建筑安装施工质量控制点一览表
- 格式:doc
- 大小:148.00 KB
- 文档页数:36
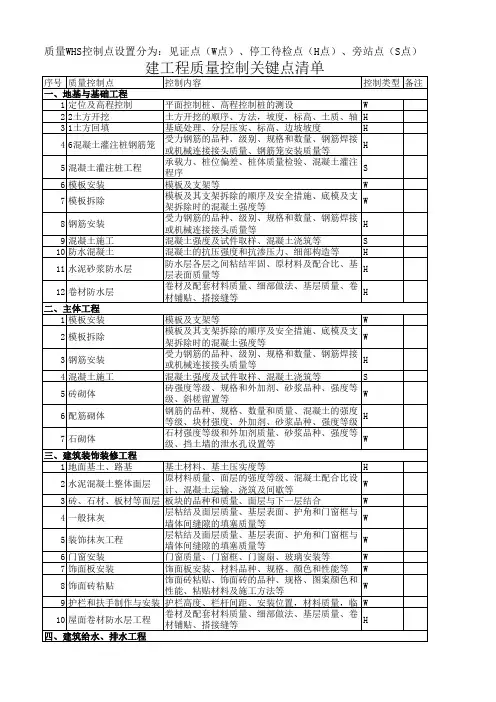
建筑安装工程施工过程中存在的质量通病及防治 28 质量控制点一览表 E.5质量控制点等级“A”,“B”,“C”,“AR”,“BR”, “CR”的定义如下: “A” — 应由业主见证确认后,才能进行下一道工序。 “AR”— 应备有施工纪录文件并由业主专业工程师确认后,才能进行下一道工序。 “B” — 应由承包者质检人员见证确认后,才能进行下一道工序。 “BR”— 应备有施工记录文件并由承包者质检人员签认后,才能进行下一道工序。 “ C”— 应由分包者之间人员见证确认后,才能进行下一道工序。 “CR”— 应备有施工记录文件并由分包者质检人员签认后,才能进行下一道工序。 E.5.1 安装工程 E.5.1.1 静设备 包括:塔、容器、反应器、再生器、热交换器。
序号 控 制 点 等 级 检查结果 建筑安装工程施工过程中存在的质量通病及防治 28 1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 11、 12、 设备/材质检查 基础检查 基础表面处理 垫铁放置 方位检查 地脚螺栓清洁度 地脚螺栓孔灌浆 找正 二次灌浆 地脚螺栓紧固 内件安装 托 盘 除沫器等 内部清洁度 触媒/填料装填 紧固入孔螺栓 检查梯子、平台 泄露试验(如需要) 最终外观检查
A(BR/CR) AR C CR BR B BR AR BR B
AR A A AR B C AR A 建筑安装工程施工过程中存在的质量通病及防治
28 13、 14、 15、 16、 17、 E.5.1.2 动设备
序号 控 制 点 等 级 检查结果
1、 2、 3、 4、 5、 6、 设备/材质检查 基础检查 基础表面处理 垫铁放置 底座找正 地脚螺栓清洁度 地脚螺栓孔灌浆 二次灌浆 地脚螺栓紧固 联轴节对中 配 管 前 配 管 后 A(BR/CR) AR C BR AR B BR BR B
BR 建筑安装工程施工过程中存在的质量通病及防治 28 7、 8、 9、 10、 11、 12、 13、 14、 15、 16、 17、 18、 内部清洁度(如需要) 辅助件安装 最终外观检查 盘车 油洗、吹扫 驱动装置转向检查 联轴节最终对中 试车 BR A C A B AR BR AR AR
E.5.1.3 工业炉 包括:工业炉、加热器、蒸汽锅炉。 建筑安装工程施工过程中存在的质量通病及防治 28 序号 控 制 点 等 级 检查结果
1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 设备/材质检查 基础检查 主结构找正(垂直度、标高) 主墙方度(跨距、对角线) 螺栓/结构焊接/墙板 管、盘管、输气管对中 顶部弹簧吊架调校 焊接工艺规程/焊接工艺评定 焊工考试 受压部分焊接检查 着色、磁探 射线 外观 焊后热处理(如需要) 水压试验/渗漏试验/气溶性试验 燃烧器辅助件焊接 表面准备/筑炉清理 焊放筑炉锚钉 膨胀节筑炉 筑炉外观检查 内部清洁度 A(BR/CR) AR BR BR C B B AR A/BR
BR BR C BR AR C B B B A A 建筑安装工程施工过程中存在的质量通病及防治 28 11、 12、 13、 14、 15、 16、 17、 18、 19、 20、 21、 22、 23、
烟囱找正(中心线、垂直度) 最终外观检查 化学清洗 烘炉 触媒装填
BR A AR AR AR
E.5.1.4拼装罐(现场组对设备) 建筑安装工程施工过程中存在的质量通病及防治
28 序号 控 制 点 等 级 检查结果
1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 1 焊接工艺规程/焊接工艺评定 焊工考试 材质检查 基础检查 焊缝外观检查 无损检测 着色、磁探 射线 真空试验(底板) 方位(管口、入孔) 垂直度检查 标高检查 椭圆度检查 尺寸检查 焊后热处理(如需要) 水压试验 渗漏试验 产品试板试验(如需要) 附件安装 衬里和涂层检查(内部) 内部清洁度 紧固入孔螺栓 检查平台和梯子 AR A/BR A(BR/CR) AR C
BR BR A/BR BR BR BR BR BR BR AR AR AR C A A B C 建筑安装工程施工过程中存在的质量通病及防治 28 1、 12、 13、 14、 15、 16、 17、 18、 19、 20、 21、 22、 最终外观检查 A
E.5.1.5 冷却器 序号 控 制 点 等 级 检查结果 建筑安装工程施工过程中存在的质量通病及防治 28 1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 11、 12、 设备/材质检查 基础水平/标高 放置地脚螺栓 主钢结构水平/垂直度 紧固螺栓 驱动装置对中 扇套和翼轮的间隙 辅助件安装 检查平台和梯子 驱动机转向检查 最终外观检查 试车
A(BR/CR) A C C B AR BR C C BR A AR
E.5.1.6 输送带、装卸船机、桥式刮料机、包装机、打包称重机、皮带秤 建筑安装工程施工过程中存在的质量通病及防治 28 序号 控 制 点 等 级 检查结果
1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 11、 设备/材质检查 基础/结构的水平和中心 紧固地脚螺栓 设备找正(中心线/水平/垂直度) 驱动和尾端拉紧装置检查(输送带) 驱动机对中 驱动机转向检查 最终外观检查 试车 秤的调校 程序试验/连锁试验 A(BR/CR) AR B AR B
AR BR A AR A/BR A/BR 建筑安装工程施工过程中存在的质量通病及防治
28 E.5.1.7翅片式空气冷却器、风扇、风机
序号 控 制 点 等 级 检查结果
1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 1 设备/材质检查 基础检查 垫铁放置 结构找正(垂直度、标高) 管束安装 风扇环安装 风扇环间隙检查 风扇角度 驱动装置对中 V型皮带松紧度检查 紧固螺栓 检查平台 附件安装 最终外观检查 驱动机转向检查(方向、电流、温度检查) 试车(振动、温度、噪声的检查) A(BR/CR) AR CR BR BR C BR BR AR BR B C C A BR
AR 建筑安装工程施工过程中存在的质量通病及防治
28 1、 12、 13、 14、
15、 E.5.1.8行车、提升机械
序号 控 制 点 等 级 检查结果
1、 2、 3、 4、 5、 6、 设备/材质检查 轨道找正(垂直度、水平度) 轨道中心线和弯曲度 驱动装置对中 最终外观检查 程序试验/连锁试验 试车 A(BR/CR) BR BR BR A A/BR AR 建筑安装工程施工过程中存在的质量通病及防治 28 7、 E.5.1.9管道工程
序号 控 制 点 等 级 检查结果
1、 2、 3、 4、 5、 6、 7、 8、 9、 10、 焊接工艺规程/焊接工艺评定 焊工考试 材质说明书和鉴定证 坡口准备 检查焊条 预热 焊接条件 焊缝外观检查 无损检测(射线) 无损检测(着色、磁探) 焊后热处理 管支撑和弹簧吊架的设定 试压前检查 压力试验 吹除 化学清洗 气密性试验 弹簧吊架/弹簧支撑的调整 隐蔽/防腐包层检查 最终外观检查 AR A/BR C CR CR CR C CR BR BR BR C BR AR AR AR AR B A/BR A