柔性传动说明书
- 格式:pdf
- 大小:263.58 KB
- 文档页数:14
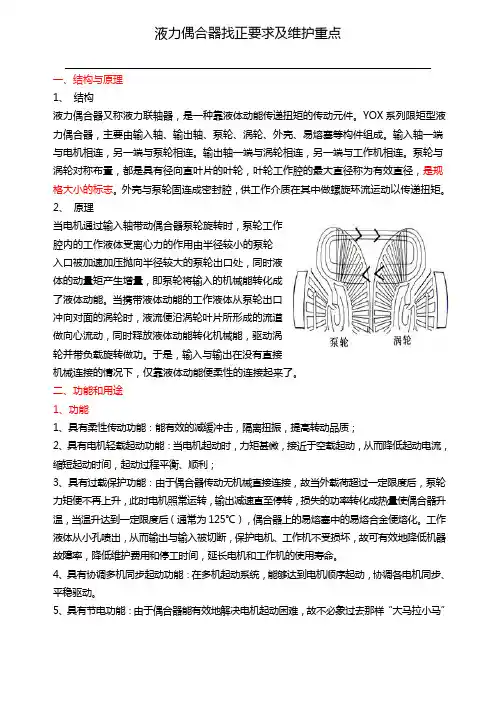
1、 概述 多点啮合柔性传动是一种适应矿山、冶金、化工、工程机械的新型减速装置。它在低速、重载、冲击大、工作环境恶劣和大齿圈位置有微量变动的情况下能保证良好的传动性能,因而这种新型传动装置在回转窑上得到了较普遍地使用。 多点啮合柔性传动可以有多个啮合点,也可以只有一个啮合点,根据具体工况而定,本套BF32-22x1111-Ⅳ柔性传动装置采用的是单点啮合、压杆支承的结构形式。该装置主要由大齿轮、高速级小齿轮轴、低速级小齿轮轴、压杆、压杆座、箱体、挂轮组、弹簧杆等组成,见图1-1。本套柔性传动的传动方式为:动力源 液压马达 高速级小齿轮
轴 大齿轮 低速级小齿轮轴 (大齿圈)。其工作原理是:高速级小齿轮轴通过两组同步啮合的齿轮副,将动力传递到大齿轮上,大齿轮与低速级小齿轮轴固接,驱动低速级小齿轮轴转动,低速级小齿轮轴与大齿圈啮合,进而将动力传递到大齿圈上。两根齿轮轴安装在同一箱体内,箱体通过二组共四个挂轮挂于大齿圈上,从而将大齿圈与低速级小齿轮轴的啮合力的径向分力传递给大齿圈,成为系统内力,啮合的切向分力则通过压杆、压杆底座传递给基础。由于挂轮直接挂在大齿圈上,所以,当大齿圈的位置发生变化时,整个柔性传动装置将随着大齿圈的变化而变化,从而确保了在大齿圈位置发生细微变化时,低速级小齿轮轴与大齿圈的中心距不变,确保了传动的平稳性和可靠性。 2、 主要性能参数 型号:BF32-22x1111-Ⅳ 高速级小齿轮轴;2、箱盖;3、挂轮装置;4、箱体; 5、低速级小齿轮轴;6、喷射架;7、压杆;8、压杆座;9、弹簧杆。 图1-1柔性传动装置的构造 最大输出扭矩:255kN·m 速比:25.003 齿轮副中心距:a = 1111 mm 效率:~0.85 总重:~30398 kg 最大外形尺寸(长x宽x高):2800×3340×3800 3、 安装要领 3.1、安装前的准备 3.1.1、熟悉本说明书和有关安装图纸资料,弄清该装置的各部分构造和基本原理,掌握同外部设备的连接关系,并制定出相应的安装技术规程。 3.1.2、检查和验收基础的质量是否符合要求:本设备通过压杆、压杆底座安装在基础上。安装本设备时,应对此基础进行认真验收检查,检查基础的中心线和地脚螺栓配置及其露出长度是否符合有关图纸要求。若与图纸不符,应会同各有关专业技术人员共同协商解决。 3.1.3、在安装现场按照图纸对各零件、部件进行认真细致的清点、核对,将各零件、部件都准备齐全,并妥善放置和保管,应避免损伤、失散,防止与其它设备混淆。 3.1.4、检查各零、部件有无损伤现象,消除运输过程中产生的变形,若有较大的损伤和变形且不能修复时,应予以更换。 3.1.5、清除各零、部件的污物、灰尘,并进行严格的清洗,凡有锈蚀之处应除锈,各润滑部位应按规范充足润滑剂。 3.1.6、出厂时已装配好的部件,若存放时间较长,原则上应拆卸清洗并重新装配。 3.1.7、准备好安装、测量工具:手拉葫芦(4~8吨)4~6台;QL30型螺旋千斤顶(20吨)二~三台;水准仪一台;清点好安装用具并妥善保管。 3.1.8、严格按安装工序进行安装,按图纸和本说明书所规定的安装精度检查各零、部件的安装情况,并作好记录,经有关技术人员认可后,进入下一工序的安装,若出现超差,应对照图纸和本说明书仔细查明原因,并及时同现场技术人员协商,做出妥善处理; 3.1.9、根据起吊件的重量,选用合适的起吊工具,确保起吊安全。各部件的重量如下: 1、 减速机:26.3 t 2、 弹簧杆装置:0.15 t 3、 挂轮装置:0.46 t 基础检查 压杆座 挂轮装置 压杆 中心高调整 滚道间隙调整 弹簧杆 液压马达* 安装喷射架 检查、润滑 图3-1安装工序图 3.2、安装工序 对于零散部件发货到现场的柔性传动装置的安装可按图3-1所示的工序进行。 3.2.1、吊装减速机 柔性传动减速机与大齿圈的组装顺序见图3-1,安装前应注意: 1) 清洗挂轮装置的滚轮、减速机的各齿轮及轴径表面,清洗大齿圈上的挂轮滚道与定位滚轮滚道表面; 2) 利用起吊工具将减速器吊运至安装位置,应注意输出轴的方向和位置,在吊运减速机时,减速机箱体上的临时肋板不得拆除,钢绳悬吊长度不低于3.5m,减速机只能使用吊耳装置直立吊运,不得倾倒,若减速器的装配吊耳被破坏或脱落,应根据设备重量、起吊附加载荷,在设备的合适位置焊接强度足够的临时吊耳,见图3-2。减速机就位后才能拆除临时加强肋,并利用手动芦卢将其悬吊于安装位置,悬吊方式如图3-3; 3) 将减速机( 图号:0209JW1AT)挂于大齿圈上,安装挂轮装置。挂轮装置定位于偏心轴上,偏心轴的最大偏心为7.5mm,用以调整大齿圈与大齿轮轴形成的齿轮副之间的齿侧间隙,初装时偏心轴的最大偏心应朝向回转窑的轴心。在大齿轮轴与大齿圈的中心距尚未调整好、挂轮装置的联接螺栓尚未紧固、压杆装置尚未安装完毕之前,减速器的辅助悬吊装置不能拆除; 4) 安装压杆装置及弹簧杆装置(图号:0209JW2AT),调整大齿轮轴与大齿圈的中心距。(应确保定位滚轮与大齿圈上的滚道之间的间隙为0.1mm,最大不得超过0.4mm,用塞尺检查) 5) 本装置与大齿圈组装后,用压铅检查大小齿轮之间的侧隙,其值应在1mm至1.5mm之间,且在齿长方向上,侧隙值应均匀一致,可通过调整挂轮的相对角度来实现。 6) 本装置与大齿圈组装后,检查其配对齿轮的啮合班点: 在齿高方向上:≥40% 在齿宽方向上:≥50% 3.2.2、检查 1) 检查各运转部件,确保各轴承已加足润滑油,若采用喷油润滑则应确保喷油系统能正常工作; 2) 检查各密封面,确保密封件完好无损,各密封面密封严实; 3) 检查柔性传动箱体,确保箱体内没有留下安装工具、安装过程中可能落入的硬物或其他有碍于设备运行的杂物等; 4) 全面检查整个装置的所有紧固件,并给各干油润滑点注入规定的润滑脂,给减速器箱体中装入润滑油,并使润滑油装到规定的油位; 5) 全部安装就绪并检查无误后,拆除所有的安装支架及吊具,清理安装现场,准备试运转。 图3-2吊运要求示意图 图3-3临时悬吊要求示意图 4、试运转要领 本要领的具体内容仅限于设备部分,在试运转时,还需参考回转窑和相关专业的技术文件、资料及图纸。 柔性传动装置的顺利运转,关系到回转窑的试运行,所以应排除该装置的各种故障,尽早投入使用,为安装回转提供便利条件。 4.1、试运行前的准备 4.1.1、试运转必须在驱动装置全部安装、调整完毕,且电动机已单独试运转后进行; 4.1.2、为了确保安全试运转,必须对回转窑大齿圈、驱动装置周围、窑头、窑尾进行全面地检查、清理,确认各运转部位无任何异物和干涉; 4.1.3、安排试运转人员: 指挥人员一名; 操作人员一名; 记录人员一名; 检查人员二名; 巡视人员二名; 4.1.4、准备好检查、测量工具。如听音棒、振动仪、温度计等; 4.1.5、检查各润滑点,确保各润滑点均已可靠润滑,检查齿轮箱的油位,确保齿轮箱的油位已达到技术要求的高度,若采用喷油润滑,则应检查喷油系统能否正常喷油,并确保在电机开车前,喷油润滑系统处于启动状态,并能正常喷油; 4.1.6、检查联动系统的限位开关,确保各限位开关均可靠无误地接入了保护电路中,限位开关的位置准确无误。 4.2、点动试运转(空载) 在无投料的情况下,按照窑体运转方向各运转5分钟左右,然后进行检查确认: 4.2.1、齿轮箱内有无异常噪声; 4.2.2、用手触摸箱体外部应无异常振动; 4.2.3、各运转部件之间、主传动与辅助传动系统之间无异常干涉现象;4.2.4、各润滑部位无异常现象。 4.3、连续试运转(空载) 在确认点动试运转无任何异常的情况下,按照窑体旋转方向各运行6~8小时左右(或按回转窑空载试运行时间要求进行),进行检查确认: 4.3.1、齿轮箱内无异常噪声; 4.3.2、用手触摸箱体外部无异常振动; 4.3.3、液压马达与轴伸的联接处有无异常; 4.3.4、各润滑部位无异常现象; 4.4、回转窑负载试运转 其试运转要求见回转窑的说明书。 5维护与保养 5.1维护检查 5.1.1、检查大、小齿轮是否磨损; 5.1.2、在停机时,用塞尺检查低速级小齿轮轴上的定位滚轮与大齿圈上的滚道之间的间隙,若存在较大间隙则应分析原因,是属滚轮本身磨损严重还是属挂轮上的联接螺栓有松动,或是挂轮内的轴承有损坏、挂轮装置上的滚轮磨损等,查明原因后,应立即予以修复或更换; 5.2、润滑 确保各运转部件的良好润滑是保证设备正常运行的重要环节,因此,准确及时地把握好每一润滑点的润滑情况,是设备维护保养工作的关键。 5.2.1、按柔性传动装置润滑部位示意图,见图5-1、图5-2,做好每一处润滑; 5.2.2、当采用惰轮润滑时,柔性传动装置的箱体内按要求装足润滑油,箱体内的润滑油采用220工业齿轮油与1#锂基润滑脂的混合油,混合比例为1:1,或L-CKC工业闭式齿轮油,粘度等级为460。箱体内第一次换油时间为一周,以后的换油时间视油的品质和工作条件而定,一般在3~6个月内应更换一次;若采用喷油润滑,润滑油及润滑制度由喷油设备提供商提供,但必须确保设备的润滑质量。 5.2.3、各处轴承的润滑应使用极压锂基润滑脂,一般应每班添加一次,也可以根据实际情况由工厂自定润滑周期。
图5-1柔性传动装置润滑部位示意图 图5-2柔性传动装置润滑部位示意图