要求,如截料是否找PQA确认等《贴片机日维护记录表》是否记录F/D list是否受控并会签F/D list不允许涂改,特殊情况(如移料,换料等)需工程人员签字确认每2小时是否通查物料并记录是否和程序核对,并记录(只针对西门子线体)双排孔散料极性是否标示湿敏器件的管控是否符合湿敏器件管控要求,如是否有开封管制表做跟踪和登记相关拆封时间、使用、重新包装等信息是否按作业指导书规定操作极性是否确认,并记录《回流焊温度记录表》是否记录《回流炉日维护记录表》是否记录《BTU回流炉启动/换班检查记录表》是否记录散料放置是否符合管控要求,有无料号标示等散料是否及时回用,是否记录在《散料回用记录表》《SMT(VI/BI)生产状况跟踪表&DPHU控制图》是否记录,每小时样板核对,不良记录炉温是否测试,并打印放在线体上《SMT(VI/BI)生产状况跟踪表&DPHU控制图》是否记录,每小时样板核对,不良记录《AOI日维护检查记录表》是否记录成品板使用板框放置时必须隔一块放置,避免撞件不同状态的产品(合格品、不合格品等)是否有分开放置,并有清楚 、明确的状态标识,预加工、半成品、异常品、缺料待生产等是否有明确标识或辨别状态的标识ESD是否按照要求规范穿戴(静电环、静电衣、帽、鞋)是否使用防静电镊子、防静电刷烙铁温度是否点检,并记录已修复和未修复的板子是否区分放置SMT巡检表PQA: 日期:ESD

文件编号: 文版本: B 页版本:00 总页数:8 页
SMT生产管理控制程序
文件的修改履历
修改页次 修改章节 修订版本 修订细节 生效日期 修订前 修订后
制定:
审核:
批准:
签名: 签名: 签名:
1.0 目的
1.1 为使《生产计划》有效落实执行,确保团队人员之间高效有序运作,激发员工士气,保质、保量、保时交货,满足客户及公司发展之需求。
2.0 适用范围
2.1 适用于本公司SMT生产管理运作。
3.0 定义
3.1 无
4.0 职责
4.1计划部:负责根据上料、实际生产进度进行协调和调控前后工序的衔接匹配及出货安排,保证前后工序因材料、
半成品、设备、仪器产能的不匹配,所导致的停工待料浪费成本。
4.2 生产部:负责依据《生产计划》,相关作业指导书和标准合理安排生产,及时跟进生产进度,及时解决生产中出
现的异常,及时与计划保持良好的沟通,保质、保量、准时完成生产计划和出货计划。
4.3 工程部:负责及时制定相关作业指导书和操作标准,及时指导和培训生产过程中的相关作业员。负责生产制程
及出货因工艺批量性的异常分析、处理工作。
4.4 品质部:负责生产制程中品质标准的制定、培训、实施。负责生产制程中的产品检验、监督、稽核控制工作。
负责主导生产制程中品质异常的跟进、分析及对策的效果验证。
4.5 资材部:负责根据生产通知、生产计划、生产部和PC提供的相关信息备料、发料、补退料。
5.0 流程/内容
5.1流程
5.1.1 流程图:
文件编号 制定日期
文版本: B 页版本:00 页 次 第 2页,共 8 页
文件名称: SMT生产管理控制程序
文件编号
文版本: B 页版本:00 页 次 第 3 页,共 8 页
文件名称: SMT生产管理控制程序
5.2内容
5.2.1 生产通知:
5.2.1.1 商务部接到客户订单,立即转成公司内部《生产通知单》,其中内容体现客户相关制程工艺要求,由计划发放到SMT生产部及相关部门提前做相关准备。

机种型号PCB板面 线制程工艺检查项目确认结果□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK□ OK17)是否按照首件生产流程规范要求生产作业。□ OK17)回流炉炉温是否符合产品工艺及客户要求。□ OK18)回流炉各温区参数设置是否符合标准参数指导书要求。□ OK19)是否按要求测绘出最新炉温曲线,并有签名确认。□ OK20)是否使用氮气及氮气含量是否符合要求。□ OK21)回流焊接后焊点是否符合《焊接检查判定标准》要求,有无其它缺陷。□ OK 温区温度34678﹥220℃/S上温区Max:下温区Min:印刷
责任人:_____________5惠州市XXX电子有限公司SMT首件检查记录表
程序名:5)钢网编号、版本使用正确,钢网刮刀无变形。6)印刷机参数设置在指导书标准要求范围内。7)印刷成型良好,无偏移、连锡、少锡、锡厚、拉尖等不良。8)钢网刮刀按要求清洁,工位物品摆放整齐,标识清晰。
问题记录:问题记录:ECN编号:线别
4)上线锡膏在保质期内,回温﹥4H,开封使用时间在24H内,搅拌后使用,黏度合适。
贴片
首件异常产生原因分析及纠正措施:锡膏板9)贴片机所用程序名与生产机型一致。14)贴片位置、规格、数量是否符合贴片文件及BOM要求。15)贴片是否有错件、漏贴、飞件、反向、偏移等问题。
胶纸板回流焊16)是否按要求执行工程变更(ECN)及工艺要求。20 年 月 日确认内容□ TOP □ BOTBOM 编号贴片文件编号 □ A □ B 班别生产日期1)PCB/PCBA板版本符合BOM要求。2)PCB来料真空包装,湿度指示卡未变色,无露铜划伤等不良。3)锡膏品牌、型号符合客户及工艺要求。PCB版本:
10)在线使用站位表与生产机型一致,版本与BOM要求一致,是否受控。11)上料是否及时完整填写上料记录,字迹工整,内容准确无误。12)所上物料是否正确,物料标识信息完整。13)是否有替代料,替代料是否依据《代用物料请单》及BOM执行使用是否有人签名确认。 □ 锡膏 □ 红胶