激光熔覆技术的研究进展
- 格式:pdf
- 大小:127.51 KB
- 文档页数:2

激光熔覆技术的原理和应用1. 激光熔覆技术的简介激光熔覆技术是一种常用于金属表面改性和复合材料制备的先进加工技术。
它利用高能激光束对工件表面进行局部熔化,使金属或合金液态化并与基材相互混合,形成一层高质量的涂层。
激光熔覆技术具有熔化速度快、固化快、热影响区小、涂层与基材结合强等优点,因而在航空航天、汽车制造、能源装备等领域得到广泛应用。
2. 激光熔覆技术的原理激光熔覆技术的实质是利用高能激光束对工件表面进行局部加热,使其达到熔点,然后进行快速冷却,使其凝固成为一层均匀致密的涂层。
其原理主要包括以下几个方面:2.1 激光加热高能激光束在与工件表面接触时,光能转化为热能,使工件局部区域温度升高。
激光加热具有高度集中的特点,可以实现对工件表面的高温局部加热,而对其他区域几乎没有热影响。
2.2 金属熔化通过激光加热,金属或合金在达到熔点的条件下发生熔化。
激光熔化的特点是熔池温度高、熔池容积小、凝固速度快。
这使得熔化的金属能够在非常短的时间内冷却并固化,形成一层均匀致密的涂层。
2.3 冷却和凝固金属熔池在短时间内冷却并凝固形成固体涂层。
冷却速度的快慢直接影响涂层的组织结构和性能。
激光熔覆技术的快速冷却速度可以避免大晶粒的形成,并在晶界处形成细小的析出相,提高涂层的强度和硬度。
3. 激光熔覆技术的应用激光熔覆技术在多个领域有着广泛的应用,下面列举了其中一些典型的应用:3.1 表面修复和修饰通过激光熔覆技术可以对损坏的金属零件进行修复和修饰。
激光熔覆可以填充表面缺陷、修复裂纹,提高零件的使用寿命和性能。
3.2 硬质合金涂层制备激光熔覆技术可以在金属基材表面涂覆硬质合金材料,提高金属零件的耐磨性、耐腐蚀性和抗疲劳性。
硬质合金涂层广泛应用于机械零件、切削工具等领域。
3.3 功能性涂层制备通过激光熔覆技术可以在金属基材表面制备各种功能性涂层,如热障涂层、阻尼涂层、导电涂层等。
这些涂层可以为金属零件赋予新的性能和功能,拓展其应用范围。
激光熔覆技术综述作者:赵月红赵新红来源:《速读·中旬》2021年第10期◆摘要:激光熔覆主要是通过改进表面性能,如强度、导电性、抗磨性与抗蚀性等,使材料通过激光熔覆技术获得基材所缺少的优异性能,从而使材料的应用更深、更广。
激光熔覆是一种新兴的表面改性技术,论述了激光熔覆技术及其发展过程,从基体材料和熔覆材料两方面研究了激光熔覆技术的研究现状。
◆关键词:激光熔覆;熔覆层;基体激光熔覆是指在基材表面熔覆一层复合涂层,对基体材料表面性质进行改善的新技术,利用的是激光的高能量使熔覆粉末与基体之间形成冶金结合达到性能要求,熔覆后的表面涂层性能可以根据性能要求利用不同的熔覆粉末,最终达到力学性能与物理性能的改进。
激光熔覆具有稀释度低、组织致密性好、涂层与基体达到冶金结合等特点,因此激光熔覆技术应用前景十分广阔。
利用激光熔覆制造新型材料,已成为近年来的研究热点。
一、激光熔覆技术的发展过程激光熔覆技术的发展经历了近半个世纪,早期激光熔覆技术主要集中在激光熔覆特性、不同材料与基体组合的激光熔覆工艺及参数、激光熔覆层的微光组织结构和金相分析、激光熔覆层的性能、熔覆层缺陷以及激光熔覆应用等方面研究;现代激光熔覆主要集中在激光熔覆基础理论和模型,激光熔覆高性能送粉和喷嘴,用激光熔覆制备新材料,基于激光熔覆的快速成形与制造技术等领域的研究。
我国对激光熔覆技术的研究始于上世纪90年代初期,研究方法不断改进并得到了很大的提高,主要进行的研究方向如下:1.激光工艺参数对熔覆层性能的影响。
2.激光熔覆过程中添加稀土氧化物对涂层组织性能的影响。
3.激光熔覆陶瓷颗粒相增强熔覆层强度。
二、激光熔覆技术的研究现状激光熔覆技术在诸多的材料如钛合金、合金钢、模具钢以及各种有色金属等材料有了广泛的应用。
激光熔覆材料是用于制备涂层的,并制约涂层特性。
材料的改变将直接影响涂层的使用性能,因此熔覆层材料的开发始终是研究的重点。
现在激光熔覆材料主要有自溶性合金粉末、复合粉末和陶瓷粉末。
激光熔覆发展历史概述说明以及解释1. 引言1.1 概述激光熔覆技术作为一种先进的表面改性技术,已经在诸多工业领域得到广泛应用。
该技术通过利用高能量密度激光束对材料表面进行加热,使其部分或全部熔化,并在冷却过程中形成新的涂层或合金结构。
激光熔覆技术具有高效、精确和可控的特点,可以实现对材料进行修复、加固和改良。
随着科学技术的发展和需求的不断增长,激光熔覆技术也取得了显著的进展。
1.2 文章结构本文将首先介绍激光熔覆发展历史,包括其起源和早期应用、技术演进与改进以及应用领域拓展。
然后,将详细解析激光熔覆的工作原理与机制,包括基本过程、热传导与材料相变行为以及激光参数对熔覆效果的影响。
接下来,将从实际案例出发,介绍激光熔覆技术在工业上的应用,包括金属材料表面修复与加固、复合材料涂层的制备与性能优化以及特殊应用领域中的激光熔覆技术案例。
最后,本文将总结激光熔覆发展历史和应用情况,并展望该技术的未来发展方向,同时对其进行评价和提出建议。
1.3 目的本文的目的是通过全面系统地介绍激光熔覆技术的发展历史、工作原理与机制以及在工业中的应用案例,旨在增强读者对该技术的了解和认识。
通过这篇文章,读者将能够掌握激光熔覆技术的基本知识,并了解该技术在金属表面修复、复合材料涂层制备等方面的广泛应用。
同时,读者还将有助于估计激光熔覆技术未来可能取得的进一步发展和突破。
Overall, this article aims to provide a comprehensive overview of the development history, working principles and mechanisms, as well as industrial applications of laser cladding technology.2. 激光熔覆发展历史2.1 起源和早期应用激光熔覆作为一种表面修复和涂层制备技术,起源于20世纪60年代。
激光熔覆工艺方法以及熔覆材料现状激光熔覆技术的研究始于20世纪70年代,美国AVCO公司就汽车发动机许多易磨损件进行了激光熔覆技术的研究。
按熔覆材料的供给方式不同,激光熔覆工艺方法分为两种:激光熔覆合金预置法和合金同步送粉法。
熔覆材料的加入形式通常有粉末、丝材、板材三种,其中以粉末的形式最为常用。
关键词:激光熔覆,工艺方法,熔覆材料1. 激光熔覆技术激光熔覆技术的研究始于20世纪70年代, 美国AVCO公司就汽车发动机许多易磨损件进行了激光熔覆技术的研究。
1981年英国公司成功在喷气发动机叶片上涂覆钴基合金面并显着提高了其耐磨性。
由于这一新技术具有巨大的发展潜力,并能产生较大的经济效益,因此,在生产中获得了广泛推广及应用。
激光熔覆技术在目前材料表面改性技术中应用较广泛。
激光熔覆是在基体上添加不同成分的材料,利用高能激光束辐照基体,熔覆粉末和基体形成一薄层,这一薄层快速熔化并凝固成形,且基体对熔覆层稀释度极低,因此熔覆层与基体冶金结合良好,可以制备耐热、耐蚀、耐磨、抗氧化、抗疲劳或具有光、电、磁特性的表面保护涂层。
2. 激光熔覆工艺方法按熔覆材料的供给方式不同,激光熔覆工艺方法分为两种:激光熔覆合金预置法和合金同步送粉法。
科技论文。
合金预置法合金预置法是在基体的表面上通过一些方法将预涂材料置于其上,然后采用高能激光束辐照,涂层表面吸收能量使熔覆部位迅速升温、气化和熔化,激光束离开后,熔覆层与基体呈现良好的冶金结合。
熔覆材料的加入形式通常有粉末、丝材、板材三种,其中以粉末的形式最为常用。
预置法一般包括粘结法和热喷涂法。
对于粉末类材料,预置的两种方法都可以。
热喷涂主要优点是喷涂效率高、容易控制沉积厚度的均匀性,且与基材接合牢固,这种方法不足之处是粉末利用率低,受工件形状限制和成本相对较高。
粘接法是利用粘结剂,在基底材料的表面上,将粉末调和成膏状涂上,这种方法的不足之处在于效率低,很难得到厚度均匀的涂层,可能会妨碍熔化或引起过渡稀释;同时由于沉积层的导热性不好,会消耗更多的能量;通常仅对熔覆面积较小的工件适用,这种方法在实验室里采用。
激光熔覆同轴送粉喷嘴的研究状况薛菲;王耀民;刘双宇【摘要】Powder feeding nozzle is used as one of the key components in the powder feeding system which has direct influ-ences on the effect of the laser cladding. With the development of the laser cladding technology, powder feeding nozzle is stud-ied both at home and abroad, so a variety of new powder nozzles are developed to effectively improve the effect of the cladding and powder utilization ratio and reduce the waste. This paper briefly summarizes the domestic and foreign coaxial powder noz-zle progress and powder feeding principle, analyses the existing coaxial powder feeding nozzle status quo, points out the short-comings of the existing powder feed nozzle and proposes that strengthening the powder feed nozzle design is one of the key is-sues of accelerating the laser cladding development, and then the predicts the future development of the coaxial powder feed-ing nozzle.%送粉喷嘴作为送粉系统的关键部件之一,直接影响着激光熔覆的效果。
2021年3月第49卷第6期机床与液压MACHINETOOL&HYDRAULICSMar.2021Vol 49No 6DOI:10.3969/j issn 1001-3881 2021 06 031本文引用格式:黄旭,张家诚,练国富,等.超高速激光熔覆研究现状及应用[J].机床与液压,2021,49(6):151-155.HUANGXu,ZHANGJiacheng,LIANGuofu,etal.Researchstatusandapplicationofextremehighspeedcladding[J].MachineTool&Hydraulics,2021,49(6):151-155.收稿日期:2020-08-25基金项目:福建工程学院科研启动基金(GY⁃Z18163);福建省增材制造创新中心开放基金(ZCZZ20⁃04);第三批福建省特殊支持 双百计划 人才项目(闽委人才2018-5号)作者简介:黄旭(1986 ),男,博士,讲师,主要研究方向为激光增材制造㊂E-mail:huangxu@fjut edu cn㊂超高速激光熔覆研究现状及应用黄旭,张家诚,练国富,江吉彬,周梦宁(福建工程学院机械与汽车工程学院,福建福州350118)摘要:超高速激光熔覆是一种新兴的表面处理技术㊂介绍超高速激光熔覆技术,综述国内外超高速激光熔覆技术的研究现状,目前研究热点包括熔覆工艺优化㊁组织性能产生机制以及过程模拟;列举了超高速激光熔覆技术在工业生产中的应用,主要包括替代硬铬电镀对大型液压缸表面进行修复㊁汽车制动盘涂层的制备以及快速金属增材制造㊂并基于目前的研究现状和应用对后续发展进行了展望,未来主要的研究热点将聚焦平面及自由曲面的超高速激光熔覆设备的研制㊁新型熔覆材料的研发㊁裂纹控制机制的探讨以及超高速激光熔覆技术结合增材制造的进一步研究㊂关键词:超高速激光熔覆;研究现状;增材制造中图分类号:TG174 4ResearchStatusandApplicationofExtremeHighSpeedCladdingHUANGXu,ZHANGJiacheng,LIANGuofu,JIANGJibin,ZHOUMengning(SchoolofMechanical&AutomotiveEngineering,FujianUniversityofTechnology,FuzhouFujian350118,China)Abstract:Extremehighspeedcladdingisanewsurfacetreatmenttechnology.Theextremehighspeedcladdingtechnologywasintroduced.Itsresearchstatusathomeandabroadwassummarized.Atpresent,theresearchfocusedontheoptimizationofcladdingprocess,theformationmechanismofmicrostructureandpropertiesandprocesssimulation.Theapplicationsoftheextremehighspeedcladdingtechnologyinindustrialproductionwerelisted,itmainlyincludedreplacinghardchromiumplatingtorepairthesurfaceoflargehydrauliccylinder,preparationofautomobilebrakedisccoatingandrapidmetaladditivemanufacturing.Basedonthecurrentre⁃searchstatusandapplication,thefuturedevelopmentwasprospected.Inthefuture,themainresearchwillfocusonthedevelopmentofextremehighspeedcladdingequipmentforplaneandfree⁃formsurface,researchanddevelopmentofnewcladdingmaterials,discus⁃siononcrackcontrolmechanism,andfurtherresearchonextremehighspeedcladdingtechnologycombinedwithadditivemanufacturing.Keywords:Extremehighspeedcladding;Researchstatus;Additivemanufacture0㊀前言在航空航天㊁石油天然气㊁汽车㊁造纸等各个领域,为了实现轴辊类零件的表面硬度㊁耐腐蚀性㊁耐磨性强化或尺寸修复,硬铬电镀是一种广泛使用的标准工艺㊂然而,硬铬电镀耗能大,且对环境污染非常严重,常用的CrO3(也称为Cr6+)毒性极高,是一种致癌物质[1]㊂因此,世界各国相继出台法规对电镀工艺进行限制,例如在我国,党的十九大报告提出:要构建市场导向的绿色技术创新体系,推进资源全面节约和循环利用㊂在欧洲,欧盟自2017年9月后只有在特别授权的情况下才可以使用硬铬电镀工艺[2]㊂当前,表面处理技术的应用市场非常广阔,对电镀工艺的限制意味着需要其他工艺来替代硬铬电镀㊂常见的表面涂层制备技术有热喷涂[3]㊁激光熔覆[4-5]等㊂在替代硬铬电镀方面,采用热喷涂技术制备的涂层与基体的机械结合能力较差,涂层与基体间易产生裂纹,从而引发涂层剥落等状况;采用激光熔覆技术制备的涂层与基体之间呈冶金结合,但通常情况下其涂层厚度较大,制备的效率较低,在对薄壁或小尺寸零件进行熔覆时,相对较大的热输入会使工件发生收缩和变形[6-7]㊂因此,热喷涂和激光熔覆仅在少数场合下才能取代硬铬电镀㊂在这种情况下,限制电镀带来的市场空白势必会引发新技术的变革㊂德国弗劳恩霍夫激光技术研究所(FraunhoferILT)和亚琛工业大学(RWTHAachenUniversity)的研究人员于2013年开始研究[8],并在2017年成功研发了一种用于涂层和修复金属部件的工艺 超高速激光熔覆技术[9]㊂超高速熔覆技术一经提出,就被大量学者和研究人员关注,逐步替代原有的硬铬电镀工艺,并且应用领域逐渐拓展,延伸到了汽车零部件涂层制备㊁金属增材制造等场合㊂1㊀超高速激光熔覆介绍超高速激光熔覆,德文缩写为EHLA,英文为ExtremeHighSpeedCladding,是采用同步送粉的方式,通过调整粉末焦平面与激光焦平面的相对位置使熔覆粉末在基体上方与激光束交汇发生熔化,随后均匀涂覆在基体表面,快速凝固后熔覆层稀释率极低且与基体呈冶金结合[10]㊂如图1所示,它与传统激光熔覆本质的区别是改变了粉末的熔化位置㊂在超高速激光熔覆中,落在基体表面的是液态的熔覆材料而不是固态的粉末颗粒,所以可显著提升其熔覆速度㊂传统激光熔覆的熔覆速度通常为0 5 2 0m/min,而超高速激光熔覆的熔覆速度为50 500m/min,提升了100 250倍,如此高的熔覆速度意味着该技术可用于大面积零件的涂覆㊂由于超高的熔覆速度降低了能量密度以及在基体上方熔化的粉末吸收了大量的激光能量,使得超高速激光熔覆的热输入明显减少,传统激光熔覆的热影响区深度通常为毫米尺度,而超高速激光熔覆的热影响区为微米尺度㊂超高速激光熔覆制备的涂层更为光滑且后续机加工步骤少,用传统激光熔覆制备的涂层的厚度通常大于0 5mm,而超高速激光熔覆制备的涂层厚度在25 250mm之间,且表面粗糙度可降至原来的1/10,仅需磨削即可满足要求[11]㊂此外,超高速激光熔覆与硬铬电镀相比,制备出的涂层无气孔㊁裂纹等缺陷,且更加环保;与热喷涂相比,其可节约约90%的材料㊂因此超高速激光熔覆技术逐渐在工业中取得应用,它也被誉为当前可替代电镀最具竞争力的工艺㊂图1㊀传统激光熔覆和超高速激光熔覆原理[12]2㊀超高速激光熔覆研究现状基于超高速激光熔覆独特的技术优势,为了进一步优化熔覆层的表面质量㊁提升熔覆层的组织性能㊁实现粉末与激光的最佳耦合等,学者们把超高速激光熔覆的研究主要热点聚焦在以下3个方面:(1)以熔覆速度㊁送粉速率㊁搭接率等熔覆参数为因素,关于超高速激光熔覆表面形貌和成型质量的研究㊂超高速激光熔覆的熔池凝固速度远高于传统激光熔覆,熔覆层的表面形貌和尺寸精度取决于熔覆层高度和宽度的均匀性和重复性,而熔覆层的高度和宽度易受送粉速率㊁粉末粒度㊁搭接率等参数的影响㊂明确熔覆层表面形貌演化的影响因素,控制熔覆层尺寸精度,是进一步拓展该技术应用的重点㊂德国弗劳恩霍夫研究所的SCHOPPHOVEN等[9]利用自行构建的超高速激光熔覆系统在铬镍钢轴基体表面熔覆镍基合金粉末,研究了熔覆参数对熔覆层厚度影响,得出了如下结论:随着熔覆速度的提高,熔覆层厚度减小;随着粉末质量流量的增加,熔覆层厚度增加;随着保护气流量的增加,熔覆层厚度先减小后增加;载气流量对熔覆层厚度影响不大㊂国内山东能源重装集团的澹台凡亮等[13]在矿用液压支架立柱上熔覆了SNJG⁃160C型合金粉末,也得出了类似的结论㊂西安交通大学的娄丽艳等[14]采用自行设计的超高速激光熔覆头制备了FeCr合金薄涂层,研究了粉末粒度㊁基体形貌㊁搭接率对熔覆层表面形貌的影响,实验结果如图2所示:随着粉末粒径的增大,熔覆层表面粗糙度增大;熔覆层的表面形貌具有一定的遗传性,基体越粗糙,熔覆层表面粗糙度越大;提高搭接率有助于减小熔覆层的表面粗糙度㊂图2㊀熔覆层表面粗糙度与熔覆参数的关系[14]苏州大学的王暑光等[15]采用 光内送粉 正离焦新型光粉耦合技术在不锈钢基体上进行高速熔覆实验,光内送粉耦合实现了更高的粉末捕获率,其原理如图3所示㊂研究了送粉速率和离焦量对稀释率的影㊃251㊃机床与液压第49卷响,研究发现:随着送粉速率的增加,粉末遮光率增大,照射到基体表面能量减少,使得稀释率逐渐减小;随着离焦量的增大,光斑能量密度减弱,熔覆层稀释率降低㊂图3㊀光内送粉耦合原理[15](2)以熔覆层的显微硬度㊁耐腐蚀性㊁力学性能等为指标,关于超高速激光熔覆制备的熔覆层组织与性能的研究㊂由于超高速激光熔覆粉末的熔化方式㊁传热模式与传统激光熔覆存在明显的区别,采用该技术制备的涂层在组织和性能方面常体现出其独特性,往往可以制备出组织更为致密㊁性能更加优良的熔覆层㊂作为一项替代硬铬电镀的新技术,研究其熔覆层的性能调控及机制,是进一步提升该技术应用的关键㊂西安交通大学的王豫跃等[16]采用自主研发的超高速激光熔覆设备制备铁基合金SS431涂层,并与相同工艺参数下传统激光熔覆制备的涂层进行对比,如图4所示,实验结果显示:相比传统激光熔覆,采用超高速激光熔覆制备的熔覆层晶粒更加细小且分布均匀,涂层的显微组织更为致密㊂图4㊀熔覆层显微组织[16]哈尔滨工业大学的李俐群等[17-18]分别采用传统激光熔覆和超高速激光熔覆技术在27SiMn基材上制备AISI431不锈钢耐蚀涂层,并对两种涂层的宏观特征㊁显微组织以及耐蚀性能进行对比分析,如图5和图6所示,分析结果表明:相较于传统激光熔覆,超高速激光熔覆制备的熔覆层组织更加细密均匀,其极低的稀释率使得熔覆层中Cr含量较高,因此其耐腐蚀性能更为优异㊂北京机科国创轻量化科学研究院有限公司的SHEN等[19]也得出了相似的结论㊂图5㊀熔覆层显微组织[18]图6㊀熔覆层元素分布图[18]哈尔滨工业大学的SHEN等[20]采用超高速激光熔覆技术在27SiMn基体表面制备了AISI431熔覆层㊂研究了不同熔覆速度下的熔覆层显微组织和耐腐蚀性,实验结果显示:在高熔覆速度下,熔覆层的枝晶尺寸和成分分布更加均匀,Cr元素的均匀分布有利于提升熔覆层的耐腐蚀性能㊂(3)以研究激光束与粉末颗粒的相互作用㊁熔池温度场和应力场等为目标,关于超高速激光熔覆熔覆过程数值模拟的研究㊂超高速激光熔覆的熔覆粉末由粉末喷嘴按特定的粒子轨迹和速度送入激光束,为了使粉末颗粒在基体上方喷射过程中完全熔化,研究粉末粒子与激光束的相互作用以及粒子的速度和轨迹尤为重要㊂此外,由于超高速激光熔覆复杂的加工过程,采用传统的实验方法研究熔池的温度场㊁应力场等非常困难㊂现在在这方面的研究以数值模拟结合实验验证研究为主㊂德国弗劳恩霍夫研究所的SCHOPPHOVEN等[21]提出了一个粉末气体喷射的统计/数值模型,对粉末气体喷射进行了实验表征和数学模型描述,将喷粉过程中的粉末颗粒密度,特别是不同颗粒的颗粒轨迹以及粉末质量流等映射到理论模型中㊂在此基础上,可以描述激光束与粉末颗粒之间的相互作用,有助于了㊃351㊃第6期黄旭等:超高速激光熔覆研究现状及应用㊀㊀㊀解激光束通过粉末气体喷射的透射率㊁光束路径中的粒子加热㊁基板加热和轨迹形成等过程相关的影响因素㊂北京航空航天大学的LIAO等[22]基于HotOptimalTransportationMeshfree提出了一种粉体尺度下超高速激光熔覆过程的直接数值模拟方法,并对粉末颗粒进行建模,以介观尺度对超高速激光熔覆过程进行了数值模拟,研究了激光功率㊁激光半径㊁沉积速度等工艺参数对结合区厚度㊁表面粗糙度和孔隙率的影响㊂此外,仿真计算的孔隙率与实验数值接近,证明了该方法对模拟熔覆层微观组织具有一定的效果,有助于促进超高速激光熔覆涂层质量的研究㊂3㊀超高速激光熔覆的应用超高速激光熔覆技术的发明是表面修复和增材制造技术发展历程中革命性的一步,它解决了制约传统熔覆技术大规模推广的最大瓶颈 效率,从而也带来了成本的大幅度降低㊂近年来,国内外也有许多企业㊁研究所等将其应用在工业生产中㊂我国是世界上最大的煤矿液压支架生产国,产品不仅满足国内市场需求,而且出口美国㊁欧洲㊁东南亚等㊂然而液压支架的核心部件,例如液压立柱㊁千斤顶等均需要进行表面防腐和耐磨等处理,在制造和维修两个方面每年需要处理的量就有近百万平方米之多,传统电镀工艺给企业带来的环保压力非常大,并且电镀镀层在质量㊁性能以及大修周期㊁修理费用等后期的成本维护方面也存在许多缺陷㊂随着超高速激光熔覆的发展,这些问题迎刃而解㊂超高速激光熔覆技术属于先进环保的再制造加工技术,其制备的涂层冶金质量高㊁稀释率低㊁变形小㊁表面光洁度高,国内的机械科学研究总院与北京煤矿机械装备有限责任公司引进该技术用于煤机液压支架立柱等大型零件表面的涂覆,极大地减少企业的后续机加工成本,能有效延长产品使用周期,为企业节省大量后期维修费用㊂荷兰的IHCVremacCylinders公司用超高速激光熔覆替代硬铬电镀,用于海上液压缸表面涂层的制备,避免了对环境的污染,且制备的涂层具备优良的耐腐蚀㊁耐磨损性能[23]㊂传统的汽车制动盘是由含有层状石墨相的灰铸铁制成,这种材料虽然有较好的导热性和高的热容量,但是其耐腐蚀和耐磨损能力较差,需要在其表面制备耐腐蚀和耐磨损的涂层㊂目前电镀和热喷涂等传统的表面处理工艺难以使灰铸铁与其表面的涂层发生冶金结合,还容易在涂层中产生气孔和裂纹等缺陷㊂针对该问题,德国弗劳恩霍夫研究所的研究人员采用超高速激光熔覆技术在制动盘表面制备了一层涂层,制造过程及成品如图7所示,该涂层与基体呈冶金结合,不会发生剥落,且低热输入还可以防止制动盘灰铸铁的碳元素溶解到其表面的熔池之中,从而避免了产生气孔以及涂层和结合区的裂纹等㊂德国的博世公司也将超高速激光熔覆技术应用于制动盘涂层的制造,使得制动盘的使用寿命得以延长,还减少了加工的成本[23]㊂图7㊀利用超高速激光熔覆制备制动盘涂层的过程及成品超高速激光熔覆也可用于在现有的㊁传统生产的部件上制造体积元素㊂例如,要用常规方法制造法兰或密封座,必须在旋转轴上加工毛坯数小时,但是使用结合了超高速激光熔覆的增材方法生产相同的部件只需几分钟,随后的车削也在几分钟内完成㊂弗朗霍夫研究所与总部位于威斯巴登的Ponticon公司合作开发一个3D超高速激光熔覆系统[23],如图8所示,该系统利用3个线性致动器和平行运动设计,在激光加工头保持静止的情况下,以极快的速度移动加工平台,能够以最大精度创建3D打印实体㊂此外,位于亚琛的HPL技术公司目前也在建设一个可以用于大规模生产的系统[11]㊂图8㊀3D超高速激光熔覆系统[23]4㊀结语与展望超高速激光熔覆的熔覆效率高㊁涂层质量好,这吸引了国内外学者对它的探索与研究,它在工业生产中的不断应用不仅取决于独特的技术优势,也在于其良好的环境效益和巨大的经济潜力㊂目前,超高速激光熔覆技术的研究虽然取得了一定的进展,但由于其发展时间较短,在以下几个方面仍需深入研究㊂㊃451㊃机床与液压第49卷(1)熔覆设备方面㊂超高速激光熔覆设备发展至今仍仅用于轧辊㊁柱塞㊁液压支架等旋转对称的零件,这限制了超高速激光熔覆技术在自由曲面㊁大型平面上的应用㊂目前,对熔覆设备需进一步研发,以拓宽超高速激光熔覆技术在表面处理方面的应用范围㊂(2)熔覆材料方面㊂超高速激光熔覆在熔覆速度上较传统熔覆有质的提升,在送粉时为了满足熔覆效率和熔覆质量的要求,其粉末应具有优异的流动性,且要使粉末在基体上方完全熔化,粉末粒径不宜过大㊂此外为了满足熔覆层的使用要求,其熔覆材料应具备优良的耐腐蚀㊁耐磨损性能,因此对新型熔覆材料的研究对超高速激光熔覆的发展具有重要意义㊂(3)成型机制方面㊂超高速激光熔覆是一种快速加热冷却的工艺,熔池的结晶凝固是一个非平衡凝固的过程㊂在成型过程中,其涂层内部的应力形成机制及裂纹控制等尚未完全明确,对这方面进行深入研究将使得涂层质量进一步优化㊂(4)制造工艺方面㊂增材制造技术有改变现有生产方式的潜力,但目前其生产效率和精度等问题限制了它在工业中的发展,对超高速激光熔覆技术结合增材制造的不断研究,将能弥补传统增材制造技术效率和精度不足的问题,推动3D增材制造技术的发展,在未来会极大地促进金属3D打印技术产业化应用㊂参考文献:[1]OLEGR.Alternativewithafuture:high⁃speedlasermetaldepositionreplaceshardchromeplating[J].LaserTechnikJournal,2017,14(1):28-30.[2]SCHOPPHOVENT,GASSERA,BACKESG.EHLA:ex⁃tremehigh⁃speedlasermaterialdeposition[J].LaserTech⁃nikJournal,2017,14(3):45.[3]LIQL,DENGCM,LIL,etal.Microstructureandinter⁃face⁃adhesionofthermallysprayedcontinuousgradientelasticmodulusFeCrAl-ceramiccoatings[J].CeramicsIn⁃ternational,2020,46(5):5946-5959.[4]LIBC,ZHUHM,QIUCJ,etal.DevelopmentofhighstrengthandductilemartensiticstainlesssteelcoatingswithNbadditionfabricatedbylasercladding[J].JournalofAl⁃loysandCompounds,2020,832:154985.[5]王斌修,李成彪.激光熔覆技术研究现状及展望[J].机床与液压,2013,41(7):192-194.WANGBX,LICB.Researchstatusandprospectsoflasercladding[J].MachineTool&Hydraulics,2013,41(7):192-194.[6]李广琪,王丽芳,赵亮,等.激光熔覆层裂纹问题的研究进展[J/OL].热加工工艺,2021,50(16):13-17.LIGQ,WANGLF,ZHAOL,etal.Researchprogressoncrackproblemoflasercladdinglayer[J/OL].HotWorkingTechnology,2021,50(16):13-17.[7]HALDARB,SAHAP.ProblemsonthedevelopmentofhardandlowfrictioninsitucoatingsonTi-6Al-4Vusinglasercladding[J].ProcediaManufacturing,2018,20:446-451.[8]KELBASSAI,GASSERA,MEINERSW,etal.HighspeedLAM[C]//ProceedingsofLaserandTera-HertzScienceandTechnology,2013:383-385.[9]SCHOPPHOVENT,GASSERA,WISSENBACHK,etal.Investigationsonultra⁃high⁃speedlasermaterialdepositionasalternativeforhardchromeplatingandthermalspraying[J].JournalofLaserApplications,2016,28(2):022501.[10]贾云杰.超高速激光熔覆铁基合金数值模拟研究[D].天津:天津职业技术师范大学,2020.JIAYJ.NumericalsimulationofultrahighspeedlasercladdingofFebasedalloy[D].Tianjin:TianjinUniversityofTechnologyandEducation,2020.[11]NICKELSL.Theydoitwithlasers[J].MetalPowderRe⁃port,2020,75(2):79-81.[12]LAMPAC,SMIRNOVI.Highspeedlasercladdingofani⁃ronbasedalloydevelopedforhardchromereplacement[J].JournalofLaserApplications,2019,31(2):022511.[13]澹台凡亮,田洪芳,陈峰,等.高速激光熔覆在27SiMn液压支架立柱上的应用探讨[J].新技术新工艺,2019(3):52-54.TANTAIFL,TIANHF,CHENF,etal.Discussiononap⁃plicationofhigh⁃speedlasercladdingon27SiMnhydrau⁃licsupportcolumn[J].NewTechnology&NewProcess,2019(3):52-54.[14]娄丽艳,李成新,张煜,等.低功率超高速激光熔覆FeCr合金薄涂层微观结构与表面形貌演化[J].燕山大学学报,2020,44(2):116-124.LOULY,LICX,ZHANGY,etal.MicrostructureandsurfacemorphologyevolutionofFeCralloythincoatingsdepositedbyultra⁃highspeedlasercladdingwithlowlaserpower[J].JournalofYanshanUniversity,2020,44(2):116-124.[15]王暑光,石拓,傅戈雁,等.激光内送粉高速熔覆Cr50Ni合金稀释率及单道形貌分析[J].表面技术,2020,49(7):311-318.WANGSG,SHIT,FUGY,etal.AnalysisofdilutionrateandsingleChannelMorphologyofhigh⁃speedcladdingCr50Nialloybylaserinside⁃beampowderfeedingprocess[J].SurfaceTechnology,2020,49(7):311-318.[16]王豫跃,牛强,杨冠军,等.超高速激光熔覆技术绿色制造耐蚀抗磨涂层[J].材料研究与应用,2019,13(3):165-172.WANGYY,NIUQ,YANGGJ,etal.Investigationsoncorrosion⁃resistantandwear⁃resistantcoatingsenviron⁃mental⁃friendlymanufacturedbyanovelsuper⁃higheffi⁃cientlasercladding[J].MaterialsResearchandApplica⁃tion,2019,13(3):165-172.(下转第162页)㊃551㊃第6期黄旭等:超高速激光熔覆研究现状及应用㊀㊀㊀analysisofflexiblebearingofharmonicgeardrivebasedonfiniteelement[J].JournalofMechanicalTransmission,2015,39(5):50-53.[4]WIGGINSRA.Minimumentropydeconvolution[J].Geoex⁃ploration,1978,16(1/2):21-35.[5]MCDONALDGL,ZHAOQ,ZUOMJ.MaximumcorrelatedKurtosisdeconvolutionandapplicationongeartoothchipfaultdetection[J].MechanicalSystemsandSignalProcess⁃ing,2012,33:237-255.[6]MCDONALDGL,ZHAOQ.Multipointoptimalminimumentropydeconvolutionandconvolutionfix:applicationtovi⁃brationfaultdetection[J].MechanicalSystemsandSignalProcessing,2017,82:461-477.[7]赵磊,张永祥,朱丹宸.基于MOMEDA和IITD的滚动轴承微弱故障特征提取[J].海军工程大学学报,2019,31(1):57-61.ZHAOL,ZHANGYX,ZHUDC.FeatureextractionforweakfaultofrollingelementbearinginlightofMOMEDAandIITD[J].JournalofNavalUniversityofEngineering,2019,31(1):57-61.[8]刘文朋,廖英英,杨绍普,等.一种基于多点峭度谱和最大相关峭度解卷积的滚动轴承故障诊断方法[J].振动与冲击,2019,38(2):146-151.LIUWP,LIAOYY,YANGSP,etal.Faultdiagnosisofrollingbearingsbasedonmultipointkurtosisspectrumsandthemaximumcorrelatedkurtosisdeconvolutionmethod[J].JournalofVibrationandShock,2019,38(2):146-151.[9]陈辉.基于谱峭度和MCKD的柔性薄壁轴承故障特征提取[D].广州:华南理工大学,2019.CHENH.Faultfeatureextractionofflexiblethin⁃walledbearingsbasedonspectralkurtosisandMCKD[D].Guang⁃zhou:SouthChinaUniversityofTechnology,2019.[10]王志坚,王俊元,赵志芳,等.基于MKurt-MOMEDA的齿轮箱复合故障特征提取[J].振动.测试与诊断,2017,37(4):830-834.WANGZJ,WANGJY,ZHAOZF,etal.CompositefaultfeatureextractionofgearboxbasedonMKurt-MOMEDA[J].JournalofVibration,Measurement&Diagnosis,2017,37(4):830-834.[11]刘建春,胡俊锋,熊国良,等.基于谱峭度和Teager能量算子的轴承故障特征增强[J].噪声与振动控制,2018,38(1):182-187.LIUJC,HUJF,XIONGGL,etal.BearingfaultfeatureenhancementmethodbasedonspectralkurtosisandTeagerenergyoperator[J].NoiseandVibrationControl,2018,38(1):182-187.[12]李振.柔性薄壁轴承振动信号分析与诊断方法研究[D].广州:华南理工大学,2018.LIZ.Researchonvibrationsignalanalysisanddiagnosismethodofflexiblethin⁃wallbearings[D].Guangzhou:SouthChinaUniversityofTechnology,2018.[13]王志坚,张纪平,王俊元,等.基于MED⁃MOMEDA的风电齿轮箱复合故障特征提取研究[J].电机与控制学报,2018,22(9):111-118.WANGZJ,ZHANGJP,WANGJY,etal.Windturbine⁃gearboxmulti⁃faultdiagnosisbasedonMED⁃MOMEDA[J].ElectricMachinesandControl,2018,22(9):111-118.(责任编辑:张艳君)(上接第155页)[17]LILQ,SHENFM,ZHOUYD,etal.ComparativestudyofstainlesssteelAISI431coatingspreparedbyextreme⁃high⁃speedandconventionallasercladding[J].JournalofLaserApplications,2019,31(4):042009.[18]李俐群,申发明,周远东,等.超高速激光熔覆与常规激光熔覆431不锈钢涂层微观组织和耐蚀性的对比[J].中国激光,2019,46(10):174-183.LILQ,SHENFM,ZHOUYD,etal.Comparisonofmi⁃crostructureandcorrosionresistanceof431stainlesssteelcoatingspreparedbyextremehigh⁃speedlasercladdingandconventionallasercladding[J].ChineseJournalofLa⁃sers,2019,46(10):174-183.[19]SHENBW,DUBR,WANGMH,etal.Comparisononmicrostructureandpropertiesofstainlesssteellayerformedbyextremehigh⁃speedandconventionallasermeltingdeposition[J].FrontiersinMaterials,2019,6:248.[20]SHENFM,TAOW,LILQ,etal.Effectofmicrostructureonthecorrosionresistanceofcoatingsbyextremehighspeedlasercladding[J].AppliedSurfaceScience,2020,517:146085.[21]SCHOPPHOVENT,PIRCHN,MANNS,etal.Statistical/numericalmodelofthepowder⁃gasjetforextremehigh⁃speedlasermaterialdeposition[J].Coatings,2020,10(4):416.[22]LIAOH,FANJ,LIUH,etal.Numericalstudiesofex⁃tremehigh⁃speedlasermaterialdepositionprocessesatpowder⁃scale[C]//ProceedingofASME2019Interna⁃tionalMechanicalEngineeringCongressandExposition,2019.[23]SCHOPPHOVENT,SCHLEIFENBAUMJH,THARMAKULASINGAMS,etal.Settingsightsona3Dprocess[J].PhotonicsViews,2019,16(5):64-68.(责任编辑:张艳君)㊃261㊃机床与液压第49卷。
激光熔覆技术分析与展望讲解
1.熔融层的覆盖能力比较强;
2.能添加各种功能材料,比如抗锈蚀、抗磨损、抗疲劳等;
3.对基体的影响小,可以在基体物理性能基础上有效改善表面性能。
激光熔铸技术不仅能加工表面,而且有可能改善表面的微观结构,如晶粒尺寸、夹杂物种类及其分布,从而提高材料的承载能力和耐受性。
因此,激光熔覆技术可以为材料提供超强的抗磨损性能以及优良的抗腐蚀性能,在航空航天、船舶、军事、特种机械等领域都有广泛应用。
然而,激光熔覆技术也存在一些缺点。
其一是材料系数的变化,这可能会导致力学性能的变化。
另外,激光熔覆过程中可能出现熔池熔化,熔池熔化可能会影响沉积层的性能。
最后,激光熔覆技术还会产生大量的废弃物,对环境的污染也不可忽视。
因此,未来应该采取具体的对策来解决激光熔覆技术存在的问题:。
激光熔覆激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。
目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。
为推动激光熔覆技术的产业化,激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。
目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。
为推动激光熔覆技术的产业化,世界各国的研究人员针对激光熔覆涉及到的关键技术进行了系统的研究,已取得了重大的进展。
国内外有大量的研究和会议论文、专利介绍激光熔覆技术及其最新的应用:包括激光熔覆设备、材料、工艺、监测与控制、质量检测、过程的模拟与仿真等研究内容。
但到目前为止,激光熔覆技术还不能大面积工业化应用。
分析其原因,这里有政府导向的因素、激光熔覆技术本身成熟程度的限制、社会各界对激光熔覆技术的认可程度等因素。
因此,激光熔覆技术欲实现全面的工业化应用,必须加大宣传力度,以市场需求为导向,重点突破制约发展的关键因素,解决工程应用中涉及到的关键技术,相信在不远的将来,激光熔覆技术的应用领域及其强度将不断的扩大。
下面介绍激光熔覆技术几个发展的动态,以飨读者。
激光熔覆的优势激光束的聚焦功率密度可达1010~12W/cm2,作用于材料能获得高达1012K/s的冷却速度,这种综合特性不仅为材料科学新学科的生长提供了强有力的基础,同时也为新型材料或新型功能表面的实现提供了一种前所未有的工具。
・综合评述・激光熔覆技术的研究进展
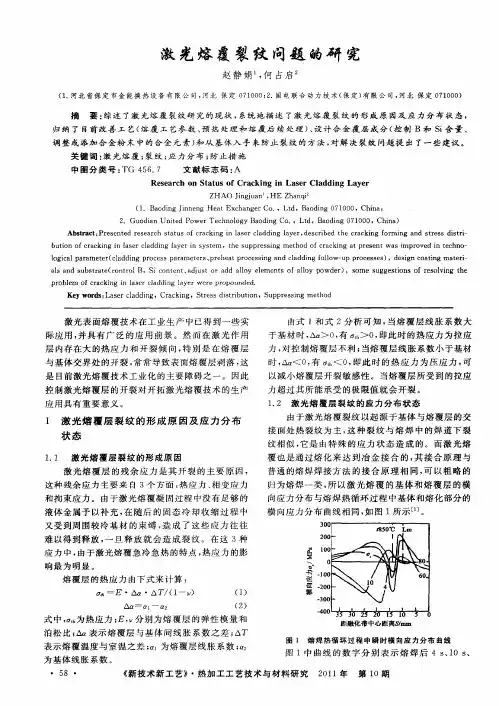
李晓薇1,张春华1,2,张松1,刘常升21.沈阳工业大学材料科学与工程学院,沈阳110023;2.东北大学材料与冶金学院,沈阳110004提要:激光熔覆技术是一种先进的表面改性技术,具有广泛的应用领域。本文介绍了激光熔覆技术的发展、应用、激光熔覆技术的设备及工艺特点,对激光熔覆层的表面质量、熔覆层存在的问题及熔覆层内裂纹形成的影响因素进行了综合评述,同时展望了激光熔覆技术的发展前景。最后,指出了存在的问题和今后努力的方向。关键词:激光熔覆;熔覆层裂纹;残余应力中图分类号:TN249 文献标识码:A 文章编号:0253-2743(2007)02-0001-02
DevelopmentsoflasercladdingtechnologyLIXiao-wei1,ZHANGChun-hua1,2,ZHANGSong1,LIUChang-sheng21.SchoolofMaterialsScienceandEngineering,ShenyangUniversityofTechnology.Shenyang110023,China;2.CollegeofMaterialsandMetallurgy,NortheasternUniversity,Shenyang,110004,ChinaAbstract:Lasercladdingisanadvancedsusfacemodificationtechnique,whicihasabroadprospectofapplications.Inthispaperitsdevelopmentandappli2cations,itsinstrumentandtechnologicalcharacterareallintroduced.Theinfluencefactorsonsurfacequality,themajorexistingproblemandcrackformationoflasercladdinglayerareanalyzed.Theperspectiveoflasercladdingatpresentandinthefutureisalsoproposed.Furthermore,theneedsforfurtherresearcheffortsisalsobrieflydiscussed.Keywords:lasercladding;cracksofcladdinglayer;residualstress
收稿日期:2006-07-05
基金项目:国家高技术研究发展计划(863计划2002AA305203);中国博士后科学基金(20060400957);辽宁省教育厅科学研究计划2004D011、05L301项目。作者简介:李晓薇(1982-),女,辽宁葫芦岛人,硕士研究生。
激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术,是指以不同的添料方式在被涂覆基体表面放置选择的涂层材料,经激光辐照使之与基体表面一薄层同时熔化,并快速凝固形成稀释率极低,与基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的工艺方法。激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面,不影响基体的性质,降低成本,节约贵重稀有金属材料,因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视〔1-4〕。1 激光熔覆技术的设备及工艺特点目前应用于激光熔覆的激光器主要有输出功率为1~10kW的CO2激光器和500W左右的YAG激光器。对于连续CO2激光熔覆,国内外学者已做了大量研究〔5-8〕。近年来高功率YAG激光器的研制发展迅速,主要用于有色合金表面改性。据文献报道,采用CO2激光进行铝合金激光熔覆,铝合金基体在CO2激光辐照条件下容易变形,甚至塌陷〔9〕。YAG激光器输出波长为1.06μm,较CO2激光波长小1个数量级,因而更适合此类金属的激光熔覆。激光熔覆按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。两种方法效果相似,同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点。国外目前多采用同步送粉法,而国内由于受送粉设备的限制,主要以预置粉末法居多〔10,11〕。2 激光熔覆技术的发展现状激光熔覆技术是—种涉及光、机、电、计算机、材料、物理、化学等多门学科的跨学科高新技术。它由上个世纪60年代提出,并于1976年诞生了第一项论述高能激光熔覆的专利。进入80年代,激光熔覆技术得到了迅速的发展,近年来结合CAD技术兴起的快速原型加工技术,为激光熔覆技术又添了新的活力。目前已成功开展了在不锈钢、模具钢、可锻铸铁、灰铸铁、铜合金、钛合金、铝合金及特殊合金表面钴基、镍基、铁基等自熔合金粉末及陶瓷相的激光熔覆。激光熔覆铁基合金粉末适用于要求局部耐磨而且容易变形的零件。镍基合金粉末适用于要求局部耐磨、耐热腐蚀及抗热疲劳的构件。钴基合金粉末适用于要求耐磨、耐蚀及抗热疲劳的零件。陶瓷涂层在高温下有较高的强度,热稳定性好,化学稳定性高,适用于要求耐磨、耐蚀、耐高温和抗氧化性的零件。在滑动磨损、冲击磨损和磨粒磨损严重的条件下,纯的Ni基、Co基和Fe基合金粉末已经满足不了使用工况的要求,因此在合金表面激光熔覆金属陶瓷复合涂层已经成为国内外学者研究的热点〔12〕,目前已经进行了钢、钛合金及铝合
金表面激光熔覆多种陶瓷或金属陶瓷涂层的研究。如在钢表面激光熔覆NiCrBSi-WC〔13〕涂层、MoSi2/TiC/Ni涂层〔14〕、CaHPO4.2H2O/CaCO3涂层〔15〕、Ni-Cr3C2和Ni-WC涂层
〔16〕
及Al2O3-TiO2涂层〔17〕等等;在钛合金表面激光熔覆Ni-Ti
-Si、NiCrBSi-TiC、Al2O3-SiC、TiN、Ti-Cr3C2涂层〔18〕、B4C-NiCrBSi涂层〔19〕:在铝合金表面激光熔覆Mo-WC涂层〔20〕,Mo-TiC涂层〔21〕、MoSi2-SiC涂层〔22〕,Si-TiC涂层〔23〕等等。
3 激光熔覆存在的问题
评价激光熔覆层质量的优劣,主要从两个方面来考虑。一是宏观上,考察熔覆道形状、表面不平度、裂纹、气孔及稀释率等;二是微观上,考察是否形成良好的组织,能否提供所要求的性能。此外,还应测定表面熔覆层化学元素的种类和分布,注意分析过渡层的情况是否为冶金结合,必要时要进行质量寿命检测。目前研究工作的重点是熔覆设备的研制与开发、熔池动力学、合金成分的设计、裂纹的形成、扩展和控制方法、以及熔覆层与基体之间的结合力等。稀释率是表征熔覆层品质的重要参数之一,是指在激光熔覆过程中由于熔化的基体材料的混入而引起的熔覆合金成分变化的程度。基体材料对熔覆层的稀释是不可避免的,
要使界面处为冶金结合就必须使基材表面熔化;但为了保持基体材料及熔覆层各自的性能又要尽量避免基材稀释的影响。控制稀释率在适当的范围,一般认为在8%以下为宜。张庆茂等〔24〕的研究表明,对于宽带送粉激光熔覆,在激光处
1
李晓微等:激光熔覆技术的研究进展 《激光杂志》2007年第28卷第2期 LASERJOURNAL(Vol.28.No.2.2007
)理参数保持不变的条件下,稀释率随扫描速度的增加而减小,随送粉速度的增大而变小。激光熔覆技术在国内尚未完全实现产业化的主要原因是熔覆层质量的不稳定性。激光熔覆过程中,加热和冷却的速度极快,最高速度可达1012℃/s。由于熔覆层和基体材料的温度梯度和热膨胀系数的差异,可能在熔覆层中产生多种缺陷,主要包括气孔、裂纹、变形和表面不平度〔25〕。裂纹是激光熔覆技术中最棘手的问题。裂纹产生的主要原因是熔覆层中存在的残余应力,包括热应力、组织应力和约束应力。由于激光束的快速加热,使得熔覆层完全熔化而基体微熔,熔覆层和基体材料间产生很大的温度梯度,在随后的快速凝固过程中,形成的温度梯度和热膨胀系数的差异造成熔覆层与基体体积收缩不一致,而且一般而言,熔覆层的收缩率大于基体材料,熔覆层受到周围环境(处于冷态的基体)的约束,因此在熔覆层中形成拉应力。当局部拉应力超过材料的强度极限时,就会产生裂纹。实际上固态金属在冷却的过程中还受到由于基体材料中马氏体相变而引起的组织应力的影响。但是由于在快速凝固过程中,各处的体积收缩极大的不同时性,因此热应力的影响占主导地位。此外,裂纹的产生也受到熔覆过程中工艺参数、熔覆层和基体材料、熔覆层厚度以及处理工艺等多种因素的影响。激光加热冷却速度极快,熔池存在的时间极短,使得熔覆层中存在的氧化物,硫化物和其它杂质来不及释放出来,很容易形成裂纹源;熔覆层在瞬间凝固结晶,晶界位错、空位增多,原子排列极不规则,凝固组织的缺陷增多,同时热脆性增大,塑韧性下降,开裂敏感性增大,熔覆层越厚,上述情况就越明显;自熔性合金元素B和Si能够生成硬质相,其含量越大,形成裂纹的倾向越严重;此外,B在Fe及Ni中的溶解度均为零,因此析出物聚集于晶界易引起裂纹。钟敏霖等〔27〕对NiCrBSi合金在送粉激光熔覆条件下裂纹形成的因素进行了研究,赵海鸥〔28〕等人的研究表明,激光熔覆的多道搭接和重叠多次熔覆均会增大熔覆层的裂纹敏感性,激光熔覆前试样进行预热和单道熔覆后的回火去应力均会显著降低裂纹敏感性;董世运等〔29〕发现在熔覆层与基体界面交界处存在宏观裂纹,在熔覆层顶层存在微裂纹,且界面处和熔覆层顶部产生了最严重的应力集中。
4 结语
目前激光熔覆技术已经取得一定的成果,正处于逐步走向工业化应用的起步阶段。今后的发展前景主要有以下几个方面:(1)激光熔覆的基础理论研究。(2)熔覆材料的设计与开发。(3)激光熔覆设备的改进与研制。(4)理论模型的建立。(5)激光熔覆的快速成型技术。(6)熔覆过程控制的自动化。
参考文献〔1〕 周笑薇,王小珍.激光加工技术-激光熔覆〔J〕.现代物理知识,
2005,17(4):45-48.〔2〕 丁健君,郑恢俊.AA6061铝基材上激光熔覆Cu/Cr合金层的研究〔J〕.激光杂志,2001,22(2):57-59.
〔3〕 张春华,张松,文效忠等.6061Al合金表面激光熔覆Ni基合金的组织及性能〔J〕.稀有金属材料与工程,2005,34(5):701-704.
〔4〕 G.Y.Liang,J.Y.Su.Themicrostructureandtribologicalcharacter2isticsoflaser-cladNi-Cr-Alcoatingsonaluminiumalloy〔J〕.Ma2terialsScienceandEngineering,2000,A290:207-212.〔5〕 孙荣禄,杨德庄,董尚利等.基体材料对NiCrBSi激光熔覆层组织及硬度的影响〔J〕.激光杂志,2001,22(1):38-40.