热轧卷酸洗简介讲解
- 格式:ppt
- 大小:423.00 KB
- 文档页数:35

热轧退火酸洗工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!1. 热轧将钢坯加热至高温,使其变得易于加工。
通过轧机将钢坯轧制成所需的厚度和形状。
酸洗、冷轧车间酸洗冷轧介绍冷轧钢板的原料是热轧钢带,经过热轧的钢带表面会有一层硬而脆的氧化铁皮,这一层二次氧化铁皮是在高温轧制是生成的。
按照一定的浓度,温度,速度,用化学的方法除去氧化铁皮,这种方法称为酸洗。
带钢在冷轧之前,必须清除其表面氧化铁皮,除掉有缺陷的带钢。
酸洗过程就是去掉带钢表面氧化铁皮的过程。
提高盐酸酸洗温度和浓度能增加带钢的酸洗速度。
对盐酸来说,提高浓度对酸洗速度的影响更大。
我公司酸洗生产线使用盐酸作为酸洗介质。
带钢表面氧化铁皮中各种铁的氧化物溶解于酸溶液内,生成可溶解于酸液的正铁及亚铁氯化物,从而把氧化铁皮从带钢表面除去。
其反应为:Fe203+6HCl=2FeCl3+3H2OFe304+8HCl= FeCl2+2 FeCl3+4 H2OFe0+2 HCl=FeCl2+ H2O我公司采用的是30 万吨浅槽紊流推拉式酸洗工艺,作业钢板宽度700mm——1280mm,最大机组速度120m/min,穿带速度:10~60m/min,点动速度:0~20m/min。
酸洗的工艺流程为:开卷→九辊矫直机→切头剪→切角剪→酸洗→水洗→热风吹扫→活套→圆盘剪→三辊张力机→涂油辊→收卷。
机组主要特点:1.浅槽紊流:酸洗时,带钢在薄酸液中进行,酸液高度约为15cm,运行方向和酸液流动方向相反。
酸液由酸槽两侧及底部喷嘴喷出,在带钢上下表面形成涡流,加快酸液循环。
2、酸洗分四段,每段有单独的外部加热系统和酸循环系统,通过调整每个酸洗段的温度获得最佳的酸洗效果。
3、各酸槽之间分别设有挤干辊,从而确保各酸槽浓度独立。
4、带钢在酸槽中为大张力平直运行,运行平稳,简化了酸槽控制机构。
5、酸槽内酸浓度、温度自动检测,通过计算机自动控制,从而使酸洗效果更好,时间更省,作业线更短,极大地降低了设备的投资和生产成本,但其设备的维修必须相应增强。
6、采用四级逆流窜级漂洗系统,仅需少量漂洗水,通过最后漂洗段中电导率的准确控制保证带钢表面清洗质量。
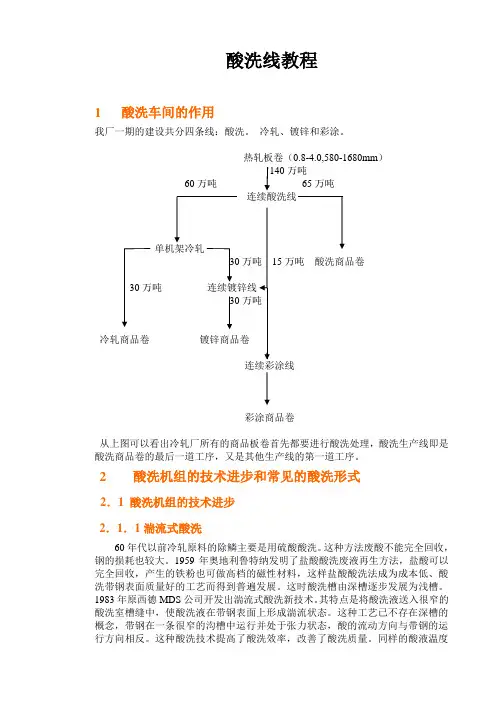
酸洗线教程1 酸洗车间的作用我厂一期的建设共分四条线:酸洗。
冷轧、镀锌和彩涂。
热轧板卷(0.8-4.0,580-1680mm)140万吨60万吨65万吨15万吨酸洗商品卷30冷轧商品卷镀锌商品卷彩涂商品卷从上图可以看出冷轧厂所有的商品板卷首先都要进行酸洗处理,酸洗生产线即是酸洗商品卷的最后一道工序,又是其他生产线的第一道工序。
2 酸洗机组的技术进步和常见的酸洗形式2.1 酸洗机组的技术进步2.1.1湍流式酸洗60年代以前冷轧原料的除鳞主要是用硫酸酸洗。
这种方法废酸不能完全回收,钢的损耗也较大。
1959年奥地利鲁特纳发明了盐酸酸洗废液再生方法,盐酸可以完全回收,产生的铁粉也可做高档的磁性材料,这样盐酸酸洗法成为成本低、酸洗带钢表面质量好的工艺而得到普遍发展。
这时酸洗槽由深槽逐步发展为浅槽。
1983年原西德MDS公司开发出湍流式酸洗新技术。
其特点是将酸洗液送入很窄的酸洗室槽缝中,使酸洗液在带钢表面上形成湍流状态。
这种工艺已不存在深槽的概念,带钢在一条很窄的沟槽中运行并处于张力状态,酸的流动方向与带钢的运行方向相反。
这种酸洗技术提高了酸洗效率,改善了酸洗质量。
同样的酸液温度及带钢条件,湍流式机组的功能与传统的深槽、浅槽机组3种传统酸洗方式的比较见表1-14。
自从80年代推出湍流酸洗以来,浅槽湍流酸洗机组因其造价低、酸洗事故处理时间短而很快发展起来。
原西德波鸿、澳大利亚BHP、日本住友金属、日本和歌山、日本神钢加古川冷轧厂、比利时西格马公司等于1986-1990年先后建成并投产了湍流酸洗机组。
这种机组的年产量从60万t发展到最大达250万t。
2.1.2机械除鳞法工序的边疆化导致复合除鳞技术的发展。
在传统的化学酸洗的基础上增加了机械方式除鳞。
机械除鳞法有:反复弯曲法、轧制法、喷丸法、NID法及APO法等。
NID法(用高压水喷铁砂浆的除鳞法)是1973年日本石川岛播磨公司开发的,其原理是将铁砂送入高压水流,通过扁缝式喷嘴,形成铁砂流布满钢带的横向表面。
