第8章 数字控制系统简介
- 格式:ppt
- 大小:217.00 KB
- 文档页数:20
摘要数控机床是一种机电一体化的数字控制自动化机床。
早期的数控机床是依靠继电器逻辑来实现相应的功能。
由于继电器逻辑是一种硬接线系统,布线复杂,体积庞大,更改困难,一旦出现问题,很难维修。
这样的系统,其可靠性往往也不高,影响正常的生产。
本文正是针对这一问题展开工作的。
本文介绍了用三菱FX2N微型可编程控制器对CK9930机床的电气控制部分的改造设计,重点阐述了数控机床PLC的功能、机床的电气控制原理及相应的PLC程序编制与调试三方面的问题。
并且详尽地展示了PLC控制程序的开发过程。
根据数控车床所承担加工任务的特点,可知其操作过程比较复杂。
要用PLC 控制车床动作,必须将PLC及其控制模块和相应的执行元件加以组合。
所以在该控制程序的开发过程中,采用了模块化的结构设计方法。
本文主要完成了主轴控制、坐标轴控制、自动换刀控制、定时润滑控制以及报警处理等功能的PLC控制程序的开发。
并且利用FXGP_WIN-C软件编写了该机床的PLC控制程序,并借助其运行、监控功能,通过相关设备,观察了程序的运行情况。
关键词:PLC控制,数控车床,梯形图目录第一章概述 (1)1.1 数控系统的工作原理 (1)1.1.1 数控系统的组成 (1)1.1.2 数控系统的工作原理 (2)1.2 PLC的硬件与工作原理 (3)1.2.1 PLC的简介 (3)1.2.2 PLC的基本结构 (3)1.2.3 PLC的工作原理 (4)第二章数控车床的PLC (5)2.1 数控车床PLC的信息传递 (5)2.2 数控车床中PLC的功能 (6)2.2.1 PLC对辅助功能的处理 (6)2.2.2 PLC的控制对象 (6)2.3 用PLC实现车床电气控制系统的功能 (7)2.4 利用PLC代替继电器—接触器控制方式的优越性 (8)第三章 CK9930数控车床电气控制分析 (9)3.1 车床主要结构和运动方式 (9)3.2 车床对电气控制的要求 (9)3.3 车床的电气控制电路分析 (10)3.3.1 主电路分析 (11)3.3.2 控制电路分析 (11)第四章 PLC控制程序的设计 (12)4.1 PLC程序设计方法 (12)4.1.1 PLC的程序设计步骤 (12)4.2 PLC程序的模块化设计 (12)4.3 输入输出分配 (12)4.4 梯形图程序设计 (15)4.4.1 梯形图总体框图 (15)4.4.2 公用程序 (16)4.4.3 回原点程序 (16)4.4.4 主轴控制程序 (17)4.4.5 坐标轴控制程序 (17)4.4.6 报警处理程序 (18)4.4.7 定时润滑控制程序 (18)4.4.8 冷却程序 (19)4.4.9 自动换刀控制程序 (19)4.4.10 需要说明的问题 (21)4.5 梯形图程序的调试 (21)4.6 本章小结 (21)结论 (22)参考文献 (23)第1章概述CK9930型数控车床配备的是华中I型数控系统,是一种比较老式的小型简易经济型数控系统。
第4章计算机数字控制系统4.1 概述前章已经述及,CNC系统是在传统硬结构数控(NC)的基础上发展起来的。
它主要由硬件和软件两大部分组成。
通过系统控制软件和硬件的合理配合完成数据系统的输入、数据处理、插补运算和信息输出,控制数控机床的执行部件运动,实现所需零件的加工。
此外,现代数控系统采用PLC取代了传统的机床电气逻辑控制装置(即继电器控制电路),利用PLC的逻辑运算功能实现诸如主轴的正、反转及停止,换刀,工件的夹紧、松开,切削液的开、关以及润滑系统的运行等各种开关量的控制。
4.2 计算机数字控制装置的硬件结构20世纪70年代中期,采用中小规模集成电路为基础的硬结构数控开始被采用小型计算机作为硬件基础的CNC所替代,这标志着数控技术由硬结构数控进入了CNC时代。
由于CNC的出现,机床数控装置发生了巨大的变化,体积缩小了,功能扩大了,可靠性也大幅提高了。
由于在70年代后期出现了微处理器,80年代初随之出现了以微处理器为基础的CNC系统,如日本的FANUC和德国的SIEMENS 7系列,之后又出现了采用Intel 8086 CPU 的FANUC 3/6系列和SIEMENS 3/8系列的CNC。
到80年代后期,CNC已达到了相当高的水平。
随着计算机技术的发展以及用户对CNC功能要求的不断提高,CNC的硬件结构从单CPU结构发展到多CPU结构,并出现了以个人计算机为基础的开放式CNC结构。
在下面的章节里将介绍CNC装置的单微处理器结构、多微处理器结构和开放式CNC结构。
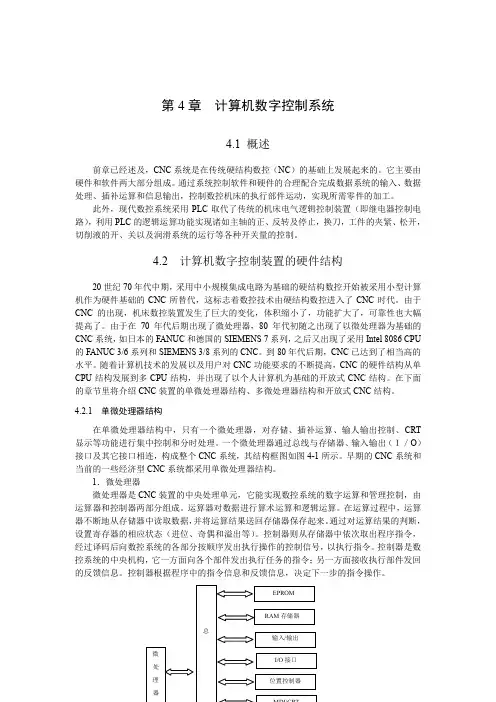
4.2.1 单微处理器结构在单微处理器结构中,只有一个微处理器,对存储、插补运算、输人输出控制、CRT 显示等功能进行集中控制和分时处理。
一个微处理器通过总线与存储器、输入输出(I/O)接口及其它接口相连,构成整个CNC系统,其结构框图如图4-1所示。
早期的CNC系统和当前的一些经济型CNC系统都采用单微处理器结构。
1.微处理器微处理器是CNC装置的中央处理单元,它能实现数控系统的数字运算和管理控制,由运算器和控制器两部分组成。