数控车床上应用宏程序加工梯形螺纹
- 格式:docx
- 大小:15.18 KB
- 文档页数:4
数控车床上应用宏程序加工梯形螺纹
梯形螺纹通常比三角螺纹螺距和牙型大,致使梯形螺纹车削时,吃刀深、走
刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。由
于大多数经济型数控车低转速低扭矩原因,梯形螺纹数控车床上不得不采用小吃
刀量快进给方式加工,加工中的刀路复杂,采用基本指令数控编程繁琐,而采用
宏程序编程可以很好解决这一问题。
一,梯形螺纹加工方法分析
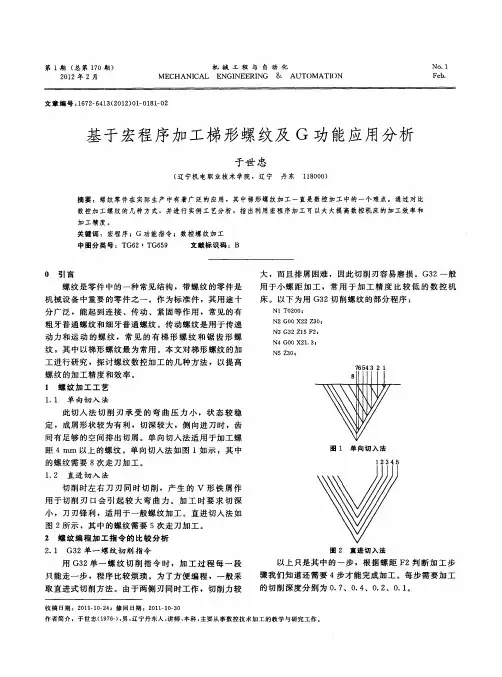
普车上车削梯形螺纹,常采用高速钢刀具低速车削,有四种进刀方法:直进
法、左右切削法、车直槽法和车阶梯槽法。
直进法只适用于车削螺距较小(P<4mm)的梯形螺纹,而粗车螺距较大(P>4mm)
的梯形螺纹常采用左右切削法、车直槽法和车阶梯槽法。下面分析这几种车削方
法特点:
以上加工方法除直进法外,其他三种车削方法都在不同程度地减轻或避免三
刃同时切削,使排屑较顺畅,刀尖受力、受热情况有所改善,从而不易出现振动
和扎刀现象,还可提高切削用量,改善螺纹表面品质。
二, 数控车削梯形螺纹走刀方案
结合数控车床特点,综合直进法效率和左右切削法效果,车削梯形螺纹采用
“层切法”较合适。把牙槽分成若干层,转化成若干个较浅的梯形槽来进行切削。
每层的切削都采用先直进后左右的车削方法,由于左右切削时槽深不变,刀具只
须做向左或向右的纵向“赶刀”进给即可。
三,宏程序编程车削梯形螺纹
本文以加工一个Tr36×6的梯形螺纹加工为例介绍用宏程序程序编写方法:
图形如下:
1,梯形螺纹加工尺寸计算
梯形螺纹的计算式及其参数值:
名称 代号 计算公式及参数值(mm)
牙顶间隙 ac
大径 d 公称直径Φ36
中径 d2 d2==33
小径 d1 d3=d-2h=29
牙高 h h=+ac=
牙顶宽 f f==
牙槽底宽 w w=-0.536ac=
左(右)移刀量的计算
如上图可以得出层切时左(右)赶刀量计算式为
①、当刀头宽度等于牙槽底宽时,左(右)赶刀量=tan15°×(牙深—当前
层背吃刀量);
②、当刀头宽度小于于牙槽底宽时,左(右)赶刀量=tan15°×(牙深—当
前层背吃刀量)+(牙槽底宽—刀头宽度)/2
2,“层切法”车削梯形螺纹的刀具选择
“层切法”车削梯形螺纹所用的粗车刀和精车刀与普车用刀一样。
3,参考程序
①编程分析
用宏程序编程时变量的设置是核心内容,一是要变量尽可能少,避免影响数
控系统计算速度,二是便于构成循环。经过分析本例中要4个变量,#1为刀头
到牙槽底的距离,初始值为,#2为背吃刀量(半径值),#3为(牙槽底宽—刀头
宽度)/2,#4为每次切削螺纹终点X坐标。
本例中编程关键技术是要利用宏程序实现分层切削和左右“赶刀”切削。利
用G82螺纹加工循环指令功能,左右“赶刀”切削只需将切削的起点相应移动
*[#1-#2]+#3(右赶刀切削)或者*[#1-#2]-#3(左赶刀切削)就可以实现。层切
的实现通过#1和#2变量实现,每层加工三刀后,让#1=#1-#2实现进刀,而在每
层中螺纹的X坐标不变,始终为#4=29+2*[#1-#2]。
②参考程序(应用与华中系统HNC-21T系统)
参考程序 注 释
%1 程序号
T0101 M03 S200 F100; 换01号螺纹刀具,调用01号偏置值,主
轴正转,转速为200r/min,进给量100
mm/min
M08 打开切削液
G00 X50Z10 刀具快速移动到点(50,10)
#1= #1为刀头到牙槽底的距离,初始值为5.5mm
为背吃刀量(半径值),即层切厚度
#3=(牙槽底宽—刀头宽度)/2 #3为(牙槽底宽—刀头宽度)/2
WHILE #1 GE 0 当#1≥执行循环,底部留0.2mm的精车余
量
#2=29+2*[#] #2为每次切削螺纹终点X坐标
G00 Z6 移动到直进刀切削的循环起点
G82 X #2 Z-86 F6 直进刀车削螺纹
G00 Z[6+*#1+#3] 移动到右赶刀切削的循环起点
G82 X #2 Z-86 F6 右赶刀车削螺纹
G00 Z[*#1-#3] 移动到左赶刀切削的循环起点
G82 X #2 Z-86 F6 左赶刀车削螺纹
#1=# 纵向进给循环
ENDW 当#1<,跳出循环
G00 X100 Z100 快速退刀
M09 关闭切削液
M30 程序结束
4,说明:
①参考程序以工件右端面中心为编程原点。采用直径编程。本程序只为梯形
螺纹加工一道工序的程序,采用T01为梯形螺纹刀号,在实际应用中根据刀架装
刀调整。
②若螺纹的表面粗糙度要求不高,可用一把粗车刀加工即可,执行完程序后
进行测量(采用单针或三针测量法进行测量,方法同普车加工测量),根据测量
结果判断是否需要调整牙槽底宽的余量。若中径尺寸未到,可以适当调整#3的
数值,直至合格为止。背吃刀量可以根据工件材料、刀具选择,只需修改#2的
数值即可。
③若螺纹的表面粗糙度要求较高,先用粗车刀粗车,除底部留有余量外,侧
面余量在#3变量上调节,要留余量则在#3=(牙槽底宽—刀头宽度)/2基础上减
去所留余量,如的侧面余量,则#3=(牙槽底宽—刀头宽度)/;再用精车刀精车,
依然使用该程序,只修改刀具指令和#3即可。