JIS翻译
- 格式:docx
- 大小:30.06 KB
- 文档页数:19
H8504:1999
前言
这个标准是根据工业标准化法,经过日本工业标准调查会的审议,日本通商产业大臣修改的日本工业规格。据此JIS H 8504-1996被修改替换成这个标准。
这个标准的一部分,拥有技术性性质的专利,申请公开后的专利,实用新发明专利权,或者有和申请公开后的实用新发明登记申请相冲突的可能性,要引起注意。通商产业大臣以及日本工业标准调查会对这样的技术性性质的专利,申请公开后的专利申请,实用新发明专利权,或者申请公开后的实用新发明登记申请有关的确认不负任何责任。
日本工业标准 JIS
H8504:1999
电镀的粘着性试验方法
序文 这个标准,1.以适用范围的附注所示对应国际标准为基础,关于对应部分翻译成这些对应国际标准,不是变更技术性的内容做成的日本工业规格,是对应国际标准没有规定的规定项目作为日本工业标准追加的。
1.适用范围 对于这些标准在原金属上实施的电镀以及化学镀的粘着性试验方法的规定。
附注: 这个标准的对应国际标准如下所示。
ISO 2819:1980 金属衬底上的金属镀层-电沉积和化学沉积-适用于测试粘着性的方法检验
参考 电镀的粘着性试验方法有定量的实验法,但是大多数是定性的。这个从电镀产品的品质管理观点来看,不能说很充分,但如果选定适合各个产品的试验方法的话,根据这个试验就能够知道电镀粘着性的界限。
2. 引用标准 下面揭示的标准,通过引用此标准,构成了此标准规定的一部分。这些引用标准适用于那个最新版。
JIS B 4703 铁匠锉刀
JIS B 4704 组合锉刀
JIS B 7721 引张力试验机-力的检证方法
JIS B 7729 埃里克森试验机
JIS G 3502 钢琴线材
JIS G 4401 碳工具钢钢材
JIS H 0400 电镀以及相关联处理用语
JIS R 6001 研磨砂轮用的研磨材的粒度
JIS R 6252 研磨纸
JIS Z 1522 透明胶带
JIS Z 2201 金属材料引张力试验片
JIS Z 2241 金属材料引张力试验方法
JIS Z 2247 埃里克森试验方法
JIS Z 3282 焊锡-化学成分及形状
3. 定义 在这个标准中使用的主要用语的定义除了根据JIS H
0400外,还根据以下内容。
a)有效面 被遮盖或者应该被遮盖,有关这个遮盖物主要的性能及外观的产品的表面。 4.试验方法的种类根据以下。
而且,对于各种试验方法电镀的适用例子,附表一所示。
a) 研磨试验方法
1) 锉刀试验方法
2) 砂轮试验方法
b) 粘着性试验方法
c) 挤压试验方法
d) 埃里克森试验方法
e) 喷丸硬化试验方法
f) 滚筒研磨试验方法
g) 撕剥试验方法
1.胶带试验方法
2.锡焊试验方法
h) 錾打试验方法
i) 经线试验方法
j) 弯曲试验方法
k) 缠绕试验方法
l) 拉伸试验方法
m) 热试验方法
1.加热试验方法
2.热冲击试验方法
n) 负极电解试验方法 5. 试料
5.1 试料的操作 试料的操作不能光手进行,要使用手套。
5.2 试料的选取 试料可选取产品的有效面或者产品本身。但是,对于产品的试验或者判定较困难的时候,使用代替这个的试料也可以。
5.3试料的大小 试料的大小根据双方当事者之间的协定决定。
5.4试料面的处理 试料面根据脏的程度选用适当的溶剂(3)处理。
注(3):希望使用药用酒精,轻油精,挥发油等。
5.5 试料的调节状态 试料,在试验开始前,通常是放在温度23±2℃,相对湿度在65%以下的室内或者是恒温,恒湿槽内进行状态的调节。但是,如果认为不会妨碍试验的时候,可根据双方当事者之间的协定省略。
6.实验室的一般条件
6.1试验场所 试验场所通常在温度23±2℃,相对湿度65%以下的室内。但是,如果认为不会妨碍试验的时候,可根据双方当事者之间的协定在适合的场所进行也可以。
6.2试验装置的整备 试验装置要在坚固的试验台上正确安装。而且,不要伴随试验产生异常的动向使其稳定。还有,使用的器具类要提前整备,通常能够在一定的条件下使用。
7 判定方法 判定方法没有特定的话根据以下。
对试验的部分进行目视观察,电镀的剥落或者气泡(鼓起)较明显的时候就是粘着不良。
在通过目视来判定粘着性的好坏比较困难的时候,用试验部分的4倍或者用适当倍率的扩大镜来观察,判断电镀粘着性的好坏。 而且,判断电镀粘着性比较困难的时候(4),可根据双方当事者的协定补充其他的试验方法。
注(4):比如,有时候很难判定是电镀的气泡还是原材料的缺陷。这种时候,通过电镀分离来判定是哪一个原因。
8 记录 对试验的结果,记录以下事项:
a) 电镀的种类及它的条件
b) 试验方法名称
c) 试验条件
d) 试验的年月日
e) 其他必要的事项
9 研磨试验方法
9.1 锉刀试验方法
9.1.1 要旨 用锉刀削试料,调查电镀粘着性的试验方法。
附注:不适用与比锉刀更硬的(HRC约62(HV约700))的镀铬和硬质镀镍。
9.1.2 试验器具 用于试验的锉刀,使用JIS B 4703 和JIS B 4704规定的平行中目的锉刀。
9.1.3 试料依据5
9.1.4 试验方法根据以下。
a) 不要移动试验,进行固定。
b)
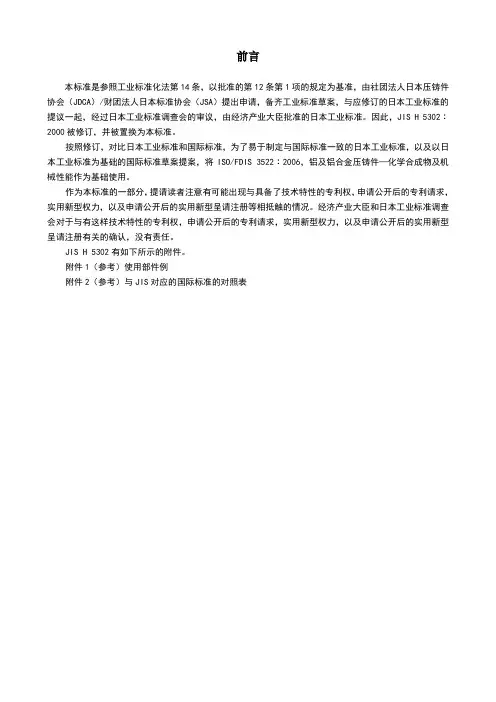
对于电镀面,垂直切断的试料的截面或端面,按如图所示,从未电镀方向开始在电镀面45°的角度进行锉刀的使用。 9.1.5 判定方法 判定方法根据7
めっき层:电镀层
素地:为电镀材料部分
やすりの方向:锉刀方向
やすりがけの一例:使用锉刀的一个例子
9.2 砂轮试验方法
9.2.1 要旨 试料面用砂轮研磨,调查电镀年粘着性的试验方法。
附注:主要使用于镀铬那样硬质厚电镀。
9.2.2 装置以及砂轮 装置用磨床,轻便磨床和台式磨床。砂轮用JIS R
6001规定的#60,结合度H~M的砂轮。
9.2.3 试料,试料依据5.
而且,试料面要平面或者圆柱形。
9.2.4 试验方法 试验方法根据以下。
a) 试料要装磨床上或者用适当的器具固定。
b) 研磨砂轮的周速为10~33m/1秒,1次的切入深度为5μ以下,一边使用研削油或者肥皂水一边安静地研磨。磨削量至少30μ以上。而且,砂轮不能使用堵塞了的东西。
注释:也可使用金属细末代替砂轮。
9.2.5 判定方法
调查实验部分是否有异常。部分产生剥落或者气泡(鼓起)的时候,认为粘着性不良。有时也会出现裂纹,但是研磨方向和直角上产生裂纹的时候,不被视作粘着性不良。
10.粘着性试验方法 10.1 要旨 试料面用金属或者玛瑙做的密着用工具进行摩擦,调查电镀粘着性的试验方法。
附注:这个试验只能检查出粘着性相当差的皮膜,不适用于严格环境下使用的电镀产品以及40μ以上的厚皮膜。
10.2 试验器具
使用适当的密着用工具。作为密着用工具,有使断面以及半球状光滑的直径6mm的钢棒或者玛瑙做的牙科用的小匙(压舌头的工具)。
10.3 试料 试料依据5.
10.4 试验方法 试料表面6mm2以下的面积,使用密着用工具快速均衡摩擦15秒。硬性压力是使各个冲程和光泽充分的东西,不要切断电镀。
10.5 判断方法 判断方法根据5,
11. 挤压试验方法
11.1 要旨
从电镀面的里侧穿孔,不打通,插入挤压棒冲破电镀层。从冲破部的电镀的变化状态来调查电镀粘着性的是试验方法。
附注:主要用于工业用镀铬那样的硬质电镀。但是,不适用于电镀厚度50μ以下的时候。
11.2
装置,装备好规定的挤压棒,如图所示,对试料,慢慢地施加压力的构造。
押出し棒:挤压棒
素地:未电镀材料部分
クロムめっき层:镀铬层
受台:受力台座
试料に押出し棒を挿入した状态:挤压棒插入试料后的状态 11.3 试料 试料依据5
而且,希望试验面是平面。试料是圆柱形的时候,直径要20mm以上。
11.4 试验方法 试验方法根据以下。
a) 从电镀面里侧开始到直角部,如图2所示,打剩下底厚度1.5mm直径6.5mm的洞。
b) 高碳素钢,合金钢等强度大的原始金属的时候,希望把顶端弄平,用钻孔机把洞的底部弄平。
c)试料底座上,如图2所示,电镀面向下放置固定。挤压棒插入挤压洞中慢慢地施加压力冲破电镀层。这个时候的压缩(挤压)速度一分钟10mm以下。
11.5 判定方法 调查冲破部的电镀变化状态,电镀明显剥落的时候认为是粘着性不良。还有,即使看不到冲破部电镀的剥落,电镀层发生大的裂缝的时候,用锋利的刀具在没有电镀过的部分和电镀层的边界施加压力,调查电镀是否剥落。
12. 埃里克森试验方法
12.1 要旨 在试料上施加压缩力使它变形为凹形,调查电镀的粘着性的试验方法。
附注:主要适用于镍或铬镀那样厚的皮膜。皮膜以及原始金属拥有柔软性的时候,必须注意粘着性的判断。
12.2 装置 装置适用JIS B7729规定的试验机。
12.3 试料 试料根据以下。
a) 试验片用JIS Z 2247规定的1~3号试验片。
b) 试验片的调制根据5. 12.4 试验方法 把试料装到埃里克森试验机上,按下0.2~6.0mm/min速度的按钮,使其变形。
12.5 判断方法
在试料变形过程中,稍稍有伸展,但是,那个时候,因为原始材料和电镀层的伸展率的差异,两者间发生了偏差。伸展率比较小的电镀粘着性更好的时候,迎合鳞状原始材料。粘着性不好的时候,变叶子状,电镀从原始材料剥落或脱落。根据这样的状态来判定电镀粘着性的好坏。
参考
根据与埃里克森试验方法同一原理的方法,有罗曼诺夫试验。这个试验装置是为了压成凸形帽状,通常由压力装置,能调整压力的螺丝型变形机以及直径63.5mm挤压球构成。挤压的深度能够调整到0~12.7mm,试验片通常被挤压到破坏为止来进行试验。
13. 喷丸硬化试验方法
13.1 要旨 因为铸铁或者重力原因,电镀面下降或者根据压缩空气进行球的撞击,调查电镀粘着性的试验方法。
附注:主要适用于加厚镀银。
13.2 装置 装置适用压缩空气离心分离机型的喷丸硬化装置以及铸铁或者钢球。
13.3 试料 试料根据5。
13.4 试验方法 准备好铸铁或钢球(直径0.75mm),把内径19mm,长150mm的管子与喷丸硬化装置的喷嘴连接。
13.5 判定方法 判定方法根据7。
14. 滚筒研磨试验方法
14.1 要旨 把试料和钢球一起放入滚筒中转动,调查电镀粘着性的试验方