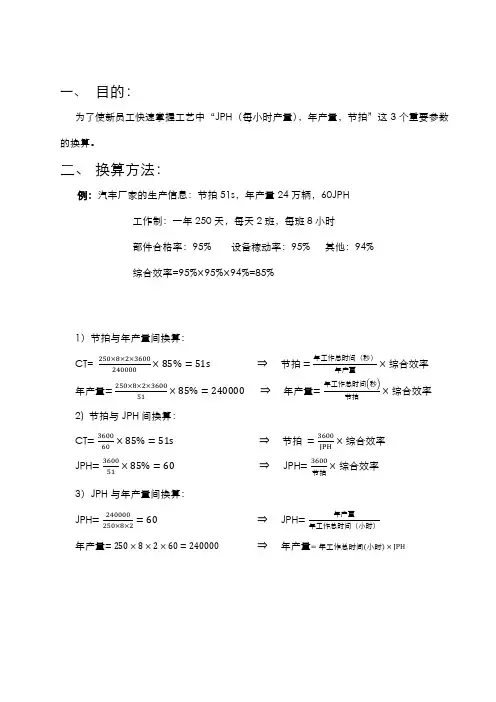
JPH_年产量_节拍的换算
- 格式:pdf
- 大小:242.65 KB
- 文档页数:1

精益生产中加工时间TT怎么算
TT不是加工时间,是节拍时间,比如说,你今天的工作计划是240辆车,工作时间是8小时,则节拍TT=240/8=30JPH 也就是2min/辆 这是理论节拍 考虑到真实的工作时间,工作效率(以90%)算,则ATT=1.8min。
精益生产始终围绕着价值这个核心,关于价值有两个层面:
客户需要支付的价值,客户愿意多付的价值(增值)。
精益生产的价值更趋向于第②个层面。价值流分析就是通过价值的2个层面对产品生产流程中的要素进行界定,首先去除浪费(客户不支付的),进而缩减客户不愿意多付的要素,从而实现设备和员工有效时间的最大化和价值最大化。
扩展资料:
精益生产的思想特征主要有以下几点:
1、准时供货方式。企业应与供应商建立良好的关系和沟通,相互支持,相互信任,信息共享,合作双赢,从而确保物料的准时供应,为企业带来最小的库存和最少的在制品数。
2、团队工作组和并行设计。团队工作组是指由企业各部门的专业人员组成的多功能设计组,对产品的开发和生产具有很强的合作能力和指导能力。并行设计是指研发和实制并行,同时发现产品设计中的不可理之处,可以随即进行修改。
3、以精简为手段。裁掉多余的环节和人员,构建精简的组织架构;采用先进的柔性加工设备,减少生产人员的数量;采用JIT和看板方式管理物流,大幅度减少库存或者实现零库存,同时减少库存管理人员、物流设备数量和设施占地面积。
4、以人为中心。充分发挥一线员工的积极性和创造性,使员工积极为企业发展献计献策,下放部分权力,以此来挖掘员工的潜力;满足员工学习新知识和实现自我价值的愿望,形成独特地具有竞争意识的企业文化。

题目:ABB喷涂机器人生产节拍提升的改进实施工艺方案
目录
1、ABB喷涂机器人系统介绍..............................................................................................1
1.1、ABB喷涂机器人介绍..........................................................................................1
1.2、ABB喷涂系统介绍..............................................................................................2
1.3、雾化器介绍.........................................................................................................3
2、改进工艺要求.................................................................................................................3
2.1、改进要求.............................................................................................................3
2.2、喷涂技术要求.....................................................................................................4
236
10.16638/ki.1671-7988.2019.10.084
JPH改善提升方法浅析
任伟,张锐辉,吴双强,陈文娟,闫海 (陕西重型汽车有限公司,陕西 西安 710200) 摘 要:文章将JPH改善提升方法有关理论运用在企业生产管理中,通过实例阐述了自卸车上装生产线效率改善提升的方法和效果,并对自卸车上装生产线的生产效率提升进行了改善。 关键词:自卸车;上装;生产效率 中图分类号:TF087 文献标识码:A 文章编号:1671-7988(2019)10-236-03 Analysis of JPH Improvement and Lifting Method Ren Wei, Zhang Ruihui, Wu Shuangqiang, Chen Wenjuan, Yan Hai ( Shaanxi Heavyduty truk co. Ltd., Shaanxi Xi’an 710200 ) Abstract: In this paper, the theory of JPH improving lifting method is applied to the production management of enterprises. The method and effect of improving the efficiency of dump truck loading production line are expounded through examples, and the production efficiency of dump truck loading production line is improved. Keywords: Dump truck; Special device; production efficiency CLC NO.: TF087 Document Code: A Article ID: 1671-7988(2019)10-236-03
生产线配置与柔性生产
张志敏
生产线配置首先是生产线平衡问题,生产线平衡问题研究如何安排生产线工位,即需要设置多少个工位和每个工位的作业内容是什么。“平衡”的意义体现在每个工位的工作量相当。生产线平衡的目的是尽量使每个工位都处于繁忙状态,完成最多的操作量,闲置时间最少,以求生产线效率最优。时下,为快速适应市场需求的变化,生产方式的灵活性和可变性正越来越受到企业的重视。柔性生产的思想正是为了快速适应市场需求的变化而产生的。柔性生产是指企业通过变革生产方式,以快速对应市场需求变化的一系列方法。柔性生产是关于生产方式的一种理念,而不是一门技术,没有一种普遍适用的柔性生产方式。实现柔性生产需要的是不断改善的意识,并没有什么必须要掌握的关于柔性生产的技术。同样具有柔性生产理念的企业,实现柔性生产的方式却并不一定相同。
第一节 生产线平衡
一、三个基本概念
(一) 生产节拍
生产节拍是相邻两个产品通过生产线尾端的时间间隔,即每隔多长时间有一件产品从生产线流出。
生产节拍的计算公式是:
生产节拍(C)=
(二) 基本作业单元
基本作业单元是生产线上不能再分解的动作,如果再分解,就产生多余动作。
(三) 生产线效率
生产线效率是衡量生产线平衡优劣的指标,为总有效时间占总付出时间的百分比,闲置时间越少生产线效率越高。生产线效率的计算公式如下:
生产线效率= ×100%
二、 生产线平衡步骤
生产线平衡的步骤如下:
(1) 用一个流程图表示出基本动作的先后关系。流程图由圆圈和箭头组成,圆圈代表一个基本作业单元,箭头表示作业顺序。
(2) 计算生产节拍(C)
(3) 用下面的公式计算出所需要的工位数(N)。
N=
结果取不小于计算值的最小整数。计算出的工位数为理论上满足要求的最少工位数。
(4) 向第一个工位分配基本作业单元,一次一项,逐项增加,直到完成作业的时间等于节拍,或由于受作业时间或操作次序的限制其他基本作业单元不能再增加为止。 重复这个过程向第二个工位分配作业,然后是第三个工位,直到每天的生产时间