CNC工时预估标准案
- 格式:ppt
- 大小:2.10 MB
- 文档页数:19


CNC车间员工计件方案
简介
CNC车间作为制造业中关键的生产环节之一,员工计件方案对于提高效率和增加员工收入具有重要作用。本文档将介绍一个适用于CNC车间员工的计件方案,旨在激励员工积极工作,提高生产效益。
计件方案目标
• 激励员工进行高效且质量良好的工作;
• 提高生产效率;
• 增加员工收入;
• 促进团队协作。
计件方案细则
计件方式
采用按件计酬的方式。根据完成的零件数量来确定员工的计件工资。
计件单价
根据零件的类型和复杂程度,制定不同的计件单价。计件单价应根据实际情况进行评估和调整,以激励员工主动提高工作效率。
质量考核
计件方案应设定质量考核标准,以确保员工在追求数量的同时,也注重产品质量。对零件质量进行评估,低质量的产品不予计件。质量考核应由专门的质检人员进行,确保公正性和客观性。
团队奖励
为鼓励团队合作和协作,可以设立团队奖励。当整个车间的产能达到一定水平时,将根据团队的表现给予额外的奖励,以增强员工的集体荣誉感和团队凝聚力。
计件数据记录与奖励发放
建立系统化的计件数据记录系统,每日记录员工的产量和质量情况。根据计件数据进行结算,并在每月底发放员工的计件工资。员工可以在工资单中看到具体的计件细则和计算方式。 实施过程
方案宣贯
在实施计件方案之前,需进行方案宣贯工作。通过员工大会、工作例会等形式,详细介绍计件方案的细则和考核标准。解答员工的疑惑,让员工对计件方案有充分的了解。
考核评估
在实施初期,可以先进行试行,对计件方案进行评估。收集员工的反馈意见,根据实际情况进行适当的调整和改进。
数据监控
建立计件数据监控系统,监控员工的产量和质量情况。通过数据的分析,及时发现和解决产量不足和质量问题,提供及时的改进措施。
员工培训
为了让员工能更好地适应计件方式,应开展相关培训工作。培训内容包括计件方案的细则、计件单价的计算方法、提高工作效率的技巧等。通过培训,提高员工的技能水平和工作积极性。
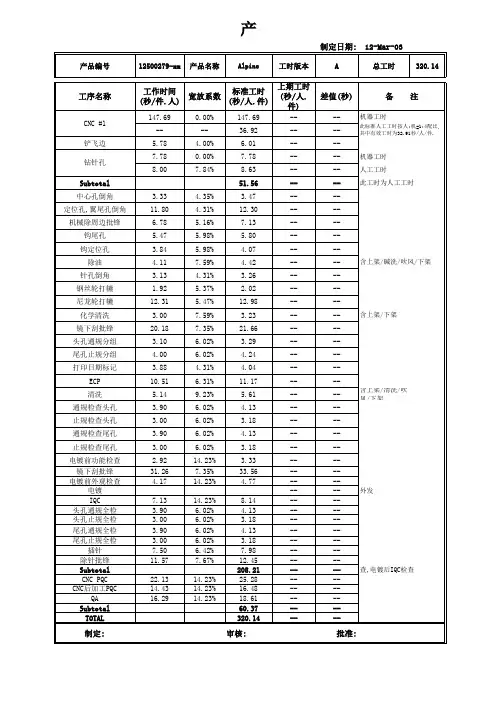
产品制定日期:12-Mar-03产品编号12500279-xx产品名称Alpine工时版本A总工时320.14147.690.00%147.69----机器工时----36.92----铲飞边5.784.00%6.01----7.780.00%7.78----机器工时8.007.84%8.63----人工工时Subtotal51.56----中心孔倒角3.334.35%3.47----定位孔,翼尾孔倒角11.804.31%12.30----机械除周边批锋6.785.16%7.13----钩尾孔5.475.98%5.80----钩定位孔3.845.98%4.07----除油4.117.59%4.42----针孔倒角3.134.31%3.26----钢丝轮打辘1.925.37%2.02----尼龙轮打辘12.315.47%12.98----化学清洗3.007.59%3.23----含上架/下架镜下刮批锋20.187.35%21.66----头孔通规分组3.106.02%3.29----尾孔止规分组4.006.02%4.24----打印日期标记3.884.31%4.04----ECP10.516.31%11.17----清洗5.149.23%5.61----含上架/清洗/吹风/下架通规检查头孔3.906.02%4.13----止规检查头孔3.006.02%3.18----通规检查尾孔3.906.02%4.13----止规检查尾孔3.006.02%3.18----电镀前功能检查2.9214.23%3.33----镜下刮批锋31.267.35%33.56----电镀前外观检查4.1714.23%4.77----电镀----IQC7.1314.23%8.14----头孔通规全检3.906.02%4.13----头孔止规全检3.006.02%3.18----尾孔通规全检3.906.02%4.13----尾孔止规全检3.006.02%3.18----插针7.506.42%7.98----除针批锋11.577.67%12.45----Subtotal208.21----CNC PQC22.1314.23%25.28----CNC后加工PQC14.4314.23%16.48----QA16.2914.23%18.61----Subtotal60.37----TOTAL320.14----制定:审核: 批准:上期工时(秒/人.件)差值(秒)备 注CNC #1此标准人工工时按人:机=1:4配比,其中有效工时为32.91秒/人/件.钻针孔此工时为人工工时工序名称工作时间(秒/件.人)宽放系数标准工时(秒/人.件)

机加工工时计算(总8页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除 2
材料成本是一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢?
以下小编整理了部分资料,供参考,(因计算方法因各地物价有出入)
详细计算方法:
1)、首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时。
2)、根据每个工序需要的设备每小时费用可以算出加工成本。 具体设备成本你也可以问供应商要,比如说:普通立加每小时在¥60~80之间(含税); 铣床、普车等普通设备一般为¥30。
3)、在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了。当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:
1)对于大件,体积较大,重量较重。
难度一般的: 加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;
难度较大的: 加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;
2)对于中小件
难度一般的: 加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比; 难度较大的: 加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;
由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!
如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);
德信诚培训网
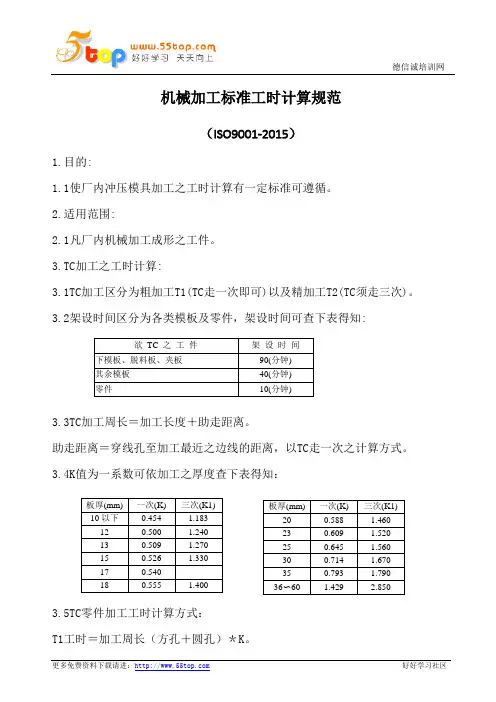
更多免费资料下载请进: 好好学习社区 机械加工标准工时计算规范
(ISO9001-2015)
1.目的:
1.1使厂内冲压模具加工之工时计算有一定标准可遵循。
2.适用范围:
2.1凡厂内机械加工成形之工件。
3.TC加工之工时计算:
3.1TC加工区分为粗加工T1(TC走一次即可)以及精加工T2(TC须走三次)。
3.2架设时间区分为各类模板及零件,架设时间可查下表得知:
3.3TC加工周长=加工长度+助走距离。
助走距离=穿线孔至加工最近之边线的距离,以TC走一次之计算方式。
3.4K值为一系数可依加工之厚度查下表得知:
3.5TC零件加工工时计算方式:
T1工时=加工周长(方孔+圆孔)*K。 欲 TC 之 工 件 架 设 时 间
下模板、脱料板、夹板 90(分钟)
其余模板 40(分钟)
零件 10(分钟)
板厚(mm) 一次(K) 三次(K1)
10以下 0.454 1.183
12 0.500 1.240
13 0.509 1.270
15 0.526 1.330
17 0.540 _ _ _
18 0.555 1.400
板厚(mm) 一次(K) 三次(K1)
20 0.588 1.460
23 0.609 1.520
25 0.645 1.560
30 0.714 1.670
35 0.793 1.790
36〜60 1.429 2.850
德信诚培训网
更多免费资料下载请进: 好好学习社区 T2工时=加工周长(方孔+圆孔)*K1。
TC零件加工总工时=T1+T2+架设时间+(穿线孔数*3分钟)。
3.6TC模板加工工时计算方法:
T1工时=加工周长(方孔+圆孔)*K。
T2工时=加工周长(方孔+圆孔)*K1。
TC模板加工总工时=T1+T2+架设时间+(穿线孔数*3分钟)。
4.CP加工之工时计算:
4.1CP加工工时计算方式: