J016 油管道安装作业指导书
- 格式:doc
- 大小:99.00 KB
- 文档页数:12
0
王跃武
盛 凯
李 伟
A
于大江 于新忠
版 次 日 期 审 核 修 改 原 因 批 准
山东南山集团东海开发区热电厂工程
文件编号 3 5 X J 0 1 6 S E P C C Q S S
文件类型: 作业指导书
文件名称:
油管道安装
编写:王德伟
山东电力建设第一工程公司南山工地汽机施工处 1 1.工程概况
南山东海热电有限公司新建2×135MW汽轮发电机组。本机组由东北电力设计院设计,汽轮机由哈尔滨汽轮机厂设计生产,发电机由东方电机股份有限公司设计生产。汽轮发电机本体润滑油管道、顶轴油管道、液压控制油管道为哈尔滨汽轮机厂供货,其它系统油管道为原材料供货。
本作业指导书是针对#1机油系统管道清理、安装而编制,目的是为了指导安装工作在合同期内顺利完成,并且使安装质量达到合同要求。
1.1 工程名称、施工地点和施工范围
南山东海热电工程#1机油管道安装。
1.1.2 施工地点
#1汽机房0m、4.5m、9m层。
1.1.3 施工范围
主要包括#1机汽轮发电机润滑油、顶轴油、油净化、液压控制油系统管道安装。
1.2 工程特点
汽机油系统管道安装要求清洁度高,管道焊接采用氩弧焊打底,所有不锈钢管道及DN50以下油管应采用全氩焊接。汽轮发电机本体润滑油管道为套装形式。
2. 编制依据
2.1 山东南山集团东海热电厂一期工程(2×150MW)安装工程《施工组织总设计》;
2.2 山东南山集团东海热电厂一期工程(2×150MW)安装工程《汽机专业施工组织设计》;
2.3 《电力建设施工及验收技术规范(汽轮机机组篇)》DL 5011-92第四章;
2.4 《火电施工质量检验及评定标准(汽机篇)》(1998年版)第五章;
2.5 《电力建设安全工作规程(火力发电厂部分)》DL 5009.1-92第二、六、八章;
2.6 《电力建设安全施工管理规定》(1995年版);
2.7 东北电力设计院所供有关图纸及资料;
2.8哈尔滨汽轮机厂所供有关图纸。 2 3. 施工准备
3.1 技术准备工作
3.1.1 用于油管道安装的有关图纸及技术资料已到并经图纸会审;
3.1.2 编制作业指导书和安全施工措施并经审批出版;
3.1.3 施工前对所有施工人员进行安全、技术交底,施工人员应熟悉施工程序、了解施工要求;
3.2 设备到货要求
3.2.1施工前材料应全部交付现场,技术员会同有关人员根据到货清单进行清点,核对其规格、型号及数量并符合图纸设计要求;
3.2.2套装油管道为成品供货,其他管道为原材料供货。安装前应仔细对管道进行检查,并确保无重皮、裂纹等缺陷,成品供货管道内部应清洁无焊渣、焊瘤、灰尘及其它杂物,并经钝化处理。
3.2.3 所需的消耗性材料现场已备齐。
3.3 现场条件
3.3.1 施工区域周围的凌空面已架设临时护栏;
3.3.2施工区域周围的孔洞已铺设临时盖板或拉设安全网;
3.3.3施工区域附近基础及管道支吊架生根钢结构已安装并固定,基础上的预埋件位置正确;
3.3.4保持现场清洁,防止杂物进入油管是油管施工的基本要求,因此施工现场要及时清理,附近不得有砼施工交叉;
3.3.5管道连接设备已就位、固定。
4. 主要施工机械、工器具及消耗性材料
4.1 所需大型机械
施工用主要大型机械为汽机房100/20吨行车,设备的倒运采用相应吨位的运输车辆配合。
4.2 所需用的工器具及消耗性材料
3 序号 名 称 规 格 数 量 备 注
1 钢卷尺 20m 1把
2 钢卷尺 5m 2把
3 钢卷尺 2m 2把
4 水平尺 300mm 2只
5 链条葫芦 5t 2只
6 链条葫芦 2t 2只
7 链条葫芦 1t 4只
8 梅花扳手 1套
9 活扳手 8” 2把
10 活扳手 12” 4把
11 活扳手 18” 2把
12 榔头 2 lb 2把
13 磨光机 100mm 1台
14 防护眼镜 2副
15 塞尺 150mm 2把
16 铲刀 4把
17 油盘 3只
18 工具包 3个
19 绸布 20米
液压控制油、顶轴油管道内部清理 20 丙酮 5公斤
21 铁丝 2公斤
22 煤油 20公斤
其它油管道清理
23 的确良布 30米
5. 劳动力组织
5.1技术人员: 1人
5.2安装工: 8人
5.3起重工: 4人 4 5.4架工: 4人
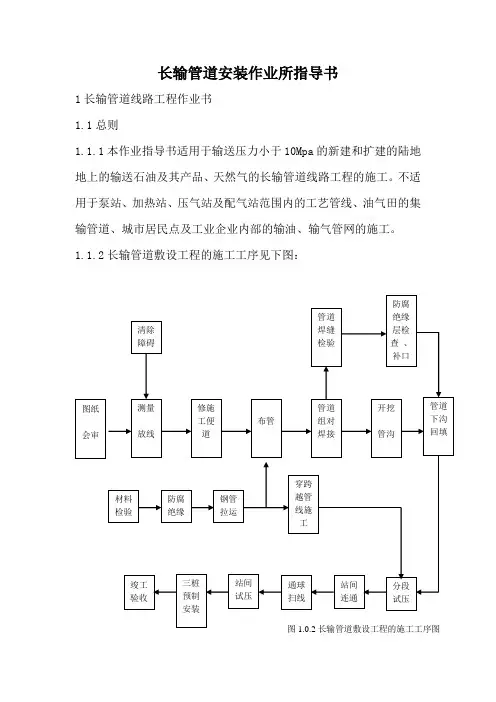
6. 施工工序和施工方法
1. 施工工序和工艺:
汽机油系统管道安装主要包括润滑油普通管道安装、套装油管安装及汽机液压控制油管道安装。普通油管道材料供货一般为原材料状态,碳钢管道现场需进行酸洗处理(包括部分管件);套装油管为预制状态供货,现场不需进行酸洗;汽机液压控制油管、顶轴油管为不锈钢管,为原材料状态供货,不需进行酸洗。油系统管道安装施工工序和工艺如下:
4.1油管酸洗:
4.1.1酸洗前的准备工作:
4.1.1.1酸罐及吊笼的准备(制作):
酸罐及吊笼的形式见附图一;
酸罐规格:φ720×10×8000mm3,吊笼规格:φ630×8×7000mm3;
要求在酸罐底部以上250mm处烧一槽钢框架,并在酸罐及吊笼顶部圆周位置分别对称烧好两个吊耳,以便于吊装;
吊笼1/5高度以下四周用火焊割取φ30mm的眼子或长条孔数个;
酸罐内壁及吊笼内外壁分别涂刷一层环氧树脂;
接好压缩空气、蒸汽及排污管。
4.1.1.2管材、管件的领用检查:
根施工图纸列出需要酸洗的管材及管件,不得遗漏;
领用管材管件时应查明其规格、钢号,必须与设计规定相符;
管材管件领出后,应做外观检查,有重皮、裂纹等缺陷的管材及管件不得使用;
4.1.1.3磷酸用量的计算:
酸罐容积:V罐=πr2h1+πr2h2/2=π0.362×8+π0.362×0.25/2=3.306m3
吊笼及笼内管材排液体积为V排=V吊+V管=0.097+0.195=0.292 m3
(注:V管为每笼酸洗管的体积,按每笼φ57×3.5管40根计算)
每罐酸液体积:V总= V罐-V排=3.306-0.292=3.014 m3
酸洗时酸液浓度为15%,磷酸浓度为85%,计算每罐酸液所需水量及磷酸 5 用量:
V酸+V水=V总=3.014 m3
V酸×85%= V总×15%=3.2×15%
计算得:V水=2.635 m3 , V酸=0.532 m3=532升
4.1.2酸洗程序:
4.1.2.1磷酸酸洗液配制:
根据上面的计算,每罐酸洗液中磷酸(85%)与水的体积比及高度比为:
h水/h酸=2.482/0.532=4.7/1
h水=2.482/π0.362=6.1m h酸=0.532/π0.362=1.3m
h水、h酸为罐内加水、加酸高度;
根据罐内加水、加酸高度及高度比,配置酸洗液,可用卷尺测量液面到罐顶高度来计算控制。配制时应先加水,再加酸,然后用压缩空气搅拌。
4.1.2.2将吊笼倾斜与水平面成15°角放置牢固,把清理后的管子逐根放入吊笼中,装满后慢慢竖起放入罐中。
4.1.2.3酸洗时间控制在6-12小时,中间每隔半小时通压缩空气搅拌一次,同时通蒸汽,以利于反应沉淀,增强酸洗效果。
4.1.2.4 6-12小时后,吊出其中一根管子,检查酸洗效果,如果管内壁表面均匀覆盖一层银灰色磷化膜则认为合格。
4.1.2.5管子酸洗合格后,将吊笼连同管子吊出,仍倾斜与水平面成15度角,放置牢固,再将油管逐根吊出。
4.1.2.6酸洗合格的油管应垫起离地面100mm以上放置,然后用干净的压缩空气吹干,并用干净的塑料布严密封口后待用。
4.1.3酸洗注意事项:
管子在酸洗前内外壁先喷沙处理;
酸洗浓度应控制在15%左右,浓度太低易产生白色乳状沉淀物,太高则磷化膜厚度增加,管壁呈现墨黑色;
若酸洗后的管壁上存在白色沉淀物,应需重新酸洗(白色沉淀物会影响油质);
配酸应严格按本程序进行,不得在管子已放入酸洗罐后再直接将未经稀释的 6 酸液倒入;
每酸洗一吊笼油管后要排污,否则易产生乳状物影响酸洗质量。
4.2润滑油普通管道安装:
4.2.1管道安装前应具备以下条件:
与管道有关的土建工程经检查合格,满足安装要求;
与管道连接的设备找正合格,固定完毕;
必须在管道安装前完成酸洗工作;
管子、管件、管道附件及阀门等已经检验合格,按设计要求核对无误,内部已清理干净,无杂物;
4.2.2管道安装:
普通油管道的安装亦遵循一般中低压管道安装的基本步骤,根据图纸下料,磨口、对口,地面组装后架空,根据图纸就位接口,复查坐标、尺寸,安装支吊架。
油管的法兰采用对焊短管法兰,安装前将法兰面用车床车平,短管车出坡口,对于设备接口法兰等应涂红丹粉研磨;
大口径管(DN50以上)的弯头应用热压弯头,DN50以下的弯头采用冷弯管;DN25以下(含DN25)的三通采用机制三通,DN50(含DN50)以上的三通无设计或特殊规定可现场配制,但必须认真清理焊渣、焊瘤、药皮等杂物;
阀门安装要有明确的开关方向标志,应采用明杆阀门,不得采用丝扣阀;阀门杆应平放或向下防止运行中阀蝶脱落切断油路;事故排油阀应设两个闸阀串联;
所有支吊架的安装均应符合设计要求且牢固可靠,滑动及导向支吊架的活动面应清洁并活动自如;对未出布置图的支吊架,要求以不妨碍其它管道及设备并布置合理牢固为宜。
对于顶轴油等不锈钢油管部分安装,其安装方法同普通碳钢油管道安装,其不同之处在于:
不锈钢油管安装前不需酸洗;
下料不得用火焊,须采用无齿锯或磨光机;
焊接需全氩焊接。