磨煤机大牙轮裂纹的焊接处理
- 格式:pdf
- 大小:133.82 KB
- 文档页数:2
回转窑轮带裂口焊修⑴首先,把回转窑轮带裂口停在最上面,用δ18mm钢板作加强筋3,焊在轮带两边,加强筋尺寸为长×宽=940×220,加强筋中部与轮带接触处中空,以便开坡口及焊接。
加强筋可以预防轮带在开坡口及焊接时的变形与错位。
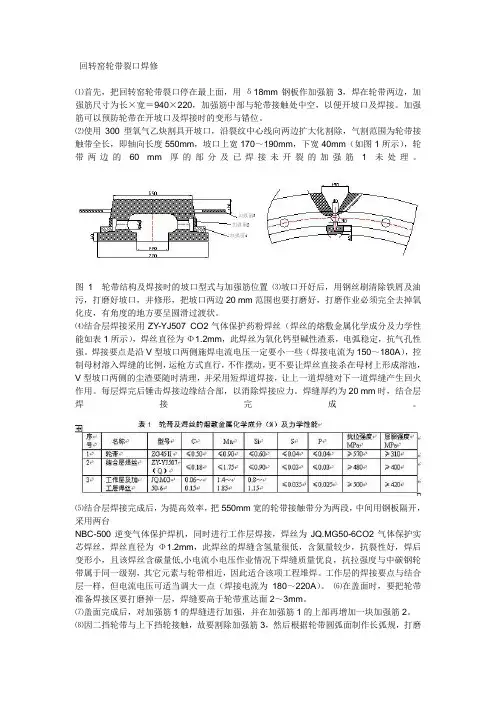
⑵使用300型氧气乙炔割具开坡口,沿裂纹中心线向两边扩大化割除,气割范围为轮带接触带全长,即轴向长度550mm,坡口上宽170~190mm,下宽40mm(如图1所示),轮带两边的60 mm厚的部分及已焊接未开裂的加强筋1未处理。
图1轮带结构及焊接时的坡口型式与加强筋位置⑶坡口开好后,用钢丝刷清除铁屑及油污,打磨好坡口,并修形,把坡口两边20 mm范围也要打磨好,打磨作业必须完全去掉氧化皮,有角度的地方要呈圆滑过渡状。
⑷结合层焊接采用ZY-YJ507 CO2气体保护药粉焊丝(焊丝的熔敷金属化学成分及力学性能如表1所示),焊丝直径为Φ1.2mm,此焊丝为氧化钙型碱性渣系,电弧稳定,抗气孔性强。
焊接要点是沿V型坡口两侧施焊电流电压一定要小一些(焊接电流为150~180A),控制母材溶入焊缝的比例,运枪方式直行,不作摆动,更不要让焊丝直接杀在母材上形成溶池,V型坡口两侧的尘渣要随时清理,并采用短焊道焊接,让上一道焊缝对下一道焊缝产生回火作用。
每层焊完后锤击焊接边缘结合部,以消除焊接应力。
焊缝厚约为20 mm时,结合层焊接完成。
⑸结合层焊接完成后,为提高效率,把550mm宽的轮带接触带分为两段,中间用钢板隔开,采用两台NBC-500逆变气体保护焊机,同时进行工作层焊接,焊丝为JQ.MG50-6CO2气体保护实芯焊丝,焊丝直径为Φ1.2mm,此焊丝的焊缝含氢量很低,含氮量较少,抗裂性好,焊后变形小,且该焊丝含碳量低,小电流小电压作业情况下焊缝质量优良,抗拉强度与中碳钢轮带属于同一级别,其它元素与轮带相近,因此适合该项工程堆焊。
工作层的焊接要点与结合层一样,但电流电压可适当调大一点(焊接电流为180~220A)。


焊缝开裂的解决方法
焊缝开裂是焊接过程中常见的质量问题,可能会导致焊接件破裂或失去强度。
以下是几种解决焊缝开裂的常见方法:
1. 选择合适的焊接材料:选择适合焊接材料的合金,以确保焊接后的强度和耐腐蚀性。
2. 控制焊接参数:控制焊接过程中的电流、电压、焊接速度等参数,以确保焊接温度和热输入适当,避免产生过高的热应力。
3. 消除焊接缺陷:在焊接之前,清洁焊接表面,去除油污、氧化物和其他杂质,以确保焊接质量。
4. 采用适当的预热和后热处理:对于较厚或高强度材料,可以采用预热以减小温度梯度和热应力,焊后进行适当的退火或淬火处理,以提高焊接接头的性能和稳定性。
5. 使用适当的焊接技术:根据具体情况选择合适的焊接方法,如TIG、MIG、电弧、激光等,以确保焊接质量。
6. 增加焊缝的准备和设计:对于关键部位的焊接,可以增加焊缝的设计和准备工作,如加宽焊缝、倒边、坡口等,以增加焊缝的强度和韧性。
7. 加强监管和检验:对焊接过程进行严格监控,使用无损检测技术,如X射线、超声波、涡流等,检测焊缝质量,及时发
现并修复可能存在的裂纹和缺陷。
以上是一些常见的解决焊缝开裂问题的方法,但具体解决方法需要根据具体情况进行调整和应用。

回转窑托轮表面裂纹修复方案可以采用以下步骤:
1. 检测:首先使用探伤仪对托轮表面进行检测,找出裂纹的位置、长度和深度。
同时,对裂纹周边进行打磨处理,确保表面干净、平整,为后续修复做好准备。
2. 选择修复材料:根据托轮的材质和工况条件,选择具有良好耐磨、耐热、抗腐蚀性能的修复材料,如“MSFH”功能梯度冶金粉末复合材料。
3. 预处理:对受损部位进行预处理,如去除残留的旧涂层、氧化皮和焊渣等,以提高修复材料与基体的粘结力。
4. 熔敷层的结构设计:根据工件的材质、工况条件和技术要求,设计结合层、过渡层和工作层的厚度。
5. 修复工艺:采用焊接或热喷涂等方法,将修复材料涂敷到托轮表面,并控制熔敷过程中的温度、速度和压力等参数,以确保涂层的质量和性能。
6. 固化与加工:修复材料熔敷后,进行适当的热处理和冷却,使其达到预期的硬度和强度。
然后对修复部位进行加工,如打磨、抛光等,以满足托轮的使用要求。
7. 检验与验收:对修复后的托轮进行检验,检查修复部位的表面质量、尺寸和性能是否满足要求。
如有必要,可以进行二次修复或调整。
8. 后期维护与保养:在托轮修复后,要加强监测其使用过程中的磨损和裂纹情况,及时采取措施进行调整和修复。
同时,遵守相关操作规程,确保托轮的正常运行。