传动轴设计说明书
- 格式:doc
- 大小:433.92 KB
- 文档页数:19
摘要齿轮轴零件的主要作用是支撑回转零件、实现回转运动并传递转矩和动力。
齿轮轴具备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中的重要零件之一。
齿轮轴加工材料、热处理方式、机械加工工艺过程的优化,将对提高齿轮轴的加工质量及寿命有着重要借鉴意义。
本设计首先分析了齿轮轴零件的作用和零件的材料,之后把加工传动齿轮轴所用的材料和生产类型确定下来。
然后确定毛坯的种类,绘制铸件零件图。
接下来设计零件的加工工艺性,包括零件表面的加工方法及热处理方法等。
最后进行工艺规程设计,选定加工所用的机床,刀具,夹具等。
齿轮轴零件的机械综合性能要求较高,一般选择锻件作为毛坯。
合理安排工艺路线,划分加工阶段对保证零件加工质量至关重要.关键词: 齿轮轴;工艺分析;工艺规程设计AbstractThe main function of the gear shaft is to support rotating parts, achieve rotary mo tion and transfer torque and power. Gear shaft has a series of advantages, such as high transmission efficiency, compact structure, long service life and so on. It is one of the important parts in the general machinery, particularly the engineering machinery tran smission. The optimization of the gear shaft’s machining materials, thermal treatmen t method and machining process will have great significance on the machining quality of the gear shaft and the service life.The first design of the gear shaft parts and parts of the material, then fix the processing gear shaft of the materials used and the type of production. And then determine the blank type, drawing casting parts diagram. The processing of the next design of parts, including the components surface processing method and heat treatment method. Finally, technological process design ,selection of the machine tool, cutting tool, fixture etc…Comprehensive mechanical performance requirements higher gear shaft parts, as general forging blank. Reasonable arrangements for the process, dividing the processing stage is very important to ensure the machining quality of parts.Keywords gear shaft; process analysis; process planning design目录摘要 (I)ABSTRACT (II)第1章绪论............................................................................................................. - 1 -第2章零件的分析 (2)2.1零件的作用 (2)2.1.1零件的作用 (2)2.1.2零件的结构特点及技术要求 (2)2.2零件材料分析 (3)2.3确定生产类型 (3)2.4毛坯的确定 (4)2.5绘制铸件零件图 (4)2.6本章小节 (5)第3章加工工艺过程分析 (5)3.1加工工艺过程的组成 (6)3.2定位基准的选择原则 (6)3.2.1基准的概念 (6)3.2.2 定位基准的选择 (7)3.2.3 定位基准的确定 (8)3.3零件表面加工方法的选择 (10)3.4加工工序安排 (10)3.5热处理工序的安排 (11)3.6工序的划分 (11)3.7加工余量及工序尺寸的确定 (12)3.7.1 加工余量的概念 (12)3.7.2 加工余量的确定方法 (12)3.8本章小结 (13)第4章选择加工设备及工艺设备 (14)4.1各机床的作用 (14)4.1.1车床的作用 (14)4.1.2铣床的作用 (15)4.1.3 磨床的作用 (16)4.1.4 零件加工中各机床的确定 (17)4.2刀具的选择 (17)4.2.1 刀具材料的确定 (17)4.2.2 刀具的分类 (17)4.2.3 常用车刀刀具的用途 (18)4.2.4 铣刀 (19)4.2.5 磨削 (20)4.2.6 加工零件刀具的确定 (20)4.3夹具的确定 (20)4.3.1 夹具的组成及作用 (20)4.3.2 夹具的分类 (21)4.3.3 选择夹具 (22)4.4量具的选择 (22)4.5本章小结 (23)第5章齿轮轴的工艺卡拟定 (24)5.1工艺卡的拟定 (24)5.2问题的提出 (28)5.3本章小结 (29)总结 (30)参考文献 (31)致谢 (32)第1章绪论本文设计的主要是齿轮轴的加工工艺,通过总结零件的的加工,提高所加工工件的质量,完善产品,满足要求,提高经济效益和劳动生产率。
目录1.1 汽车万向传动轴的发展与现状 (2)1.2 万向传动轴设计技术综述 (2)2 万向传动轴结构方案确定 (4)2.1 设计已知参数 (4)2.2 万向传动轴设计思路 (6)2.3 结构方案的确定 (6)3 万向传动轴运动分析 (9)4 万向传动轴设计 (10)4.1 传动载荷计算 (10)4.2 十字轴万向节设计 (12)4.3滚针轴承设计 (13)4.4传动轴初步设计 (14)4.5 花键轴设计 (15)4.6 万向节凸缘叉连接螺栓设计 (16)4.7 万向节凸缘叉叉处断面校核 (17)5基于UG的万向传动轴三维模型构建 (18)5.1万向节凸缘叉作图方法及三维图 (18)5.2万向节十字轴总成作图方法及三维图 (21)5.3 内花键轴管与万向节叉总成作图方法及三维图 (25)5.4 花键、轴管与万向节叉总成作图方法及三维图 (2624)5.5万向传动轴总装装配方法及三维图 (27)6 万向传动装置总成的技术要求、材料及使用保养 (29)6.1普通万向传动轴总成的主要技术要求 (29)6.2万向传动轴的使用材料 (29)6.3 传动轴的使用与保养 (30)7 结论 (31)总结体会 (32)谢辞 (33)附录1外文文献翻译 (34)附录2模拟申请万向传动轴专利书 (48)【参考文献】 (52)1引言1.1 汽车万向传动轴的发展与现状万向传动装置的出现要追溯到1352年,用于教堂时钟中的万向节传动轴。
1663年英国物理学家虎克制造了一个铰接传动装置,后来被人们叫做虎克万向节,也就是十字轴式万向节,但这种万向节在单个传递动力时有不等速性。
1683年双联式虎克万向节诞生,消除了单个虎克万向节传递的不等速性,并于1901年用于汽车转向轮。
上世纪初,虎克万向节和传动轴已在机械工程和汽车工业中起到了极其重要的作用。
1908年第一个球式万向节诞生,1926年凸块式等速万向节出现,开始用于独立悬架的前轮驱动轿车和四轮驱动的军用车的前轮转向节。
传动轴说明书总结机械制造⼯业是国民经济最重要的部门之⼀,是⼀个国家或地区经济发展的⽀柱产业,其发展⽔平标志着该国家或地区的经济实⼒,科技⽔平,⽣活⽔准,和国防实⼒,机械制造业是国家经济的装备部,是为国民经济提供装备和为⼈民⽣活提供耐⽤消费的⾏业,不论是传统产业,还是新兴产业,都离不开各种各样的机械设备,机械制造业的⽣产能⼒和发展⽔平标志着⼀个国家和地区国民经济现在的⽂化程度,机械制造⼯艺的内容极其⼴泛,它不但包括零件的制造,机械的加⼯,还有热处和产品的装配等,⽽机械制造的⼯业的发展和进步,⼜在很⼤程度上取决机械制造技术⽔平和发展,在科学技术⾼度发展的今天,现代⼯业对机械制造技术提出了越来越⾼的要求,推动机械制造技术向前不断发展,⽽且科学技术的发展也为机械制造技术的发展提供了机遇和发展,由于社会在不断向前发展,⼀些先进的技术不断进⼊到机械⾏业的领域中。
我们不但要有先进的设备,还要有先进的⼯艺参数,还要有优质的⼈才,否则⼀切都是⽩费,机械加⼯⼯艺设计在零件的加⼯制造过程中有着重要的作⽤,⼯艺性的好坏,直接影响着零件的加⼯质量及⽣产成本,在设计中为了适应⼩批批量的⽣产情况,以提⾼产品的⽣产效率,在设计中所采⽤的零件尽量采⽤标准件,以降低产品的⽣产费⽤,本说明书是关于传动轴的⼀个简单设计⼯艺过程,⼀⽅⾯它使我们懂得了传动轴的作⽤以及⼀些加⼯的基本要领,还让我们明⽩了精度要求对于⼀个机械加⼯⾏业说是多么重要,另⼀⽅⾯,它使我们在机械加⼯,机械制造⾏业不断的积累经验和知识,能够让我们早⽇研制新的产品,实现我们经济的腾飞引⾔ (1)摘要 (3)关键词 (3)⼀、零件的作⽤ (3)⼆、零件图分析 (3)三、选择⽑坯 (4)四、锻造的⽅法及选择 (4)五、⽑坯确定 (5)六、⼯艺分析 (5)七、加⼯余量 (5)⼋、零件热处理 (6)九、加⼯⼯艺路线 (6)⼗、基准选择原则 (6)⼗⼀、定位基准选择 (7)⼗⼆、⼯艺设备 (7)⼗三、机床选择 (8)总结 (9)附录零件图 (10)⽑坯图 (11)机械加⼯⼯艺过程卡 (12)机械加⼯⼯序卡1 (13)机械加⼯⼯序卡2 (14)机械加⼯⼯序卡3 (15)机械加⼯⼯序卡4 (16)机械加⼯⼯序卡5 (17)机械加⼯⼯序卡6 (18)参考⽂献 (19)传动轴加⼯⼯艺设计摘要: 本次设计通过传动轴零件图的分析,确定了该零件的⽑坯材料及尺⼨规格。
航空制造工程学院《机械制造工艺及装备》课程设计说明书专业:机械设计制造及其自动化班级: 090314 姓名:张建学号: 09031432 评分:指导老师:(签字)2012年11月机械制造工艺学课程设计任务书课题:传动轴花键轴机械加工工艺规程及夹具设计内容:1 零件图 1张2. 机械加工工艺过程综合卡片 1张3. 夹具设计装配图1张4. 夹具设计零件图1张5. 课程设计说明书12张班级:09031432姓名:张建2012年11月目录一零件分析 (1)二工艺规程设计 (1)三夹具设计 (9)四设计心得 (10)五参考文献 (11)一、零件的分析(一)零件的作用题目所给的零件是花键传动轴,为花键传动中的传动轴,起传动的作用。
二、工艺规程设计(一)确定毛坯的制造形式选择锻件毛坯。
(二)基面的选择(1)基准的选择:该零件既是花键轴又是阶梯轴,其加工精度又要求较高,因此选中心孔B3/7.5做为设计和工艺基准。
(三)制定工艺路线制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证,在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
工艺路线方案:工序一下料工序二夹一端,车端面,见平即可,钻中心孔B3/7.5工序三倒头装夹工件,车端面,保证总长175工序四以中心孔定位装夹工件粗车外圆各部。
工序五去毛刺工序六以两中心孔定位装夹工件。
精车,半精车各部尺寸,倒角工序七一夹一顶装夹工件,粗,精铣花键工序八热处理:调质处理255—302HB工序九按图样要求检查各部尺寸及精度。
(四)机械加工余量、工序尺寸及毛皮尺寸的确定“花键传动轴”,零件材料为40MnB,硬度为255—302HB,毛坯质量为6.37kg。
生产类型为小批量生产,锻造毛坯。
据以上原始资料及加工路线,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下:1. 外圆表面延轴线方向长度方向的加工余量及公差(φ32内孔及端面)。
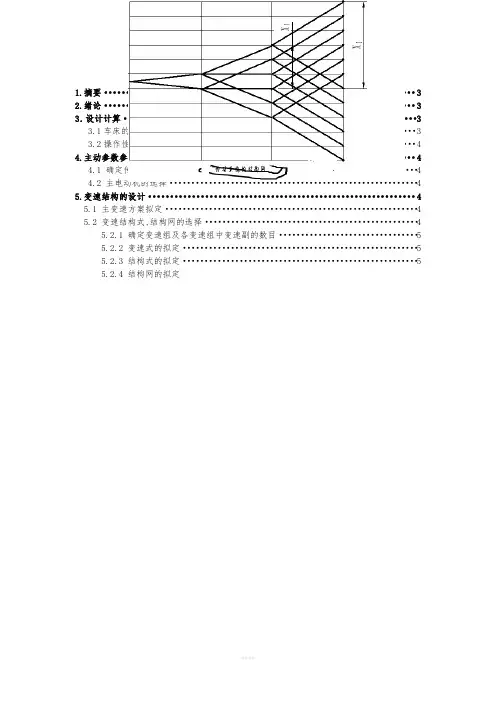
目录1.摘要 (3)2.绪论 (3)3.设计计算 (3)3.1车床的规格系列和用处 (3)3.2操作性能要求 (4)4.主动参数参数的拟定 (4)4.1 确定传动公比φ (4)4.2 主电动机的选择 (4)5.变速结构的设计 (4)5.1 主变速方案拟定 (4)5.2 变速结构式、结构网的选择 (4)5.2.1 确定变速组及各变速组中变速副的数目 (5)5.2.2 变速式的拟定 (5)5.2.3 结构式的拟定 (5)5.2.4 结构网的拟定 (5)5.2.5 结构式的拟定 (6)5.2.6 结构式的拟定 (6)5.2.7 确定各变速组变速副齿数 (8)5.2.8 绘制变速系统图 (9)6.结构设计 (9)6.1 结构设计的内容、技术要求和方案 (9)6.2 展开图及其布置 (9)6.3 I轴(输入轴)的设计 (10)6.4 齿轮块设计 (10)6.5 传动轴的设计 (10)6.6 主轴组件设计 (12)6.6.1 各部分尺寸的选择 (12)6.6.2 主轴材料和热处理 (12)6.6.3 主轴轴承 (12)6.6.5 润滑与密封 (13)6.6.6 其他问题 (14)7.传动件的设计 (14)7.1 带轮的设计 (14)7.2 传动轴的直径估算 (17)7.2.1 确定各轴转速 (17)7.2.2传动轴直径的估算:确定各轴最小直径 (17)7.2.3 键的选择 (18)7.3 传动轴的校核 (18)7.3.1 传动轴的校核 (19)7.3.2 键的校核 (19)7.4 各变速组齿轮模数的确定和校核 (20)7.4.1 齿轮模数的确定 (20)7.4.2 齿宽的确定 (24)7.5 带轮结构设计 (25)7.6 片式摩擦离合器的选择和计算 (26)7.7 齿轮强度校验 (28)7.7.1 校核a变速组齿轮 (29)7.7.2 校核b变速组齿轮 (30)7.7.3 校核c变速组齿轮 (31)7.8 轴承的选用与校核 (33)7.8.1 各轴轴承的选用 (34)7.8.2 各轴轴承的校核 (34)8.主轴组件设计 (34)8.1 主轴的基本尺寸确定 (34)8.1.1 外径尺寸D (34)8.1.2 主轴孔径d (35)8.1.3 主轴悬伸量a·····················································358.1.4 支撑跨距L (36)8.1.5 主轴最佳跨距L0的确定 (37)8.2 主轴刚度验算 (38)8.2.1 主轴前支撑转角的验算 (38)8.2.2 主轴前端位移的验算 (39)9.心得体会及参考文献 (40)第一部分机床主传动系统设计1.摘要普通中型车床主轴箱设计普通中型车床主轴箱设计,主要包括三方面的设计,即:根据设计题目所给定的机床用途、规格、主轴极限转速、转速数列公比或级数,确定其他有关运动参数,选定主轴各级转速值;通过分析比较,选择传动方案;拟定结构式或结构网,拟定转速图;确定齿轮齿数及带轮直径;绘制传动系统图。
机油泵传动轴支架课程设计说明书一、设计背景及意义机油泵是内燃机润滑系统中的核心成分之一,主要负责将润滑油从油底壳中吸出,并将其压力送到发动机润滑油路中,以达到润滑和降温的目的。
因此,机油泵的工作稳定性和可靠性对于发动机的正常运转至关重要。
而机油泵传动轴支架作为机油泵的重要组成部分之一,对于机油泵的工作效率、性能和寿命都有着重要的影响。
本设计旨在通过对机油泵传动轴支架进行分析和设计,优化机油泵传动轴的传动效率和可靠性,提高机油泵的工作效率和工作寿命,降低机油泵的维修成本和故障率,从而提高发动机的可靠性和使用寿命。
二、设计要求和技术指标1. 传动效率:传动效率应达到90%以上。
2. 表面硬度:表面硬度应达到55-60HRC。
3. 安装尺寸:符合机油泵传动轴的安装要求和标准尺寸。
4. 低噪音:设计要求低噪音,满足国家相关标准。
5. 耐磨性:具备良好的耐磨性能,能够在长期使用过程中保持长久稳定。
6. 寿命要求:设计要求机油泵传动轴支架的实用寿命不少于6年。
三、设计方案1. 设计思路通过分析机油泵传动轴支架的工作原理和工作条件,结合国内外先进的设计理念和技术手段,设计出机油泵传动轴支架的结构和参数,并使用ANSYS等软件对其进行优化设计和仿真验证,以满足机油泵传动轴支架的工作要求和设计指标。
2. 设计内容(1) 机油泵传动轴支架的主要结构和参数设计。
(2) 机油泵传动轴支架材料的选用及热处理工艺。
(3) 机油泵传动轴支架与机油泵传动轴的配合设计。
(4) 机油泵传动轴支架的装配方式和检测标准。
(5) 机油泵传动轴支架的运动学和动力学仿真分析。
3. 设计流程(1) 确定工作条件和要求。
(2) 进行机油泵传动轴支架结构设计。
(3) 确定机油泵传动轴支架的材料及热处理工艺。
(4) 进行机油泵传动轴支架与机油泵传动轴的配合设计。
(5) 进行机油泵传动轴支架的装配方式和检测标准设计。
(6) 利用ANSYS等软件进行运动学和动力学仿真分析优化设计。
湖南工业大学机械制造工艺学课程设计资料袋机械工程学院(系、部) _____2011 ~ 2012 学年第 1 学期课程名称机械制造工艺学指导教师职称学生姓名专业班级学号题目传动轴的机械加工工艺规程设计成绩起止日期2011年_12月_19日~2011年 12 月 26日目录清单湖南工业大学课程设计任务书2011—2012 学年第一学期机械工程学院(系、部)机械工程及其自动化专业机工091班级课程名称:机械制造工艺学设计题目:传动轴的机械加工工艺规程设计完成期限:自 2011年 12月 19 日至 2011 年 12 月26 日共 1 周指导教师(签字):年月日系(教研室)主任(签字):年月日机械制造工艺学课程设计说明书课题名称:传动轴的机械加工工艺规程设计班级:姓名:学号:指导老师:成绩:机械工程学院2011 年12月目录一、传动轴的工艺性分析 (1)1.传动轴的工作原理 (1)2.零件图样分析 (1)3.零件的工艺分析 (1)4.审查零件的结构工艺性 (2)二、选择毛坯的制造方式 (2)1.毛坯的选择 (2)2.确定毛坯的尺寸 (2)三、传动轴的基准选择、加工方案、制定工艺路线 (3)1.定位基准的选择 (3)2.零件表面加工方法的确定 (3)3.加工阶段的划分 (4)4.加工顺序的安排 (5)5.传动轴工艺路线的确定 (5)四、机床设备的选用 (7)1.机床设备的选用 (7)2.工艺装备的选用 (7)五、工序加工余量的确定,工序尺寸及公差的计算 (7)六、确定工序的切削用量 (13)七、课程设计体会 (16)八.参考资料 (17)一、传动轴的工艺性分析1.传动轴的工作原理轴上的两个齿轮或是带轮均置于箱体外,作用是传递动力,所以材料具有较高的抗弯强度、扭转强度。
2.零件图样分析(1)该零件轴段的安排是呈阶梯型,中间粗两端细,符合强度外形原则,便于安装和拆卸。
其加工精度要求较高,要有较高的形位公差,表面粗糙度最高达到了1.6µm。

C6132普通车床主传动系统设计说明书(有全套图纸)安徽建筑工业学院毕业设计 (论文)2010 年 6 月日主传动系统设计是机床设计中非常重要的组成部分,本次设计主要由机床的级数入手,于结构式、结构网拟定,再到齿轮和轴的设计,再选择各种主传动配合件,对轴和齿轮及配合件进行校核,将主传动方案“结构化”,设计主轴变速箱装配图及零件图,侧重进行传动轴组件、主轴组件、变速机构、箱体、润滑与密封、传动轴及滑移齿轮零件的设计,完成设计任务。
本次突出了结构设计的要求,在保证机床的基本要求下,根据机床设计的原则,拟定机构式和结构网,对机床的机构进行精简,力求降低生产成本;主轴和齿轮设计在满足强度需要的同时,材料的选择也是采用折中的原则,没有选择过高强度的材料从而造成浪费。
【关键词】车床、主传动系统、。
AbstractMain drive system design is Very important part of the Machine Design,The design of the series to start primarily by machine,In the structure, the structure network developed, to the design of gears and shafts,Choose a variety of main drive with the pieces of the shaft and gear, and checked with the parts ,design and motive of completion sport spread the lord to move the project"the structure turn" , Design a principal axis to become soon a box assemble diagram and spare parts diagram and lay particular emphasis on to carry on spread tomove stalk module, principal axis module and become soon organization, box a body, lubricate and seal completely, spread to move stalk and slippery move wheel gear spare parts of design to complete design tasks.This highlights the structural design requirements,under the basic requirements for ensuring the machine ,According to the principles of machine tool design,Development of institutional and structural net,Streamlining of the machine tool sector,Strive to reduce production costs,No choice of materials resulting in high strength waste.【Keywords】lather, Main drive system,Structure , Electric motor目录绪论首先我要感谢我的毕业设计指导魏常武对我的悉心教导,并且感谢所有给予我帮助的老师们,在设计过程中,我通过查阅大量有关资料,与同学交流经验和自学,并向老师请教等方式,使自己学到了不少知识,也经历了不少艰辛,但收获同样巨大。
前言 (2)第一章零件的分析 (3)§ 1.1零件的作用 .....................§ 1.2零件的工艺分析 (3)第二章工艺规程设计 (4)§ 2.1确定毛坯的制造形式 (4)§ 2. 2基面的选择 (4)§ 2. 3制定工艺路线 (5)§ 2. 4机械加工余量、工序尺寸及毛坯尺寸的确定 (7)§ 2. 5确定切削用量及基本工时 (9)第三章夹具设计........................... 错误!未定义书签。
17 § 3.1问题的提出 (17)§ 3. 2夹具设计 (17)参考文献 (20)机械制造工艺学课程设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。
机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。
它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。
在编制工艺时须保证其合理性、科学性、完善性。
而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。
它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
、零件的分析§.1零件的作用如右图所示,题目所给定的零件是机油泵传动轴支架。
它位于传动轴的端部。
主要作用是支承传动轴,连接油口,起到固定机油泵的作用。
是拖拉机里用到的最普遍的零件之一。
它结构简单,体积也较小,属叉架类零件。
其中© 32孔要与轴配合,要求精度较高§.2零件的工艺分析机油泵传动轴支架共有两组加工加工表面,它们之间有一定的位置要求。
万向传动轴设计说明书商用汽车万向传动轴设计摘要万向传动轴在汽车上应用比较广泛。
发动机前置后轮或全轮驱动汽车行驶时,由于悬架不断变形,变速器或分动器的输出轴与驱动桥输入轴轴线之间的相对位置经常变化,因而普遍采用可伸缩的十字轴万向传动轴。
本设计注重实际应用,考虑整车的总体布置,改进了设计方法,力求整车结构及性能更为合理。
传动轴是由轴管、万向节、伸缩花键等组成。
伸缩套能自动调节变速器与驱动桥之间距离的变化;万向节是保证变速器输出轴与驱动桥输入轴两轴线夹角发生变化时实现两轴的动力传输;万向节由十字轴、十字轴承和凸缘叉等组成。
传动轴的布置直接影响十字轴万向节、主减速器的使用寿命,对汽车的振动噪声也有很大影响。
在传动轴的设计中,主要考虑传动轴的临界转速,计算传动轴的花键轴和轴管的尺寸,并校核其扭转强度和临界转速,确定出合适的安全系数,合理优化轴与轴之间的角度。
关键字:万向传动轴、伸缩花键、十字轴万向节、临界转速、扭转强度目录一、概述 (04)二、货车原始数据及设计要求 (05)三、万向节结构方案的分析与选择 (06)四、万向传动的运动和受力分析 (08)五、万向节的设计计算 (11)六、传动轴结构分析与设计计算 (17)七、法兰盘的设计 (19)八、参考文献 (20)一、概述汽车上的万向传动轴一般是由万向节、轴管及其伸缩花键等组成。
主要是用于在工作过程中相对位置不断变化的两根轴间传递转矩和旋转运动。
在动机前置后轮驱动的汽车上,由于工作时悬架变形,驱动桥主减速器输入轴与变速器输出轴间经常有相对运动,普遍采用万向节传动(图1—1a、b)。
当驱动桥与变速器之间相距较远,使得传动轴的长度超过1.5m时,为提高传动轴的临界速度以及总布置上的考虑,常将传动轴断开成两段,万向节用三个。
此时,必须在中间传动轴上加设中间支承。
在转向驱动桥中,由于驱动桥又是转向轮,左右半轴间的夹角随行驶需要而变,这是多采用球叉式和球笼式等速万向节传动(图1—1c)。
航空制造工程学院《机械制造工艺及装备》课程设计说明书专业:机械设计制造及其自动化班级: 090314 姓名:张建学号: 09031432 评分:指导老师:(签字)2012年11月机械制造工艺学课程设计任务书课题:传动轴花键轴机械加工工艺规程及夹具设计内容:1 零件图 1张2. 机械加工工艺过程综合卡片 1张3. 夹具设计装配图1张4. 夹具设计零件图1张5. 课程设计说明书12张班级:09031432姓名:张建2012年11月目录一零件分析 (1)二工艺规程设计 (1)三夹具设计 (9)四设计心得 (10)五参考文献 (11)一、零件的分析(一)零件的作用题目所给的零件是花键传动轴,为花键传动中的传动轴,起传动的作用。
二、工艺规程设计(一)确定毛坯的制造形式选择锻件毛坯。
(二)基面的选择(1)基准的选择:该零件既是花键轴又是阶梯轴,其加工精度又要求较高,因此选中心孔B3/7.5做为设计和工艺基准。
(三)制定工艺路线制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证,在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
工艺路线方案:工序一下料工序二夹一端,车端面,见平即可,钻中心孔B3/7.5工序三倒头装夹工件,车端面,保证总长175工序四以中心孔定位装夹工件粗车外圆各部。
工序五去毛刺工序六以两中心孔定位装夹工件。
精车,半精车各部尺寸,倒角工序七一夹一顶装夹工件,粗,精铣花键工序八热处理:调质处理255—302HB工序九按图样要求检查各部尺寸及精度。
(四)机械加工余量、工序尺寸及毛皮尺寸的确定“花键传动轴”,零件材料为40MnB,硬度为255—302HB,毛坯质量为6.37kg。
生产类型为小批量生产,锻造毛坯。
据以上原始资料及加工路线,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下:1. 外圆表面延轴线方向长度方向的加工余量及公差(φ32内孔及端面)。
传动轴设计说明书商⽤汽车万向传动轴设计摘要万向传动轴在汽车上应⽤⽐较⼴泛。
发动机前置后轮或全轮驱动汽车⾏驶时,由于悬架不断变形,变速器或分动器的输出轴与驱动桥输⼊轴轴线之间的相对位置经常变化,因⽽普遍采⽤可伸缩的⼗字轴万向传动轴。
本设计注重实际应⽤,考虑整车的总体布置,改进了设计⽅法,⼒求整车结构及性能更为合理。
传动轴是由轴管、万向节、伸缩花键等组成。
伸缩套能⾃动调节变速器与驱动桥之间距离的变化;万向节是保证变速器输出轴与驱动桥输⼊轴两轴线夹⾓发⽣变化时实现两轴的动⼒传输;万向节由⼗字轴、⼗字轴承和凸缘叉等组成。
传动轴的布置直接影响⼗字轴万向节、主减速器的使⽤寿命,对汽车的振动噪声也有很⼤影响。
在传动轴的设计中,主要考虑传动轴的临界转速,计算传动轴的花键轴和轴管的尺⼨,并校核其扭转强度和临界转速,确定出合适的安全系数,合理优化轴与轴之间的⾓度。
关键字:万向传动轴、伸缩花键、⼗字轴万向节、临界转速、扭转强度概述汽车上的万向传动轴⼀般是由万向节、轴管及其伸缩花键等组成。
主要是⽤于在⼯作过程中相对位置不断变化的两根轴间传递转矩和旋转运动。
在动机前置后轮驱动的汽车上,由于⼯作时悬架变形,驱动桥主减速器输⼊轴与变速器输出轴间经常有相对运动,普遍采⽤万向节传动(图1—1a、b)。
当驱动桥与变速器之间相距较远,使得传动轴的长度超过1.5m时,为提⾼传动轴的临界速度以及总布置上的考虑,常将传动轴断开成两段,万向节⽤三个。
此时,必须在中间传动轴上加设中间⽀承。
在转向驱动桥中,由于驱动桥⼜是转向轮,左右半轴间的夹⾓随⾏驶需要⽽变,这是多采⽤球叉式和球笼式等速万向节传动(图1—1c)。
当后驱动桥为独⽴悬架结构时也必须采⽤万向节传动(图1—1d)。
万向节按扭转⽅向是否有明星的弹性,可分为刚性万向节和挠性万向节两类。
刚性万向节⼜可分为不等速万向节(常⽤的为普通⼗字轴式),等速万向节(球叉式、球笼式等),准等速万向节(双联式、凸块式、三肖轴式等)。
万向传动轴设计1.车型及其相关参数1.1车型图片设计所选车型为:一汽解放赛龙中卡(CA1145PK2L2AEA80)1.2车型参数:驱动形式4*2 轴距4920m车身长度8.45m 车身宽度 2.5m车身高度 2.56m 最高车速93km/h 轮胎规格8.25-16 发动机最大输出功率103kw整车质量 5.8吨发动机最大转矩450N·m 最大总质量13.8吨最大扭矩转速1400发动机额定转速2500rpm 档数6档变速器最大输出扭矩610N·m 一档传动比 6.515后桥允许载荷8950Kg 六档传动比0.813刚性万向节安徽工程大学万向节------课程设计说明书挠性万不等速万向节准等速万向节等速万向节向节十字轴式双联式凸块式三销轴式球面滚轮式圆弧槽滚刀式球叉式直槽滚道式伸缩型球笼式Birfield型Rzeppa型图 2.1万向节的分类在方案选择时,我们考虑到它是用于变速器与驱动桥之间,并且在满足万向传动轴设计基本要求后,我们选择了十字轴万向节。
其结构如下图所示,注油嘴套筒滚针轴承座注油孔油道图 2.2十字轴结构图因为这种万向节结构简单紧凑,强度高,耐久性好,传动效率高,生产成本低,能使不在同轴线或轴线角较大,轴向移动较大的两轴等角速连续回转,与可伸缩的传动轴搭配在一起,构成的十字轴万向传动轴被广泛采用。
十字轴万向传动可分为单十字轴和双十字轴两种。
单十字轴万向节传动,传动轴被封闭在一套管中,套管将牵引力或制动力从驱动桥传至车架或车身。
但其结构笨重,增加了非悬挂部分的重量。
而且,由于这种结构中只用了一个十字轴万向节传动,因此不能保证主减速器主动轴与变速器第二轴的转速恒等,引起了工作不均匀性,这种万向节应用很少。
目前应用最广泛的是双十字轴万向节。
双十字轴万向节直接用两个简单十字轴万向节和一根传动轴连接。
另外双十字轴万向节的重量轻,对载重汽车而言通常只占 1.0~1.4%。
所以我们选了双十字轴万向节。
带式运输机传动装置设计说明书1. 引言本文档为带式运输机的传动装置设计说明书,旨在详细描述带式运输机传动装置的设计原理、参数选取和计算等内容。
带式运输机是一种用于物料输送的机械设备,传动装置作为核心组成部分之一,对其性能和可靠性有着重要影响。
通过本文档的阅读和理解,读者将了解到带式运输机传动装置的设计过程,以及对应的设计指导。
2. 设计原理带式运输机传动装置的设计原理基于传动轴和传动带的运动方式。
传动装置通过驱动轴传递动力给传动带,从而实现物料的输送。
设计原理包括以下几个方面的考虑:1.动力传递方式:传动装置可以采用电动机、液压马达或者内燃机等形式作为动力源,其中电动机是最常见的选择;2.传动装置的布局:传动装置的布局应考虑到整体设计的紧凑性和结构的稳定性,以保证传动装置的正常运行;3.传动装置的传动方式:传动装置可以采用齿轮传动、链条传动或者带传动等方式,根据实际需要选择合适的传动方式。
3. 参数选取和计算带式运输机传动装置的参数选取和计算是设计过程中的重要环节。
以下是几个关键参数的选取和计算方法的简要说明:3.1 动力计算动力计算是确定传动装置所需动力的重要步骤。
根据实际物料输送需求和传动装置的效率,可以计算出传动装置所需的最小动力。
动力计算公式如下:$$P = \\frac{Q \\cdot H}{η \\cdot 1000}$$其中,P为传动装置所需动力(单位:千瓦),Q为物料输送量(单位:吨/小时),H为提升高度(单位:米),η为传动装置效率(取值范围为0到1之间)。
3.2 速度计算速度计算是确定传动装置所需转速的重要步骤。
根据物料输送的要求和传动装置的传动比例,可以计算出传动装置所需的转速。
速度计算公式如下:$$N = \\frac{V}{\\pi \\cdot D}$$其中,N为传动装置所需转速(单位:转/分钟),V为物料输送速度(单位:米/秒),D为传动装置圆盘的直径(单位:米)。
万向传动轴设计说明书万向传动轴设计1.1概述...............................................................021.1结构方案选择...................................................031.2计算传动轴载荷................................................041.3十字轴万向节设计.............................................051.4传动轴强度校核................................................071.5传动轴转速校核及安全系数.................................071.6参考文献 (09)万向传动轴通常就是由万向节、传动轴和中间车轴共同组成。
主要用作在工作过程中相对边线不断发生改变的两根轴间传达转矩和转动运动。
万向传动轴设计应当满足用户如下基本建议:1.保证所连接的两根轴相对位置在预计范围内变动时,能可靠地传递动力。
2.确保所相连接两轴尽可能SWEEPS运转。
3.由于万向节夹角而产生的附加载荷、振动和噪声应在允许范围内。
4.传动效率高,使用寿命短,结构直观,生产便利,修理难等。
变速器或分动器输入轴与驱动桥输出轴之间广泛使用十字轴万向传动轴。
在转为驱动桥中,多使用SWEEPS万向传动轴。
当后驱动桥为单一制的弹性,使用万向传动轴。
1.传动轴与十字轴万向节设计要求1.1结构方案挑选十字轴万向节结构简单,强度高,耐久性好,传动效率高,生产成本低,但所连接的两轴夹角不宜太大。
当夹角增加时,万向节中的滚针轴承寿命将下降。
普通的十字轴式万向节主要由主动叉,从动叉,十字轴,滚针轴承及轴向定位件和橡胶封件等共同组成。
1.组成:由主动叉、从动叉、十字轴、滚针轴承、轴向定位件和橡胶密封件组成2.特点:结构直观、强度低、耐久性不好、传动效率高、成本低,但夹角不必过小。
所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。
生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。
因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。
制订机械加工工艺规程的原则是:在一定的生产条件下,在保证持量和生产进度的前提下,能获得最好的经济效益。
制订工艺规程时,应注意以下三方面的问题:1、技术上的先进性;2、经济上的合理性;3、有良的劳动条件,避免环境污染。
第一节传动轴(批量为200件)机械加工工艺规程设计一、传动轴的用途二、传动轴的技术要求三、审查传动轴的工艺性四、确定传动轴的生产类型第二节确定毛坯、绘制毛坯简图一、选择毛坯二、确定毛坯的尺寸公差和机械加工余量三、绘制传动轴锻造毛坯简图第三节拟定传动轴工艺路线一、定位基准的选择二、表面加工方法的确定三、加工阶段的划分四、工序的集中与分散五、工序顺序的安排六、确定工艺路线第四节机床设备及工艺装备的选用一、机床设备的选用二、工艺装备的选用第五节加工余量、工序尺寸和公差的确定一、G轴外圆面φ40的确定二、E轴外圆面φ30的确定三、M轴外圆面φ35的确定四、F轴右边部分外圆面φ30的确定五、F轴左边部分外圆面φ30的确定六、N轴外圆面φ25的确定七、M20x1.5螺纹的加工第六节切削用量、时间定额的计算一、切削用量的计算二、时间定额的计算第七节心得体会第八节参考文献第九节附录第一节传动轴(批量为200件)机械加工工艺规程设计一、传动轴的用途传动轴在各种机械或传动系统中广泛使用,用来传递动力。
在传力过程中主要承受交变扭转负荷或有冲击,因此该零件应具有足够的强度、刚度和韧性,以适应其工作条件。
该零件的主要工作表面为E、M、F、N四个阶梯轴的外圆表面,它们的精度和表面粗糙度要求很高,在设计工艺规程时应重点予以保证。
二、传动轴的技术要求表1 传动轴零件技术要求表加工表面尺寸及偏差/mm公差及精度等级表面粗糙度Ra /μm形位公差/mm传动轴两端面215无无无M轴肩左端面32 无无无N轴肩右端面20 无无无F轴肩右端面58 无无无P面65 无0.8Q面104 无0.8G轴外圆面φ40 无无无F轴外圆面左部(有配合要求) φ30±0.0065IT6 0.8 无F轴外圆面右部(无配合要求)-0.02φ30 -0.072IT9 0.8 无N轴外圆面φ25 -0.013IT6 0.8无M轴外圆面φ35±0.008 IT6 0.8E轴外圆面φ30±0.0065IT6 0.8 无M轴外圆面上键槽侧面 -0.01510 -0.085IT10 3.2 无N轴外圆面上键槽侧面 -0.0158 -0.065IT9 3.2 无该传动轴零件形状为较简单的阶梯轴,结构简单。
为实现轴的准确传递动力和轴与轴之间的精密配合,要求很高的精度等级和表面粗糙度。
为了在传力过程中承受交变扭转负荷和冲击,传动轴需要有良好的力学综合性能,一般要对其进行调质处理,材料可为45号钢,就可以达到它的使用要求。
由于传动轴配合的表面较多,为了保证各表面间的精密配合,需严格保证中心轴线的形位误差,所以要对重要表面或端面提出形位误差的要求,在加工时严格保证。
如:传动轴的两个重要端面提出了相对中心轴线的端面圆跳动,保证垂直度在0.02以内,此外还保证了M、N两个重要轴的中心线相对中心轴线的同轴度误差在0.02以内。
综上所述,该传动轴的各项技术要求制订的较合理,符合该零件在实际中的功用。
三、审查传动轴的工艺性分析零件图可知,传动轴两端面和各阶梯轴端面均要求切削加工,并在轴向方向上均高于相邻表面,这样既减少了加工面积,又提高了接触刚度;为了加工阶梯轴,需在加工前先转中心孔,用一夹一顶的方法。
通过粗车、半精车、粗磨、精磨来达到技术要求,加工起来比较方便,螺纹也可以方便的车出来。
总体上,主要工作表面虽然加工精度和表面粗糙度要求相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。
由此可见,该零件的工艺性较好。
四、确定传动轴的生产类型依设计题目知:Q=200台/年,m=1件/台;结合生产实际,备品率a%和废品率b%分别取3%和0.5%。
代入公式N=Q⨯m(1+a%)(1+b%) 得:N=200(1+3%)⨯ (1+0.5%)=207件/年该传动轴的重量约为1.31千克,查表1-3知,传动轴属轻型零件,查表1-4知,该传动轴的生产类型为小批生产。
第二节确定毛坯、绘制毛坯简图一、选择毛坯由于该传动轴在工作过程中要承受交变负荷和冲击,为增强其强度和冲击韧度,获得纤维组织,毛坯选用锻件。
由于生产类型为小批生产,且轮廓尺寸较大,宜采用自由锻的方法来制造毛坯。
二、确定毛坯的尺寸公差和机械加工余量由表2-10至表2-12可知,要确定毛坯的尺寸公差及机械加工余量,应先确定如下各项因素:1、公差等级由传动轴的功用和技术要求,确定该零件的公差等级为普通级。
2、锻件质量已知机械加工后传动轴的重量为1.31千克,由此可初步估计机械加工前锻件毛坯的重量为2.5千克。
3、锻件形状复杂系数由公式(2-3)和(2-4)可计算出该传动轴的形状复杂系数S=t m /N m=2.5/(ρπh d 24)=2.5⨯4/(3.14⨯47⨯47⨯222⨯7.8)=0.83由于0.83介于0.63和1之间,故该传动轴的形状复杂系数属S1级。
4、锻件材质系数由于该传动轴材料为45号钢,是碳的质量分数小于0.65%的碳素钢,故该传动轴的材质系数属M1级。
5、锻件分模线形状根据该轴的形位特点,穿过中心轴线的平面即为分模面,属平直分模线。
6、零件表面粗糙度由零件图可知,该传动轴E 轴的表面粗糙度Ra=0.3,两键槽侧面Ra=3.2,其余均为0.8。
根据上述分析,可查表确定该锻件的尺寸公差和机械加工余量,所得结果如下表2所示:表2 传动轴锻造毛坯尺寸公差及机械加工余量注:根据表2-10的表注,将公差按照21 的比例分配。
三、绘制传动轴锻造毛坯简图由表2所得结果,绘制毛坯简图,如附图一所示。
第三节 拟定传动轴工艺路线一、定位基准的选择定位基准有粗基准和精基准之分,通常先确定精基准,然后再确定粗基准。
1、精基准的选择根据传动轴零件图的设计图纸和精基准的选择原则要求定位基准与设计基准相重合,这里选择传动轴的两端面中心孔作为定位基准,可以很方便的加工各轴肩端面和各外圆表面,而且能保证加工轴肩面P 、Q 相对于中心轴线的圆跳动误差,保证加工M 、N 轴线相对于中心轴线的同轴度误差。
只有在加工键槽时需改变定位基准,根据设计要求选择P 面和F 轴肩右端面作为定位基准加工键槽。
总之,该传动轴零件结构简单,定位、装夹方便,有利于保证各项技术要求。
2、粗基准的选择一般先选择外圆表面作为粗基准,先加工出一个端面和端面的中心孔,然后再以加工出的端面定位加工另一个端面和其中心孔,而不是用外圆表面定位把两个端面同时加工出来,这样加工可以保证两端面中心线的同轴度,并为后续的精加工做好准备。
二、表面加工方法的确定根据传动轴零件上各加工表面的尺寸精度和表面粗糙度,确定加工件各表面的加工方法如下表:表3 传动轴零件各表面加工方案三、加工阶段的划分该传动轴为多阶梯轴,为了使毛胚生产率高,将毛胚大大的简化了,但是这使得毛胚机械加工余量较大,需要切除大量金属,产生大量的切削热,而且引起残余应力重新分布而变形,因此,安排工序时,应将加工过程分为以下阶段:1、粗加工阶段粗加工阶段主要是去除各加工表面的余量,并作出精基准。
它包括粗车外圆、钻中心孔。
a.粗车两端面,钻中心孔为精基面作好准备,使后续工序定位精准,从而保证其他加工表面的形状和位置要求。
b.粗车阶梯轴外圆,将零件加工出Φ30,Φ35,Φ40,Φ25和Φ20的轴外圆,使此时坯件的形状接近工件的最终形状和尺寸,只留下适当的加工余量。
c.切出退刀槽。
2、半精加工阶段半精加工阶段的任务是减小粗加工留下的误差,使加工面达到一定得精的,为精加工做好准备。
它包括主轴各处外圆、台肩的半精车和修研中心孔等。
3、精加工阶段精加工阶段的任务是确保达到图纸规定的精度要求和表面粗糙度要求。
它包括对表面粗糙度要求较高的外圆面M、N和F面左部的磨削加工、对外圆面F右部和轴肩端面P、Q的精车加工和对E外圆面的粗精磨,然后粗铣、半精铣键槽。
四、工序的集中与分散该轴的生产类型为小批生产,零件的结构复杂程度一般,但有较高的技术质量要求,可选用工序集中原则安排轴的加工工序。
采用通用机床和部分高生产率专用设备,配用专用夹具,与部分划线法达到精度以减少工序数量,缩短工艺路线,减少工件的搬动次数,提高生产效率;采用工序集中原则,使生产计划、生产组织工作得以简化,工作装夹次数减少,辅助时间缩短,而且易于保证各加工表面之间的相互位置精度要求。
五、工序顺序的安排1、机械加工工序a.遵循“先基准后其他”原则,首先加工传动轴两端面和钻中心孔,再车外圆表面。
b.遵循“先面后孔”的原则,先加工端面,再加工键槽,车螺纹。
c.遵循“先主后次”的原则,先加工主要表面:车外圆各个表面,后加工次要表面:铣键槽。
d.遵循“先粗后精”的原则,先安排粗加工工序,后安排精加工工序。
2、热处理工序为改善工件材料的切削性能,在粗加工后应进行调质热处理,调质硬度为220—240HBS。
3、辅助工序在热处理之后,安排主轴校直;在半精加工之后,安排去毛刺和中间检验工序;在精加工后,安排去毛刺、清洗和终检工序。
综上所述,该传动轴工序的安排顺序为:基准加工—各端面和主要表面粗加工—热处理—主要表面半精加工—辅助工序—主要表面磨加工和次要表面加工—主要表面精磨加工。
六、确定工艺路线在综合考虑上述工序安排原则的基础上,表4列出了该传动轴的工艺路线。
表4 传动轴工艺路线及设备、工装的选用第四节机床设备及工艺装备的选用一、机床设备的选用根据该轴的尺寸大小要求,选用卧式车床CA6140,万能外圆磨床MD1420,立式升降台铣床X5032,具体情况如上表所示。
二、工艺装备的选用工艺装备主要包括刀具、夹具和量具。
工艺装备采用通用夹具,通用刀具和通用量具。
1、刀具的选择:a.粗车时:可以选用YT5的刀具,前角选为16°,后角为5—8°,主偏角75°,刃倾角为0°,副偏角Kr’=5°,刀尖半径为1mm。
b.半精车、精车时:可以选用YT15的刀具,前角选为18°,后角为5—8°,主偏角75°,刃倾角为0°,副偏角Kr’=5°,刀尖半径为1mm。
c.选用车刀时,车端面选用45°端面车刀;车外圆阶梯时,选用90°车刀;在粗车外圆时,选用75°偏刀。