Introduction to Servo Control & PID Tuning
- 格式:ppt
- 大小:275.00 KB
- 文档页数:45

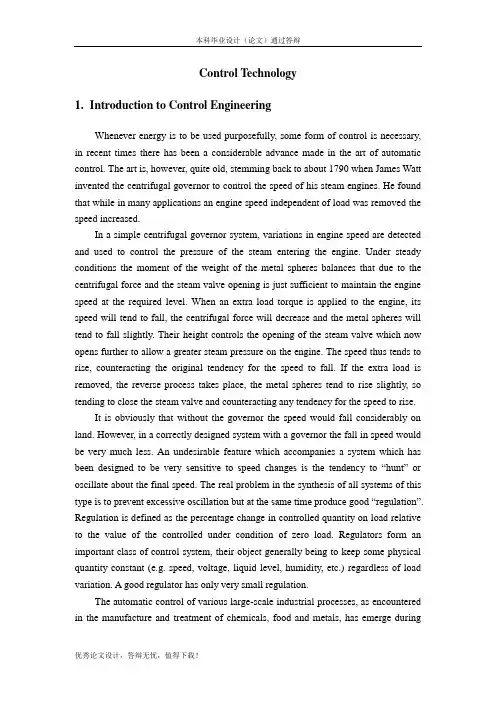
Control Technology1.Introduction to Control EngineeringWhenever energy is to be used purposefully, some form of control is necessary, in recent times there has been a considerable advance made in the art of automatic control. The art is, however, quite old, stemming back to about 1790 when James Watt invented the centrifugal governor to control the speed of his steam engines. He found that while in many applications an engine speed independent of load was removed the speed increased.In a simple centrifugal governor system, variations in engine speed are detected and used to control the pressure of the steam entering the engine. Under steady conditions the moment of the weight of the metal spheres balances that due to the centrifugal force and the steam valve opening is just sufficient to maintain the engine speed at the required level. When an extra load torque is applied to the engine, its speed will tend to fall, the centrifugal force will decrease and the metal spheres will tend to fall slightly. Their height controls the opening of the steam valve which now opens further to allow a greater steam pressure on the engine. The speed thus tends to rise, counteracting the original tendency for the speed to fall. If the extra load is removed, the reverse process takes place, the metal spheres tend to rise slightly, so tending to close the steam valve and counteracting any tendency for the speed to rise.It is obviously that without the governor the speed would fall considerably on land. However, in a correctly designed system with a governor the fall in speed would be very much less. An undesirable feature which accompanies a system which has been designed to be very sensitive to speed changes is the tendency to “hunt” or oscillate about the final speed. The real problem in the synthesis of all systems of this type is to prevent excessive oscillation but at the same time produce good “regulation”. Regulation is defined as the percentage change in controlled quantity on load relative to the value of the controlled under condition of zero load. Regulators form an important class of control system, their object generally being to keep some physical quantity constant (e.g. speed, voltage, liquid level, humidity, etc.) regardless of load variation. A good regulator has only very small regulation.The automatic control of various large-scale industrial processes, as encountered in the manufacture and treatment of chemicals, food and metals, has emerge duringthe last thirty years as an extremely important part of the general field of control engineering. In the initial stages of development it was scarcely realized that the theory of process control was intimately related to the theory of servomechanisms and regulators. Even nowadays complete academic design of process control systems is virtually impossible owing to our poor understanding of the dynamics of processes. In much of the theory introduced in this book, servomechanisms and regulators are used as example to illustrate the methods of analysis. These methods are, however, often applicable to process control systems, which will be themselves introduced separately.2. Programmable ControllersIn the 1960s, electromechanical devices were the order of the day as far as far as control was concerned. These devices, commonly known as relays, were being used by the thousands to control many sequential-type manufacturing processes and stand-alone machines. Many of these relays were in use in the transportation industry, more specifically, the automotive industry. These relays used hundreds of wires and their interconnections to affect a control solution. The performance of a relay panels called for 300 to 500 or more relays, and the reliability and maintenance issues associated with supporting these panels became a very great challenge. Cost became another issue, for in spite of the low cost of the relay itself, the installed cost of the panel could be quite high. The total cost including purchased parts, wiring, and installation labor, could range from $30~$50 per relay. To make matters worse, the constantly changing needs of a process called for recurring modifications of a control panel. With relays, this was a costly prospect, as it was accomplished by a major rewiring effort on the panel. In addition, these changes were sometimes poorly documented, causing a second-shift maintenance nightmare months later. In light of this, it was not uncommon to discard an entire control panel in favor of a new one with the appropriate components wired in a manner suited for the new process. Add to this the unpredictable, and potentially high, cost of maintaining these systems as on high-volume motor vehicle production lines, and it became clear that something was needed to improve the control process-to make it more reliable, easier to troubleshoot, and more adaptable to changing control needs.That something, in the late 1960s, was the first programmable controller. This first “revolutionary” system was developed as a specific response to the needs of the major automotive manufacturers in the United States. These early controllers, or Programmable Logic Controllers(PLC), represented the first systems that (1)could beused on the factory floor, (2)could have there “logic” change without extensive rewiring or component changes, and(3)were easy to diagnose and repair when problems occurred. It is interesting to observe the progress that has been made in the past 15 years in the programmable controller area. The pioneer products of the late 1960s must have been confusing and frightening to a great number of people. For example, what happened to the hardwired and electromechanical devices that maintenance personnel were used to repairing with hand tools? They were replaced with “computers” disguised as electronics designed t o replace relays. Even the programming tools were designed to appear as relay equivalent presentations. We have the opportunity now to examine the promise, in retrospect, what the programmable controller brought manufacturing?Figure 10.1All programmable controllers consist of the basic functional blocks shown in Figure 10.1. We will examine each block to understand the relationship to the control system. First we looked at the center, as it is the heart of the system. It consists of a microprocessor, logic memory for the storage of the actual control logic, storage or variable memory for use with data that will ordinarily change as a function of the control program execution, and a power supply to provide electrical power for the processor and memory. Next comes the I/O block. This function takes the control level signals for the CPU and converts them to voltage and current levels suitable for connection with factory grade sensors and actuators. The I/O type can range from digital, analog, or a va riety of special purpose “smart” I/O which are dedicated to a certain application task. The programmer is normally used only to initially configure and program a system and is not required for the system to operate. It is also used in troubleshooting a system, and can prove to be a valuable tool in pinpointing the exactcause of a problem. The field devices shown here represent the various sensors and actuators connected to the I/O. These are the arms, legs, eyes, and ears of the system, including pushbuttons, limit switches, proximity switches, photo sensors, thermocouples, position sensing devices, and bar code reader as input; and pilot light, display devices, motor starters, DC and AC drivers, solenoids, and printers as outputs.控制技术1.控制工程绪论只要有目的地利用能量,都有必要采取某种控制形式。
![毕业设计(论文)-四自由度码垛机器人控制系统设计[管理资料]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/30791a358bd63186bdebbca9.webp)
学士学位论文Shandong University Bachelor’s Thesis论文题目:四自由度码垛机器人控制系统设计姓名学号20061701027学院控制科学与工程学院专业自动化年级2006指导教师2010 年6月1日摘要作为物流自动化领域的一门新兴技术,近年来,码垛技术获得了飞速的发展。
码垛机器人以其高效、高精度、占地范围小等优势正在快速占领整个码垛行业。
特别是西方发达国家几乎完全替代了人工码垛。
从“七五”科技攻关开始,我国将工业机器人及应用工程作为研究开发重点之一,实现了中国机器人产业的“从无到有”。
然而,从整体上说我国的机器人产业还很薄弱,机器人的研究依然任重而道远。
本文就是立足于此,以具体工程实践为研究背景,进行四自由度码垛机器人控制系统的研究,以实现对码垛机器人的运动控制,满足生产实践需求。
论文的主要内容如下:1、在绪论中简要介绍了本论文的研究背景及意义。
2、通过分析机器人机械结构,获得机器人的几何模型,通过运动分析,得到运动变换关系式。
3、根据码垛控制需求,选择位置伺服控制,并进行相关MATLAB仿真。
4、以ACR9000多轴运动控制器和MT6100iV人机界面为核心控制器件进行相关系统硬件线路设计,共分为以下几个部分:相关器件选型、电气线路连接、控制器与伺服信号线路连接、触摸屏与控制器线路连接5、以ACR View和EB8000为开发工具,分别对下位机程序和人机界面进行开发。
其中下位机程序运用AcroBasic语言进行模块化编程以实现示教、回零、再现、手动运行、参数设置等功能。
上位机通过将相关控件与相应地址相链接实现对下位机的控制。
关键词:码垛机器人,控制系统,位置伺服控制,AcroBasic语言,模块化编程AbstractAs a new technology in logistics automation area, in recent years, stacking technology has experienced a rapid growth. With their high performance, high precision and small area advantages, stacking robots are quickly capturing the entire palletizing industry. Especially in the western developed countries, palletizing robots almost completely replaced the manual stack. Since the tackle hard-nut problems in science and technology during China's Seven Five year Plan period,Our country has made torch-plan projects and application of industrial robots as one of the key research and development has successfully realized robot industry "from nonexistence to pass into existence" plan. However, on the whole, our country's robot industry is still underdevelopment, robots' research is still a long way to go. This article talks about the control system of robot to realize motion control of the robot based on the engineering practice with specific background. Our purpose is to meet the industry requirement. Specific content of the article are as follows:1. The introduction of a brief background of this thesis and its significance.2. Through the analysis of the robot's physical construction, get a simplified geometric model ,and with kinematic analysis ,get transformation equation of the end effector.3. Choose the way of Servo-position Control to meet the need of the stack.4. Use ACR9000 controller and MT6100iV HMI as the core of control device to design the hardware system. This part is divided into the following several parts: related components selection, electrical wiring connections, the connection between controller and servo driver,controller and the HMI5. Using the development software of ACR View and EB 8000 to design the control program and interface of the HMI. The control program is designed by AcroBasic language. We can use the program to realize the function of teach, playback, back home, manual operation, parameters settings and so on. Besides, HMI control the controller by the connection of ActiveX with relevant BIT address.KEYWORDS :stacking robot,control system,servo-position control,AcroBasic language ,modular program目录第一章绪论 (1)研究背景 (1)国内外发展现状 (2)论文研究意义和目的 (2)本文主要研究内容 (3)本章小结 (3)第二章码垛机器人机械结构及其运动学分析 (4)码垛机器人的机械结构 (4)运动学分析 (5)本章小结 (7)第三章伺服控制方式选择及仿真 (8)伺服驱动系统要求 (8)AC伺服电机工作原理 (8)伺服控制方式选择 (9)位置伺服系统 (10)机器人MATLAB仿真 (11)本章小结 (13)第四章硬件控制系统设计 (14)硬件系统控制结构 (14)主要控制部件选型 (14)通信线路连接 (16)触摸屏与ACR9000的连接 (16)ACR9000与伺服驱动器之间的连接 (17)其它信号线路 (18)电气线路连接 (18)本章小结 (18)第五章软件系统设计 (19)下位机软件开发 (19)ACR View开发环境介绍 (19)系统参数配置流程 (19)AcroBasic语言及相关编程介绍 (33)软件编写流程 (35)典型程序介绍 (35)运动监视、调试 (37) (42)EB8000开发软件介绍 (42) (43)本章小结 (44)第六章系统测试 (45)结束语 (46)致谢 (48)参考文献 (49)附录 (50)附录1. 控制柜电气线路连接图 (50)附录2. 调试过程图片 (51)附录3. 成品实物图 (52)附录4. 下位机程序 (52)第一章绪论研究背景所谓码垛就是按照集成单元化思想,将一件件物料按照一定的模式堆码成垛,以便使单元化的物垛实现存储、搬运、装卸运输等物流活动[1]。
2009.3.30····························································· 1 ········································································ 4 ········································································ 9 ········································································ 21 ········································································ 36 ········································································ 45 ········································································ 48 ········································································ 59 ········································································ 62 ········································································ 63 ········································································ 65exclamation (!) symbol 1/2" tool + right-handed 1/2" tool 1/2 ratio more than quarter indexes the spindle at 1º incremental 3 - Ø3.3 drill 200VAC over current alarm AC servo motor Point A = Ps position Point B = Pa position CCW (counterclockwise) Cincom M series Cincom M series dedicated macro Cincom M series basic manual感叹号 (!) 功能 1/2"刀具+右1/2"刀具 1/2减速 1/4以上 毎1°分度 3 -Ø3.3钻头 200VAC过载警报 AC伺服电机 A点=Ps点 B点=Pa点 CCW (左转,逆时针方向转) Cincom M系列 CINCOM M系列专用宏程序 Cincom M使用说明书 [基础篇]200VAC过电流警报Cincom Introduction Manual (guide bushing type) Cincom (导套式) 使用说明书 [入门篇] CW (clockwise) C coordinate C axis (S6 = tool spindle of the back 3-spindle tool post C-axis cancel backward rotation of the C axis C axis zero return C axis coordinate system setting C axis coordinate C axis control servo motor C axis speed rotate the C axis 180 degrees DC code provided DC code output DC code flow DC control DOS-format floppy disk D-cutting EC specification EOB output FDD connector FDD (floppy disk drive) G functions (G codes) G code list G code function group G-code conversion G command G modal HDD lamp HEX data interface diagnostic information Troubleshooting with I/F-diagnosis IC card unit IC card storage area CW (右转,顺时针方向转) C坐标 C轴 (S6=背面刀具主轴) 取消C轴 C轴反转 C轴原点返回 C轴坐标系设定 C轴坐标值 C轴控制伺服电机 C轴的转速 C轴180°旋转 有DC编码 DC符号輸出 DC符流程控制 DC控制 DOS格式的软盘 D切削加工 EC规格 EOB输出 FDD接头 FDD装置 G功能 (G编码) G编码一览表 G编码功能组 G编码变换 G指令 G模态 HDD显示灯 HEX数据 I/F诊断 (接口诊断信息) 通过I/F诊断发现 IC卡装置 IC卡存储区 C轴逆转IC card reader/writer LCD back light fields on the liquid crystal display (LCD) LRL-3 or its equivalent mcp_no setting error MDI (manual data input) operation MDI input area MDI status MDI mode feed per revolution (mm/rev) M functions (M Codes) M code M code list simultaneous command for 4 sets of M-code NC alarm list of NC alarm messages NC machine grounding grounding of the NC machine NC lathe NC unit NC power-on NC unit trouble NC servo interface (MCP) NC system alarm contents of the NC unit NC program structure NC reset status (RST) NOP: network option operating system (OS) PCMCIA card slot PCMCIA card drive PCMCIA card drive connector mounting the PCMCIA card dismounting the PCMCIA card PLC ALM PLC control PLC data RS-232C connector RS-232C communications parameters curved part R tool nose radius stabilizer device for SL (CAV) SRAM data S functions S codes command ranges of the S codesIC卡读写装置 LCD背面照明 LCD各显示栏目 LRL-3或相当于LRL-3的产品 mcp_no设定误差 MDI运转 MDI输入区域 MDI状态 MDI方式 mm/rev进给 M功能 (M编码) M编码 M编码一览表 4组M代码同时指令 NC警报 NC警报信息一览表 NC机械接地 NC机械的接地 NC车床 NC装置 接通NC电源 NC的故障 NC的伺服接口 (MCP) NC的系统警报 NC的内容 NC程序的结构 NC复位状态中 (RST) NOP: 网上任选 (项) OS (操作系统) PCMCIA卡插口 PCMCIA卡驱动装置 PCMCIA卡驱动装置接头 PCMCIA卡的安装 PCMCIA卡的取出 PLC警报 PLC控制用 PLC常数 (数据) RS-232C 接头 RS232C通讯参数 R凹进部分 刀尖半径 SL (CAV) 用稳定 (支撑) 装置 SRAM数据 S功能 S编码 S编码的指令范围LCD背景灯mcp_no设定错误R弯曲部分TI axis TI axis setting TI axis zero adjustment TI axis stroke TI axis control motor T functions (T codes) T codes command values of T codes T command T command alarm U argument W argument X1 axis X1 stroke X1-axis ball screw workpiece coordinate of X1 axis X2 axis feed timing belt machine coordinate of X2 axis X2 turret X3 and Z3 axis machine zero point X3 machine zero point machine coordinate of X3-axis workpiece unloading position X-Y plane X axis coordinate X-axis direction X-axis direction Y1 gang tool post Y-shaped terminals Z1 axis limit in the plus direction Z2 superimposed on Z1 positioning of the Z2 axis for product separation Z-X plane selection Z axis coordinate system setting φ3.5 drilled through-hole (chamfering of both openings C1) steel rod of φ 70TI轴 TI轴原点设定 TI轴原点调整 TI轴的行程 TI轴控制电机 T功能 (T编码) T编码 T编码指令值 T指令 T指令警报 U自变量 W自变量值 X1轴 X1轴的行程 X1轴滚珠丝杆 X1轴工件坐标 X2轴进给用同步皮带 X2轴机械坐标 X2转塔 (刀架) X3,Z3轴机械原点 X3机械原点 X3轴工件取出位置的机械坐标 XY平面 X轴坐标值 X轴方向 X轴方向 Y1排刀刀具台 Y型端子 Z1轴的 (+) 正极限值 Z2在Z1上重叠 Z2轴产品回收定位 ZX平面加工选择 Z轴坐标系设定 φ3.5 钻头贯通 (两侧孔口端面倒角C1) φ70钢棒Y型接头arc welding machine grounding wire mounting screw grounding terminal arm red sticker accessories play attachment adapter outer dia. adapter type adapter name heavy curtain compressed air back turning back turning process back turning tool drilling tool drilling cycle canned cycle drilling hole diameter absolute absolute command oil-cake residues stability draining oil drain hole oil splash protection cover oil leak incorrect, error alarm ALM alarm lists tolerances of speed fluctuation rate alarm information alarm no. list of messages displayed when the ALM (alarm) lamp lights alarm messages ALM (alarm) lamps alarm lists and solution alarm history reset the alarm rough machining preset fluctuation rate alkart net alkart pro alkaline content alphabetic characters aluminum电弧焊接机 (接) 地线安装用螺丝 接地 (线) 接头 臂 红色的 (贴纸) 标签 附属品 间隙 附属装置 连接器外径 连接器型 连接器名称 厚窗帘 压缩空气 后车削 后车削加工 后车削刀具 钻孔刀具 钻孔周期 钻孔用固定周期 孔径 绝对 绝对指令 油渣、剩油残渣 油分离特性 排油 排油孔 防止溅油罩 漏油 错误 警报 警报 警报一览表 标准 (速度) 变动率容限 警报内容 警报N0. 警报显示灯亮时的信息一览表 警报信息 警报灯 警报表和处理方法 警报履历 解除警报 粗加工 预先设定的变动率 Alkart网络 Alkart网络装置 碱性 英文字母 (表) 铝附件、配件指直径稳定性误差标准 (速度) 变动率的容许极限AlkartNetaluminum pipe aluminum nameplate adjustment oil-separation characteristics??? unclamping unclamping and clamping positions unclamping position safety operation safety distance safety shoes safety device general notes on safety stable position amplifier铝管 铝制标牌 嵌合 防止起泡 松开 松开和夹紧位置 松开位置 安全运转 安全距离 安全鞋 安全装置 有关安全的一般注意事项 稳定位置 传动设备调整 解开abnormal sound non-conformed material non-conformed material machining non-conformed material phase adjustment non-conformed material phase adjustment chuck sleeve for non-conformed materials back chucking device for non-conformed materials odor abnormality procedures to fix machine troubles worn-out abnormal abrasion phase angle of the phase shift amount of the phase shift adjusting the phases 1 inch specification 1 index positioning positioning hole positioning pin system 1-axis lathe temporary stop state position data up to ten menus in one row constant 1-tool vertical sleeve holder Idemitsu relocation new work site preparation for relocation feed position operating time operating time display block which axes do not move声音异常 异形材料 异形材料加工 异形材料加工相位调整 异形材料相位调整 异形材料用夹头套筒 异形材料背面主轴夹头装置 气味异常 异常 异常状态的处理方法 异常损耗 异常磨耗 相位 相位位移角度 相位位移量 相位调整 1英寸规格 1分度 定位 定位孔 定位销方式 1轴车床 暂时停止 (状态) 位置数据 一列最多10个菜单 不变 1把直立套筒夹 出光 重新安置 新的安置地点 重新安置的准备 移动位置 操作时间 操作时间显示 不移动的程序段单轴车床运行时间 运行时间显示move command feed rate move and copy feed distance different pitches permitted explanation casting illustrations inflammable incremental indicator index intelligent servo motor intelligent servo motor (ball screw integrated) input in-process移动指令 移动速度 移动和复制 (拷贝) 移动量 允许不同螺距 意思 (内涵) 铸件 插图 易燃 (之物) 增量 指示器 分度 智能伺服电机 智能伺服电机 (整体滚珠丝杆) 输入 (INPUT) 加工中解释、说明增加的 显示器window window display field up arrow buoy buoy oil level receiver box transfer commands (e.g., transfer command) moving parts dimly urethane urethane tube overwrite overwrite mode operation running time preparation ready for operation (RDY) preparation functions preparation process preparation mode operation status general notice during operation operation status relation between operation status display colors and the machine status display in the operation status display field operation status display field operation control mode resuming operation pre-operation check窗口 窗口显示栏 向上箭头 浮标 浮标指示油 (面) 位 (置) 接收箱 接收传送 接受传送 (等) 指令 移动部分 薄的 聚氨酯 聚氨酯软管 重写 重写模式 运转 运转时间 运行准备 运行准备结束状态 (RDY) 运行准备功能 运行准备过程中 运行准备方式 运转状态/操作状态 运转上的注意事项 运转状态 运转状态的显示色与机械状态的关系 运转状态的显示 (栏) 内容 运转状态显示栏 运转操作方式 运转的重新开始 运转前的检查用于窗口式操作系统<6.2 > <6.2 Preparing for Operation>operation mode display in the operation mode display field operation mode display field delivery vehicle procedure to relocate运转方式 运转方式的显示内容 运转方式显示栏 搬运车 搬运方法air gun styro-foam air pressure air chuck air chuck regulator air blower off air blower on air blower air blow solenoid valve air hose alphanumeric keys alphanumeric characters LCD (liquid crystal display) Esso Esso Standard Oil Phoebis K68 error and alarm messages error detect on/off error number elbow encoder cable encoder trouble circular cutting as if it draws circular be in the circular motion circular machining circular radius specification circular interpolation circular interpolation (clockwise) circular interpolation (counterclockwise) circular interpolation feed circular constant major causes of spread of fire end of block (EOB) end mill end mill (2 cutting edges) amount of end milling protrusion endless screw(空) 气枪 气泡垫 气压 气动卡盘 气动卡盘用调节器 鼓 (吹) 风机OFF 鼓 (吹) 风机ON 鼓 (吹) 风机装置 鼓 (吹) 风机用电磁阀 空气软管 英文数字键 英文数字 液晶显示 (器) (LCD) 诶索 诶索标准石油Phoebis K68 错误、警报和信息 错误检测ON/OFF 错误号码 弯管 编码器电缆 编码器的故障 圆弧切削 圆弧 (就像划圆一样的) 圆弧移动 圆弧加工 指定圆弧半径R 圆弧插补 圆弧插补 (顺时针方向旋转) 圆弧插补 (逆时针方向旋转) 圆弧插补进给 圆周率 (≒3.14) 火势蔓延的主要原因 程序段结束 立铣刀 双刃立铣刀 端铣刀伸出 (部分) 的安装 蜗杆喷枪 一种保护性塑料包装材料字母数字键弯管接头oil seal auto bar loader/feeder oil type oil pan oil-supplied drilling oil light油封 油压式棒料供给装置 油盘 供油钻孔 油灯debossed brass brass module application program larger chips override override function override dial override no limit overrun overrun axis resetting an overrun alarm depth feed axis feed command system feed rate feed rate override (FEED RATE OVERRIDE) pressure claw push-button switches inquiry about trouble request for inquiry optional stop optional offset offset value offset data input state in the offset mode operation error your specified color appearance凹进状态 黄铜 黄铜模块 应用程序 大 (块) 切屑 进给倍率 进给倍率功能 进给倍率开关 进给倍率无限制 超速 超速轴 超速警报的复位 深度 进给轴 进给指令方式 进给速度 超过进给速度 压紧卡爪 按钮开关 咨询时的注意事项 任选停止 任选 补偿 补偿设定值 补偿数据 补偿方式下的输入状态 操作误差 贵社指定的外观颜色超过、越程 越程警报的复位操作错误deleting the character following the cursor光标后面的文字删除deleting the character preceding the cursor光标前的文字删除card drive卡驱动装置cartridge-type tank capacity筒形油箱容量karbic弯曲的、曲线的弧齿的 air inlet进气部分line feed code换行编码outer diameter外径simultaneous machining for outer and innerdiameters外径 - 内径同时加工outer diameter machining外径加工outer diameter machining外径切削 (加工)outer diameter machining (turning)外径切削 (加工) (车削)outer diameter grooving process外径切槽加工free-cutting steel易切削钢turning tool车削刀具start开始start position开始点automatic return to the start position开始点自动复归自动返回到开始点 start position operation开始点操作command to advance the workpiece separator withthe start point queuing function开始点汇合功能工件回收装置前进指令vendor公司名称 (销售商) outer circumference外周outer diameter drilling (secondary machining)外周钻孔 (2次加工)cross-drilling high speed spindle外周钻孔高速 (型) 主轴cross-drilling spindle外周钻孔主轴outer diameter tapping spindle外周钻孔攻丝主轴cross-drilling adjustable spindle外周钻孔调整 (型) 主轴product separator回收装置cross-tapping spindle外周攻丝主轴横向攻丝主轴 outer diameter milling外周铣削外径铣削regenerative resistor mount section再生 (反馈) 电阻器安装部分rotational phase旋转相位rotary tool旋转刀具3 rotary tools3把旋转刀具rotary tool fixing bolt旋转刀具固定螺栓gang tool post for rotary tools旋转刀具装置two stations of the gang tool post for rotary tools旋转刀具装置的2工位tool spindle speed旋转刀具的转速setting a rotary tool旋转刀具的安装 (调整)with a rotary tool使用旋转刀具时synchronized cross tapping by rotary tool使用旋转刀具的同步外周攻丝加工synchronized end face tapping by rotary tool使用旋转刀具的同步端面攻丝加工rotary axis旋转轴spindle speed转速speed clamp转速固定转速限制 speed command转速指令speed-regulated area转速的稳定区域speed adjustment failure转速调整不良rotation speed旋转速度rotational rate转速比rotary part旋转部分rotation direction旋转方向guide sleeve导向套筒导向轴套 guide pipe导管guide bushing导套guide bushing air seal导套气封guide bushing drive导套驱动guide bushing drive device导套驱动装置guide bushing drive motor导套驱动电机timing belt for driving the guide bushing导套驱动用同步皮带guide bushing sliding portions导套滑动部分automatic adjustment for guide bushing clearancefunction导套间隙自动调整功能manual adjustment for a guide bushing clearance导套间隙手动调整guide bushing spindle motor alarm导套主轴电机警报recovery from guide bushing spindle motor alarm导套主轴电机警报的恢复guide bushing inner sleeve hole导套套筒内孔的状态guide bushing device导套装置mounting/adjusting a guide bushing device导套装置的安装/调整cross-sectional view of guide bushing导套断面图adjusting a guide bushing clearance导套调整guide bushing adjustment nut导套调整螺母guide bushing adjustment wrench导套调整用扳手 replacing/adjusting the guide bushing导套的替换、调整automatic adjustment of guide bushing导套的自动调整操作procedures to solve the problem related with theguide bushing导套周围发生异常时的处理方法guide bushing motor导套电机guide bushing unit导套装置guideline指南outer/inner diameter machining内外径加工external alarm外部警报external error外部误差外部错误external storage device外部存储装置外部记忆装置 recovery from external device alarms外部装置警报的恢复external tape reader外部纸带 (磁带) 读出器external input/output device外部输入输出装置foreign substance外部的异物circuit diagram电路图counter计数器counter switch计数器开关counter setup记数器设定counter setting计数器的设定burr毛刺flammable items易燃之物 brackets [ ]方括号 [ ] hook wrench钩形扳手 extension扩展名extended multi-axis and multi-line control system扩展多轴多系统混合控制系统storage destination储存指定地点square spring矩形弹簧角形弹簧names and functions of the unit parts各部件的名称和功能chipped破碎basket筐machining feed rate加工进给速度machining start position (point B)加工开始点 (B点)加工开始位置 machining diameter加工直径axis control group加工系统轴控组machining cycle加工周期total quantity of machined workpieces已经加工的工件总数machining end position加工结束点machined parts加工过的部品machining drawing加工图number of corners of a polygon to be machined被加工多角形的角的数量number of gear teeth to be machined被加工齿轮的齿数machining length加工长度machining data加工数据value specified for "1 bar stock O.D." in themachining data加工数据的“1棒料外径 (直径) ”的值value specified for "2 tool positioning point (DIA)"in the machining data加工数据的“2刀具待机点 (直径) 棒料外径+”的值creating and editing machining data程序的编制和编辑 explanation of machining加工数据的说明entering, changing, or registering machining data加工程序的输入、变更和登录machining positions加工点machining pattern加工模式machining pattern cancel取消加工模式machining pattern setting设定加工模式w: Machining width (mm)加工宽度 (mm)machining radius加工半径machining program加工程序selecting a machining program加工程序的选择machining layout加工配置图specific argument for basket筐专用的自变量workpiece collection with the basket使用筐进行工件回收 fire hazard火灾bevel gear圆锥齿轮bevel gear teeth圆锥齿轮的轮齿incremental input增量输入virtual X-Y control虚 (拟) X-Y控制virtual tool nose position虚 (拟) 刀尖位置 virtual tool nose number虚 (拟) 刀尖号码 rattle卡搭声single-ended wrench单口扳手cutter刀具cutting thickness刀具厚度cutter diameter刀具直径inner diameter of the cutter刀具内径cutter width刀具宽度cutter radius刀具半径overcurrent过电流recovery from overcurrent alarms过电流警报的恢复moving part可 (移) 动部件movable section可 (移) 动部分excessive force剩余力when corners are rounded (R)当角是(外)圆角时Y-wrench叉形带销扳手overheat过热flammable易燃性材料cover mounting screw(保护) 罩的固定螺丝be overloaded过载状态超载状态adjustable angle spindle可变倾斜式主轴可变角式主轴 paper adhesive tape纸胶带gummed paper tape胶带screen group name屏幕组名称screen operation屏幕操作deleting data in screen删除屏幕显示数据screen functions屏幕功能lower right of the screen屏幕右下screen name屏幕名称color liquid crystal display (LCD)彩色液晶显示 (器) (LCD)empty chucking (chucking with no bar material)空夹持 (无材料状态下的夹持)temporarily secure临时固定overwork过劳过度劳动simplified cut-off tool breakage detection简易型切断刀具折断检测simplified cut-off tool breakage detection function简易切断刀具折断检测功能interval间隔ventilation通风environmental file环境文件monitor监视interference干涉interference check干涉检查interference check alarm干涉检查警报recovery from interference check alarms干涉检查警报的恢复 interference check function干涉检查功能enabling/disabling the interference check function干涉检查的有效/无效 interference component干涉部件solids of interference components干涉部件构成整体interference area干涉区域interference area alarm干涉区域警报interference components on which checks are made干涉检查元件 (构件)dry waste cloth干布through-hole贯通孔through-hole machining贯通孔加工 through-hole diameter贯通孔直径through-hole knock-out jig advance/retract贯通孔顶料夹具前进/后退knock-out for the workpiece with through-hole贯通孔顶料夹具的顶料knock-out jig for through-hole workpieces贯通孔工件用顶料夹具through-hole knock-out jig贯通孔工件用顶料夹具through-hole position贯通位置electric shock触电electric shock accident触电事故sensor sensitivity灵敏度 (传感器的)sensitivity current感应电流management area管理区域key handle键手柄key grooving键槽加工key name键名称memory size记忆尺寸machine alarm机械警报machine transfer detection alarm機床移動検測警報machine position data机械位置数据mechanical operation section trouble机械动转部分的故障machine operator机械操作人员name of each machine components机械各部位的名称movable sections of the machine机械的可 (移) 动部分mechanical system机械系统machine zero point机械原点machine coordinate机械坐标machine coordinate system机械坐标系machine specifications机械规格machine status display机械状态显示front view of the machine机械正面图machine vibration机械振动machine values机械值mechanical机械的mechanical transmission section trouble机械传送系统的故障machine operation speed机械运转速度machine failure机械的异常transfer and reinstallation of machine机械的移动设置outside dimensions and layout of the machine机械的外形尺寸与配置图machine structure机械的结构machine component机械构造物机器的构件、机器的组成部分 machine status机械的状态machine operation机械的运转状况machine coating color机械的涂装颜色rear of machine机械背面rear view of the machine机械背面图machine number机械编号machine variable机械变量machine body 机械实体机械本体机械主体机身be vaporized气化hazardous situation危险的状况symbol记号mechanical units机械装置coolant diluted state稀释状态 (切削油的) diluents稀释水 (剂)dilution methods稀释方法axis control group记述系统reference position基准位置reference coordinate axis基准轴reference cross hairs基准十字线reference point基准点scratch划痕foundation基础anchor bolts地脚螺栓predetermined range规定变动宽度 (范围) orbit C轨道Cprocedure if the machine fails to start机械不启动时的对应方法保守 <5.6.1 起動がかからない> は<5.6.1 无法启动>in-machine tool set function机内刀具调整功能in-machine unloading/loading unit机内手动 (装料/卸料) 装置board基板注脚垫板、基板 basic configuration基本构成basic configuration select field基本构成选择栏feed axes基本轴进给轴model机械名称机型gear齿轮reverse rotation反转reverse rotation command反转指令reverse operation逆行backward execution逆行 (逆方向执行)run backward逆行运转cap nut盖形螺母face end of the cap nut盖形螺母的端面replacing the cap nut盖形螺母的替换gear ratio齿轮速比传动比character bit字节character length字长bar loader供材机loader disconnect供材机分离bar loader torque供材机扭矩hold暂停临时中止hold state暂停状态临时中止状态enter the hold state进入暂停状态进入临时中止状态 9-tool vertical holder9把直立刀架oil inlet加油口lubrication润滑油润滑脂lubrication list润滑油一览表润滑脂一览表line行deleting data in lines删除数据行emphasize the text强调 (文字)high-tension power control unit高压动力控制装置高压电源控制装置 drill钻头removal of chips切屑的处理排屑chip切屑chip collector切屑接受chip receiver box切屑回收箱chip receiving area切屑接受部chip remover rod切屑清除棒bottom plate of the chip pool切屑堆置处的底板chip outlet door切屑 (排) 出口chip outlet door切屑 (排) 出口的门chip entanglement切屑块infeed direction横切方向横向进给方向infeed横向进给cut切割emergency紧急emergency situation紧急事态action of emergency situations紧急事态的对应措施emergency stop紧急停止proximity sensor接近 (式) 传感器metal fire extinguisher金属火灾用灭火器metallic section金属部分metal brush金属刷joint快换管接头pneumatic circuit diagram气动电路图空压电路图pneumatic device气动装置空压装置pneumatic piping气动配管气压配管pneumatic piping diagram气动配管图气压配管图even parity偶数奇偶效验air conditioner空调设备unexpected incident偶然事故coolant nozzle冷却剂喷嘴coolant pump冷却泵delimitter code分隔符号wedge楔 (形) 块wedge release tap楔 (形) 块的攻丝outer diameter machining with tool on the gang toolpost使用排刀刀具进行外径加工gang tool排刀gang outer diameter turning tool排刀外径车刀排刀外径旋转刀具 rotary tool on the gang tool post排刀旋转刀具rotary tool spindle drive unit of the gang tool post排刀旋转刀具驱动装置rotary tool spindle of the gang tool post排刀旋转刀具主轴rotary tools on the gang tool post排刀旋转刀具rotary tool holder of the gang tool post排刀旋转刀架gang tool spindle排刀刀具主轴疏刀刀具主轴gang tool spindle reverse rotation排刀刀具主轴反转gang tool spindle drive motor排刀刀具主轴驱动电机 gang tool spindle forward rotation排刀刀具主轴正转gang tool spindle stop排刀刀具主轴停止gang tool spindle motor排刀刀具主轴电机gang tool post spindle motor alarm排刀刀具主轴电机警报 high-speed rotary tool spindle of the gang tool post排刀高速旋转刀具主轴 gang tool post return position排刀后退点gang tool return operation排刀刀具后退动作turning tools on the gang tool post排刀车削用刀具selection of a tool on the gang tool post排刀刀具选择gang tool select command排刀刀具选择指令tool on gang tool post排刀刀具distance of each tool on gang排刀刀具的间隔longitudinal position of the sleeve holder for thegang tool排刀套筒夹的纵向位置milling interpolation with a gang tool使用排刀刀具进行铣削插补gang tool post in the longitudinal direction排刀的纵向 (纵向的排刀)gang tool post排刀刀具台end face drilling spindle for gang tool排刀刀具用端面钻孔主轴 opening edge开口 (处)tapered part at the opening edge开口 (处) 的锥形部分 bending section弯曲部分drive axes驱动轴drive axes and multi-axis control驱动轴和多系统控制driving gear传动齿轮drive unit fails传动装置的异常dent凹痕clutch-off sensor离合器OFF传感器clutch-on sensor离合器ON传感器clutch engagement position离合器啮合位置clutch engagement proximity sensor离合器啮合接近传感器adjusting the clutch engagement proximity sensor离合器啮合接近传感器的调整clutch engagement sensor离合器啮合传感器clutch gear离合器齿轮structure of the clutch switching unit离合转换 (开关) 装置的结构clamping夹紧固定clamping position夹紧位置固定位置 clamp stroke合模行程clamp base夹座mounting position of the clamp base夹座安装位置clamp screw夹紧螺钉紧固螺钉 clamp lever夹紧把手紧固把手 clearance间隙grease润滑脂grease gun注油枪润滑脂枪 application of grease润滑脂涂抹grease nipple润滑脂喷嘴number of repetitions重复selecting a group组的选择组的转换 crane起重机吊车cross machining横向加工cross-hole machining横向孔加工or cross machining tool横向加工刀具mounted on the cross slide横向滑板的安装cross-center drilling横向中心钻孔synchronized cross tapping mode同步横向攻丝方式cross-machining direction横向加工方向DIA径 diameter直径fluorescent lamp荧光灯warning警告safety signs警告标示caution lamp警告灯formula(计算) 公式model模式form形式format格式 (文件/指令的)measurement测量different diameter tee异径T形管 (接头)异径丁字管节 different diameter nipple异径螺纹管接头diametrical adjustment直径的调整DIA value直径值axis control group系统轴控制系统 queuing for axis control group 1 ($1)与系统1 ($1) 汇合axes of axis control groups系统所属轴axis control group count系统数axis control group number系统号码diameter direction径向cable disconnection电缆的断线lower row下一列result结果信息结果情报scandisk result M2 (C:) window结果报告M2(C:)窗口monthly每月一次的monthly maintenance check points每月 (一次的) 点检部位monthly check items每月 (一次的) 点检项目表sturdy刚健current time现在的时间current position value + value specified by the Uargument现在 (位置) 值+U自变量diamond point tool尖头车刀string to be found检索字符串detection axis检测轴detection tape检测纸带检测磁带a low attenuation factor低衰减率deceleration减速zero point原点determination of zero point (0º)原点0°定位zero set complete原点设定结束zero point return原点返回原点复归。
