冷室压铸机控制面板输入方法概要
- 格式:ppt
- 大小:3.04 MB
- 文档页数:39

卧式冷室压铸机操作规程
工作前
1、检查限位装置、防护装置是否良好,电路及接地是否良好。
2、检查各紧固件是否牢靠。
3、开启油泵,进行空行程试验,检查油路、油压是否正常,然后停油泵,检查氮气
瓶的压力是否正常,检查油路有无漏油,检查油缸及各接口,确定无裂纹,检查润滑泵站对各点有无润滑油供给。
4、气瓶只能充氮气,如需拆开管路及液压件、拆卸气瓶、蓄能器必须放掉氮气。
5、装压铸模具,将控制旋钮转到点动位置,首先量出压铸模的厚度,根据模具厚度
调节好机器动定模板间距;然后装上模具,再次调节好动定模板间距;最后调节好顶出距离。
6、通过电箱人机界面设定好顶回延时3顶出延时5开模时间10卸荷时间3。
工作中
1、铝水温度达到工艺要求值,开启油泵。
2、将点动/手动/自动旋钮转到自动、快压射转到有、增压转到无、跟踪转到有。
关上
防护门→同时按下两合模按钮→允许浇铸灯亮→加入铝水,按浇铸按钮→压射完毕开模后,打开防护门用钳取出工件→喷射脱模剂。
如此试压铸3-4件合格后,将增压转到有位置,进入正常压铸操作。
3、操作时必须关闭防护门,严禁空打快压射。
4、维修液压系统前必须泄掉油压;维修合模部份、顶出缸时必须停机。
5、工作中液压油的温度不能超过55℃,以免损坏密封件。
6、不定时检查机器及模具各紧固件有无松动、油泵或油路有无异常。
7、注意润滑泵站是否足够润滑油。
工作后
1、工作完毕,拆卸压铸模,关闭液压泵,切断各电源。
2、清洁机器及工作场地。
起草:审批:。


VJ1512立式冷室压铸机操作规程
最大压铸(铝合金)重量:1.8公斤
工作循环数:70-120次/时
1、遵守《铸造设备通用操作规程》有关规定。
2、检查工作液量,如有必要,添加按照说明制备的乳液。
3、一般不准空压射,如必须空压射时,确保在注射室中放置软填
料(如棉线、铅块等),防止损坏设备。
4、按以下顺序启动设备,并空试其他动作:
a、接通电源,打开贮压缸伐,按下自动调节杆,启动高压泵,当
泵运转正常后,放开上述杠杆;
b、打开机器总伐,分别操作每个动作的手柄和踏板,检查各个动
作是否正常,确认一切正常之后,方可进行生产。
5、切实注意安全,操作者必须穿戴好劳保用品,不要站在压铸分
型面正对面工作,防止铝水溅出,发生烧伤事故。
6、始终观察各种仪表的读数是否符合工艺要求,设备的运动是否
正常,如发现异常现象,必须立即板动总伐手轮,关闭贮压缸伐或停
泵进行检查,必要时通知维修人员修理。
7、始终注意工作液的温升,温度最高不得超过40°С,否则必须强加冷却。
8、设备停歇一小时以上时,必须停机关伐,防止设备人身事故,
降低动能消耗。
9、工作后,按下列次序停车:当设备处于泄压状态时,关泵停车,切断电源,关闭总伐和贮压缸伐。
10、设备清理后,设备的运动部分(如缸杆、导杆、滑轨等)还必须涂一薄层机油。
第三节卧式冷室压铸机的参数一、基本参数1、压铸型(模)厚度压铸型(模)厚度是压铸型(模)合紧时的厚度,即压铸型合紧时压铸机动型座板与定型座板之间的距离,如图1-6所示,用H表示。
由于调型(模)机构的作用,H大小可以在一定范围内调整,力劲机械厂有限公司生产的卧式冷室压铸机用“模薄(Hmin)”、“模厚(Hmax)”表示H的最小和最大值。
2、动型座板行程动型座板行程是动型座板的最大移动距离。
动型座板行程实际上就是压铸机开型(模)后型(模)具分型面之间的最大距离,用L表示。
如图1-6所示,在设计时,开型(模)行程应满足下列条件L≥L取式中L取 --开型(模)后分型面之间能取出铸件的最小距离(mm)。
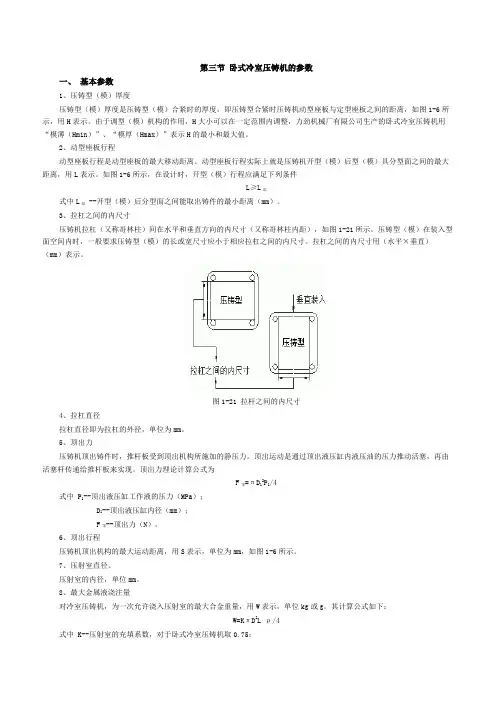
3、拉杠之间的内尺寸压铸机拉杠(又称哥林柱)间在水平和垂直方向的内尺寸(又称哥林柱内距),如图1-21所示。
压铸型(模)在装入型面空间内时,一般要求压铸型(模)的长或宽尺寸应小于相应拉杠之间的内尺寸。
拉杠之间的内尺寸用(水平×垂直)(mm)表示。
图1-21 拉杆之间的内尺寸4、拉杠直径拉杠直径即为拉杠的外径,单位为mm。
5、顶出力压铸机顶出铸件时,推杆板受到顶出机构所施加的静压力。
顶出运动是通过顶出液压缸内液压油的压力推动活塞,再由活塞杆传递给推杆板来实现。
顶出力理论计算公式为F顶=πD12P1/4式中 P1--顶出液压缸工作液的压力(MPa);D1--顶出液压缸内径(mm);F顶--顶出力(N)。
6、顶出行程压铸机顶出机构的最大运动距离,用S表示,单位为mm,如图1-6所示。
7、压射室直径。
压射室的内径,单位mm。
8、最大金属液浇注量对冷室压铸机,为一次允许浇入压射室的最大合金重量,用W表示,单位kg或g。
其计算公式如下:W=KπD2L ρ/4式中 K--压射室的充填系数,对于卧式冷室压铸机取0.75;D--压射室直径(最大值,m或mm);L--压射冲头有效行程(m或mm);ρ--浇注合金密度(kg/ m3或g/ mm3)。