砂型铸造及其常见缺陷.
- 格式:ppt
- 大小:1.49 MB
- 文档页数:31

常见铸件缺陷
铸件缺陷分析、铸件质量检测数据处理
一、 铸件缺陷分析的分类(在GB/T5611-1998《铸造名词术语》中归结为8类102种)。
二、 铸件缺陷的分析。
1. 气孔是气体聚集在铸件表面,皮下和内部而形成的空洞。气孔的孔壁光滑,稍带氧化彩色,无一定形状,尺寸和位置。
⑴. 侵入性,由于浇注过程中液态金属对铸型激烈的热作用,使型砂和芯砂中的发气物(水分、粘接剂和附加物)汽化、分解和燃烧,生存大量气体,以及型腔中原有的气体。侵入液态金属内部不能逸出所产生的空洞。(尺寸大)。
⑵. 析出性,溶解在液态金属气体中,在冷却凝固过程中,由于溶解度降低而产生的。(数量多、尺寸小)。
⑶. 反应性:液态金属与铸型界面之间、液态金属与渣之间发生化学反应形成的孔洞。
2. 夹砂结疤,沟槽、鼠尾(由于型砂腔表面受热膨胀引起的)。
3. 粘砂(一般是厚壁部分)
常见铸件缺陷
类别 序号 名称 特征
一、多肉类缺陷 1-5 冲砂
砂型或砂芯表面局部型砂被金属液冲刷掉,在铸件表面的相应部位上形成粗糙、不规则的金属瘤状物。其常位于浇口附近,被冲刷了的型砂往往在铸件的其它部位形成砂眼
1-6 掉砂 砂型或砂芯的局部砂块在机械力的作用下掉落,使铸件表面相应部位形成的块状金属突起物。其外形与掉落的砂块
很相识。在铸件其它部位
二、孔洞类缺陷 2-1 气孔 铸件内由气体形成的孔洞类缺陷。其表面一般比较光滑,主要呈梨形、圆形和椭圆形。一般不在铸件表面露出,大孔常孤立存在,小孔则成群出现
2-2 气缩孔 指分散性气孔与缩孔和缩松合并而成的孔洞类铸造缺陷
2-5 皮下气孔 位于铸件表皮下的分散性气孔。为金属液与砂型之间发生化学反应产生的反应性气孔,形状有针状、蝌蚪状、球状、梨状等,大小不一,深度不等。通常在机械加工或热处理后才发现
2-7 缩孔 铸件在凝固过程中,由于补缩不良二产生的孔洞。形状极不规则,孔壁粗糙并带有枝状晶。常出现在铸件最后凝固的部位
铸铁件常见铸造缺陷的防止方法
铸铁件经常会发生各种不同的铸造缺陷,如何防止这些缺陷发生,一直是铸件生产厂关注的问题。本文介绍了笔者在这方面的一些认识和实践经验。
1 气孔
特征:铸件中的气孔是指在铸件内部,表面或接近表面处存在的大小不等的光滑孔洞。孔壁往往还带有氧化色泽,由于气体的来源和形成原因不同,气孔的表现形式也各不相同,有侵入性气孔,析出性气孔,皮下气孔等。
1.1 侵入性气孔
这种气孔的数量较少,尺寸较大,多产生在铸件外表面某些部位,呈梨形或圆球形。主要是由于铸型或砂芯产生的气体侵入金属液的未能逸出而造成。
防止措施:
(1)减少发气量:控制型砂或芯砂中发气物质的含量,湿型砂的含水量不能过高,造型与修模时脱模剂和水用量不宜过多。砂芯要保证烘干,烘干后的砂芯不宜存放太长时间,隔天使用的砂芯在使用前要回炉烘干,以防砂芯吸潮,不使用受潮、生锈的冷铁和芯撑等。
(2)改善型砂的透气性,选择合适的型空紧实度,合理安排出气眼位置以利排气,确保砂芯通气孔道畅通。
(3)适当提高浇注温度,开排气孔和排气冒口等,以利于侵入金属液的气体上浮排出。
1.2 析出性气孔
这种气孔多而分散,一般位于铸件表面往往同批浇注的铸件大部分都发现有。这种气孔主要是由于在熔炼过程中,金属液吸收的气体在凝固前未能全部析出,便在铸件中形成许多分散的小气孔。
防止措施:
(1)采用洁净干燥的炉料,限制含气量较多的炉料使用。
(2)确保“三干”:即出铁槽、出铁口、过桥要彻底烘干。
(3)浇包要烘干,使用前最好用铁液烫过,包中有铁液,一定要在铁液表面放覆盖剂。
(4)各种添加剂(球化剂、孕育剂、覆盖剂)一不定期要保持干燥,湿度高的时候,要烘干后才能使用。
1.3 皮下气孔
这种气孔主要出现在铸件的表层皮下2~3mm处,直径为1~3mm左右。而且数量较多,铸件经热处理或粗加工去除外皮后,就会清晰地显露出来。
防止措施;
(1)适当提高浇注温度,严格控制各种添加剂的加入量,尽可能缩短浇注时间。
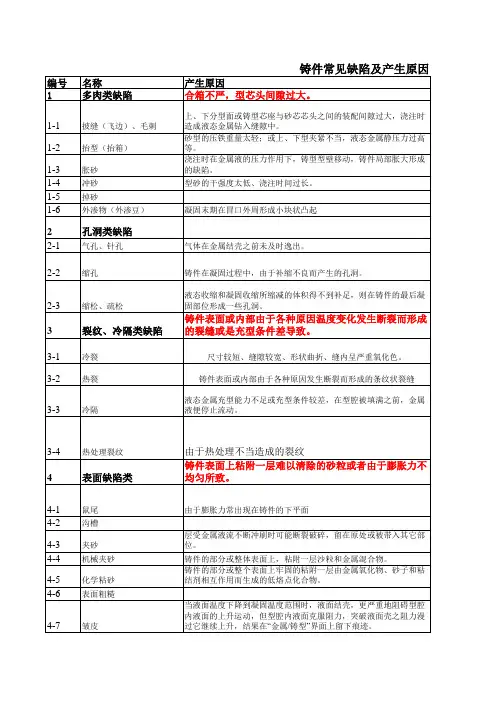
编号名称产生原因
1多肉类缺陷合箱不严,型芯头间隙过大。
1-1披缝(飞边)、毛刺上、下分型面或铸型芯座与砂芯芯头之间的装配间隙过大,浇注时
造成液态金属钻入缝隙中。
1-2抬型(抬箱)砂型的压铁重量太轻;或上、下型夹紧不当,液态金属静压力过高
等。
1-3胀砂浇注时在金属液的压力作用下,铸型型壁移动,铸件局部胀大形成
的缺陷。
1-4冲砂型砂的干强度太低、浇注时间过长。
1-5掉砂
1-6外渗物(外渗豆)凝固末期在冒口外周形成小块状凸起
2孔洞类缺陷
2-1气孔、针孔气体在金属结壳之前未及时逸出。
2-2缩孔铸件在凝固过程中,由于补缩不良而产生的孔洞。
2-3缩松、疏松液态收缩和凝固收缩所缩减的体积得不到补足,则在铸件的最后凝
固部位形成一些孔洞。
3裂纹、冷隔类缺陷铸件表面或内部由于各种原因温度变化发生断裂而形成
的裂缝或是充型条件差导致。
3-1冷裂尺寸较短、缝隙较宽、形状曲折、缝内呈严重氧化色。
3-2热裂铸件表面或内部由于各种原因发生断裂而形成的条纹状裂缝
3-3冷隔液态金属充型能力不足或充型条件较差,在型腔被填满之前,金属
液便停止流动。
3-4热处理裂纹由于热处理不当造成的裂纹
4表面缺陷类铸件表面上粘附一层难以清除的砂粒或者由于膨胀力不
均匀所致。
4-1鼠尾由于膨胀力常出现在铸件的下平面
4-2沟槽
4-3夹砂型腔上表面受金属液辐射热的作用,容易拱起和翘曲,当翘起的砂
层受金属液流不断冲刷时可能断裂破碎,留在原处或被带入其它部
位。
4-4机械夹砂铸件的部分或整体表面上,粘附一层沙粒和金属混合物。
4-5化学粘砂铸件的部分或整个表面上牢固的粘附一层由金属氧化物、砂子和粘
结剂相互作用而生成的低熔点化合物。
4-6表面粗糙
4-7皱皮当液面温度下降到凝固温度范围时,液面结壳,更严重地阻碍型腔
内液面的上升运动,但型腔内液面克服阻力,突破液面壳之阻力漫
过它继续上升,结果在“金属/铸型”界面上留下痕迹。
4-8缩陷铸件厚断面或断面交接处上平面塌陷铸件常见缺陷及产生原因(据编号名称

编辑版word 缺陷名称 特征 产生的主要原因 预防措施 实例照片
气孔 在铸件内部或表面有大小不等的光滑孔洞 ①炉料不干或含氧化物、杂质多;
②浇注工具或 炉前添加剂未烘干;
③型砂含水过多或起模和修型时刷水过多;
④型芯烘干不充分或型芯通气孔被堵塞;
⑤春砂过紧,型砂透气性差;
⑥浇注温 度过低或浇注速度太快等 ①降低熔炼时金属的吸气量,减少砂型在浇注过程中的发气量
②改进铸件结构,提高砂型和型芯的透气性,使型内气体能顺利排出
缩孔与缩松 缩孔多分布在铸件厚断面处,形状不规则,孔内粗糙 ①铸件结构设计不合理,如壁厚相差过大,厚壁处未放冒口或冷铁;
②浇注系统和冒口的位置不对;
③浇注温度太高;
④合金化学成分不合格,收缩率过大,冒口太小或太少 ①壁厚小且均匀的铸件要采用同时凝固
②壁厚大且不均匀的铸件采用由薄向厚的顺序凝固
③合理放置冒口的冷铁
编辑版word 砂眼 在铸件内部或表面有型砂充塞的孔眼 ①型砂强度太低或砂型和型芯的紧实度不够,故 型砂被金属液冲入型腔;
②合箱时砂型局部损坏;
③浇注系统不合理,内浇口方向不对,金属液冲坏了砂型;
④合箱时型腔或浇口内散砂未清理干净 ①严格控制型砂性能和造型操作
②合型前注意打扫型腔
③改进浇注系统
粘砂 铸件表面粗糙,粘有一层砂粒 ①原砂耐火度低或颗粒度太大;
②型砂含泥量过高,耐火度下降;
③浇注温度太高;
④湿型铸造时型砂中煤粉含量太少;
⑤干型铸造时铸型未刷涂斜或涂料太薄 ①适当降低金属的浇注温度
②提高型砂、芯砂的耐火度
夹砂 铸件表面产生的金属片状突起物,在金属片状突起物与铸件之间夹有一层型砂 ①型砂热湿拉强度低,型腔表面受热烘烤而膨胀开裂;
②砂型局部紧实度过高,水分过多,水分烘干后型腔表面开裂;
③浇注位置选择不当,型腔表面长时间受高温铁水烘烤而膨胀开裂;
④浇注温度过高,浇注速度太慢 ①严格控制型砂、芯砂性能
②改善浇注系统,使金属液流动平稳