电化学加工
- 格式:doc
- 大小:182.00 KB
- 文档页数:3

电解加工原理
电解加工是一种利用电化学原理进行加工的方法,其原理是通过在电解液中将阳极和阴极连接到直流电源上,使阳极上的金属工件溶解并在阴极上重新析出。
这种方法可以在微观上改变金属工件的形状和尺寸,实现高精度的加工。
在电解加工中,阳极上的金属工件被称为阳极工件,阴极上的材料通常是不溶于电解液的材料,如铜或铝。
当电流通过电解液流动时,金属阳极上的金属离子会从阳极脱离,并在阴极上重新析出,从而形成新的金属工件。
这种溶解和析出的过程被称为金属离子的电化和电解。
电解加工的原理是利用阳极工件上的金属溶解,使阳极工件上的材料脱离,同时阴极上的材料通过电化反应在阳极工件上析出。
这个过程实际上是一个放电过程,在阳极工件和阴极之间的电解液中,电解质通过电解反应形成的正负离子迁移,从而在阳极工件上形成孔洞并在阴极上重新填充材料。
电解加工的优点是可以实现高精度的加工,无论是形状复杂还是尺寸小的工件都可以通过该方法进行加工。
同时,电解加工还可以实现无接触加工,避免了传统机械加工中可能引起的磨损和变形。
此外,电解加工还可以加工高硬度的材料,如硬质合金等。
然而,电解加工也存在一些限制。
首先,电解加工只适用于导电的材料,对于非导电材料无法进行加工。
其次,电解加工过程中会产生大量的废液,对环境造成污染。
此外,电解加工还
需要较高的电流密度和电流稳定性,加工效率较低。
总之,电解加工通过利用电化学原理在电解液中对金属工件进行溶解和析出,实现高精度的加工。
尽管存在一些限制,但电解加工仍然在一些特殊领域中得到广泛应用。
电解加工的原理及应用范围1. 电解加工的原理电解加工是一种利用电化学原理进行金属加工的方法。
它基于电解液中的离子导电性和金属表面的化学反应来实现加工过程。
电解加工利用电流通过工作电极和工件之间的电解液,通过电极的阳极氧化或阴极解除来去除金属材料。
该过程在金属零件表面形成微小的坑洞或凹陷,从而实现加工效果。
电解加工的原理基于两个关键因素:电解液和电流。
1.1 电解液电解液是电解加工过程中一个重要的组成部分。
它通常由溶剂和电解质组成。
溶剂是一种导电的液体,如水或有机溶剂。
电解质是在溶剂中溶解的化学物质,如盐或酸。
电解质通过提供离子来使电流在电解液中传导。
1.2 电流电流是电解加工的推动力。
通过施加电压,电解液中的离子会导致金属表面的氧化或还原反应。
阳极氧化是一种将阳极材料转化为氧化物的反应,而阴极解除是一种将阴极表面的氧化物还原为金属的反应。
2. 电解加工的应用范围电解加工具有广泛的应用范围,特别是在微细加工和特殊材料加工方面。
以下列举了电解加工的主要应用领域:2.1 微加工电解加工在微加工领域有着广泛的应用。
由于其高精度和低表面粗糙度的特点,电解加工被广泛用于制造微细结构和微型零件。
微细加工领域的应用包括:•微机械系统(MEMS)制造•显微加工•微切削加工•精密钻孔2.2 金属腐蚀电解加工可以用于金属腐蚀过程中的精确控制。
通过调整电解液的成分和电流密度,可以实现对金属表面的特定区域进行腐蚀。
金属腐蚀的应用包括:•金属模具制造•电路板制造•金属艺术品制作2.3 超合金加工电解加工在超合金加工中发挥着重要作用。
超合金通常是高强度和高温材料,难以通过传统的切削或加热加工方法进行加工。
电解加工提供了一种有效的方式来加工超合金,同时提供良好的表面质量。
超合金加工的应用领域包括:•航空航天工业•汽车制造业•能源领域2.4 生物医学应用电解加工在生物医学领域也有一定的应用。
它用于制作生物医学器械和植入物,如人工关节、心脏支架和人工骨骼。
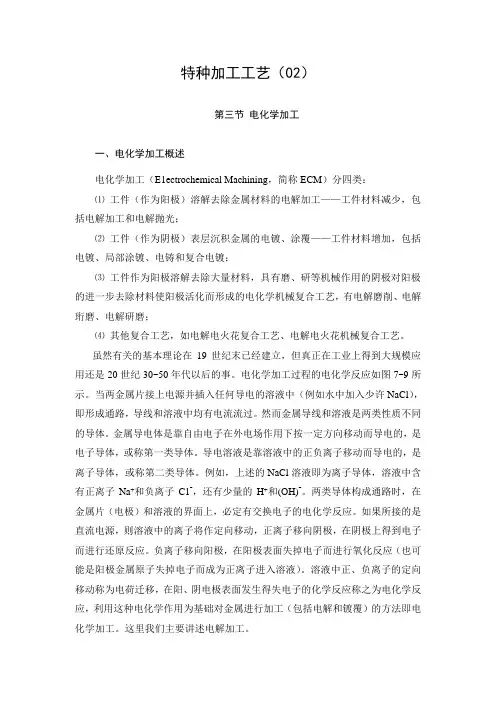
特种加工工艺(02)第三节电化学加工一、电化学加工概述电化学加工(E1ectrochemical Machining,简称ECM)分四类:⑴工件(作为阳极)溶解去除金属材料的电解加工——工件材料减少,包括电解加工和电解抛光;⑵工件(作为阴极)表层沉积金属的电镀、涂覆——工件材料增加,包括电镀、局部涂镀、电铸和复合电镀;⑶工件作为阳极溶解去除大量材料,具有磨、研等机械作用的阴极对阳极的进一步去除材料使阳极活化而形成的电化学机械复合工艺,有电解磨削、电解珩磨、电解研磨;⑷其他复合工艺,如电解电火花复合工艺、电解电火花机械复合工艺。
虽然有关的基本理论在19世纪末已经建立,但真正在工业上得到大规模应用还是20世纪30~50年代以后的事。
电化学加工过程的电化学反应如图7-9所示。
当两金属片接上电源并插入任何导电的溶液中(例如水中加入少许NaCl),即形成通路,导线和溶液中均有电流流过。
然而金属导线和溶液是两类性质不同的导体。
金属导电体是靠自由电子在外电场作用下按一定方向移动而导电的,是电子导体,或称第一类导体。
导电溶液是靠溶液中的正负离子移动而导电的,是离子导体,或称第二类导体。
例如,上述的NaCl溶液即为离子导体,溶液中含有正离子Na+和负离子C1-,还有少量的H+和(OH)-。
两类导体构成通路时,在金属片(电极)和溶液的界面上,必定有交换电子的电化学反应。
如果所接的是直流电源,则溶液中的离子将作定向移动,正离子移向阴极,在阴极上得到电子而进行还原反应。
负离子移向阳极,在阳极表面失掉电子而进行氧化反应(也可能是阳极金属原子失掉电子而成为正离子进入溶液)。
溶液中正、负离子的定向移动称为电荷迁移,在阳、阴电极表面发生得失电子的化学反应称之为电化学反应,利用这种电化学作用为基础对金属进行加工(包括电解和镀覆)的方法即电化学加工。
这里我们主要讲述电解加工。
(沿用吴拓主编《机械制造工程》(第2版)机械工业出版社2005年9月图5-49)图7-9 电解加工中的电化学反应二、阳极溶解——电解加工1.电解加工原理及其特点图7-10为电解加工实施原理图。
一种发生电化学阳极溶解的加工方法随着工业技术的不断发展,电化学加工作为一种高效、精密的加工方法逐渐受到人们的关注。
本文将介绍一种发生电化学阳极溶解的加工方法,探讨其原理及应用。
一、方法原理1. 电化学阳极溶解加工原理电化学阳极溶解是一种利用阳极溶解的原理进行加工的方法。
通过在工件和阳极之间加上一定的电压,使阳极上的材料溶解,从而实现对工件的加工。
其基本原理包括阳极溶解、电解液和电极反应等。
2. 工艺流程该方法的工艺流程主要包括工件准备、电解液调配、加工参数设置、设备调试和加工操作等环节。
其中,电解液的选择和工艺参数的设置对加工结果具有重要影响。
二、方法应用1. 材料加工电化学阳极溶解加工方法可广泛应用于金属、合金等材料的精密加工,包括微细结构的加工、细孔加工等。
其加工精度高、表面光洁度好,适用于要求高精度、高表面质量的零部件加工。
2. 模具制造在模具制造行业,电化学阳极溶解加工方法可用于制造复杂结构的模具,如芯棒、冷却水道等。
相较于传统的机械加工方法,电化学阳极溶解加工能够降低加工难度和成本,并能够实现对模具表面的特殊加工。
三、方法特点1. 高精度加工电化学阳极溶解加工方法具有高加工精度的特点,能够实现微米级的加工精度,适用于对加工精度要求较高的零部件加工。
2. 表面质量好该方法加工出的工件表面质量好,无需进行二次表面处理,能够满足一些特殊要求的工件加工需求。
3. 适用范围广电化学阳极溶解加工方法适用于不同种类的材料加工,包括金属、合金等材料,能够满足不同行业的加工需求。
四、方法优势1. 高效节能相较于传统的机械加工方法,电化学阳极溶解加工方法能够提高加工效率,节约能源消耗,降低加工成本。
2. 绿色环保该方法无需采用加工润滑剂、冷却液等化学药剂,减少对环境的污染,符合现代工业绿色环保的发展趋势。
3. 降低成本电化学阳极溶解加工方法能够降低模具制造和零部件加工的成本,提高产品的竞争力。
五、方法发展趋势1. 自动化程度提高随着自动化技术的不断发展,电化学阳极溶解加工设备将更加智能化、自动化,提高加工效率和稳定性。
特种加工(电化学加工)1.电化学加工包括从工件上去除金属的电解加工和向工件上沉积金属的(电镀)、(涂覆)加工两大类。
2.电解磨削是电化学加工的()。
①电化学复合加工;②阳极溶解;③化学抛光;④阴极沉积;1. 电解加工型孔过程中,(b )a、要求工具电极作自动伺服进给;b、要求工具电极作均匀等速进给;c、要求工具电极作均加速进给;d、要求工具电极整体作超声振动。
2. 下列选项中不正确的选项是:(a )a、电解加工中,加工速度与加工间隙成正比;b、电解加工中,加工速度与电流效率成正比;c、电解加工中,加工速度与工件材料的电化学当量成正比;d、电解加工中,加工速度与电解液的电导率成正比3. 电化学反应时,金属的电极电位越正,越易失去电子变成正离子溶解到溶液中去。
(×)4.电解加工时由于电流的通过,电极的平衡状态被打破,使得阳极电位向正方向增大(代数值增大)。
(√)4.电解磨削时主要靠砂轮的磨削作用来去除金属,电化学作用是为了加速磨削过程。
(×)。
5.阳极钝化现象的存在,会使电解加工中阳极溶解速度下降甚至停顿,所以它是有害的现象,在生产中应尽量避免它。
(×)6.电化学反应时,金属的电极电位越负,越易失去电子变成正离子溶解到溶液中去。
(√)7.电解加工是利用金属在电解液中阴极溶解作用去除材料的,电镀是利用阳极沉积作用进行镀覆加工的。
(×)8.氯化钠电解液在使用中,氯化钠成分不会损耗,不必经常添加补充。
(√)9.法拉第电解定律认为电解加工时电极上溶解或析出物质的量与通过的电量成正比,它也适用于电镀。
(√)10.极化(概念)11.复合加工把两种特种加工方法复合在一起,或者把一种或两种特种加工方法和常规机械加工方法复合在一起,使之相辅相成、相得益彰的加工工艺,例如电解电火花加工、电解电火花磨削等。
12.平衡间隙(电解加工中)当电解加工一定时间后,工件的溶解速度和阴极的进给速度相等,加工过程达到动态平衡,此时的加工间隙为平衡间隙。
电化学加工论文摘要:电化学加工技术广泛用于加工发动机叶片、火炮膛线、汽车锻模、汽轮机整体叶轮、花键及异形孔等零件。
常用的电化学加工有电解加工、电磨削、电化学抛光、电镀、电刻蚀和电解冶炼等。
介绍了电化学加工技术的基本原理、设备组成及加工特点。
对其中的电化学抛光、电镀、电刻蚀、电解磨削技术的加工方法作了详细的阐述。
与机械加工相比,电化学加工能加工出复杂的型面、腔孔,加工高硬度、高韧性、高强度材料,生产率高。
将电化学加工技术与传统加工方法进行有机的结合,可以进一步提高了零件质量、改善零件使用性能和延长使用寿命,提高我国机械制造业在国际上的竞争力。
关键词:电化学加工;电化学抛光;电镀;电解磨削一:电化学加工的定义电化学加工(Electrochemical Making),也称电解加工,是利用金属在外电场作用下的高速局部阳极溶解实现电化学反应,对金属材料进行加工的方法。
常用的电化学加工有电解加工、电磨削、电化学抛光、电镀、电刻蚀和电解冶炼。
二:电化学加工的基本原理如果将两铜片插入CuCl2水溶液中(见下图),由于溶液中含有OH-和Cl-负离子及H+和Cu2+正离子,当两铜片分别连接直流电源的正、负极时,即形成导电通路,有电流流过溶液和导线。
在外电场的作用下,金属导体及溶液中的自由电子定向运动,铜片电极和溶液的界面上将发生得失电子的电化学反应。
其中,溶液中的Cu2+离子向阴极移动,在阴极表面得到电子而发生还原反应,沉积出铜。
在阳极表面,Cu原子失去电子而发生氧化反应,成为Cu2+正离子进入溶液。
在阴、阳极表面发生得失电子的化学反应即称为电化学反应,利用这种电化学反应作用加工金属的方法就是电化学加工。
其中,阳极上为电化学溶解,阴极上为电化学沉积。
三、电源的选择:电源规格分为3档:小型电源,电流为50~500安,用于加工小孔、去除毛刺、抛光和用于中小型的阴极进行电解车削;中型电源,电流为1000~5000安,用于加工中等面积(50~150厘米2)的型孔和型腔;大型电源,电流为10000~40000安,用于加工大型零件,加工面积可达200~1000厘米2或更大一些。
第四章电化学加工1.从原理和机理上来分析,电化学加工有无可能发展成为“纳米级加工”或“原子级加工”技术?原则上要采用哪些措施才能实现?答:由于电化学加工从机理上看,是通过电极表面逐层地原子或分子的电子交换,使之在电解液中“阳极溶解”而被去除来实现加工的,可以控制微量、极薄层“切削”去除。
因此,电化学加工有可能发展成为纳米级加工或原子级的精密、微细加工。
但是真的要实现它,从技术上讲还有相当难度。
主要是由于电化学加工的实质是实现选择性阳极溶解或选择性阴极沉积,只要能把这种溶解或沉积的大小、方向控制到原子级上就可以了。
但是由于它们的影响因素太多,如温度、成分、浓度、材料性能、电流、电压等,故综合控制起来还很不容易。
2.为什么说电化学加工过程中的阳极溶解是氧化过程,而阴极沉积是还原过程?答:从电化学过程来说,凡是反应过程中原子失去电子成为正离子(溶入溶液)的,称为氧化,反之,溶液中的正离子得到电子成为中性原子(沉积在阴极上)的称为还原,即由正离子状态还原成为原来的中性原子状态。
例如在精炼电解铜的时候,在电源正极上纯度不高的铜板上的铜原子在电场的作用下,失去两个电子成为Cu2+正离子氧化而溶解入CuCl2 溶液,而溶液中的Cu2+正离子在阴极上,得到两个电子还原成为原子而沉积在阴极上。
3.原电池、微电池、干电池、蓄电池中的正极和负极,与电解加工中的阳极和阴极有何区别?两者的电流(或电子流)方向有何区别?答:原电池、微电池、干电池和蓄电池中的正极,一般都是较不活泼的金属或导电体,而其负极,则为较活泼的金属。
例如干电池,正极为不活泼的石墨(碳)棒,负极为活泼金属锌,蓄电池的正极是不活泼的铅。
金属与导电液体形成的微电池中的正极往往是不活泼的碳原子或杂质。
两种活泼程度不同的金属(导电体)在导电溶液中发生电化学反应能产生电位差,电位较正的称为“正极”,流出电流(流入电子流),电位较低的流入电流(流出电子流)。
电解加工时人为地外部加以电源,接电源正极称阳极,接电源负极的称阴极,阳极表面流出电流(流入电子流),阴极表面流入电流(流出电子流),两者的方向仍一致,见图4-1。
揭发机械运作原理的电火花加工与电化学加工技术电火花加工和电化学加工是常用的非传统加工技术,它们都是通过电能的作用实现金属材料的加工。
这两种加工技术虽然在操作上有一些相似之处,但是它们的运作原理却是不同的。
首先,我们来了解一下电火花加工技术。
电火花加工是一种将电能转化为热能和化学能,再通过电弧放电的方式进行加工的技术。
它利用电极产生的高温高压电弧,通过放电间隙中电火花的冲击作用,使工件表面的金属材料融化和挥发,从而实现对工件进行切割、钻孔等加工操作。
在电火花加工中,电极材料和工件材料之间没有直接的接触,因此可以避免刀具磨损和材料的变形问题,能够加工硬脆材料且具有极高的精度。
而电化学加工技术则是通过电解液中的电流作用于工件表面,使得材料发生氧化、溶解等反应,从而实现加工操作。
在电化学加工中,工件被作为阳极,而对应的电极则是阴极,通过电解液中传导的电流产生电化学反应。
电流的作用下,阳极表面的材料会发生氧化或者溶解的变化,从而达到加工的效果。
电化学加工技术广泛应用于薄壁构件的制造、微小孔、复杂形状以及高强度材料等领域。
从原理上来说,电火花加工主要依靠电火花的热能和化学能来实现加工,而电化学加工则是通过电解液中的电流来实现加工。
两者的不同之处在于加工过程中的能量转换方式不同,电火花加工主要以热能为主,而电化学加工则主要以电流产生的电化学反应为主。
由于机械运作原理的揭发是本文的目的,我们暂且只从原理上分析这两种加工技术的区别。
总的来说,电火花加工和电化学加工都是利用电能实现工件加工的非传统技术。
电火花加工利用电火花的冲击作用,实现对材料的切割和加工,而电化学加工则是通过电解液中的电流引发电化学反应来实现加工。
两种加工技术都有其独特的应用范围和优点,在不同的加工需求下都能发挥出重要作用。
以上就是关于电火花加工和电化学加工的机械运作原理的揭发,相信通过对这两种非传统加工技术原理的分析,能够对读者对这两种技术有更加深入的了解。
切割加工中的电化学切割技术电化学切割技术是一种先进的切割加工方法,可以在效率高、成本低、环保节能的前提下实现对各种材料的切割加工。
电化学切割技术主要由电解液、电极和加工件组成,通过电化学反应来实现切割加工。
本文将就电化学切割技术的原理、设备参数及应用领域等方面进行详细阐述。
一、电化学切割技术的原理电化学切割技术是以电解液为介质,在电场和电流的作用下,通过电化学反应来实现对材料的切割、蚀刻和雕刻等加工工艺。
在电化学切割过程中,电解液在阳极和阴极之间形成一个电场区域,使得加工件上的金属零件离子化。
随着电极表面和加工件之间离子流动的传递,电解液中的氯离子会与加工件上的金属阳离子结合,形成氯化物,在极端的情况下,这些氯化物里的氯离子会向阳极转移,将金属蚀刻下来,形成微小的开口,不断地扩大着,最后形成一个完整的切割缝。
与其他切割加工方法相比,电化学切割技术具有无热变形、高精度、不产生切屑、切口质量好等优点。
同时,与传统的机械切割和热切割相比,电化学切割技术能够实现对各种材料的高质量加工,如有色金属、钢铁、玻璃、陶瓷等。
二、电化学切割技术的设备参数电化学切割技术的设备由电源系统、电极体系、控制系统和工作台组成。
其中,电源系统是整个切割加工装置的核心,主要由主电源、PWM控制器、高频变压器和电子元件等组成。
在切割过程中,电源需要提供稳定的直流电,供电时应注意电源电压、电流的调整和控制。
电极体系主要包括阳极和阴极,阳极一般采用金属板,通常是铜板。
阴极可以采用多样化的材料,比如常用的是碳材料、钨丝或铜丝等。
在进行电化学切割时,电极应与加工件保持一定的距离,使得电解液中的电流在阳极和阴极之间形成一个电势差,从而使得加工件上的金属发生腐蚀、切割的过程。
控制系统主要用于切割加工过程中的工作条件监控和调节,防止设备温度过高或者电解液流量不稳定等运行不稳的情况。
本系统通过传感器对加工件进行实时监测,控制系统的计算机板常用于监控和记录加工过程的相关参数,如电流、电压、温度、流量等参数。
3.电化学加工分类与应用
3.1电化学加工按其作用原理可分为三大类
第一类是利用电化学反应过程中的阳极溶解来进行加工,主要有电解加工和电化学抛光等。
第二类是利用电化学反应过程中的阴极沉积来进行加工,主要有电镀、电铸等。
第三类是利用电化学加工与其他加工方法相结合的电化学复合加工工艺进行加工,目前主要有电解磨削、电化学阳极机械加工(其中还含有电火花放电作用)。
3.2电化学加工应用
3.2.1 型腔加工
用于尺寸较大、形状复杂的型腔加工,生产率高,表面质量好,但加工精度不太高。
多用于锻模型腔加工,精度控制在±0.1~0.2mm。
也采用端面进给法。
阴极设计制造是关键。
用成型精度高的电解液或混气加工时,阴极设计较易。
为使流场均匀,阴极对应处加开增液孔。
3.2.2 型孔加工
用于形状复杂、尺寸较小的异形通孔和盲孔的零件加工。
型孔的加工一般采用端面进给法,为避免锥度,阴极侧面要绝缘。
3.2.3深孔扩孔加工
深孔扩孔加工按阴极的运动形式,可分为固定式和移动式两种。
固定式即工件和阴极之间无相对运功,其优点是:设备简单,操作方便,加工效率高。
但阴极较工件长,所需电源功率较大,同时电解液在进出口处的温度、电解产物不同,容易引起粗糙度和尺寸精度不均匀现象。
如图3.2.3所示
图3.2.3 固定式阴极深孔扩孔原理图
1-电解液入口 2-绝缘定位套 3-工件 4-工具阴极
5-密封垫 6-电解液出口
移动式即工件和阴极之间可以相对运功,如图3.2.4
图3.2.4 移动式阴极深孔扩孔原理图
3.2.4套料加工
用于等截面的大面积异型孔或异型零件的加工,采用端面进给加工方式。
零件尺寸精度由阴极片内腔口保证,偶尔短路烧伤时,只需更换阴极片。
3.2.5叶片加工
叶片加工适用于叶片型面复杂,精度要求较高,加工批量大的情况,电解加工效果好。
加工方式有单面加工和双面加工。
机床有立式和卧式两种。
多用NaCl电解液混气加工。
电解加工整体叶轮已普遍应用,直接在轮坯上套料加工叶片(等截面),叶轮强度高,质量好,加工周期大大缩短。
如图3.2.5所示
3.2.5电解加工整体叶轮
3.2.6电解倒棱去毛刺
机加工中去毛刺工作量很大,而电解去毛刺效率高,从而节省费用。
加工原理是尖角处电流密度最高。
去毛刺时间与加工电压、加工间隙及电解液参数有关。
如图3.2.6所示
图3.2.6电解倒棱去毛刺原理图
参考文献:
[1]曾繁章,郭钟宁,刘江文.微细电化学加工技术.机电工程技术.2005
[2]李小海,王振龙,赵万生.微细电化学加工研究新进展.电加工与模具.2004
[3]陈远龙,杨涛,万胜美,王天霁.电化学加工技术的概况与展望.电加工与模具.2010
[4]鲍怀谦,徐家文.基于超纯水电解加工的水解离机理研究[J].宇航材料丁艺.2006(5):58—60.
[5]唐兴伦等.用于微小金属零件制造的电化学加工机床.设计与研究.2005
[6]李铬.提高齿轮电化学加工尺寸精度的研究.煤矿机械.2006
[7]张朝阳.纳米、亚微米的超窄脉宽微细电化学加工.显微、测量、微细加工技术与设备.2009
[8]邱中军等.阴极往复运动的电化学加工方法初探.电气与自动化.2009
[9]李勇.微细电加工应用技术研究[J].电加工与模具.2009 (z1):34—36.
[10]王明环.微细电解加工实验研究[D].南京航空航天大学.2007 (1):1—13.
[11]鲍怀谦.超纯水微细电解加工的基础研究[D].南京航空航天大学.2006 (11):18—22.
[12]朱荻,王明环,明平美,张朝阳.微细电化学加工技术.纳米技术与精密工程.2005
[13]ANDREW M.An overviews of semiconductor photo-catalysis[J].Journal of Photochemistry and Photobiology in Chemistry,1997,22(1):108-131
[14]SobacchiM G,SavelievAV,Fridman A A et al. Experimental Assessment of Pulsed Corona Discharge for Treatment of VOC Emissions[J].Plasma Chemistry and Plasma Processing, 2003,23(2):347-370 [15]K. Petrov, Iv. Nikolov, T. Vitanov.Int,Hydro-gen Energy[J].Chemical Engineering 1984, 9(11):901。