钣金折弯扣除表
- 格式:docx
- 大小:8.28 KB
- 文档页数:1
表3-1钢板展开系数表(单位:mm)
板厚T
K(冷板)
K(不锈钢)
表3-2铝板展开系数表(单位:mm)
板厚T
K
表3-3铜板展开系数表(单位:mm)
板厚T
K 16
表3-1钢板展开系数表(单位:mm)
板厚T
K(冷板)
K(不锈钢)
表3-2铝板展开系数表(单位:mm)
板厚T
K
表3-3铜板展开系数表(单位:mm)
板厚T
K 16

钣金折弯系数表
钣金折弯系数
钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工的状况及折弯的角度。PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度。计算公式如下:
L=0.5π×(R+K系数×T)×(θ/90)
L: 钣金展开长度(Developed length)
R: 折弯处的内侧半径(Inner radius)
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线(Neurtal bend line)的位置决定的一个常数,其默认值为0.5(所谓的“折弯中线”).可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度。与Y系数的关系如下
Y系数=(π/2)×k系数
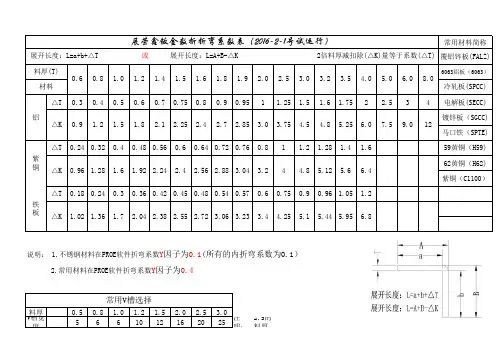
常用材料简称覆铝锌板(FALZ)6063铝板(6063)冷轧板(SPCC)△T0.30.40.50.60.70.750.80.90.9511.251.51.61.7522.534电解板(SECC)镀锌板(SGCC)马口铁(SPTE)△T0.240.320.40.480.560.60.640.720.760.811.21.281.41.659黄铜(H59)62黄铜(H62)紫铜(C1100)△T0.180.240.30.360.420.450.480.540.570.60.750.90.961.051.2料厚0.50.81.01.21.52.02.53.0V槽宽度5661012162025注明:2.5的料厚没有20宽的V槽用25替代。铁板常用V槽选择铝紫铜2.722.552.382.041.71.365.956.85.44△K3.063.233.44.255.11.023.043.244.85.125.66.412△K0.961.281.61.922.242.42.562.884.54.85.256.07.59.02.12.42.72.853.03.754.06.05.08.0△K0.91.21.51.82.251.92.02.53.0 展开长度:L=a+b+△T 或 展开长度:L=A+B-△K 2倍料厚减扣除(△K)量等于系数(△T)展荣鑫钣金数折折弯系数表(2016-2-1号试运行)料厚(T)材料3.23.5说明: 1.不锈钢材料在PROE软件折弯系数Y因子为0.1(所有的内折弯系数为0.1) 2.常用材料在PROE软件折弯系数Y因子为0.40.60.81.01.21.41.51.61.8
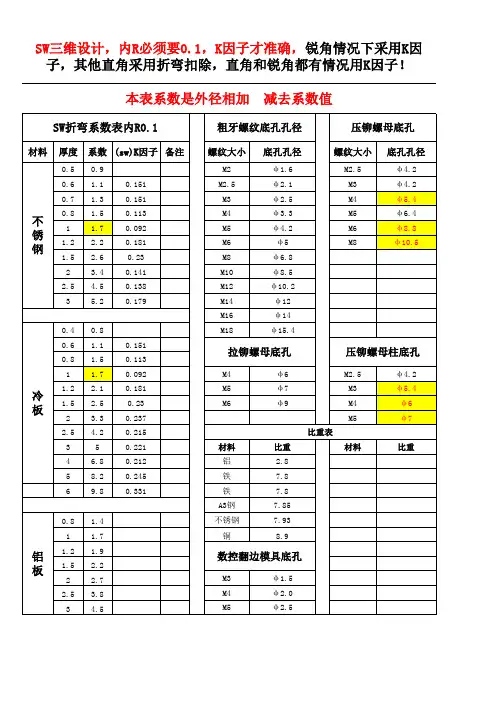
材料厚度系数(sw)K因子备注螺纹大小底孔孔径螺纹大小底孔孔径0.50.9M2φ1.6M2.5φ4.20.61.10.151M2.5φ2.1M3φ4.20.71.30.151M3φ2.5M4φ5.40.81.50.113M4φ3.3M5φ6.411.70.092M5φ4.2M6φ8.81.22.20.181M6φ5M8φ10.51.52.60.23M8φ6.823.40.141M10φ8.52.54.50.138M12φ10.235.20.179M14φ12M16φ140.40.8M18φ15.40.61.10.1510.81.50.11311.70.092M4φ6M2.5φ4.21.22.10.181M5φ7M3φ5.41.52.50.23M6φ9M4φ623.30.237M5φ72.54.20.215350.221材料比重材料比重46.80.212铝2.858.20.245铁7.869.80.331铁7.8A3钢7.850.81.4不锈钢7.9311.7铜8.91.21.91.52.222.7M3φ1.52.53.8M4φ2.034.5M5φ2.5数控翻边模具底孔比重表不锈钢
冷板
铝板压铆螺母柱底孔拉铆螺母底孔SW三维设计,内R必须要0.1,K因子才准确,锐角情况下采用K因子,其他直角采用折弯扣除,直角和锐角都有情况用K因子!本表系数是外径相加 减去系数值SW折弯系数表内R0.1粗牙螺纹底孔孔径压铆螺母底孔

折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!
想要展开,必须先明白以下几个名词。如图
现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。这两种方法在原理上是一样的!
我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和
宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3 那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,
完成退出。得到这样一个零件
大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了, 我们现在来看看他的展开尺寸,
前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不
爽!如何改变他,使他变成我们所需要的呢? 这里就要改动那个DEV值了。我们把DEV值设为1.3看看。
再生后再次测量展开长度,
嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。 我们再来看如何使用折弯表得到这个值
编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表
得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看
厚度(T)下面的一竖排,这里定义的是板料的厚度。两栏相交的格就是DEV值。
好。我们在折弯表内填下如图的值。
保存,退出。现在我们把零件的厚度设为1.5MM。他的折弯扣除应该是2.5MM。那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!