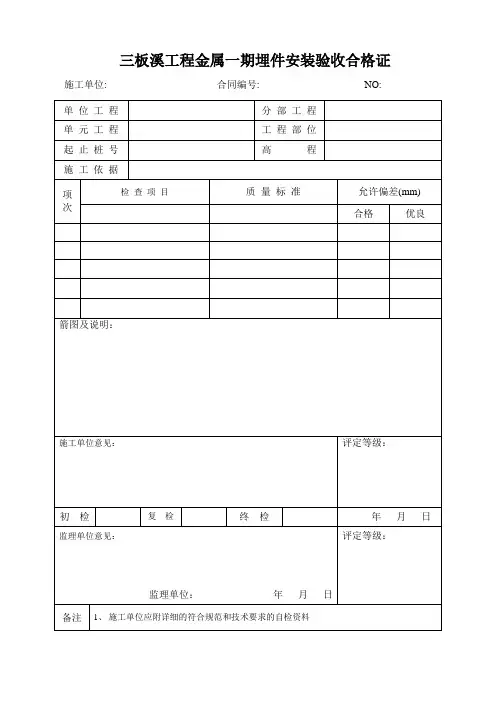
金属一期埋件安装验收合格证
- 格式:doc
- 大小:38.50 KB
- 文档页数:1


最新建筑项目幕墙工程验收细则幕墙工程涉及安全的项目,必须单独进行专项检查验收。
1.1工程现场验收1.达到验收条件后,监理应组织设计、业主、施工等单位进行初验,列出整改清单,监督施工单位逐条消项,参与幕墙工程的竣工验收。
2.验收应在施工完毕、脚手架拆除、剥去全部保护材料、进行清洗整体、幕墙外露后进行。
3.幕墙的所有立面均应进行验收,可依一个大面作为基本单元进行验收。
4.抽查频率:每500-1000平方米为一个检验批,每个检验批每100平方米至少抽查一处,每处不少于10平方米。
1.1.1玻璃幕墙工程验收1.1.1.1主控项目1.玻璃幕墙工程所使用的各种材料、构件和组件的质量,应符合设计要求及国家现行产品标准和工程技术规范的规定。
检查材料、构件、组件的产品合格证书、进场验收记录、性能检测报告和材料的复验报告。
2.玻璃幕墙的造型和立面分格应符合设计要求,不得擅自修改。
3.玻璃幕墙使用的玻璃应符合下列规定:(1)幕墙应使用安全玻璃,玻璃的品种、规格、颜色、光学性能及安装方向应符合设计要求。
(2)幕墙玻璃的厚度不应小于6.0mm。
全玻幕墙肋玻璃的厚度不应小于12㎜。
(3)幕墙的中空玻璃应采用双道密封。
明框幕墙的中空玻璃应采用聚硫密封胶及丁基密封胶;隐框和半隐框幕墙的中空玻璃应采用硅酮结构密封胶及丁基密封胶;镀膜面应在中空玻璃的第2或第3面上。
(4)幕墙的夹层玻璃应采用聚乙烯醇缩丁醛(PVB)胶片干法加工合成的夹层玻璃。
点支承玻璃幕墙夹层玻璃的夹层胶片(PVB)厚度不应小于0.76㎜。
(5)钢化玻璃表面不得有损伤;8.0㎜以下的钢化玻璃应进行引爆处理。
(6)所有幕墙玻璃均应进行边缘处理。
4.玻璃幕墙与主体结构连接的各种预埋件、连接件、紧固件必须安装牢固,其数量、规格、位置、连接方法和防腐处理应符合设计要求。
检查隐蔽工程验收记录和施工记录。
5.各种连接件、紧固件的螺栓应有防松动措施;焊接连接应符合设计要求和焊接规范的规定。
后置埋件的力学性能新检测技术【门窗幕墙】幕墙后置埋件施工工艺1 范围本施工工艺适用于幕墙工程中的后置埋件施工。
2施工准备2.1材料要求2.1.1后置埋件的品种、类型、规格、尺寸、性能、板材的壁厚、表面处理应符合设计要求,且应有出厂合格证。
2.1.2化学锚栓品种、类型、规格、尺寸、性能应符合设计要求,产品且应有质保书、合格证以及检验报告。
2.2主要器具电锤钻一台、水准仪一台、水平尺、卷尺、紧线器、吊锤、钢丝线。
2.3作业条件:2.3.1土建结构施工完毕,已提供幕墙施工作业面。
2.3.2根据土建提供的基本线位(50线、轴线)。
3操作工艺3.1后置埋件施工工艺流程为:熟悉现场/图纸(埋件图)-- --- 测量放线------ 后置埋件安装3.1.1熟悉图纸:安装作业人员在接到图纸后,先要对图纸进行熟悉了解,主要了解以下几个方面内容; 对图纸内容进行全面的了解;找出幕墙立面设计的主导尺寸(分格),不可调整尺寸和可调节尺寸;明确转角及异形处的处理方法;3.1.2测量放线:1)找出定位轴线:将图纸中标明的定位轴线与实际施工现场进行对照找出定位轴线的准确位置2)找出定位点:根据在现场查找的准确定位轴线,根据图纸中提供的有关内容,确定定位点:定位点数量不得少于两点,确定定位点时要反复测量一定要保证定位准确无误。
抄平(打水平):用水准仪,对两个定位点确定水平位置,水准仪要按规范使用(使用方法略),先水准仪定位时要考虑安全,定位间距离大致相同,水准仪要摆正放稳,不能出现移动、错位等现象,要注意正确使用和保管好水准仪。
拉水平线:在找出定位点位置抄平后,在定位点间拉水平线,水平线可选用细钢丝线,同时用紧线器收紧,保证钢丝线的水平度。
测量误差:在水平线拉好后,对所在工作面进行测量,主要进行水平方向的测量,同时检查各轴线(定位轴线)间的误差。
通过测量出的结果分析产生误差的原因,核对有关规范(施工)对误差允许值的要求,在规定误差范围内的,可消化误差,超过误差范围应与土建方或甲方协商解决。

DLT-5018-2004-水电水利工程钢闸门制造安装及验收规范ICS 27.140F 22备案号:J385—2004中华人民共和国电力行业标准DL / T5018—2004代替DL/T5018—1994水电水利工程钢闸门制造安装及验收规范Specification for manufacture installation and acceptance of steel gate in hydraulic andhydroelectric engineeringIIIII3.4 标志、验收、包装及运输 (6)4 焊接 (7)4.1 焊接工艺评定 (7)4.2 焊工资格 (12)4.3 焊接的基本规定 (12)4.4 焊缝检验 (17)4.5 焊缝返修与处理 (19)4.6 焊后消除应力热处理 (20)5 螺栓连接 (21)5.1 螺孔制备 (21)5.2 螺栓制备 (22)5.3 螺栓紧固 (23)6 表面防腐蚀 (24)6.1 表面预处理 (24)IV6.3 涂料涂层质量检查 (25)6.4 金属喷涂 (26)6.5 金属涂层质量检查 (27)7 闸门和埋件制造 (28)7.1 零件和单个构件制造 (28)7.2 铸钢件和锻件 (31)7.3 埋件制造 (36)7.4 平面闸门制造 (40)7.5 弧形闸门制造 (45)7.6 人字闸门制造 (50)8 闸门和埋件安装 (53)8.1 埋件安装 (53)8.2 平面闸门安装 (60)V8.4 人字闸门安装 (62)8.5 闸门试验 (65)9 拦污栅制造和安装 (67)9.1 拦污栅制造 (67)9.2 拦污栅安装 (68)10 验收 (69)10.1 总则 (69)10.2 阶段验收 (69)10.3 验收资料 (70)附录A(资料性附录)常用金属材料性能 (71)附录B(规范性附录)不锈钢复合钢焊接工艺评定 (80)VI附录C(规范性附录)焊接工艺评定力学性能试板的制备、试样尺寸、试验方法及合格标准 (82)附录D(资料性附录)焊接工艺指导书和焊接工艺评定报告推荐格式 (89)附录E(资料性附录)高强度螺栓连接面无机富锌漆配方··94 附录F(规范性附录)高强度螺栓抗滑移系数和紧固力矩检VII测 (95)附录G(规范性附录)涂装前钢材表面除锈等级 (97)附录H(资料性附录)大气露点计算表 (98)附录I(资料性附录)金属涂层厚度和结合性能的检查 (99)附录J(资料性附录)一般工程与结构用铸钢件 (102)附录K(资料性附录)优质碳素结构钢和合金结构钢 (105)附录L(规范性附录)锻件通用技术条件 (109)附录M(资料性附录)支承滑VIII道常用材料 (114)附录N(资料性附录)橡胶水封的物理机械性能 (117)附录O(资料性附录)闸门高强度环氧垫料配制与特性 118 条文说明 (121)IX前言本标准是对DL/T5018—1994《水利水电工程钢闸门制造安装及验收规范》的修订。