高炉上料小车控制系统的应用
- 格式:pdf
- 大小:171.73 KB
- 文档页数:3
高炉上料小车控制系统的应用 Application of blast furnace trolley control system
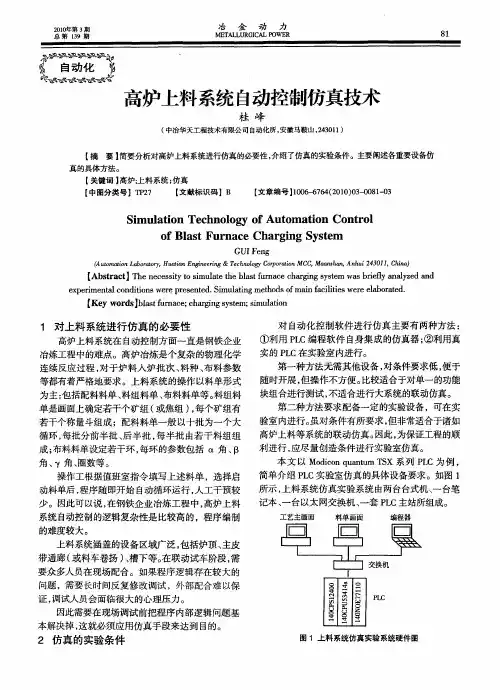
l 引言 在冶金、有色金属等行业,广泛 使用着高炉卷扬上料小车,上料小车 是高炉及其他工业竖炉的主要设备 之一,在整个生产系统中起着至关重 要的作用,它能否正常运行直接影响 到高炉的炉况、产品的产量和质量。 所以对上料小车的自动控制技术要 求很高。为了达到调速的要求,采用 变频器来实现无级调速。Vacon变频 器具有既可以满足工业环境下的应 蝉 簿峨 ■ 沈阳理工大学李岩姚旭东 Li Yah Yao Xudong 摘要:本文通过分析炼钢高炉上料小车系统对控制技术的需求,介绍了在自动控制中采用变 频器实现调速的方法。并探讨了变频器的抱闸控制逻辑和时序。通过S7—300 PLC控制系统 给出控制信号。完成整个系统的自动控制,达到生产工艺的要求。经试验证明:该控制系统 具有效率高、能耗低、故障率低等优点,具有较好的实用性能和市场价值。 关键词:小车控制;变频器;PLC控制 Abstract:This Paper analyses the demand of blast furnace trolley system.Introduces the methods of frequency converter speed contro1.Discusses the Logic and time sequence of converter’S mechanical brake contro1.Controls the system with S7-300 PLC.The result indicates that the system has already met the requirement of production technology.It features with high efficiency,low energy consumption,row fault.The system has practicability and market value. Key words:trolley control;frequency Converter;PLC control 中图分类号:TP273 文献标识码:A 用要求,并可根据用户的需求,通过 编程来实现用户对特殊时序的要求。 同时可结合可编程序控制器PLC控 制,从而使整个控制系统具备高可靠 性、编程简单、易于维护的特点。 2上料小车工作原理 钢厂高炉参数:高约60m, 500m :料车轨道长约80m。上料系 统采用双车上料方式,两部料车A 料车和B料车通过钢丝绳连接到同 一卷扬滚筒上。为了提高上料速度, 料车工作时重车上升与轻车下降同 时进行。根据两部料车送料生产工艺 要求,料车在上升或下降过程中,需 遵循由慢逐渐到快、再由快逐渐转慢 的过程,即小车上料控制过程为(以 A料车为例):当料车A下降到底 部停车时,为准确停车和防止料车 溜车,在变频器输出频率下降为OHz 时给出抱闸闭合信号,PLC接收到 抱闸闭合信号后控制机械抱闸闭合,
THE WORLD OF INVERTERS 61 料车A停止后将原料倒人料车,装满料后, PLC给变频器发启动信号,变频器接收到启 动信号后开始启动,当变频器的输出电流、 输出频率、输出转矩都达到设定值时给出抱 闸开闸信号,PLC接收到抱闸开闸信号后控 制机械抱闸开闸,卷扬电机带动料车A按照 慢一快一慢的规律上升,到达炉顶时停A车 倒料,此时B料车到达底部并停车装料;倒 完料后,料车再次按照慢一快一慢的规律下 降到底部,开始下一个上料周期过程。整个 上料周期75秒且可根据炉况及产量进行调 整,两部料车的运行模式通过PLC来控制实 现,速度变化通过改变变频器的频率来实现。
3控制系统要求和调速系统分析 根据高炉料车送料生产工艺要求,设计 出料车在上料(上升或下降)过程中的速度 设定,变频器输出频率及机械抱闸信号时序 如图1。采用西门子s7—300PLC作为控制器, 控制变频器完成上料小车的循环控制,完成装料、卸料 过程,实现生产工艺要求。 3.1 PLC及变频器控制方案 (1)系统控制采用西门子S7—300PLC,根据高炉上 料工作过程要求,s7—300 PLC控制器送出控制信号:时 间点T1、时间点T2、时间点T3、时间点T4、时间点 T5、时间点T6、时间点T7、时间点T8送出输出频率的 频率转折信号。起动低速段频率为F1、高速运行段频率 为F2。变频器根据工作需要会送出抱闸信号。在T1时刻 给出开闸信号,在T8时刻给出合闸信号。频率输出如图 1所示。 两个对称料车进行上料,S7—300PLC根据工作过程送 给控制信号给变频器,变频器接线端子图如图2。 (2)s7—300 PLC首先向变频器发出运行控制信 号,如图2中的KA1正转、KA2反转,变频器输入端 子DINI或者DIN2端子接收到启动信号后,根据变频器 设置的参数和抱闸的开闸逻辑进行开闸控制。由变频器 的输出继电器RO2给出无远处的开闸信号。变频器根据 PLC给出的速度频率控制小车的电机。完成送料工作。 (3)根据生产要求,系统可以采用手动控制给定频 62 THE WORLD OF INVERTERS ._——————一 图2变频器控制端子图 率和自动控制给定频率。手动控制时用于调试工作时, 采用电位器RP1通过变频器端子AI 、AI1一两个端子给 定,是O-1OV DC的模拟量。对应频率为0~50Hz。自 动控制时,频率给定采用s7—300PLC送出的控制端子无 源触点KA4、KA5控制多段速信号,送出频率为F1、F2 的频率,控 ̄lJd,车工作。 (4)变频器的输入端子SW3开关为故障复位开关。 SW6开关为手动和自动转换开关。电机控制采用闭环控 制,电机轴轴上安装有增量编码器,编码器信号送到变 频器的编码器卡A5卡,系统完成闭环控制。上位机通过 Profibus DP总线,显示变频器运行状态,构成良好的人 机界面。 3.2上料控制结构组成及抱闸控制逻辑 此高炉上料小车控制系统有变频器、交流异步电动 机、西门子s7—300PLC及触摸屏人机界面监控系统等组 成,整个系统要求控制稳定、故障少、保障安全生产。 不允许出现溜车现象,系统充分利用变频器的抱闸逻辑 控制和电机闭环控制,保障工作中不溜车。 芬兰VaconNX系列变频器是高性能的矢量控制变 频器,与PLC一样具有可编程功能,采用编程工具 NC1131-3 Engineering。它可以用来设计Vacon NX特殊 的控制逻辑和参数。变频器抱闸控制的逻辑图如图3所示。 当变频器接收到起动信号DIN1或者DIN2、变频器 就根据内部的开闸逻辑和变频器的参数设置,进行开闸 控制。变频器打开抱闸条件:变频器首先得到有运行信 图3变频器抱闸控制的逻辑图 P2 5 2【l Sm ̄mth Star1 f 2 5 7 l ,l{ nll/F {J li nl
【】 5 2 4 lI_ | l_)|I
P1 5土5 l JlI P l I ? 2 n¨r tke【1 DeI
P2 5 2 Mc'chReaclionTim ̄ R02 B T“k (If)p c P2 2 10 0HzⅢstop P2 5 2l 5呦i畦时
0 rl I tn J 图4变频器抱闸控制的时序图 号DIN1或者DIN2;同时变频器没有故障。并且在变频 器输出电流大于设定的开闸电流限制值参数P2.5.2.1的设 置值;变频器输出转矩大于设定的开闸转矩限制值参数 P2.5.2.2的设置值;变频器输出频率大于设定的开闸频率 限制值参数P2.5.2-3的设置值;以上五个条件同时都满足 时,变频器通过输出继电器RO2送出开闸信号给PLC。 当需要停机时,变频器的合闸条件是变频器输出频率小 于合闸频率参数P2.5.2.5设定的合闸频率限制值时,且有 变频器停机信号DIN1和DIN2都断开;变频器这时停机; 变频器有故障时,也送出合闸信号。根据此开闸逻辑, 变频器抱闸控制的时序图如图4所示。
獾攀牺糟鳓 {{; ■ 某钢厂高炉500m 高炉卷扬上料系统采 用西门子s7—300PLC控制Vacon变频器,PLC 控制器通过手柄速度信号、限位信号的输入, 送出给变频器的起动信号和多段速信号,完 成对变频器的速度控制。变频器的开闸信号 送给PLC,PLC再送出抱闸控制信号给控制 电路,完成对小车的抱闸控制,由于是闭环 控制,对上料小车能够实现平稳的开闸与合 闸控制,防止发生溜车,完成对上料小车电 机速度的调节。在系统中通过Profibus DP总 线,与上位机通讯,在上位机中的触摸屏中 可以实现显示现场设备运行状态,此系统保 证了高炉生产工艺的要求。在上料小车运行 过程中,停车过程 ̄ll/J',车下放过程会出现发 电的情况,在发电时,变频器的直流母线电 压会高,当达到680V DC时,变频器可以通 过接到制动单元上的制动电阻释放能量,实 现上料小车的快速准确的停车,保正设备安 今。
4结论 该系统采用PLC、触摸屏、变频器组成 的控制系统,在某钢厂高炉500 m 高炉卷扬 上料系统开始应用以来,系统稳定可靠、操 作简便,人机界面简洁、实用。设备维护量小, 有效避免了高炉操作中容易出现的溜车现象、 掉道等故障发生,保证了高炉的正常生产, 改善了工人的劳动强度,此系统可在矿山、 钢铁、冶金等行业推广。
作者简介: 李岩l966.7一男,沈阳理工大学副教授 从事交流调速、PLC控制应用、变频器应用、 单片机控制的等方面研究工作。
参考文献: 【1】陈伯时,陈敏逊.交流调速系统[M].北京:机械工业出版社, l998 [2】刘增辉赖英旭赵伟编.西门子s7~300PLC应用技术lM】.北京 机械工业出版社,2011.3 [3]NXFREQU ENCY CONVERTERS “A11 in one” APPLICATION MANUAL[Z].Vacon China Drivers Co.,Ltd
THE WORLD OF INVERTERS 63