高强度蠕墨铸铁气缸盖的生产工艺
- 格式:pdf
- 大小:1.52 MB
- 文档页数:3
高强度蠕墨铸铁气缸盖的生产工艺 邓晓金 (南车戚 堰机1 有限公司,江苏常州I 231011) 摘要:介绍了 缸盖的结构硬技术要求,详细阐述_r熔炼和铸造 艺:采用【{1频感应炉熔炼,添加Cu、Mo埘铁液进 合 金化;选用粒俊为3~1 2 nllll的RESiFP合金和REMgSiFe合金复合进行蠕化处理:采用75SiFe合 逊f 孕育处 ;严格 控制蠕化质量;采川底沣 浇注系统,设置陶瓷过滤片,确保铁液充 平稳、 渣能力强;在 缸盖的 f J廿管孔、/J 功 等孤矗.热节处没 冷铁,使热节加速凝 ,消除缩孔、缩松缺陷 、生广 结粜 l 爪:35件气缸 巾除2什 孔废 外, 余铸件全部合格. 中20件机加1 已完成,没自‘发 何铸造缺陷,经水¨i试验个部合格;余十}】组织f1】 J 性能均符合 技术要求 关键词:蠕 铸铁; : :,l 产] 艺 中图分类号:T( l43.49 文献标识码:B 文章编号:1003—8345(2017)03—0046—03 DOI:1().3969/j.issn.1003—8345.2017.03.007 Production Process of High-strength Vermicular G raphite I ron Cylinder Head I)ENG Xian-jin (CSR Qishuyan Co..I td..Changzhou 23l01 1,China) Abstract:TI1c‘’、limh r lu ad stl ̄lettll’ and te(’hnk’al reqtiiremenls wel’P introdtIt’ed.Melling and‘‘asling pi’tl(・ess wt rP t la1)orate(I.Mf I1iIIllI fi’I'qlll・I1( Y fiirnaee was IlS1.、(1 fin lilt Iting.Cu and Mo were added into the meh.Vm’llli(・Iliill‘izing treatnteill w£i perfoi’Hie(1 liy RESiFe and REMgSiFe witli d gt’alltllal’ify of 3~12 nun.75SiF( was used as ino(・ulalhm.Stri, (,ontl’ol Vt 1。Ini(’ularizing(1tmlity.Bottom gating system WaS ust (I and a(‘el'aini(、filter WaS set Io ensure a sinooth filling of’ulolten iron and stn’r】g('apahil il to hlo(。k slag.Set chill on(.onduit hole on cylinder head.va]ves and other is(}late(i heal f t・lioil to in(・reas{ t・【】IIl dowll hot se(-1ion.eliminale shrinkage,shl’inkage( cts,Pmdueiion l—esults sI1(,wP【1 that:there were 2 slolnalal waste i11 35 ( 、 lin(1et head. rhe resl Wel’P all qualified casting.20 pi( “ s had been eon]ldeied nla(・hining all(]tbund llO‘-asiing defer・is.They all pass presstll’P—test._rlle ini( rostrueture and mP( hani(。al 1)ropei‘ties Wel’ in linl with requirement. Key words:vPl_ini c‘tllai’graphile iron;eylindel’hea(t;Ih(、F,rodul・lion pro(-ess
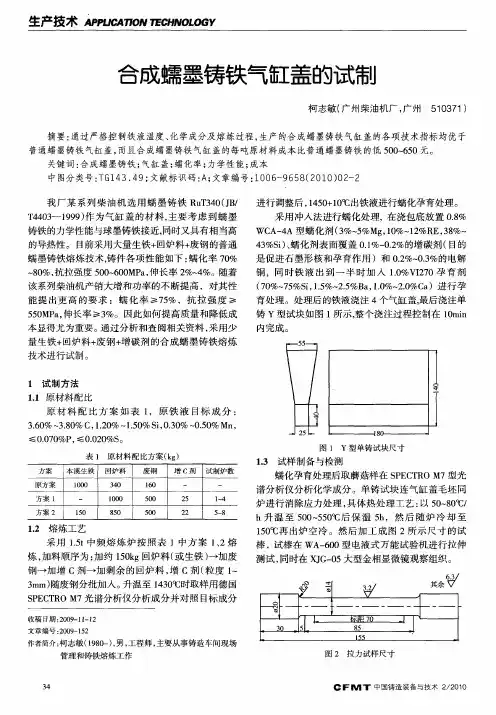
柴油机气缸盖的轮廓尺寸为605 mmx441 nnnX315 1"11111,铸件质 l95 kg,燃烧室面 厚25
I11Ill,气道壁厚l0 ITlnl,如冈l所示 材料牌号为 RUT450,力学性能要求:抗拉强度/>450 MPa,堀 强度≥340 MPa,伸长率1%;金相组织要求: 蠕化率高于80%,珠光体体积分数大于90%,碳 化物体积分数小于】r/r…
收稿日期:20I6—1 2-25 修定目期:2017-05—25 作者简介:邓晓金(I961一),男,江苏丹阳人,工程师,主要从事铸 造工艺设计和质量控制工作
46州代铸铁2017/3 1 熔炼工艺 2铸造工艺 1.1炉料和化学成分 采用中频感应炉熔炼,炉料选用低s球墨铸 铁生铁和纯净的碳素废钢。为得到稳定的组织和 力学性能,除严格控制生产蠕墨铸铁常规化学成 分外,还必须添加Cu、Mo等合金元素。原铁液化 学成分为:加(C)3.6%~3.9%, (Si)2.0%~2.5%, (Mn)0-4%-4).8%,“,(P)≤0.040% (S)≤0.030% , “,(Cu)0.4%一O.8%,“,(Mg)0.005%-0.015%, ,(RE) 0.04%~0.08%:蠕化处理后的化学成分为: (C) 3.7%~3.9%, (Si)1.2%~1.4%, (Mn)0.4%~0.8%, “,(P)≤0.040% (S)≤0.050% (Cu)0I4%~0.8%, M7(Mg)0.005%-0.010% ,(RE)0.04%-0.08%, (Mo)0.20% 0.40%: 1-2蠕化处理 蠕化剂选用粒度为3~12 nli/1的RESiFe合 金和REM gSiFe合金复合进行处理,总加入量为 0.40%~0.80%,其中2/3为RESiFe合金,!/3为 REMgSiFe合金,具体加入量根据原铁液的 (S) 量调整: 处理包凹坑内合金加入方法为:将REMgSiFe 合金放于凹坑底部,上面用RESiFe合金覆盖,铁 液冲入后,利用REMgSiFe合金的沸腾搅动作 用,促使RESiFe熔化,使蠕化剂在铁液中均匀分 布,蠕化剂上部覆盖0.2%~0.3%的FeSi粉,舂实 后盖上Cu板。 当铁液温度达到1 500~l 520℃时,将铁液 从中频炉倒人中间包内,“{铁量为铁液总量的 50%~60%。待包内的铁液温度达到蠕化处理温 度1 460~1 480 时,将铁液南中间包倒人处理 包内进行蠕化处理,反应结束后进行后补铁液 1.3孕育处理 在后补铁液的同时进行孕育处理,孕育剂加 在处理好的铁液表面,孕育剂采用75SiFe合金, 加入量为铁液总量的0.70%~1.20%? 1.4蠕化检测 蠕化合格的判定标准是:三角试样的蠕虫状 石墨占20%~50%。其余为球状和团状。 角试样 的两侧和底部稍有缩『Lr1,敲击时有钢声.断口为 暗银灰色,组织细密,有明显的鱼鳞状亮斑,仔细 观察断而有针尖大小的黑点。 圳 悯 毫盯{蓟訇 m者 2.1造型、制芯方法 呋喃树脂砂造型,砂 中的水套砂芯由于外 形结构复杂,没有较好的舂砂面,选用热芯盒机 械制芯,其余砂芯采用呋喃树脂砂手]_制芯。 为保证燃烧室平面、阀座孔等重要面的质 量,便于砂芯的同定、下芯后的型腔检查及从气 道引出铸型,将气缸盖燃烧室平面朝下.分型面 没在铸件顶而13-1I。 2-2砂芯设计 根据气缸盖结构,将内腔独立腔道的进、排 气道和螺栓孔芯先分开,再根据下芯顺序将连体 的水套分割成下水套、小水套、上水套、喷油器孔 4个砂芯,4个砂芯之间均设置定位装置,保证砂 芯问定位准确。其中小水套砂芯南于下部只有1 个芯头,为保证下芯位置的准确,将下芯头加长 至45 n矾,并设置防转定位。 南于气缸盖外部凸出部分和内部砂芯的芯 座较多,外部必须设置较多的补砂芯。在保汪顺 利下芯和砂芯同定的前提下,减少制芯和下芯操 作,提高铸件外观质量,尽量减少砂芯数量,并且 尽量d1铸型形成内腔砂芯的芯座 2.3浇注系统设计 为保证金属液平稳,有效阻止熔渣进入型 腔,避免造成渣孔等泄漏,采用底注式浇注系统, 并在其中设置陶瓷过滤片,充分利用尺寸为900 I11I11x700 mmx450/200 mm的砂箱,内浇道的设置 应避开铸件宽度方向最大尺寸的下凸边,设在下 凸边的下面,具体_l 艺如图2所示 。 浇注系统各组元截面积比为∑F。~:EF樾: ∑F :EF直:1:1.5:1.1:1.1,内浇道截面积FI = l4.49 cm:。横浇道截面积F横=21.8 cm ,分支直浇 道截面积∑F蛐=16 cm ,直浇道截面积2F ff= 15.9 n !。气缸盖的气门导管孑L、油管孑L、示功阀 等位置均为孤立热节,所以,在4个气门导管孑L l 部和示功阀端面设置外冷铁。采用无冒门铸造 _1 艺,仅在铸型顶面设置尺寸为35 mln ̄10 l'llln 的排气冒口,浇注时间控制在20 S。
3 生产结果 按照卜述T艺进行生产.试制气缸盖35件,
2017/3脱代铸铁【47 Vermicular Graphite Iron 由于采用_尤冒I 1铸造I 艺,【 艺f 品率达89%: 金相检测结果女【1 3所爪。F}1图3可见,蠕化率 为95%,基体组织中珠光体和铁素体的体积分数 达到90% 抗} 强度为450~520 MPa,屈服强度 为380~450 MPa,断后仲长率为1%~3%,符合技 术 求除囚操作原因造成金属液进入砂芯而产 生气孔的2件废品外。其余铸件全部合格,其中 20件机加_『 已完成,没有发现任何铸造缺陷,经 水, 试验拿部合格:
48 l 代铸铁2017/3
4结论 (1)采用RESiFe合金和REMgSiFe合金复 合进行蠕化处理,通过添加Cu、Mo对铁液进行 合金化,严格控制炉前质量,可以稳定生产牌号 为RuT450的蠕墨铸铁。 (2)没置陶瓷过滤片的底注式浇注系统,充 型平稳、挡渣能力强,能有效防止气缸盖的泄漏 缺陷。 (3)在气缸盖的气 导管孑L、示功阀等孤立 热节处没置冷铁能加速热节凝 ,在内浇道凝同 封闭前及时获得充分补缩.消除缩孑L、缩松缺陷=
参考文献 l】黄惠松,盛达.曾大本.蠕墨铸铁IM】.北守 l983. 2】李弘英.赵成志.铸造]一艺设计【M】.北京 2oo5.
清华大学出版社 机械1:业ff』版社 【3】杨双华.大型柴油机气缸盖铸造r艺设计fJ1_现代铸铁,2013, (01):40—43. 【41白飞.蠕墨铸铁缸体、缸盖的生产T艺【JJ_现代铸铁,2013, (06):35—38. 【5]王安家,乔进国,张杰,等.蠕墨铸铁曲轴箱的熔炼 艺及过程  ̄¥11[J1.现代铸铁,2016.(03):51-55. 【61谢同轮,赵宇光,李梦楠.重载汽车蠕墨铸铁制动鼓的失效分 析【J1_现代铸铁,2017.(02):53—57. 【7]王峰,爿乇云峰.徐林清.浇注系统的设计 现代铸铁,2017. (02):60—65.砌