金刚石涂层刀具
- 格式:ppt
- 大小:10.07 MB
- 文档页数:27
PCD﹑PCBN刀具材料及刀具涂层(一)PCD二十世纪七十年代,人们利用高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题,使金刚石刀具的应用范围扩展到航空、航天、汽车、电子、石材等多个领域。
金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率.金刚石刀具的上述特性是由金刚石晶体状态决定的。
在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。
由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石.但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开PCD刀具材料的主要性能指标:①PCD的硬度可达8000HV,为硬质合金的80~120倍;②PCD的导热系数为700W/mK,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;③PCD的摩擦系数一般仅为0。
1~0.3(硬质合金的摩擦系数为0.4~1),因此PCD刀具可显著减小切削力;④PCD的热膨胀系数仅为0.9×10 —6~1。
18×10 —6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;⑤PCD刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。
PCD 刀具的应用:工业发达国家对PCD刀具的研究开展较早,其应用已比较成熟。
自1953年在瑞典首次合成人造金刚石以来,对PCD刀具切削性能的研究获得了大量成果,PCD刀具的应用范围及使用量迅速扩大。
目前,国际上著名的人造金刚石复合片生产商主要有英国De Beers公司、美国GE公司、日本住友电工株式会社等。
据报道,1995年一季度仅日本的PCD刀具产量即达10。
7万把。
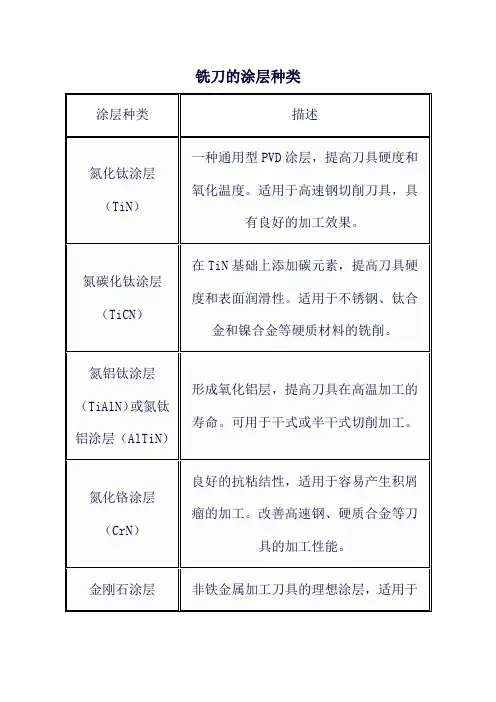
刀具涂层的种类及作用介绍内容来源网络,由深圳机械展收集整理!更多数控刀具技术展示,就在深圳机械展-刀具展区!刀具涂层的种类1氮化钛涂层(TiN)TiN是一种通用型PVD涂层,是工艺最成熟和应用最广泛的硬质涂层材料,可以提高刀具硬度并具有较高的氧化温度,适用于高速钢切削刀具或成形工具,改善其加工性能。
2氮化铬涂层(CrN)CrN涂层良好的抗粘结性使其在容易产生积屑瘤的加工中成为首选涂层。
涂覆了这种几乎无形的涂层后,高速钢刀具或硬质合金刀具和成形工具的加工性能将会大大改善。
3金刚石涂层(Diamond)CVD金刚石涂层可为非铁金属材料加工刀具提供最佳性能,是加工石墨、金属基复合材料(MMC)、高硅铝合金及许多其它高磨蚀材料的理想涂层。
适用于硬铣、攻丝和钻削加工的涂层各不相同,分别有其特定的使用场合。
此外,还可以采用多层涂层,此类涂层在表层与刀具基体之间还嵌入了其它涂层,可以进一步提高刀具的使用寿命。
4氮碳化钛涂层(TiCN)TiCN涂层中添加的碳元素可提高刀具硬度并获得更好的表面润滑性,是高速钢刀具的理想涂层。
可增加涂层的厚度,阻止裂纹的扩展,减少崩刃。
所以,目前生产的一些刀片,如瑞典Sandvik公司推荐用于加工钢料的GC4000系列刀片、中国株洲硬质合金厂生产的CN系列刀片、日本东芝公司的T715X 和T725X涂层刀片中均有TiCN涂层成份。
TiCN基涂层适于加工普通钢、合金钢、不锈钢和耐磨铸铁等材料,用它加工工件时的材料切除率可提高2~3倍。
株硬--FMA11系列面铣刀5氮铝钛或氮钛铝涂层(TiAlN/AlTiN)TiAlN/AlTiN涂层中形成的氧化铝层可以有效提高刀具的高温加工寿命。
主要用于干式或半干式切削加工的硬质合金刀具可选用该涂层。
根据涂层中所含铝和钛的比例不同,AlTiN涂层可提供比TiAlN涂层更高的表面硬度,因此它是高速加工领域又一个可行的涂层选择。
例如,美国Kennametal公司推出的H7刀片,系TiAlN涂层,是专为高速铣削合金钢、高合金钢和不锈钢等高性能材料而设计的。

金刚石工具在高端行业中的应用案例金刚石工具作为一种硬度极高的材料,具有优异的抗磨损和耐高温性能,因此在高端行业中得到广泛应用。
本文将结合多个高端行业领域,分别介绍金刚石工具在这些行业中的应用案例,以展现其在工业生产中的重要作用。
一、航空航天工业在航空航天工业中,因对复杂合金材料、高温合金和陶瓷材料等进行加工的需求迫切,金刚石工具成为了加工这些材料的首选工具。
以金刚石磨削工具为例,能够精密加工航空发动机叶片等零件,保证高精度和表面质量,确保飞行器的安全性和可靠性。
金刚石复合刀具在航空航天领域也有广泛应用,用于加工各种硬质合金、玻璃钢和碳纤维,提高了加工效率和精度。
二、汽车制造业在汽车制造领域,金刚石工具也发挥着重要作用。
金刚石砂轮被广泛应用于汽车发动机缸体和曲轴的加工中,能够高效地去除金属材料并保持高精度。
在汽车刹车片生产中,金刚石砂轮被用于切割和研磨碳化硅陶瓷等硬度高的材料,保证了制品的品质和使用寿命。
金刚石切削工具也在汽车制造的铝合金车轮加工中发挥着重要作用,能够提高生产效率和切削质量。
三、电子信息产业在电子信息产业中,金刚石工具也广泛应用于半导体、光电子器件和电子元件的加工。
金刚石刀具和刀片被用于分立器件、集成电路和光通信组件的切割和刀具加工中。
金刚石线切割工具用于玻璃切割、晶圆切割等精密加工,确保了加工精度和表面光洁度。
金刚石电镀涂层工具也被应用于印刷电路板(PCB)、太阳能电池片等器件的加工中,提高了加工精度和寿命。
四、医疗器械制造业在医疗器械制造领域,金刚石工具也有重要应用。
金刚石锯片被用于医用器械的材料切割,确保了切割面的光洁度和平整度。
金刚石磨具被用于人工心脏瓣膜、人工髋关节等高精度医疗器械的加工中,确保了产品的精准度和稳定性。
金刚石车削刀具广泛应用于医用镍钛合金、石墨复合材料等高难度材料的车削加工,提高了加工效率和切削质量。
通过以上案例,我们可以看到金刚石工具在航空航天、汽车制造、电子信息和医疗器械制造等高端行业中的重要应用。
纳米金刚石涂层刀具高速铣削7075铝合金的工艺参数优化*邵伟平, 张 韬(无锡职业技术学院 机械技术学院, 江苏 无锡 214121)摘要 采用热丝CVD 法制备纳米金刚石薄膜涂层刀具,利用场发射扫描电子显微镜表征薄膜的表面形貌,并用已制备的CVD 金刚石涂层刀具,在无润滑干切条件下高速铣削7075铝合金工件,对其精铣工艺参数进行单因素及正交试验,探索精铣后工件的表面粗糙度变化规律并进行工艺参数优化。
结果表明:随着主轴转速n 从5 000 r/min 提高到8 000 r/min , 工件平均表面粗糙度在逐级缓慢降低;当进给速度v f 在1 000~7 000 mm/min 范围内,随着v f 提高工件平均表面粗糙度快速增大,在v f 为7 000 mm/min 时,其值达1.790 μm ;当轴向切削深度a p 在0.1~0.4 mm 范围内,随着a p 提高,工件平均表面粗糙度逐步增大,但a p 在0.2 mm 之后其增大趋势变缓。
对7075铝合金工件精铣表面粗糙度影响最大的是v f ,其次为n ,a p 的影响最弱;其精铣的最优参数组合是a p =0.2 mm 、v f =1 000 mm/min 、n =8 000 r/min ,精铣后的表面粗糙度平均值为0.516 μm 。
选用纳米金刚石薄膜涂层刀具精铣7075铝合金时,为得到较低的表面粗糙度,应选择高主轴转速、低进给速度、合适的轴向切削深度。
关键词 切削加工工艺;CVD 纳米金刚石薄膜涂层刀具;精加工;高速铣削;正交试验;优化组合中图分类号 TG58; TH145.9 文献标志码 A 文章编号 1006-852X(2022)04-0473-08DOI 码 10.13394/ki.jgszz.2021.4003收稿日期 2021-12-07 修回日期 2022-05-307075铝合金是一种冷处理锻压合金,其强度高,具有良好的机械性能等,在航空航天、模具加工、机械设备、工装夹具中广泛使用。
刀具材料的种类一、高速钢高速钢是指钢中含有大量合金元素,能够在高温高速切削条件下保持较高硬度和耐磨性的钢材。
高速钢具有优异的耐磨性、热硬性、切削性和韧性等特点,广泛应用于刀具制造领域。
高速钢按成分可分为W18Cr4V、W6Mo5Cr4V2等不同种类,具有不同的硬度和使用范围。
二、硬质合金硬质合金是一种由钨钴合金制成的刀具材料,具有极高的硬度和耐磨性。
硬质合金具有优异的切削性能,可以用于高速切削、精密切削和重负荷切削等工艺。
硬质合金常用于制作刀片、铣刀和钻头等刀具。
三、陶瓷刀具陶瓷刀具是一种以氧化锆或氮化硅等陶瓷材料制成的刀具。
由于陶瓷材料具有极高的硬度和耐磨性,陶瓷刀具具有出色的切削性能和耐高温性能。
陶瓷刀具广泛应用于高温合金、玻璃、陶瓷等硬脆材料的加工。
四、金刚石刀具金刚石刀具是以金刚石颗粒为刀具表面的切削工具。
金刚石是目前已知最硬的材料,具有极高的硬度和耐磨性,适用于切削硬度较高的材料,如石英、玻璃、陶瓷、大理石等。
金刚石刀具主要用于宝石加工、石材加工和高速切削等领域。
五、涂层刀具涂层刀具是将一层或多层特殊涂层覆盖在刀具表面的刀具。
涂层可以提高刀具的硬度、耐磨性和热稳定性,从而延长刀具的使用寿命。
常见的涂层材料有氮化钛、氮化铝、碳化钛等。
涂层刀具广泛应用于汽车制造、航空航天和模具加工等领域。
六、多晶立方氮化硼刀具多晶立方氮化硼刀具是一种由多晶立方氮化硼制成的刀具材料。
该材料具有极高的硬度和耐磨性,能够在高温和高速切削条件下保持良好的切削性能。
多晶立方氮化硼刀具广泛应用于高硬度材料的切削加工,如硬质合金、陶瓷等。
七、超硬合金刀具超硬合金刀具是一种由金属碳化物或金属氮化物固溶体制成的刀具材料。
超硬合金刀具具有极高的硬度和耐磨性,适用于加工高硬度材料,如钢、铁、铝等。
超硬合金刀具广泛应用于机械加工、汽车制造和航空航天等领域。
以上就是刀具材料的主要种类。
不同的刀具材料适用于不同的加工材料和加工条件,选择合适的刀具材料能够提高切削效率和加工质量,降低生产成本。
PCD的定义,PCD是英文Polycrystalline diamond的简称,中文直译过来是聚晶金刚石的意思.它与单晶金刚石相对应.摘自:中国机械资讯网聚晶金刚石(PCD)刀具发展1.概述1.1 PCD刀具的发展金刚石作为一种超硬刀具材料应用于切削加工已有数百年历史。
在刀具发展历程中,从十九世纪末到二十世纪中期,刀具材料以高速钢为主要代表;1927年德国首先研制出硬质合金刀具材料并获得广泛应用;二十世纪五十年代,瑞典和美国分别合成出人造金刚石,切削刀具从此步入以超硬材料为代表的时期。
二十世纪七十年代,人们利用高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题,使金刚石刀具的应用范围扩展到航空、航天、汽车、电子、石材等多个领域。
1.2 PCD刀具的性能特点金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率。
金刚石刀具的上述特性是由金刚石晶体状态决定的。
在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。
由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石。
但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开。
PCD刀具材料的主要性能指标:①PCD的硬度可达8000HV,为硬质合金的80~120倍;②PCD的导热系数为700W/mK,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;③PCD的摩擦系数一般仅为0.1~0.3(硬质合金的摩擦系数为0.4~1),因此PCD刀具可显著减小切削力;④PCD的热膨胀系数仅为0.9×10 -6~1.18×10 -6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;⑤PCD刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。
以金刚石作为刀具用于精密车削是一种重要的机械加工方法。
它最适用于铜、铝及其合金等有色金属的高精度,低粗糙度车削加工。
也可用于金、银等稀有贵重金属的车削加工。
其加工精度可以控制在1微米左右,表面粗糙度可以达到0.025微米。
这种刀具的几何参数,是根据需要专门刃磨加工形成的,精度很高,在使用中需要注意多个方面。
1、金刚石刀具应在精密车床上使用,也可在一般精度比较好振动很小的普通车床上使用,但必须选用振动小而平稳的转速。
2、刀具安装时,刀尖必须与钢件旋转中心等高,修光刃与走到方向平行,并用5倍放大镜仔细检查和试切,待调整好后才能进行切削。
3、金刚石车刀是精密切削工具,不允许有较大的磨损。
刀具刃口圆弧半径增大,影响切削后的工件表面质量,所以在切削过程中注意观察。
刀刃锋利时,切屑完整而表型小,工件表面光整。
刀刃磨钝后,切屑变形大并有挤压撕裂现象,工件上在刀具切出处有明显的毛刺。
4、工件旋转后,刀尖才能接触工件的表面;刀尖未离开工件前,绝对不能先停车,以免损坏刀尖。
为了有效地控制切削深度,可在中拖板放置一个千分表。
5、切削速度一般为(80—150)m/min,如机床在满足精密切削的要求,还可以选用更高的切削速度。
切削深度为(0.01—0.2)mm,在工件表面粗糙度要求小于Ra0.05微米时,ap<0.01mm。
进给量一般为(0.02—0.04)mm/r。
切削过程中,对工件和刀具进行充分冷却,以清除切屑。
6、一般情况在粗车工序中机床功率及刚性和铁屑形成的能力经常是制约因素的,如果选择最好的切削参数,会在很大程度上提高最大金属去除率的。
要求进给与低切削速度的结合,像机床的有效功率也是我们要考虑的,有时候机床的功率太低时,会导致金刚石车刀的使用不顺,需要我们在选择进给和速度的时候,要在一定程度上减少切削速度以得到合适的功率。
现介绍一种适用在CNC加工中心设备上加工半导体陶瓷(氧化铝陶瓷,氧化锆陶瓷,氮化铝陶瓷,碳化硅sic陶瓷)用金属金刚石烧结刀具。
氧化铝陶瓷是最常见的先进精密陶瓷材料,也是相对传统的材料。
高纯度氧化铝陶瓷作为一种优良的陶瓷材料已广泛用于许多行业。
该材料在电绝缘,高导热性,高耐化学性,良好的耐磨性和低热膨胀性方面具有卓越的性能。
氧化铝陶瓷根据纯度区分有95瓷,99瓷,99.5和99.6高纯度陶瓷。
纯度越高表面硬度越高,抗磨性非常好。
但由于陶瓷本身既硬又脆,加工起来难度就会比较大。
应用于半导体行业的陶瓷有一定的特殊性,形状各式各样。
很多工序如:打孔,挖槽,做段差,下料去大余量等工序需要CNC加工中心和精雕机来完成。
加工陶瓷离不开刀具,高纯度氧化铝陶瓷的硬度可达到九级,基本接近金刚石的硬度。
一般情况下加工单位会选择金刚石刀具来加工,但金刚石刀具是一个大的分类,细分有PCD刀具,电镀金刚石刀具和金属烧结金刚石刀具。
PCD刀具是用聚晶金刚石复合片通过激光切割成各种形状,用高频焊接工艺焊接到钨钢或者钢基体上,最后经过磨床加工出刃口和需要的形状。
由于氧化铝陶瓷有硬脆特性,PCD刀具加工陶瓷过程中很容易会出现刀具崩刃或者陶瓷出现崩口和碎口,报废产品。
目前比较合适的加工方式是用电镀金刚石刀具和烧结金刚石刀具以磨代铣的方式来加工。
电镀金刚石刀具是在钢或者钨钢基体上用化学镀的工艺把金刚石均匀镀覆在表面。
每颗金刚石类似一颗刀刃,加工陶瓷如打孔,铣槽效率比较高,但粒度选粗了陶瓷加工后会有崩口。
虽然此工艺刀具加工效率高,但由于工艺受限制,耐磨性不好,并且冷却不到位会出现脱颗粒,不适合连续长时间加工。
烧结金刚石刀具是通过各种金属粉和金刚石混料在一起,通过压模,高温烧结后焊接到钢或者钨钢基体上,加工后可用于CNC加工中心上加工各种半导体陶瓷。
金属烧结刀具最大的优点体现在耐磨性,如加工氧化铝陶瓷机械手臂毛坯形状,4板料总厚度18毫米,连续加工14-16个小时,刀头磨损基本在0.8毫米左右,其他工序如打孔,做段差,铣浅槽磨损都是微量的。