1-2- 开式齿轮常见损伤、诊断及修复
- 格式:ppt
- 大小:45.00 MB
- 文档页数:25
机床齿轮损坏原因及解决策略分析机床齿轮损坏原因及解决策略分析机床齿轮作为机床传动系统中的重要部件,它的损坏会直接影响到机床的工作效率和使用寿命。
机床齿轮损坏的原因有很多,主要包括磨损、断裂、腐蚀、疲劳等。
本文将对机床齿轮损坏的原因及解决策略进行分析。
一、机床齿轮损坏的原因1.磨损由于齿轮的长时间使用,齿轮的表面会因为磨损而慢慢失去光泽,这些表面磨损会导致齿轮的负载能力下降,从而影响机床的使用寿命。
2.断裂齿轮如果在使用中受到过大的载荷,就会出现断裂的现象。
这种情况通常是由于机床传动部件调整不当或者使用不当,导致机床的齿轮受到了过大的压力或拉力,造成齿轮的断裂。
3.腐蚀机床齿轮过度暴露在空气中或者是化学液体的腐蚀下,也会导致齿轮的损坏。
腐蚀会让齿轮表面产生磨损和裂纹,从而影响机床的使用寿命。
4.疲劳当机床的齿轮长期处于高强度运转状态下时,会不断产生疲劳变形,导致齿轮表面渐渐变形、裂纹和磨损,从而导致机床的齿轮经常出现故障的状态。
二、机床齿轮损坏的解决策略1.提高机床的检修与保养机床的齿轮需要定期检修和保养,这样才能够发现机床齿轮损坏的问题,及时进行维修和更换,从而保证机床齿轮的正常使用。
2.更换好品质的齿轮好品质的齿轮拥有良好的韧性和刚性,能够承受更大的载荷,从而减少了机床齿轮损坏的风险。
因此,使用更优质的齿轮可以有效地延长机床的使用寿命。
3.优化机床设计机床的设计是直接影响到机床的使用寿命和效率的关键因素,优化设计可以减少齿轮磨损的风险,所以机床制造商应该考虑优化机床的设计,提高齿轮的耐磨损能力和承载能力,从而减少机床齿轮损坏的情况。
4.加强运行监测对于机床的运行状态进行监测,可以及时发现机床的齿轮出现异常的情况,然后进行相应的维修和更换,从而减少机床的损坏风险。
综上所述,对于机床齿轮损坏的原因及解决策略,应该注重机床的检修和保养、更换好品质的齿轮、优化机床设计和加强运行监测等,从而减少机床齿轮损坏的情况,提高机床的使用寿命和效率。
开式齿轮传动的主要失效形式
1、齿面磨损:是开式齿轮传动中最常见的失效形式,由于轴系的滑动摩擦和因弯曲变形受力等原因,形成滚齿的磨损和磨削,引起齿面磨损及齿面宽度减小,从而使齿轮传动出现失效。
2、齿面裂纹:是开式齿轮传动中次要失效形式,由于在工作状态下对传动零件施加过大的压力,使轴系受力失效,从而产生齿面裂纹,损坏齿面精度,从而使齿轮传动出现失效。
3、齿接失效:是由于轴系受力不均衡,齿轮受力失焦,或由于材料缺陷、自然裂纹等原因,造成结构老化、剥落、开裂等,从而产生齿接失效的现象,使得齿轮传动出现失效。
4、齿轮非对称性:由于齿轮制作不精确,造成齿轮实质切面不形成一条直线,从而导致齿轮非对称性,影响传动精度,引起m齿轮传动失效。
5、构件变形:开式齿轮传动在使用过程中,由于滑动摩擦及各种力的作用,造成齿轮及轴系等构件受力,出现变形失效,从而导致齿轮传动出现失效。
6、轴系丢失:由于齿轮及轴系的不正常的负荷及冲击扭矩等原因,造成轴系因拆卸或损坏等原因,而使得齿轮传动出现丢失失效现象。
齿轮修理方法大全
齿轮是机械中常用的力传输装置,其运转中往往要承受大的力和
压力,因此造成不同程度的损坏。
对于齿轮的修理,需要根据不同的
损坏情况制定相应的修理方法。
下面是齿轮修理方法大全的介绍:
1. 磨合修复法
齿轮在长时间使用后,可能会因齿轮背面的凸缘异物影响出现质
量问题。
这时候可以采用磨合修复法,通过同时磨合齿轮和齿轮齿条
使其达到良好的接触状态。
2. 焊接修复法
当齿轮的齿条失去齿后,可以采用焊接修复法,在齿条上重新焊
上齿条钢。
之后再进行磨削处理,使齿轮恢复正常状态。
3. 片式齿轮换位法
当齿轮齿条根部或齿条端部损坏较严重,不能继续使用时,可以
采用片式齿轮换位法。
通过对齿轮在不同位置的齿条进行部分固定,
使修复后的齿轮恢复正常。
4. 切割补齿法
在齿轮的齿条上发现少个齿或齿损较严重时,可以采用切割补齿法。
通过制造相应的齿轮刀,对损坏的齿条进行切割,并进行磨削加工,最后将齿轮重新组装即可。
5. 热处理法
齿轮在长期使用中,可能会因为外部因素引起变形。
此时可以采
用热处理法,将齿轮加热后进行冷却,从而使其恢复正常形状。
6. 磨齿处理法
当齿轮的齿条出现磨损、变形等现象,可以采用磨齿处理法。
通
过针对不同的损坏情况进行磨齿处理,使齿轮恢复正常。
齿轮作为机械的关键传动元件,在长期使用中难免会出现损坏问题,需要及时进行修复。
针对不同的损坏情况,采取合适的修复方法,可以有效提高齿轮的使用寿命,减少机械维修成本。
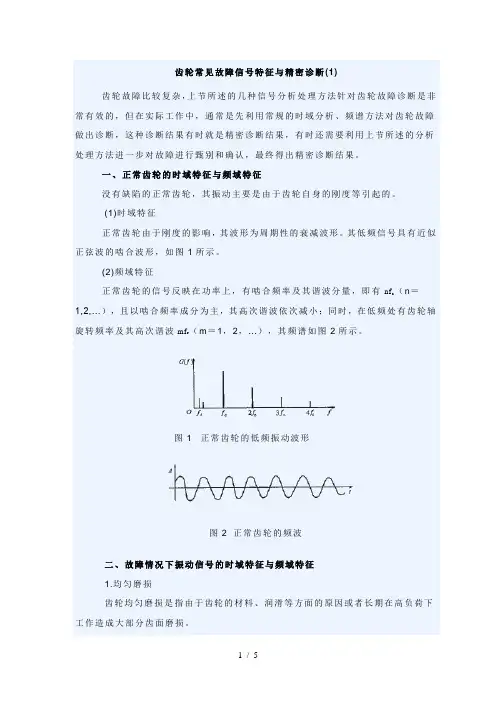
齿轮常见故障信号特征与精密诊断(1)齿轮故障比较复杂,上节所述的几种信号分析处理方法针对齿轮故障诊断是非常有效的,但在实际工作中,通常是先利用常规的时域分析、频谱方法对齿轮故障做出诊断,这种诊断结果有时就是精密诊断结果,有时还需要利用上节所述的分析处理方法进一步对故障进行甄别和确认,最终得出精密诊断结果。
一、正常齿轮的时域特征与频域特征没有缺陷的正常齿轮,其振动主要是由于齿轮自身的刚度等引起的。
(1)时域特征正常齿轮由于刚度的影响,其波形为周期性的衰减波形。
其低频信号具有近似正弦波的啮合波形,如图1所示。
(2)频域特征正常齿轮的信号反映在功率上,有啮合频率及其谐波分量,即有nf c(n=1,2,…),且以啮合频率成分为主,其高次谐波依次减小;同时,在低频处有齿轮轴旋转频率及其高次谐波mf r(m=1,2,…),其频谱如图2所示。
图1 正常齿轮的低频振动波形图2 正常齿轮的频波二、故障情况下振动信号的时域特征与频域特征1.均匀磨损齿轮均匀磨损是指由于齿轮的材料、润滑等方面的原因或者长期在高负荷下工作造成大部分齿面磨损。
(1)时域特征齿轮发生均匀磨损时,导致齿侧间隙增大,通常会使其正弦波式的啮合波形遭到破坏,图3是齿轮发生磨损后引起的高频及低频振动。
图3 磨损齿轮的高频振动(a)和低频振动(b)(2)频域特征齿面均匀磨损时,啮合频率及其谐波分量nf c(n=1,2,…)在频谱图上的位置保持不变,但其幅值大小发生改变,而且高次谐波幅值相对增大较多。
分析时,要分析三个以上谐波的幅值变化才能从频谱上检测出这种特征。
图4所示反映了磨损后齿轮的啮合频率及谐波值的变化。
随着磨损的加剧,还有可能产生1/k(k=2,3 ,4 ,…)的分数谐波,有时在升降还会出现如图5所示的呈非线性振动的跳跃现象。
2.齿轮偏心齿轮偏心是指齿轮的中心与旋转轴的中心不重合,这种故障往往是由于加工造成的。
(1)时域特征当一对互相啮合的齿轮中有一个齿轮存在偏心时,其振动波形由于偏心的影响被调制,产生调幅振动,图6为齿轮有偏心时的振动波形。
齿轮故障的常见形式与原因一、齿轮故障的常见形式齿轮由于结构型式、材料与热处理、操作运行环境与条件等因素不同,发生故障的形式也不同,常见的齿轮故障有以下几类形式。
(1)齿面磨损润滑油不足或油质不清洁会造成齿面磨粒磨损,使齿廓改变,侧隙加大,以至由于齿轮过度减薄导致断齿。
一般情况下,只有在润滑油中夹杂有磨粒时,才会在运行中引起齿面磨粒磨损。
(2)齿面胶合和擦伤对于重载和高速齿轮的传动,齿面工作区温度很高,一旦润滑条件不良,齿面间的油膜便会消失,一个齿面的金属会熔焊在与之啮合的另一个齿面上,在齿面上形成垂直于节线的划痕状胶合。
新齿轮未经磨合便投人使用时,常在某一局部产生这种现象,使齿轮擦伤。
(3)齿面接触疲劳齿轮在实际啮合过程中,既有相对滚动,又有相对滑动,而且相对滑动的摩擦力在节点两侧的方向相反,从而产生脉动载荷。
载荷和脉动力的作用使齿轮表面层深处产生脉动循环变化的剪应力,当这种剪应力超过齿轮材料的疲劳极限时,接触表面将产生疲劳裂纹,随着裂纹的扩展,最终使齿面剥落小片金属,在齿面上形成小坑,称之为点蚀。
当“点蚀”扩大连成片时,形成齿面上金属块剥落。
此外,材质不均匀或局部擦伤,也容易在某一齿上首先出现接触疲劳,产生剥落。
(4)弯曲疲劳与断齿在运行过程中承受载荷的轮齿,如同悬臂梁,其根部受到脉冲循环的弯曲应力作用最大,当这种周期性应力超过齿轮材料的疲劳极限时,会在根部产生裂纹,并逐步扩展,当剩余部分无法承受传动载荷时就会发生断齿现象。
齿轮由于工作中严重的冲击、偏载以及材质不均匀也可能会引起断齿。
断齿和点蚀是齿轮故障的主要形式。
齿轮故障还可分为局部故障和分布故障。
局部故障集中在一个或几个齿上,而分布故障则在齿轮各个轮齿上都有体现。
二、齿轮故障的原因产生上述齿轮故障的原因较多,但从大量故障的分析统计结果来看,主要原因有以下几个方面:1.制造误差齿轮制造误差主要有偏心、齿距偏差和齿形误差等。
偏心是指齿轮(一般为旋转体)的几何中心和旋转中心不重合,齿距偏差是指齿轮的实际齿距与公称齿距有较大误差,而齿形误差是指渐开线齿廓有误差。
机床齿轮损坏原因及解决策略分析齿轮是机床中最重要的一个部件,也是最受保护的一个部件之一。
但在实践中齿轮常常因为各种各样的原因而损坏,本文就机床齿轮的损坏原因给出具体的分析,并针对这些原因给出解决的策略。
机床齿轮在整个机床流程过程中起到非常重要的作用,尤其对于机床进行金属切削来说,具有精度高、结构紧凑、转动链复杂、自动化程度高等特点,常常因为各种各样的原因造成机床齿轮的损坏。
大多数机床齿轮损坏的原因是因为齿轮的负荷过大,或者由于操作者的非正常操作而引起的,本文讨论的机床齿轮损坏原因不包括人为因素,具体机床齿轮损坏的原因主要有:齿轮的长期磨损、起麻点与剥落、重复过大负荷、撞击、波纹、起棱与冷变形等。
1.机床齿轮损坏的原因分析1.1.齿轮的长期磨损任何机械件都有磨损,机床齿轮一样,由于长期的磨损导致齿轮的磨损。
大多数机床齿轮的磨损是长期的、缓慢的,如机床长期的划伤而造成,由于急速磨损造成损坏的,如察伤。
但大多数是由于长期的磨损而造成的损坏。
磨损通常有以下几种类型:粘附磨损、磨料磨损以及腐蚀磨损。
第一种磨损是粘附磨损。
该种磨损是金属与金属长期接触,表面粘结到一起后再次分离造成的。
这种磨损的原因有以下两种可能性原因:润滑油的使用不合适与齿轮没有正确的齿合。
粘附磨损大多数是润滑油不足造成的,齿轮没有正确的齿合只是少数情形之一。
第二中磨损是磨料磨损。
该种机床齿轮磨损是由于外界颗粒物长期附着在齿轮上造成的,如灰尘或砂砾造成的。
长期的磨料磨损,在齿轮齿面的磨损成线性可以看见的,如不及时清理,齿轮中的额磨料颗粒物会聚集越多,通常这些颗粒物裹藏在润滑油中。
第三种磨损是腐蚀磨损。
该种磨损是由于润滑油或其它添加剂的污染而造成对机床齿轮表面的腐蚀。
这种腐蚀称之为化学侵蚀,长期的化学侵蚀会造成机床齿轮的损坏。
该种模式与物料磨损相似,都有由于润滑油等的正常功能被破坏,不同的是磨料磨损是物理磨损,腐蚀磨损是化学磨损。
1.2.起麻点、剥落、碎裂起麻点实际上是一种疲劳缺陷,磨损出现在齿轮上的颗粒物脱离后。
变速器齿轮及齿轮轴损伤分析与维修作者:郭洪亮王春子来源:《农机使用与维修》2016年第10期摘要:齿轮和齿轮轴是变速器主要零件,通过对变速器齿轮及齿轮轴损伤的分析,提醒使用者在使用过程中注意操作方法,注意对其进行保养。
关键词:变速器;齿轮;齿轮轴;损伤分析中图分类号:S229.1 文献标识码:Adoi:10.14031/ki.njwx.2016.10.0511 变速器齿轮变速器的齿轮经常在高转速、高负荷情况下工作,所承载的转速和负荷又是在不断变化的,所以齿轮易损坏。
1.1 齿轮的损伤原因分析(1)齿面磨损、疲劳点蚀与拉伤。
变速器齿轮的齿面既有滚动摩擦,又有滑动摩擦,而且经常处于高转速,大负荷及频繁换挡,齿面承受冲击力和交变载荷,所以不可避免地产生磨损与疲劳点蚀。
当润滑油不足或油质较差,磨料进入齿间,润滑油中有腐蚀性物质时,都将加速齿面磨损,并易产生拉伤及疲劳。
变速器有关零件加工质量差或变形,使用操作不当等都将造成齿轮的早期损伤。
齿轮的检验除用目测法外,还可用测齿卡尺、公法线千分尺或普通游标卡尺进行测量。
当齿面有轻微麻点,其面积不超过15%,边缘略有破损时,可用油石或小砂轮修整后继续使用;当齿厚磨损超过允许极限,麻点面积超过上述规定时应维修或更换。
(2)轮齿的裂纹与断裂。
轮齿断裂是由于工作应力大于轮齿的断裂应力或有裂纹的轮齿其应力强度因子大于轮齿断裂韧性所致。
工作应力增大的最常见原因是:机械长期超负荷工作或因操作不当、齿面磨损、齿轮与花键轴配合松旷等产生冲击载荷或因轮齿形位误差过大、箱体形位误差过大,齿轮轴变形等,使齿面啮合性能变坏,局部应力增高。
轮齿承载能力低,一是锻造时有细微裂纹、夹层等;二是齿根存在着隐伤产生较大的应力集中。
断齿多发生在根部,轮齿断裂或裂纹时应更换新件。
(3)齿轮花键孔的磨损。
齿轮花键齿承受较大的挤压应力,滑动齿轮副受到摩擦磨损,因而使花键齿侧间隙增大。
由于一般齿轮比轴硬度高,所以花键孔磨损较少。
修复齿轮的方法
齿轮是机械装置中非常重要的部件,其作用是传动动力和扭矩。
然而,在长期使用过程中,齿轮可能会磨损、变形或者断裂,导致机械装置无法正常运转。
下面介绍一些修复齿轮的方法:
1. 磨削法
磨削是一种比较常见的齿轮修复方法。
首先需要将齿轮卸下来,然后使用专业的磨削设备将齿轮表面进行打磨。
这可以修复一些小型磨损或缺口,让齿轮重新与其他齿轮配合工作。
2. 焊接法
如果齿轮出现了断裂或者裂缝,可以使用焊接方法进行修复。
需要先将齿轮分开,然后用焊接设备进行焊接。
需要注意的是,焊接时需要控制好温度和焊接的位置,以避免齿轮变形或者焊接出现裂缝。
3. 更换法
如果齿轮的损坏比较严重,不适合进行修复,那么就需要进行更换了。
如果齿轮是标准件,可以直接购买相同规格的新齿轮进行更换。
如果是非标准件,需要根据机械装置的要求进行定制。
总之,修复齿轮需要根据具体情况选择不同的方法。
在进行修复前,需要对齿轮的损坏情况进行细致的检查和分析,以确保修复后齿轮能够正常工作。
同时,在修复过程中需要遵循相关的安全规定,以避免意外伤害。
- 1 -。
齿轮零件常见失效形式齿轮常见的失效形式有四种:齿面磨损、齿面疲劳、轮齿断裂、齿面塑性变形。
(1)齿面磨损齿轮传动中润滑不良、润滑油不洁等均可造成磨损或划痕。
磨损可分为磨粒磨损、划痕、腐蚀磨损和胶合等。
①磨粒磨损与划痕:当润滑油不洁,含有杂质颗粒,或在开式齿轮传动中的外来砂粒,或在摩擦过程中产生的金属磨屑,都可以产生磨粒磨损与划痕。
这些外界的硬质微粒,开始先嵌入一个工作表面,然后以微量切削的形式,从另一个工作表面挖去金属的细小微粒或在塑性流动下引起变形。
通常情况下齿顶、齿根部摩擦较节圆部严重,这是因为啮合过程中节圆处为滚动接触,而齿顶、齿根处为滑动接触。
②腐蚀磨损:由于润滑油中的一些化学物质如酸、碱或水等污染物与齿面发生化学反应造成金属腐蚀而导致齿面损伤。
③烧蚀:烧蚀是由于过载、超高速、润滑不当或不充分引起的齿面剧烈磨损,由磨损引起局部高温,这种温度升高足以引起色变和过时效,或使钢的几微米厚度表面层重新粹火,出现白层。
④齿面胶合:大功率软齿面或高速重载的齿轮传动,当润滑条件不良时产生齿面胶合现象,一个齿面上的部分材料胶合到另一齿面上,因而在此齿面上留下坑穴,在后续的啮合传动中,这部分胶合上的多余材料很容易造成其他齿面的擦伤沟痕,形成恶性循环。
(2)齿面疲劳所谓的齿面疲劳主要包括齿面点蚀与剥落,是由于材料的疲劳引起的。
当工作表面承受交变应力的作用时,会在齿面引起微观疲劳裂纹,润滑油进入裂纹后,由于啮合过程可能先封闭入口然后挤压,微观疲劳裂纹内的润滑油在高压下使裂纹扩展,结果小块金属从齿面上脱落,留下一个小坑,形成点蚀。
如果表面的疲劳裂纹扩展较深、较远或一系列小坑由于坑间材料失效时连接起来,造成大面积或大块金属脱落,这种现象则称为剥落。
实验表明,在闭式齿轮传动中,点蚀是非常普遍的破坏形式,在开式齿轮传动中,由于润滑不够充分以及进入污物的可能性增多,磨粒磨损总是先于点蚀磨损。
(3)轮齿断裂齿轮副在啮合传动时,主动轮的作用力和从动轮的反作用力都是通过接触点分别作用在对方的轮齿上,危险的情况下是接触点某一瞬间位于轮齿的齿顶部,此时轮齿如同一个悬臂梁,受载后齿根处产生的弯曲应力为最大,若因突然过载或冲击过载,很容易在齿根部产生过负荷断裂,即使不存在冲击过载的受力工况,当轮齿重复受载后,由于应力集中现象,也易产生疲劳裂纹,并逐步扩展,致使轮齿在齿根处产生疲劳断裂。