注塑机吨位容模尺寸表
- 格式:docx
- 大小:290.04 KB
- 文档页数:2
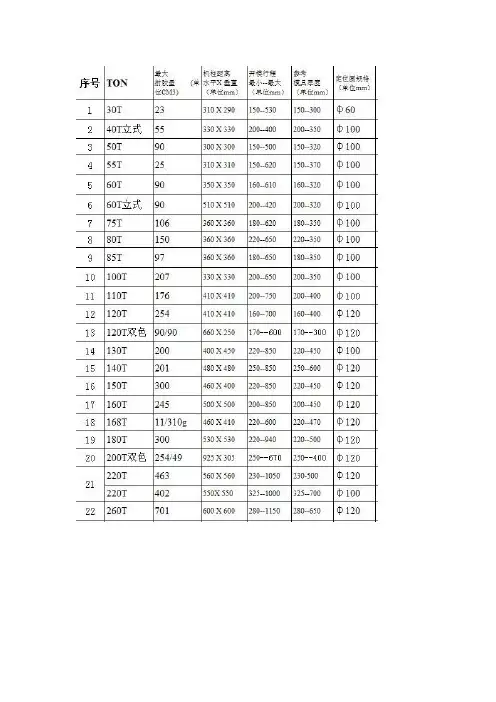

注型机吨位(T)螺杆直径(mm)料管残留料量(g)清机料量(kg)一模最大使用料量(g)产品重量(g)试模数量PCS零件用料(kg)
601640038064150.96
8020500312096605.76
100256003.5150120151.80
120287003.5165132151.98
150308205230180152.70
2003510505.5300240153.60
2503616006400300154.50
3003820007550450156.75
3504030008650520157.80
4004135008700560158.40
4504236008800640159.60
50045400088806841510.26
55050450089007201510.80
600525000810008001512.00
7005352001011009601514.40
80055550012130010401515.60
90056600012150012001518.00
100060650015175014001521.00
110065750020210016801525.20注塑机吨位用料一览表120070-80800020230018401527.60
130085850020280022401533.60
150090-1051000030350034001551.00
16001101200030450036001554.00
18001301500030550044001566.00
20001502000040750060001590.00
2200180250004512000960015144.00
23002002600045140001120015168.00
25002203000050200001600015240.00
28002503300075250002000015300.00
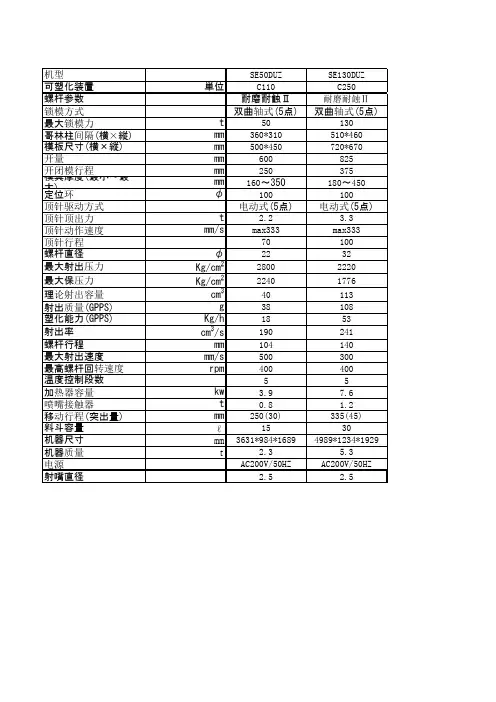
机型SE50DUZSE130DUZ可塑化装置単位C110C250螺杆参数耐磨耐蝕Ⅱ耐磨耐蝕Ⅱ
锁模方式双曲轴式(5点)双曲轴式(5点)
最大锁模力t50130
哥林柱间隔(横×縦)mm360*310510*460模板尺寸(横×縦)mm500*450720*670
开量mm600825
开闭模行程mm250375模具厚度(最小~最大)mm160~350180~450
定位环φ100100
顶针驱动方式电动式(5点)电动式(5点)
顶针顶出力t2.23.3
顶针动作速度mm/smax333max333
顶针行程70100螺杆直径φ2232
最大射出压力Kg/cm228002220
最大保压力Kg/cm222401776
理论射出容量cm340113
射出质量(GPPS)g38108塑化能力(GPPS)Kg/h1853
射出率cm3/s190241
螺杆行程mm104140最大射出速度mm/s500300
最高螺杆回转速度rpm400400温度控制段数55
加热器容量kw3.97.6
喷嘴接触器t0.81.2
移动行程(突出量)mm250(30)335(45)料斗容量ℓ1530机器尺寸mm3631*984*16894989*1234*1929
机器质量t2.35.3
电源AC200V/50HZAC200V/50HZ
射嘴直径2.52.5価格 単価KJP円7,115 9,415 台数台53合計金額KJP円35,575 28,245 レート:1CNY=13.3JP円KCNY2,675 2,124
17%込みKCNY3,130 2,485 SE180DUZ
C450
耐磨耐蝕Ⅱ
双曲轴式(5点)
180
560*510
800*750
950
450
200~500
120(100)
电动式(5点)
4.6
max333
120
40
2140
1712
201
193
101
377
160
300
400
5
10.4
2.5
380(65)
50
5364*1284*2060
6.5
AC200V/50HZ
2.510,885 合計
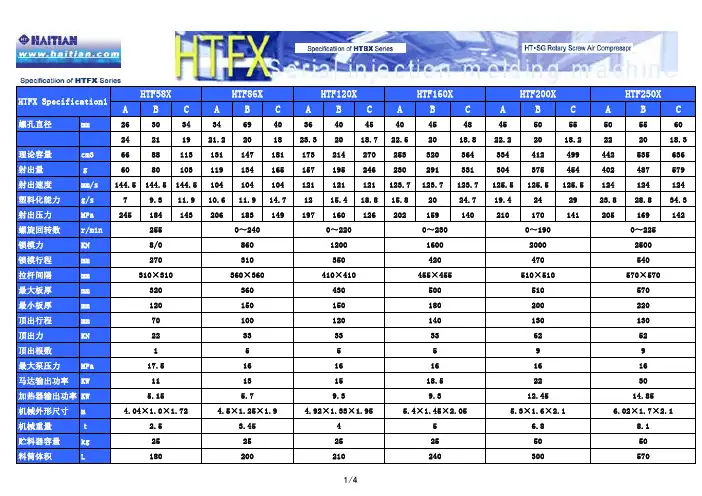
A
B
C
A
B
CABCABCABCABC
螺孔直径mm263034346940364045404548455055505560
24211921.2201823.32018.722.52018.822.22018.2222018.3
理论容量cm36688113131147181173214270253320364334412499442535636
射出量g6080103119134165157195246230291331304375454402487579
射出速度mm/s144.5144.5144.5104104104121121121123.7123.7123.7125.5125.5125.5124124124
塑料化能力g/s79.311.910.611.914.71215.418.815.82024.719.4242923.828.834.3
射出压力MPa245184143206183149197160126202159140210170141205169142
螺旋回转数r/min
锁模力KN
锁模行程mm
拉杆间隔mm
最大板厚mm
最小板厚mm
顶出行程mm
顶出力KN
顶出根数
最大泵压力MPa
马达输出功率KW
加热器输出功率KW
机械外形尺寸m
机械重量t
贮料器容量kg
料筒体积L3005701803.454
2002102406.856.02×1.7×2.19.3
8.1
2525252550502.5301617.5
12.4514.85
4.04×1.0×1.724.5×1.25×1.94.92×1.33×1.955.4×1.45×2.055.3×1.6×2.15.155.79.31616
11131518.5229223333
161633180200
6252
15559220
70100120140130130120150150570×570
320360430500510570455×4552500
27031035042047054016008/08601200

注塑机吨位
告诉你准确的计算方法:
克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离 * 0.85 * 塑料材料的密度
与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一
号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:
100T -- 150克
200T -- 500克
300T -- 800克
500T -- 2000克 700T -- 3200克
如何选择注塑机的吨位
江岸峰 发表于:2008-9-8 22:00:52 锁模力以锁紧模具的最大值表示。射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
(1)经验公式:
锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数
=330kg/cm×成品长×成品宽×1.5 注:1. 成品长、宽单位为cm;
2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);
3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。但要注意所选择的注射机的哥林距离与最大最小模厚,模具的最大长宽尺寸必须小于所选择的注射机的哥林距离,模具的高度必须在所选择的注射机最大最小模厚之间。